EP1950331B1 - Vliesführungseinrichtung für eine Kämmermaschine - Google Patents
Vliesführungseinrichtung für eine Kämmermaschine Download PDFInfo
- Publication number
- EP1950331B1 EP1950331B1 EP20070023098 EP07023098A EP1950331B1 EP 1950331 B1 EP1950331 B1 EP 1950331B1 EP 20070023098 EP20070023098 EP 20070023098 EP 07023098 A EP07023098 A EP 07023098A EP 1950331 B1 EP1950331 B1 EP 1950331B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- guide
- guide plate
- web guide
- conveying direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/14—Drawing-off and delivery apparatus
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
Definitions
- the invention relates to a nonwoven guide device for a combing machine according to the preamble of the main claim.
- the tear-off cylinders form a combing machine fleece from successively fed, combed fiber packets and deliver this onto a fleece guide plate, which leads the fleece to a pair of take-off rollers also mounted in the machine frame.
- nonwoven guide plates are z.
- the guide plates are provided with lateral guide surfaces, which serve for the lateral guidance of the fiber fleece.
- the nonwoven guide plates consist of at least two differently oriented sections. In this case, the execution of the DE 44 45 150 A1 following the tear-off cylinders on a first rising portion, which is followed by a sloping portion, from which the non-woven fabric is delivered to a pair of draw-off rollers.
- the transport of the fiber fleece above the fleece guide plate is wave-shaped.
- unclean edge regions of the fiber fleece can arise. This can cause fraying in the edge area, which can lead to problems in the area of the delivery to the downstream take-off rolls.
- This object is achieved by proposing that the lateral guide walls in the longitudinal section each extend at an angle between 10 ° and 30 ° to the conveying direction of the web and in the region of their end portions, which are arranged immediately in front of the pair of withdrawal rollers, each with a guide element are provided, which projects above and at a distance from the nonwoven guide plate.
- the guide element is provided with a non-woven guide plate opposite guide surface.
- the proposed device it is ensured that the edges of the nonwoven fabric are guided clean, especially in the area of the delivery to the take-off rolls and fraying of the non-woven edges is prevented.
- the proposed guide, or the guide plate opposite guide plate even allows partial solidification of the fleece edges, before the nonwoven fabric is delivered to the Abreisszylinder.
- This is further supported by a development of the invention by proposing that the distance of the guide surface to the nonwoven guide plate - seen in the conveying direction of the nonwoven - decreases. As a result, it can be achieved in part that the fiber fleece is slightly rolled in the edge regions before it is transferred to the draw-off rolls.
- the guide surface - viewed transversely to the conveying direction of the nonwoven fabric - is arranged in the direction of the center of the nonwoven guide device with respect to the nonwoven guide plate at an angle rising. This angle can be between 1 ° and 30 °.
- the guide surface of the guide element is formed in a circular arc, the inner radius of the nonwoven guide plate facing.
- the Guide surface - viewed transversely to the conveying direction of the nonwoven - has a width between 8 and 20 mm.
- the nonwoven guide plate has a Abreisszylindercru immediately adjacent first, rising to the conveying direction of the nonwoven fabric section, which issued the Abreisszylindercru nonwoven fabric upwards deflects and is provided at least with a, the first section following and sloping second section for the transfer of the nonwoven fabric to the take-off rolls.
- a baffle plate (10) may be arranged above and at a distance from the first section (9.1) of the nonwoven guide plate (9). This baffle plate, the z. B.
- the first section of the fleece guide plate be formed at an angle between 40 ° and 60 ° to the conveying direction of the Abreisszylinderpoves.
- the longitudinal section of the nonwoven guide plate in which the lateral guide walls extend at an angle to the conveying direction of the nonwoven, is arranged in the second sloping section of the nonwoven guide plate.
- Fig. 1 shows a schematic vertical section through parts of a combing head of a combing machine.
- a combing machine has eight combing heads which are arranged next to one another.
- Fig.1 contains a combing head two pairs of tear-off cylinders 1, 2 and 3, 4 and a pair of withdrawal rollers 5, 6.
- the tear-off cylinders 1, 2, 3 and 4 and the take-off rollers 5, 6 are rotatable about horizontal axes in a merely schematically indicated machine frame 7 of a combing machine stored.
- a fleece guide means with a non-woven guide plate 9 for supporting a Abr regardingzylindercru 3, 4 and the withdrawal roller pair 5, 6 running comber V (short fleece or nonwoven fabric called) via a schematically illustrated fastener 14 appropriate.
- the immediately adjacent to the Abreisszylinderschreib 3, 4 adjacent section 9.1 of the nonwoven guide plate 9 is inclined with respect to the dispensing direction F of the Abreisszylindercrues 3, 4 at an angle ⁇ rising to deflect the issued by Abreisszylinderschreib 3, 4 fleece V upwards.
- the dispensing direction F is the direction perpendicular to a plane containing the axes of the two tear-off cylinders.
- the angle ⁇ is in a range between 40 ° and 60 °.
- "Immediately adjacent" means in this case that the point of impact of the web V on the top of the nonwoven guide plate 9 and the section thereof 9.1 from the nip of the tear-off cylinders 3, 4 should have the smallest possible distance. This distance can be about 2 to 3 cm.
- a baffle plate 10 is attached at a distance from the section 9.1 of the nonwoven guide plate 9.
- the baffle plate 10 extends approximately parallel to the surface of the nonwoven guide plate 9 of the section 9.1. However, the parallel alignment is not necessarily necessary for the function.
- the nonwoven V deflected upward from the section 9.1 is again deflected by the baffle plate 10 in the direction of the take-off roller pair 5, 6.
- the baffle plate 10 also serves to move the web V (or parts thereof) into the area of the upper Abreisszylinders 4 and a cleaning roller 11, which rests on the upper tear-off cylinders 2, 4, to prevent. This prevents further risk of winding formation.
- electrically conductive materials for the nonwoven guide plate 9 and the baffle plate 10 the electrostatic charges of the nonwoven are discharged to the machine frame 7 via the likewise electrically conductive attachment means 8. This prevents accumulation of material on the nonwoven guide plate 9 due to electrostatic charges.
- the web guide plate 9 in its width on both longitudinal sides LS by an angle ⁇ .
- the angle ⁇ is between 10 ° and 30 °.
- the nonwoven edges VR of the nonwoven V impinge on the respective guide wall 15 and, in their further forward movement in the conveying direction FR, are displaced toward the middle of the fleece by the further tapering.
- the nonwoven edges harden, which prevents the disadvantageous fraying described above.
- the fleece edges then tend to push up along the side walls 15 at least in the end region shortly before delivery to the draw-off rolls 5, 6.
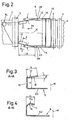
- This guide element 17 can each consist of a guide surface B, which faces the nonwoven guide plate 9 at a distance a. This is in particular from the section AA of the Fig.1 can be seen which in Fig. 3 in enlarged representation is shown. It can also be seen that the guide surface B with respect to nonwoven guide plate 9 in the direction of the web center M under a winding ⁇ slightly rising. This is to support the Einrollf Anlagen the fleece edges.
- the width b of the guide element 17 is to be dimensioned accordingly in order to be able to guide the nonwoven edges accordingly.
- FIG. 4 Another embodiment of guide elements 17a is in the Fig. 4 which also shows an enlarged sectional view AA.
- the guide surface C is designed in a circular arc with a radius R.
- the Einrollfmaschine the nonwoven edges VR can be further enhanced.
- the guide member 17 (17 a) extends at an angle ⁇ with respect to the nonwoven guide plate 9, and to the conveying direction FR, wherein the distance a - seen in the conveying direction FR - reduced.
- the nonwoven edges VR are compressed even before the transfer, or delivery to the nip of the take-off rolls, whereby the detection of the web V can be done by the take-off rolls 5, 6 in the area of the fleece edges without problems and without material jams.
- the process of the nonwoven guide following the Abreisszylindertab 3, 4 is carried out in conjunction with the inventively designed nonwoven guide device as follows:
- the nonwoven fabric V delivered stepwise by the tear-off cylinder pair 3, 4 strikes the first section 9.1 of the nonwoven guide plate 9 and is deflected there in the direction of the baffle plate 10. From the baffle plate 10, the web V is further deflected to the second section 9.2 of the nonwoven guide plate, to which it is further transported in the conveying direction FR to the.
- the nonwoven Before the nonwoven, however, enters the nip line of the take-off rolls 5, 6, it meets with its fleece edges VR on the lateral guide walls 15 of the tapered longitudinal section LA of the nonwoven guide plate 9. Upon further forward movement, the nonwoven edges VR of the nonwoven are compacted by the taper and partially the Edge fibers rolled up. By in the conveying direction FR reduction of the distance a between the nonwoven guide plate 9 and the guide surface B, and C of the guide member 17, or 17a is carried out a further compression of the web edges VR before the web to the nip of Take-off rollers 5, 6 is discharged.
- the fleece arrives at a table T, which is fed via a beveled trigger to a take-off hole, which are not shown downstream take-off rollers, which are delivered there comber machine belt formed on another table on which it with other bands a subsequent drafting be supplied.
- a take-off hole which are not shown downstream take-off rollers, which are delivered there comber machine belt formed on another table on which it with other bands a subsequent drafting be supplied.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Description
- Die Erfindung bezieht sich auf eine Vliesführungseinrichtung für eine Kämmmaschine nach dem Oberbegriff des Hauptanspruches.
Bekannte, heute übliche Kämmmaschinen enthalten in einem Maschinengestell gelagerte Abreisszylinder (in der Regel zwei Paare), die während dem Betrieb der Kämmmaschine mit einer Pilgerschrittbewegung hin- und hergedreht werden. Die Abreisszylinder bilden aus nacheinander zugeführten, ausgekämmten Faserpaketen ein Kämmmaschinevlies und geben dieses auf eine Vliesführungsplatte ab, welche das Vlies zu einem, ebenfalls im Maschinengestell gelagerten Abzugswalzenpaar führt. - Derartige Vliesführungsplatten sind z. B. in der veröffentlichten
DE 44 45 150 A1 und derEP 558 442 A1 DE 44 45 150 A1 im Anschluss an die Abreisszylinder einen ersten ansteigenden Abschnitt auf, dem ein abfallender Abschnitt nachfolgt, von welchem das Faservlies an ein Abzugswalzenpaar abgegeben wird. Diese bisher bekannten Ausführungen erfüllten ihre Führungsfunktion anhand der bisher üblichen Kammspielzahlen. Durch die Pilgerschrittbewegung der Abreisszylinder erfolgt der Transport des Faservlieses oberhalb der Vliesführungsplatte wellenförmig.
Es hat sich jedoch gezeigt, dass bei einer Erhöhung der Kammspielzahlen und somit bei einer Erhöhung der Transportgeschwindigkeit des Faservlieses oberhalb der Vliesführungsplatte unsaubere Randbereiche des Faservlieses entstehen können. Dabei können Ausfransungen im Randbereich entstehen, welche zu Problemen im Bereich der Abgabe an die nachfolgenden Abzugswalzen führen können. - Es ist deshalb die Aufgabe der Erfindung eine Vliesführungseinrichtung zwischen den Abreisszylindern und der Abzugswalze einer Kämmmaschine vorzuschlagen, welche die genannten Nachteile beseitigt, und die Qualität des Faservlieses, insbesondere in dessen Randbereichen auch bei hohen Transportgeschwindigkeiten nicht beeinträchtigt wird.
Diese Aufgabe wird dadurch gelöst, indem vorgeschlagen wird, dass die seitlichen Führungswände in dem Längsabschnitt jeweils unter einem Winkel zwischen 10° und 30° zur Förderrichtung des Vlieses verlaufen und im Bereich ihrer Endabschnitte, welche unmittelbar vor dem Abzugswalzenpaar angeordnet sind, mit jeweils einem Führungselement versehen sind, das oberhalb und in einem Abstand die Vliesführungsplatte überragt.
Vorzugsweise wird weiter vorgeschlagen, dass das Führungselement mit einer der Vliesführungsplatte gegenüberstehenden Führungsfläche versehen ist.
Mit der vorgeschlagenen Vorrichtung wird gewährleistet, dass die Ränder des Faservlieses insbesondere im Bereich der Abgabe an die Abzugswalzen sauber geführt werden und ein Ausfransen der Vliesränder verhindert wird.
Die vorgeschlagene Führung, bzw. die der Führungsplatte gegenüberstehende Führungsfläche ermöglicht sogar eine teilweise Verfestigung der Vliesränder, bevor das Faservlies an die Abreisszylinder abgegeben wird.
Dies wird noch unterstützt durch eine Weiterbildung der Erfindung, indem vorgeschlagen wird, dass der Abstand der Führungsfläche zur Vliesführungsplatte - in Förderrichtung des Vlieses gesehen - abnimmt. Dadurch kann zum Teil erreicht werden, dass das Faservlies in den Randbereichen leicht eingerollt wird, bevor es an die Abzugswalzen übergeben wird.
Es wird weiter vorgeschlagen, dass die Führungsfläche - quer zur Förderrichtung des Vlieses gesehen - in Richtung der Mitte der Vliesführungseinrichtung in bezug auf die Vliesführungsplatte unter einem Winkel ansteigend angeordnet ist.
Dieser Winkel kann zwischen 1 ° und 30° betragen. - Um den zuvor beschriebenen Einrolleffekt im Randbereich des Faservlieses noch zu verstärken, wird vorgeschlagen, dass die Führungsfläche des Führungselementes kreisbogenförmig ausgebildet ist, dessen Innenradius der Vliesführungsplatte gegenübersteht.
Um den Randbereich des Faservlieses exakt zu führen, wird vorgeschlagen, dass die Führungsfläche - quer zur Förderrichtung des Vlieses gesehen - eine Breite zwischen 8 und 20 mm aufweist.
Zu Anpassung der Vliesführungseinrichtung an die wellenförmige Bewegung des Faservlieses und zur problemlosen Überführung an die Abzugswalzen auch bei hohen Kammspielzahlen wird vorgeschlagen, dass die Vliesführungsplatte einen dem Abreisszylinderpaar unmittelbar benachbarten ersten, zur Förderrichtung des Faservlieses ansteigenden Abschnitt aufweist, der das vom Abreisszylinderpaar abgegebene Faservlies nach oben ablenkt und wenigstens mit einem, dem ersten Abschnitt nachfolgenden und abfallenden zweiten Abschnitt zur Überführung des Faservlieses an die Abzugswalzen versehen ist.
Dabei kann, wie weiter vorgeschlagen wird, oberhalb und im Abstand zum ersten Abschnitt (9.1) der Vliesführungsplatte (9) eine Prallplatte (10) angeordnet sein.
Diese Prallplatte, die z. B. elektrisch mit dem Maschinengestell verbunden ist, dient insbesondere zur Abführung der elektrostatischen Aufladung des Faservlieses und zur Beeinflussung der wellenförmigen Vliesübergabe an den zweiten Führungsabschnitt der Führungsplatte.
Um die Führungseinrichtung auf die hohen Abgabegeschwindigkeiten im Bereich der Abreisszylinder besser anzupassen, wird vorgeschlagen, dass der erste Abschnitt der Vliesführungsplatte in einem Winkel zwischen 40° und 60° zur Förderrichtung des Abreisszylinderpaares ansteigend ausgebildet ist. - Zur exakten Übergabe des Faservlieses an die Abzugswalzen wird vorgeschlagen, dass der Längsabschnitt der Vliesführungsplatte, in welchem die seitlichen Führungswände unter einem Winkel zur Förderrichtung des Vlieses verlaufen, in dem zweiten abfallenden Abschnitt der Vliesführungsplatte angeordnet ist.
Weitere Vorteile der Erfindung werden anhand nachfolgender Ausführungsbeispiele näher aufgezeigt und beschrieben. - Es zeigen:
- Fig. 1
- eine schematische Seitenansicht einer erfindungsgemäss vorgeschlagenen Vliesführungseinrichtung
- Fig. 2
- eine Schematische Draufsicht nach
Fig.1 - Fig. 3
- eine vergrösserte Schnittdarstellung A-A nach
Fig. 2 - Fig. 4
- eine weitere Ausführung einer vergrösserten Schnittdarstellung A-A nach
Fig. 2 -
Fig. 1 zeigt einen schematischen Vertikalschnitt durch Teile eines Kämmkopfes einer Kämmmaschine. In der Regel weist eine Kämmmaschine acht Kämmköpfe auf, die nebeneinander angeordnet sind.
GemässFig.1 enthält ein Kämmkopf zwei Paare von Abreisszylindern 1, 2 und 3, 4 und ein Abzugswalzenpaar 5, 6. Die Abreisszylinder 1, 2, 3 und 4 und die Abzugswalzen 5, 6 sind in einem lediglich schematisch angedeuteten Maschinengestell 7 einer Kämmmaschine um waagrechte Achsen drehbar gelagert. Zwischen dem Abreisszylinderpaar 3, 4 und dem Abzugswalzenpaar 5, 6 ist über ein schematisch dargestelltes Befestigungselement 14 eine Vliesführungseinrichtung mit einer Vliesführungsplatte 9 zum Unterstützen eines vom Abreisszylinderpaar 3, 4 abgegebenen und zum Abzugswalzenpaar 5, 6 laufenden Kämmmaschinenvlies V (kurz Vlies oder Faservlies genannt) angebracht.
Der unmittelbar dem Abreisszylinderpaar 3, 4 benachbarte Abschnitt 9.1 der Vliesführungsplatte 9 ist in Bezug zur Abgaberichtung F des Abreisszylinderpaares 3, 4 in einem Winkel δ ansteigend geneigt, um das vom Abreisszylinderpaar 3, 4 abgegebene Vlies V nach oben abzulenken. Die Abgaberichtung F ist die Richtung senkrecht zu einer die Achsen der beiden Abreisszylinder enthaltenen Ebene. Der Winkel δ liegt in einem Bereich zwischen 40° und 60°.
"Unmittelbar benachbart" bedeutet in diesem Fall, dass die Auftreffstelle des Vlieses V auf die Oberseite der Vliesführungsplatte 9 bzw. des Abschnittes 9.1 derselben vom Klemmspalt der Abreisszylinder 3, 4 einen möglichst kleinen Abstand haben soll. Dieser Abstand kann etwa 2 bis 3 cm betragen.
Über seitliche Stege 14 ist in einem Abstand zum Abschnitt 9.1 der Vliesführungsplatte 9 eine Prallplatte 10 angebracht. Die Prallplatte 10 verläuft etwa parallel zur Oberfläche der Vliesführungsplatte 9 des Abschnittes 9.1. Die parallele Ausrichtung ist jedoch nicht zwingend für die Funktion notwendig.
Das vom Abschnitt 9.1 nach oben abgelenkte Vlies V wird von der Prallplatte 10 erneut umgelenkt in Richtung zum Abzugswalzenpaar 5, 6 hin. Die Prallplatte 10 dient auch dazu, Bewegungen des Vlieses V (oder Teile davon) in den Bereich des oberen Abreisszylinders 4 und einer Putzwalze 11, die auf den oberen Abreisszylindern 2, 4 aufliegt, zu verhindern. Damit wird eine weitere Gefahr von Wickelbildungen verhindert. Durch die Verwendung von elektrisch leitenden Materialien für die Vliesführungsplatte 9 und für die Prallplatte 10 werden über das ebenfalls elektrisch leitende Befestigungsmittel 8 die elektrostatischen Ladungen des Vlieses an das Maschinengestell 7 abgeführt. Dadurch wird verhindert, dass es durch elektrostatische Aufladungen zu Materialstauungen auf der Vliesführungsplatte 9 kommt.
Weitere Erläuterungen bezüglich der Entstehung und Abführung der elektrostatischen Aufladungen im Vlies sind aus derDE 44 45 150 A1 zu entnehmen.
Das an der Prallplatte 10 abgelenkte Vlies V gelangt wieder auf die Vliesführungsplatte 9 und wird auf einem zweiten Abschnitte 9.2 derselben, der sich an den, dem Abreisszylinderpaar 3, 4 benachbarten Abschnitt 9.1 anschliesst, zum Abzugswalzenpaar mit der Förderrichtung FR geführt. Der zweite Abschnitt 9.2 der Vliesführungsplatte 9 ist an seinen Längsseiten LS mit etwa vertikal ausgerichteten Führungswänden 15 zu Führung der Vliesränder VR des Vlieses V versehen.
Über den Längsabschnitt LA, welcher im Bereich der Abzugswalzen 5, 6 endet, verjüngt sich, wie ausFig. 2 ersichtlich, die Vliesführungsplatte 9 in ihrer Breite auf beiden Längsseiten LS um jeweils einen Winkel α. Dabei beträgt der Winkel α zwischen 10° und 30°. Im Bereich der Verjüngung treffen die Vliesränder VR des Vlieses V auf die jeweilige Führungswand 15 auf und werden bei ihrer weiteren Vorwärtsbewegung in Förderrichtung FR durch die weitere Verjüngung zu Vliesmitte hin verschoben. Durch diese Verschiebung erfolgt eine Verfestigung der Vliesränder, wodurch das zuvor beschriebene nachteilige Ausfransen verhindert wird.
Durch das seitliche Zusammenschieben des Vlieses V hat dieses dann die Tendenz, dass sich die Vliesränder zumindest im Endbereich kurz vor der Abgabe an die Abzugswalzen 5, 6 entlang der Seitenwände 15 hochschieben werden. Dies könnte jedoch zu Problemen in der Vliesübergabe an die Abzugswalzen 5, 6 bedeuten. Deshalb wird vorgeschlagen, im Endbereich der Vliesführungsplatte 9 kurz vor der Abgabe an die Abzugswalzen 5, 6 auf beiden Seiten ein Führungselement 17 vorzusehen. Dieses Führungselement kann jeweils aus einer Führungsfläche B bestehen, welche der Vliesführungsplatte 9 in einem Abstand a gegenübersteht. Dies ist insbesondere aus dem Schnitt A-A derFig.1 ersichtlich, welcher inFig. 3 in vergrösserter Darstellung gezeigt wird. Daraus ist auch zu entnehmen, dass die Führungsfläche B in bezug auf Vliesführungsplatte 9 in Richtung zur Vliesmitte M unter einem Wickel β leicht ansteigend verläuft. Damit soll der Einrolleffekt der Vliesränder unterstützt werden. Die Breite b des Führungselementes 17 ist entsprechend zu dimensionieren, um die Vliesränder entsprechend führen zu können. Es hat sich gezeigt, dass eine Breite b zwischen 8 und 20 mm ausreicht.
Ein weiteres Ausführungsbeispiel von Führungselementen 17a ist in derFig. 4 gezeigt, welche ebenfalls eine vergrösserte Schnittdarstellung A-A darstellt. Hierbei ist die Führungsfläche C kreisbogenförmig mit einem Radius R ausgeführt. Mit dieser Ausführung kann der Einrolleffekt der Vliesränder VR noch verstärkt werden.
Wie ausFig. 1 zu entnehmen, verläuft das Führungselement 17 (17a) unter einem Winkel γ in bezug auf die Vliesführungsplatte 9, bzw. zur Förderrichtung FR, wobei sich der Abstand a - in Förderrichtung FR gesehen - verringert. Damit werden die Vliesränder VR kurz vor der Überführung, bzw. Abgabe an die Klemmlinie der Abzugswalzen noch weiter verdichtet, womit die Erfassung des Vlieses V durch die Abzugswalzen 5, 6 auch im Bereich der Vliesränder ohne Probleme und ohne Materialstauungen erfolgen kann.
Der Vorgang der Vliesführung im Anschluss an das Abreisszylinderpaar 3, 4 erfolgt in Verbindung mit der erfindungsgemäss ausgebildeten Vliesführungseinrichtung wie folgt beschrieben:
Das von dem Abreisszylinderpaar 3, 4 schrittweise abgegebene Vlies V trifft auf den ersten Abschnitt 9.1 der Vliesführungsplatte 9 und wird dort in Richtung der Prallplatte 10 abgelenkt. Von der Prallplatte 10 wird das Vlies V weiter auf den zweiten Abschnitt 9.2 der Vliesführungsplatte abgelenkt, auf welche es in Förderrichtung FR zu den weitertransportiert wird. Bevor das Vlies jedoch in die Klemmlinie der Abzugswalzen 5, 6 gelangt, trifft es mit seinen Vliesrändern VR auf die seitlichen Führungswände 15 des verjüngten Längsabschnittes LA der Vliesführungsplatte 9. Bei weiterer Vorwärtsbewegung werden die Vliesränder VR des Vlieses durch die Verjüngung verdichtet und teilweise werden die Randfasern eingerollt. Durch die in Förderrichtung FR Reduzierung des Abstandes a zwischen der Vliesführungsplatte 9 und der Führungsfläche B, bzw. C des Führungselementes 17, bzw. 17a erfolgt eine weitere Komprimierung der Vliesränder VR, bevor das Vlies an die Klemmlinie der Abzugswalzen 5, 6 abgegeben wird. Von dort aus gelangt das Vlies auf einen Tisch T, auf welchem über einen Schrägabzug einem Abzugsloch AL zugeführt wird, welchem nicht gezeigte Abzugswalzen nachgeordnet sind, die das dort gebildete Kämmmaschinenband an einen weiteren Tisch abgegeben werden, auf welchem es mit weiteren Bändern einem nachfolgenden Streckwerk zugeführt werden.
Mit der vorgeschlagenen erfindungsgemässen Ausführung einer Vliesführungseinrichtung wird Bildung eines Vlieses mit gleichmässigen Vliesrändern auch bei höheren Kammspielzahlen ermöglicht.
Die gezeigten Ausführungsbeispiele zeigen nur eine Auswahl von weiteren möglichen Ausführungsbeispielen.
Claims (11)
- Vliesführungseinrichtung an einer Kämmmaschine, welche zwischen einem Abreisszylinderpaar (3, 4) und einem Abzugswalzenpaar angeordnet ist, mit einer Vliesführungsplatte (9) zum Unterstützen eines vom Abreisszylinderpaar abgegebenen und zum Abzugswalzenpaar laufenden Vlieses (V), wobei die Vliesführungsplatte (9) an ihren beiden Längsseiten (LS) mit seitlichen, mit in vertikaler Richtung ausgerichteten Führungswänden (15) versehen ist, welche, in bezug auf die Förderrichtung (FR) des Vlieses, in einem beim Abzugswalzenpaar (5, 6) endenden Längsabschnitt (LA) der Vliesführungsplatte (9), jeweils unter einem Winkel (α) verlaufen, wodurch sich der Abstand zwischen den Führungswänden (15) in diesem Längsabschnitt in Förderrichtung (FR) gesehen laufend verringert, dadurch gekennzeichnet, dass die Führungswände (15) in dem Längsabschnitt (LA) jeweils unter einem Winkel (α) zwischen 10° und 30° zur Förderrichtung (FR) des Vlieses (V) verlaufen und im Bereich ihrer Endabschnitte (E), welche unmittelbar vor dem Abzugswalzenpaar (5, 6) angeordnet sind, mit jeweils einem Führungselement (17) versehen sind, das oberhalb und in einem Abstand (a) die Vliesführungsplatte (9) überragt.
- Vliesführungseinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Führungselement (17, 17a) mit einer der Vliesführungsplatte (9) gegenüberstehenden Führungsfläche (B, C) versehen ist.
- Vliesführungseinrichtung nach Anspruch 2, dadurch gekennzeichnet, dass der Abstand (a) der Führungsfläche (B) zur Vliesführungsplatte (9) - in Förderrichtung (FR) des Vlieses (V) gesehen - abnimmt.
- Vliesführungseinrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Führungsfläche (B) - quer zur Förderrichtung (FR) des Vlieses (V) gesehen - in Richtung der Mitte der Vliesführungseinrichtung in bezug auf die Vliesführungsplatte (9) unter einem Winkel (β) ansteigend angeordnet ist.
- Vliesführungseinrichtung nach Anspruch 4, dadurch gekennzeichnet, dass der Winkel (β) zwischen 1° und 30° beträgt.
- Vliesführungseinrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die Führungsfläche (C) des Führungselementes (17a) kreisbogenförmig ausgebildet ist, dessen Innenradius (R) der Vliesführungsplatte (9) gegenübersteht.
- Vliesführungseinrichtung nach einem der Ansprüche 2, 3 oder 6, dadurch gekennzeichnet, dass die Führungsfläche (B, C) - quer zur Förderrichtung (FR) des Vlieses (V) gesehen - eine Breite (b, c) zwischen 8 und 20 mm aufweist.
- Vliesführungseinrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Vliesführungsplatte (9) einen dem Abreisszylinderpaar (3,4) unmittelbar benachbarten ersten, zur Förderrichtung (F) des Vlieses (V) ansteigenden Abschnitt (9.1) aufweist, der das vom Abreisszylinderpaar (3,4) abgegebene Vlies nach oben ablenkt und wenigstens einem dem ersten Abschnitt (9.1) nachfolgenden und abfallenden zweiten Abschnitt (9.2) zur Überführung des Vlieses an die Abzugswalzen (5, 6).
- Vliesführungseinrichtung nach Anspruch 8, dadurch gekennzeichnet, dass oberhalb und im Abstand zum ersten Abschnitt (9.1) der Vliesführungsplatte (9) eine Prallplatte (10) angeordnet ist.
- Vliesführungseinrichtung nach Anspruch 8, dadurch gekennzeichnet, dass der erste Abschnitt (9.1) der Vliesführungsplatte (9) in einem Winkel (δ) zwischen 40° und 60° zur Förderrichtung des Abreisszylinderpaares (3, 4) ansteigend ausgebildet ist.
- Vliesführungseinrichtung nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass der Längsabschnitt (LA) der Vliesführungsplatte (9), in welchem die seitlichen Führungswände (15) unter einem Winkel (α) zur Förderrichtung (FR) des Vlieses (V) verlaufen, in dem zweiten abfallenden Abschnitt (9.2) der Vliesführungsplatte (9) angeordnet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1102007 | 2007-01-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1950331A1 EP1950331A1 (de) | 2008-07-30 |
| EP1950331B1 true EP1950331B1 (de) | 2010-01-06 |
Family
ID=39322716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20070023098 Not-in-force EP1950331B1 (de) | 2007-01-24 | 2007-11-29 | Vliesführungseinrichtung für eine Kämmermaschine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1950331B1 (de) |
| CN (1) | CN101230503B (de) |
| DE (1) | DE502007002549D1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107938040B (zh) * | 2017-12-21 | 2023-11-21 | 江苏凯宫机械股份有限公司 | 高速智能条并卷机棉层控制机构 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB279962A (en) * | 1926-08-14 | 1927-11-10 | John Hetherington & Sons Ltd | Improvements relating to lap guides employed in combing machines for textile fibres |
| FR2611217B1 (fr) * | 1987-02-20 | 1989-04-21 | Schlumberger Cie N | Dispositif de transformation d'un voile de grande largeur, constitue par une masse de fibres textiles, en un ruban de faible largeur, notamment pour une peigneuse rectiligne |
| DE3722771C1 (de) * | 1987-07-09 | 1989-02-02 | Hollingsworth Gmbh | Vorrichtung zum Zusammenfuehren eines textilen Faservlieses zu einem Faserband |
| EP0558442A1 (de) * | 1992-02-27 | 1993-09-01 | Maschinenfabrik Rieter Ag | Kämmaschine |
| US5530995A (en) * | 1993-12-23 | 1996-07-02 | Rieter Machine Works, Ltd. | Combing machine having a web guide device |
| DE102005006273A1 (de) * | 2004-04-21 | 2005-11-10 | Trützschler GmbH & Co KG | Vorrichtung zum Verfestigen eines förderbaren Faservlieses, z. B. aus Baumwolle, Chemiefasern o. dgl. |
| DE102005023992A1 (de) * | 2005-05-20 | 2006-11-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Karde, Krempel, Strecke, Kämmmaschine o.dgl., zum Ermitteln der Masse und/oder Masseschwankungen eines Fasermaterials, z.B. mindestens ein Faserband, Faservlies o.dgl., aus Baumwolle, Chemiefasern o. dgl. |
| CN2813644Y (zh) * | 2005-08-09 | 2006-09-06 | 东台纺织机械有限责任公司 | 精梳机棉网导向装置 |
-
2007
- 2007-11-29 EP EP20070023098 patent/EP1950331B1/de not_active Not-in-force
- 2007-11-29 DE DE200750002549 patent/DE502007002549D1/de active Active
-
2008
- 2008-01-23 CN CN2008100037867A patent/CN101230503B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE502007002549D1 (de) | 2010-02-25 |
| EP1950331A1 (de) | 2008-07-30 |
| CN101230503A (zh) | 2008-07-30 |
| CN101230503B (zh) | 2011-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2865794B1 (de) | Spinnmaschine | |
| DE2539603B2 (de) | Krempel mit mindestens einer Arbeiter- und Wenderwalze | |
| EP3207171B1 (de) | Absaugvorrichtung für eine kämmmaschine | |
| DD161271A3 (de) | Vorrichtung zur bildung eines faserbandes an karden | |
| AT501434B1 (de) | Vlieszuführvorrichtung | |
| EP1950331B1 (de) | Vliesführungseinrichtung für eine Kämmermaschine | |
| DE2357623A1 (de) | Verfahren und maschine fuer das verstrecken und abreissen von textil-kunstfasern | |
| DE2911744C2 (de) | ||
| EP2718489A1 (de) | Führungselement in einem zangenaggregat einer kämmmaschine | |
| DE2061215A1 (de) | Verfahren zur Bildung eines Faserstranges aus einem in einer Karde erzeugten Faservlies und Vorrichtung zur Durchfuehrung des Verfahrens | |
| DE19758759B4 (de) | Riemchen für Doppelriemchen-Streckwerke für Spinnereimaschinen mit einer Faserbündelungszone | |
| DD267744A5 (de) | Vorrichtung zur umformung eines grossformatigen flors, bestehend aus einer textilfasermasse, in ein faserband geringer breite, insbesondere fuer einen flachkaemmer | |
| EP0367042A1 (de) | Doppel-Einlauftisch | |
| EP3172365B1 (de) | Kämmmaschine | |
| EP2646607B1 (de) | Kämmmaschine | |
| DE19640855A1 (de) | Vorrichtung zum Zusammenfassen eines Vlieses zu einem Faserband am Ausgang von Streckwerken | |
| DE2137715A1 (de) | Vorrichtung zur Bildung eines Faserbandes aus einem Faserflor | |
| CH682565A5 (de) | Regelung der Kämmaschine. | |
| CH709901A2 (de) | Zangenaggregat einer Kämmmaschine. | |
| DE2552425B2 (de) | Vorrichtung zum Zuführen von Fasern zu einer Auflösewalze eines einer Offenendspinnstelle vorgeordneten Aufleseaggregates | |
| DE4109097C2 (de) | Spinnmaschine | |
| DE2838993A1 (de) | Vorrichtung zum anspinnen bei einer offenend-spinnmaschine | |
| DE2341314A1 (de) | Vorrichtung zur faserfuehrung bei streckwerken fuer textilfasern | |
| DE19846299A1 (de) | Öffnervorrichtung | |
| WO2007109911A1 (de) | Vliesleitelement in form eines stabs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081105 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE IT LI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502007002549 Country of ref document: DE Date of ref document: 20100225 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20101007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20151118 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20191128 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007002549 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210601 |