EP1926178A1 - Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser - Google Patents
Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser Download PDFInfo
- Publication number
- EP1926178A1 EP1926178A1 EP06024390A EP06024390A EP1926178A1 EP 1926178 A1 EP1926178 A1 EP 1926178A1 EP 06024390 A EP06024390 A EP 06024390A EP 06024390 A EP06024390 A EP 06024390A EP 1926178 A1 EP1926178 A1 EP 1926178A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- upper wall
- clamping sleeve
- wall sections
- threaded hole
- side wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 239000004020 conductor Substances 0.000 claims abstract description 14
- 239000002184 metal Substances 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 12
- 238000005516 engineering process Methods 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims 2
- 230000001070 adhesive effect Effects 0.000 claims 2
- 238000000034 method Methods 0.000 abstract description 10
- 239000000463 material Substances 0.000 description 17
- 230000004323 axial length Effects 0.000 description 5
- 238000005452 bending Methods 0.000 description 5
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 238000005553 drilling Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/30—Clamped connections, spring connections utilising a screw or nut clamping member
- H01R4/36—Conductive members located under tip of screw
- H01R4/363—Conductive members located under tip of screw with intermediate part between tip and conductive member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/063—Friction heat forging
- B21J5/066—Flow drilling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
- B21K25/005—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components by friction heat forging
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
Definitions
- the invention relates to a clamping sleeve for electrical conductors according to the preamble of claim 1.
- the invention according to the preamble of claim 7 relates to a method for producing the clamping sleeve.
- Electrical connection terminals in particular terminal blocks, have an insulating housing with, for example, designed as Switzerlandfeder-, direct-, cutting or Schaub connection terminals for clamping and contacting of electrical conductors.
- Electrical connection terminals with screw connection are characterized by their high clamping forces that can be continuously transmitted to electrical conductors over the years. With this type of terminal predetermined high clamping forces can be maintained without fluctuations even when acting on the electrical terminal vibration. Due to these properties, electrical connection terminals with screw connection are also preferred in demanding industrial applications with moving and oscillating machine parts.
- An electrical connection terminal with screw connection comprises a clamping sleeve mounted in the insulating housing and formed by electrically conductive wall sections and having a receiving space for an electrical conductor.
- One of the wall sections contains at least one guided into the receiving space threaded hole, each with a screw inserted. Your screw head is accessible via an opening provided in the insulating housing mounting opening so that the screw can be rotated with its tip into the receiving space and can clamp an electrical conductor inserted therein.
- Such electrical terminals with clamping sleeves and screw are, for example, from the DE 295 22 146 U1 , of the DE 30 03 140 A1 , of the US 2,885,654 known.
- the largest influencing factor on the transferable clamping forces is the axial length of the threaded hole, which corresponds to the sheet thickness.
- Remedy here creates a from the DE 195 46 889 A1 known clamping sleeve.
- the known clamping sleeve comprises a U-shaped wall portion of a bent sheet metal part with a bottom wall portion and two adjoining side wall portions with provided at their upper ends notches for receiving a separate insert it a central threaded hole.
- the insert has a greater material thickness than the sheet metal part.
- the length of the axial threaded hole corresponds to the material thickness of the insert and thus can be easily adapted to this.
- a major disadvantage of this design is considered that the clamping sleeve is multi-part and thus several tools are necessary for their production and the manufacturing costs are correspondingly high.
- a well-known alternative solution provides for extending the axial thread length a threaded bore with a projecting beyond the sheet approach. The additional length of the threaded hole results from the axial length of the neck. Such a threaded hole can, for example. By punching the sheet metal part followed by thermoforming be achieved. This production is time-consuming and expensive due to the numerous process steps.
- the clamping sleeve for electrical conductors consists of a frame-shaped, electrically conductive sheet metal bent part with an upper wall portion and an associated approximately U-shaped lower wall portion. This comprises a bottom wall section with a first side wall section and second side wall sections adjoining thereto.
- the threaded hole produced by flow molding with their collar-shaped projections is formed on the outer sides of the upper wall portion.
- the length of the threaded bore has been increased in accordance with the axial length of the collar-shaped projections relative to the plate thickness of the upper wall portion.
- the clamping sleeve is integrally formed and can thus be manufactured inexpensively.
- the invention has for its object to disclose a clamping sleeve with threaded hole, with the even higher clamping forces can be transmitted to clamped to electrical conductors.
- the invention solves the problem by a clamping sleeve with the features of claim 1.
- the clamping sleeve according to the invention according to claim 1 comprises sheet metal bent part having an upper wall portion and a first side wall portion and second side wall portion connected thereto.
- the upper wall portion of the clamping sleeve at least one threaded hole produced by flow molding technique is formed with collar-shaped projections. So that even higher clamping forces can be transmitted to electrical conductors introduced into the clamping sleeve, the axial length of the threaded hole has been lengthened by providing two upper wall sections arranged one above the other and deflected by the two side wall sections, with the threaded hole passing through the two upper wall sections is and connects them mechanically.
- the axial length of the threaded hole with respect to the known clamping sleeve from the DE 203 10 459 U1 increased by the thickness of exactly one upper wall portion, because the known clamping sleeve has a single upper wall portion.
- a clamping sleeve is provided by the invention, which is very simple and thus inexpensive to produce as a one-piece sheet metal bent part. Furthermore, it is achieved by the invention that only the critical critical for the power transmission area, namely the thread length of the threaded hole, is modified, without parameters of the remaining areas of the clamping sleeve, for example. The sheet thickness to change.
- a particular embodiment of the invention provides that the two upper wall sections are approximately planar to each other. This development is surprisingly technically feasible.
- the "Flowdrill BV" specialized in flow molding technology on its website " http://www.flowdrill.nl/joining.html” already shows two wall sections connected to each other via a threaded hole produced by flow forming technology. However, the wall sections are deformed differently, so that a gap has formed between the wall sections and the wall sections are not flat on each other.
- the two upper wall sections are approximately planar to each other, it is possible, even with two upper wall sections, the receiving space of the clamping sleeve sufficiently large form, without having to carry out the side wall sections particularly high. Furthermore, it is achieved by the two approximately plan superposed upper wall sections that the mechanical connection between the two upper wall sections is much firmer; as in two upper, separated by a gap wall sections.
- a fastening means is provided on the clamping sleeve in an advantageous manner. This ensures that both upper wall sections can comply exactly with their position even in the production of the threaded hole and are not deformed or even pressed into the receiving space.
- the upper wall sections could be heated at the positions provided for the threaded hole.
- the fastening means comprises a projection integrally formed on one of the two upper wall sections and a recess formed correspondingly in a side wall section.
- the projection and the corresponding recess can be formed by uncomplicated geometries.
- the projection and the recess can already be done by simple punching on a flat sheet metal part, which is then formed in sheet metal bending process to the clamping sleeve.
- Another object of the invention is a method for producing the clamping sleeve. Advantageous developments to the production method according to the invention are given in the subsequent subclaims.
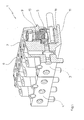
- Fig. 1 shows a terminal 1 with a housing made of insulating material.
- the terminal 1 consists of several modules 3, which are strung together in the width direction on their side walls.
- a screw with a clamping sleeve 5 is mounted electrically conductive material. It is used to clamp an electrical conductor 11, which is pushed into the clamping sleeve 5 via an opening 16 provided on the rear side of the housing 15 in the interior of the clamping sleeve 5, which is referred to as the receiving space.
- the clamping sleeve 5 itself is designed as a frame-shaped bent sheet metal part and has in the assembled state to the housing openings 7, 16 aligned openings.
- the clamping sleeve 5 is in Fig. 2 shown as a single part.
- the clamping sleeve 5 comprises a lower U-shaped wall section 17 with a bottom wall section 17.3 and a first side wall section 17.1 adjoining thereto and a second side wall section 17.2.
- Of each side wall portion 17.1, 17.2 each extending an upper wall portion 19.1, 19.2. They are arranged opposite to the bottom wall section 17.3 and run perpendicular to the Side wall sections 17.1, 17.2.
- the clamping sleeve 5 is thus formed in the manner of a box-shaped closed profile with two superposed upper wall sections 19.1, 19.2.
- Through the two upper wall portions 19.1, 19.2 a manufactured in flow molding threaded hole 21 is guided with collar-shaped projections 23. About this produced in flow molding threaded hole 21, the two upper wall portions 19.1, 19.2 are mechanically interconnected.
- This mechanical connection is due to the choice of the flow molding technique as a manufacturing process of the threaded hole 21, because in this method, that leached from the threaded hole 21 material is liquid and the leached material flows to the two axial hole ends and a material exchange takes place.
- the two upper wall sections are preferably approximately plan on each other and touch each other.
- a connector 25, 27 was selected. It comprises an integrally formed on the upper wall portion 19.2 projection 25 and a corresponding thereto arranged in the side wall portion 17.1 recess 27.
- all other known methods and devices such as gluing, riveting, welding, etc. can also serve as fastening means.
- tools designed to be separate from the clamping sleeve for holding the upper wall section which, for example, engage below the upper wall section, can also be used as fastening means.
- a flat sheet metal part is bent into a frame-like bent part with an upper wall portion 19 and an associated approximately U-shaped lower wall portion 17.
- the U-shaped wall portion 17 includes a bottom wall portion 17.3 with a first side wall portion 17.1 adjacent thereto and a second side wall portion 17.2.
- a first upper wall section 19.1 and an upper second wall section 19.2 are each deflected at right angles to the side wall sections 17.1, 17.2 in the direction of the respective opposite side wall.
- the bending axes of the two upper wall sections 19.1, 19.2 are offset from the bottom wall section 17.3 in the height direction of the respective side walls by approximately one sheet thickness of the clamping sleeve offset from one another.
- the bending of the two upper wall sections 19.1, 19.2 is carried out in succession.
- the second upper wall portion 19.2 is bent and its integrally formed projection 25 is inserted into the recess 27.
- the deformation of the first upper wall portion 19.1. He is due to its higher by a plate thickness arranged bending axis on the second upper wall portion 19.2 and touches this.
- the two upper superposed wall sections 19.1, 19.2 are drilled by cutting. This bore diameter is many times smaller than the diameter of the final threaded hole 21.
- the existing machined drilled bore is drilled with a specially designed flow drill in flow molding.
- part of the hot and liquid material dissolved out of the bore is transported by the drill up onto the upper side 29 of the upper wall section 19.1 and an upper collar-shaped projection 23.1 is formed.
- a portion of the hot, dissolved out of the bore material flows substantially controlled by the advance of the drill and the gravitational force first on the surface of the second upper wall portion 19.2.
- the solidified in this area material connects the two upper wall sections 19.1, 19.2.
- the bore is drilled in the second upper wall section 19.2. Also in this drilling process material is transported on the one hand by the rotation of the drill upwards in the direction of the top 29 again.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Connections Arranged To Contact A Plurality Of Conductors (AREA)
Abstract
wobei der obere Wandabschnitt (19) mindestens ein durch Fließformtechnik hergestelltes Gewindeloch (21) mit kragenförmigen Ansätzen (23.1,23.2) aufweist, ist vorgesehen, dass zwei übereinander angeordnete und jeweils von den beiden Seitenwandabschnitten (17.1, 17.2) umgelenkte obere Wandabschnitte (19.1, 19.2) vorgesehen sind, wobei das Gewindeloch (21) durch die beiden oberen Wandabschnitte (19.1, 19.2) hindurchgeführt ist und diese miteinander mechanisch verbindet.
Description
- Die Erfindung bezieht sich auf eine Klemmhülse für elektrische Leiter gemäß dem Oberbegriff des Anspruchs 1. Daneben betrifft die Erfindung gemäß dem Oberbegriff des Anspruchs 7 ein Verfahren zur Herstellung der Klemmhülse.
- Elektrische Anschlussklemmen, insbesondere Reihenklemmen, weisen ein Isolierstoffgehäuse mit bspw. als Zugfeder-, Direkt-, Schneid- oder Schaubanschluss ausgebildeten Anschlüssen zur Klemmung und Kontaktierung von elektrischen Leitern auf.
Elektrische Anschlussklemmen mit Schraubanschluss zeichnen sich durch ihre hohen und über Jahre konstant auf elektrische Leiter übertragbaren Klemmkräfte aus. Mit diesem Klemmentyp können vorgegebene hohe Klemmkräfte ohne Schwankungen sogar bei auf die elektrische Anschlussklemme wirkenden Vibrationen eingehalten werden.
Aufgrund dieser Eigenschaften werden elektrische Anschlussklemmen mit Schraubanschluss auch bei anspruchsvollen industriellen Anwendungen mit bewegten und schwingenden Maschinenteilen bevorzugt eingesetzt. - Eine elektrische Anschlussklemme mit Schraubanschluss umfasst eine in das Isolierstoffgehäuse montierte und durch elektrisch leitende Wandabschnitte gebildete Klemmhülse mit einem Aufnahmeraum für einen elektrischen Leiter. Einer der Wandabschnitte enthält mindestens eine bis in den Aufnahmeraum geführte Gewindebohrung mit je einer eingesetzten Schraube. Ihr Schraubenkopf ist über eine in dem Isolierstoffgehäuse vorgesehene Montageöffnung zugänglich, so dass die Schraube mit ihrer Spitze in den Aufnahmeraum gedreht werden kann und einen hierin eingeführten elektrischen Leiter klemmen kann.
- Derartige elektrische Anschlussklemmen mit Klemmhülsen und Schraubanschluss sind bspw. aus der
DE 295 22 146 U1 , derDE 30 03 140 A1 , derUS 2,885,654 bekannt. - Da elektrische Anschlussklemmen mit Klemmhülsen Massenartikel sind, besteht die Forderung die Klemmhülsen mit geringsten Material und Herstellungskosten zu produzieren. Deshalb sind die Materialkosten für aus vollem Material gefertigte Klemmhülsen oftmals nicht mehr akzeptabel. Zur Senkung der Materialkosten ist es bereits aus der
US 2,885,654 bekannt, eine in ihrem Querschnitt kastenförmige Klemmhülse aus einem elektrisch leitenden Blechbiegeteil mit einem oberen Wandabschnitt und einen daran anschließendem unteren U-förmigen Wandabschnitt herzustellen.
Die Materialkosten sinken bei dieser Klemmhülse mit abnehmender Blechstärke des Blechbiegeteils. Die Blechstärke kann jedoch nur in gewissen Grenzen reduziert werden, weil mit abnehmender Blechstärke die Festigkeit der Klemmhülse-und somit die auf den elektrischen Leiter übertragbaren Klemmkräfte sinken. Der größte Einflussfaktor auf die übertragbaren Klemmkräfte bildet hierbei die axiale Länge der Gewindebohrung, welche der Blechstärke entspricht.
Abhilfe schafft hier eine aus derDE 195 46 889 A1 bekannte Klemmhülse. Die bekannte Klemmhülse umfasst einen U-förmigen Wandabschnitt aus einem Blechbiegeteil mit einem Bodenwandabschnitt und zwei daran angrenzende Seitenwandabschnitte mit zu ihren oberen Enden vorgesehenen Ausklinkungen für die Aufnahme eines gesonderten Einlegeteils it einer zentralen Gewindebohrung. Das Einlegeteil weist eine größere Materialstärke als das Blechbiegeteil auf. Die Länge der axialen Gewindebohrung entspricht der Materialstärke des Einlegeteils und kann somit hierüber leicht angepasst werden. - Als wesentlicher Nachteil bei dieser Ausführung wird angesehen, dass die Klemmhülse mehrteilig ist und somit mehrere Werkzeuge zu ihrer Herstellung notwendig sind und die Fertigungskosten entsprechend hoch sind.
Eine allgemein bekannte alternative Lösung sieht zur Verlängerung der axialen Gewindelänge eine Gewindebohrung mit einem über das Blech ragenden Ansatz vor. Die zusätzliche Länge der Gewindebohrung ergibt sich durch die axiale Länge des Ansatzes. Eine derartige Gewindebohrung kann bspw. durch eine Lochung des Blechbiegeteils mit anschließendem Tiefziehverfahren erzielt werden. Auch diese Herstellung ist aufgrund der zahlreichen Verfahrensschritte zeitaufwendig und teuer. - Aus der
DE 20310 459 U1 ist eine Klemmhülse mit einer durch Fließformtechnik hergestellte Gewindebohrung mit kragenförmigen Ansätzen bekannt. Die Klemmhülse für elektrische Leiter besteht aus einem rahmenförmigen, elektrisch leitenden Blechbiegeteil mit einem oberen Wandabschnitt und einem damit verbundenen etwa U-förmigen unteren Wandabschnitt. Dieser umfasst einen Bodenwandabschnitt mit einem hieran angrenzenden ersten Seitenwandabschnitt und zweiten Seitenwandabschnitten. Die durch Fließformtechnik hergestellte Gewindebohrung mit ihren kragenförmigen Ansätzen ist an den Außenseiten des oberen Wandabschnitts gebildet. - Bei dieser Klemmhülse ist die Länge der Gewindebohrung entsprechend der axialen Länge der kragenförmigen Ansätze gegenüber der Blechstärke des oberen Wandabschnitts vergrößert worden. Zudem ist die Klemmhülse einstückig ausgebildet und kann somit kostengünstig gefertigt werden.
- Ausgehend von dieser Klemmhülse liegt der Erfindung die Aufgabe zugrunde, eine Klemmhülse mit Gewindeloch zu offenbaren, mit der noch höhere Klemmkräfte auf zu klemmende elektrische Leiter übertragen werden können.
- Die Erfindung löst die Aufgabe durch eine Klemmhülse mit den Merkmalen des Anspruchs 1.
- Die erfindungsgemäße Klemmhülse nach Anspruch 1 umfasst Blechbiegeteil mit einem oberen Wandabschnitt und einen damit verbundenen ersten Seitenwandabschnitt und zweiten Seitenwandabschnitt.
In dem oberen Wandabschnitt der Klemmhülse ist mindestens ein durch Fließformtechnik hergestelltes Gewindeloch mit kragenförmigen Ansätzen ausgebildet. Damit noch höhere Klemmkräfte auf in die Klemmhülse eingeführte elektrische Leiter übertragen werden können, ist die axiale Länge des Gewindelochs dadurch verlängert worden, dass zwei übereinander angeordnete und jeweils von den beiden Seitenwandabschnitten umgelenkte obere Wandabschnitte vorgesehen sind, wobei das Gewindeloch durch die beiden oberen Wandabschnitte hindurchgeführt ist und diese miteinander mechanisch verbindet. - Durch die erfindungsgemäße Klemmhülse mit genau zwei oberen Wandabschnitten wird die axiale Länge des Gewindelochs gegenüber der bekannten Klemmhülse aus der
DE 203 10 459 U1 um die Materialstärke von genau einem oberen Wandabschnitt vergrößert, weil die bekannte Klemmhülse einen einzigen oberen Wandabschnitt aufweist. - Hierdurch wird insbesondere mit immer höher festen Materialien für die Klemmhülse der Vorteil erreicht, dass die Klemmkräfte gegenüber der bekannten Klemmhülse aus der
DE 203 10 459 U1 wesentlich erhöht werden können. Darüber hinaus ist durch die Erfindung eine Klemmhülse geschaffen, die sehr einfach und somit kostengünstig als einstückiges Blechbiegeteil herstellbar ist. Ferner wird durch die Erfindung erreicht, dass zielgenau ausschließlich der für die Kraftübertragung kritischste Bereich, nämlich die Gewindelänge des Gewindelochs, modifiziert wird, ohne Parameter der übrigen Bereiche der Klemmhülse, bspw. die Blechstärke, verändern zu müssen. - Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen.
- Eine besondere Weiterbildung der Erfindung sieht vor, dass die beiden oberen Wandabschnitte näherungsweise plan aufeinander liegen. Diese Weiterbildung ist überraschender Weise technisch realisierbar. Zwar zeigt das auf die Fließformtechnik, spezialisierten Unternehmen "Flowdrill B.V." auf seiner Internetseite "http://www.flowdrill.nl/joining.html" bereits zwei miteinander über ein durch Fließformtechnik hergestelltes Gewindeloch verbundene Wandabschnitte. Jedoch sind die Wandabschnitte unterschiedlich verformt, so dass sich zwischen den Wandabschnitten ein Spalt gebildet hat und die Wandabschnitte nicht plan aufeinander liegen.
- Darüber hinaus war auch vom physikalischen Verständnis her erwartet worden, dass sich die beiden oberen Wandabschnitte bei durch das Einbringen des durch Fließformtechnik hergestellten Gewindeloches unterschiedlich verformen und sich wie vorbeschrieben ein Spalt zwischen den oberen Wandabschnitten bildet. Denn die Prozessparameter wie Temperatur und Druck wirken bei dem durch Fließformtechnik hergestellten Gewindeloch mit kragenförmigen Ansätzen zeitversetzt auf die beiden separaten oberen Wandabschnitte. Auch war eine unterschiedliche Verformung aufgrund der bei der Gewindelochherstellung induzierten Schwingungen zwischen den beiden oberen Wandabschnitten erwartet worden.
- Durch diese besondere vorteilhafte Weiterbildung, bei der die beiden oberen Wandabschnitte näherungsweise plan aufeinander liegen, gelingt es, sogar mit zwei oberen Wandabschnitten den Aufnahmeraum der Klemmhülse ausreichend groß auszubilden, ohne hierfür die Seitenwandabschnitte besonders hoch ausführen zu müssen. Ferner wird durch die beiden näherungsweise plan aufeinander liegenden oberen Wandabschnitte erreicht, dass die mechanische Verbindung zwischen den beiden oberen Wandabschnitten wesentlich fester ist; als bei zwei obere, durch einen Spalt getrennte Wandabschnitte.
- Zur Fixierung der Position von mindestens einem der beiden oberen Wandabschnitte ist in vorteilhafter Weise ein Befestigungsmittel an der Klemmhülse vorgesehen. Hierdurch wird erreicht, dass beide oberen Wandabschnitte auch bei der Fertigung des Gewindelochs ihre Position exakt einhalten können und nicht verformt werden oder gar in den Aufnahmeraum gedrückt werden.
- Alternativ könnten zur Fixierung die oberen Wandabschnitte an den für das Gewindeloch vorgesehenen Positionen erhitzt werden.
- Besonders einfach und kostengünstig kann eine Fixierung der beiden oberen Wandabschnitte erreicht werden, wenn das Befestigungsmittel ein endseitig an einem der beiden oberen Wandabschnitte angeformten Vorsprung sowie eine hierzu korrespondierend in einem Seitenwandabschnitt ausgebildete Ausnehmung umfasst. Dies ist fertigungstechnisch günstig, weil der Vorsprung sowie die korrespondierende Ausnehmung durch unkomplizierte Geometrien gebildet werden können. Somit können der Vorsprung und die Ausnehmung bereits durch einfache Ausstanzungen an einem flachen Blechteil erfolgen, welches dann im Blechbiegeverfahren zur Klemmhülse geformt wird.
- Weiterer Gegenstand der Erfindung ist ein Verfahren zur Herstellung der Klemmhülse. Vorteilhafte Weiterentwicklungen zu dem erfindungsgemäßen Herstellungsverfahren sind in den anschließenden Unteransprüchen angegeben.
- Die erfindungsgemäße Klemmhülse sowie das Verfahren zur Herstellung dieser sind nachfolgend an Hand eines Ausführungsbeispiels beschrieben und zeichnerisch dargestellt. In der Zeichnung zeigen
- Fig. 1
- eine aus mehreren Modulen bestehende elektrische Anschlussklemme mit Schaubanschlüssen in perspektivischer Darstellung, wobei das vorderste Modul im Schnitt mit Blick auf den Schraubanschluss, der Klemmhülse sowie einen eingeführten Leiter dargestellt ist
und - Fig. 2
- in perspektivischer Ansicht die Klemmhülse der Anschlussklemme von
Fig. 1 . -
Fig. 1 zeigt eine Anschlussklemme 1 mit einem Gehäuse aus Isolationsmaterial. Die Anschlussklemme 1 besteht aus mehreren Modulen 3, welche in Breitenrichtung an ihren Seitenwänden aneinandergereiht sind. Innerhalb des Gehäuses ist ein Schraubanschluss mit einer Klemmhülse 5 aus elektrisch leitendem Material montiert. In dem als Aufnahmeraum bezeichneten Innenraum der Klemmhülse 5 taucht eine über eine auf der Gehäuseoberseite 6 vorgesehene Gehäuseöffnung 7 zugängliche Schraube 9. Sie dient zur Klemmung eines elektrischen Leiters 11, welcher über eine auf der Gehäuserückseite 15 vorgesehene Öffnung 16 in die Klemmhülse 5 geschoben ist. - Die Klemmhülse 5 selbst ist rahmenförmig als Blechbiegeteil ausgeführt und weist im montierten Zustand zu den Gehäuseöffnungen 7, 16 fluchtend ausgeführte Öffnungen auf.
- Die Klemmhülse 5 ist in
Fig. 2 als Einzelteil dargestellt. Die Klemmhülse 5 umfasst einen unteren U--förmigen Wandabschnitt 17 mit einem Bodenwandabschnitt 17.3 sowie einen hieran angrenzenden ersten Seitenwandabschnitt 17.1 und zweiten Seitenwandabschnitt 17.2. Von jedem Seitenwandabschnitt 17.1, 17.2 erstreckt sich jeweils ein oberer Wandabschnitt 19.1, 19.2. Sie sind zu dem Bodenwandabschnitt 17.3 gegenüberliegend angeordnet und verlaufen lotrecht zu den Seitenwandabschnitten 17.1, 17.2. Die Klemmhülse 5 ist somit in Art eines kastenförmigen geschlossenen Profils mit zwei übereinander angeordneten oberen Wandabschnitten 19.1, 19.2 ausgebildet. Durch die beiden oberen Wandabschnitte 19.1, 19.2 ist ein in Fließformtechnik hergestelltes Gewindeloch 21 mit kragenförmigen Ansätzen 23 geführt. Über dieses in Fließformtechnik hergestellte Gewindeloch 21 sind die beiden oberen Wandabschnitte 19.1, 19.2 mechanisch miteinander verbunden. - Diese mechanische Verbindung ist durch die Wahl der Fließformtechnik als Herstellungsverfahrens des Gewindelochs 21 begründet, weil bei diesem Verfahren, dass aus dem Gewindeloch 21 herausgelöste Material flüssig ist und das herausgelösten Material zu den beiden axialen Lochenden fließt und ein Materialaustausch stattfindet.
- Um eine besonders stabile Verbindung zwischen den beiden oberen Wandabschnitten 19.1, 19.2 sowie einen möglichst großen Klemmenraum zu erzielen, liegen die beiden oberen Wandabschnitte vorzugsweise näherungsweise plan aufeinander und berühren einander.
- Zur Fixierung der vorbeschriebenen Lage der beiden oberen Wandabschnitte 19.1, 19.2 zueinander ist vorgesehen, dass eine der beiden oberen Wandabschnitte 19.1, 19.2 zumindest vor Herstellung der Gewindebohrung über Befestigungsmittel gehalten wird. Als Befestigungsmittel wurde in vorliegenden Ausführung eine Steckverbindung 25, 27 gewählt. Sie umfasst einen endseitig an dem oberen Wandabschnitt 19.2 angeformten Vorsprung 25 sowie eine hierzu korrespondierend in dem Seitenwandabschnitt 17.1 angeordnete Ausnehmung 27. Neben der in
Fig. 2 gezeigten Steckverbindung 25, 27 können aber auch alle weiteren bekannten Verfahren und Vorrichtungen wie Kleben, Nieten, Schweißen etc. als Befestigungsmittel dienen. Insbesondere können auch von der Klemmhülse getrennt ausgebildete Werkzeuge zum Halten des oberen Wandabschnitts, die bspw. unterhalb des oberen Wandabschnitts greifen, als Befestigungsmittel verwendet werden. - Bei der Herstellung der Klemmhülse 5, wird ein flaches Blechteil zu einem rahmenartigen Biegeteil mit einem oberen Wandabschnitt 19 und einem damit verbundenen etwa U-förmigen unteren Wandabschnitt 17 gebogen. Der U-förmige Wandabschnitt 17 enthält einen Bodenwandabschnitt 17.3 mit einem hieran angrenzenden ersten Seitenwandabschnitt 17.1 und einem zweiten Seitenwandabschnitt 17.2. Von den beiden Seitenwandabschnitten 17.1, 17.2 werden jeweils ein erster oberer Wandabschnitt 19.1 und ein oberer zweiter Wandabschnitt 19.2 im rechten Winkel zu den Seitenwandabschnitten 17.1, 17.2 in Richtung auf die jeweils gegenüberliegende Seitenwand umgelenkt. Die Biegeachsen der beiden oberen Wandabschnitte 19.1, 19.2 sind von dem Bodenwandabschnitt 17.3 in Höhenrichtung der jeweiligen Seitenwände um ca. eine Blechstärke der Klemmhülse versetzt zueinander angeordnet. Hierdurch wird erreicht, dass die beiden parallel angeordneten oberen Wandabschnitte plan aufeinander liegen und einander berühren.
Vorzugsweise wird die Biegung der beiden oberen Wandabschnitte 19.1, 19.2 nacheinander ausgeführt. Erst wird der zweite obere Wandabschnitt 19.2 umgebogen und sein endseitig angeformter Vorsprung 25 wird in die Ausnehmung 27 gesteckt. Anschließend erfolgt die Umformung des ersten oberen Wandabschnitts 19.1. Er liegt durch seine um eine Blechstärke höher angeordnete Biegeachse auf den zweiten oberen Wandabschnitt 19.2 und berührt diesen. Nach Durchführung der Biegevorgänge werden die beiden oberen übereinander liegenden Wandabschnitte 19.1, 19.2 spanabhebend durchbohrt. Dieser Bohrungsdurchmesser ist um ein Vielfaches kleiner ist als der Durchmesser des finalen Gewindelochs 21. Anschließend wird mit einem speziell ausgebildeten Fließbohrer in Fließformtechnik die bestehende spanabhebend durchgeführte Bohrung aufgebohrt. Während des Bohrvorgangs wird ein Teil des aus der Bohrung herausgelösten heissen und flüssigen Materials durch den Bohrer nach oben auf die Oberseite 29 des oberen Wandabschnitts 19.1 transportiert und ein oberer kragenförmiger Ansatz 23.1 gebildet. Andererseits fließt ein Teil des heißen, aus der Bohrung herausgelösten Materials, im Wesentlichen durch den Vorschub des Bohrers und der Gravitationskraft gesteuert zunächst auf die Oberfläche des zweiten oberen Wandabschnitts 19.2. Das in diesem Bereich erstarrte Material verbindet die beiden oberen Wandabschnitte 19.1, 19.2. Im weiteren Verlauf des Fließbohrens wird die Bohrung im zweiten oberen Wandabschnitt 19.2 aufgebohrt. Auch bei diesem Bohrvorgang wird erneut einerseits Material durch die Drehung des Bohrers nach oben in Richtung der Oberseite 29 transportiert. Andererseits wird auch ein Teil des aus der Bohrung herausgelösten flüssigen heissen Materials nach unten in Richtung des Bodenwandabschnitts 17.3 gefördert, so dass ein zweiter Ansatz 23.2 gebildet wird. Ferner findet durch die unterschiedlichen Fließrichtungen des heissen Materials ein Materialaustausch statt. Durch den Materialaustausch im Übergangsbereich der die beiden oberen Wandabschnitte werden diese miteinander verbunden.
Claims (10)
- Klemmhülse (5) für elektrische Leiter (11) aus einem Blechbiegeteil, mit einem oberen Wandabschnitt (19) und einem damit verbundenen ersten Seitenwandabschnitt (17.1) und zweiten Seitenwandabschnitt (17.2),
wobei der obere Wandabschnitt (19) mindestens ein durch Fließformtechnik hergestelltes Gewindeloch (21) mit kragenförmigen Ansätzen (23.1,23.2) aufweist,
dadurch gekennzeichnet,
dass zwei übereinander angeordnete und jeweils von den beiden Seitenwandabschnitten (17.1, 17.2) umgelenkte obere Wandabschnitte (19.1, 19.2) vorgesehen sind, wobei das Gewindeloch (21) durch die beiden oberen Wandabschnitte (19.1, 19.2) hindurchgeführt ist und diese miteinander mechanisch verbindet. - Klemmhülse (5) nach Anspruch 1,
dadurch gekennzeichnet,
dass die beiden oberen Wandabschnitte (19.1, 19.2) näherungsweise plan aufeinander liegen. - Klemmhülse (5) nach Anspruch 2,
dadurch gekennzeichnet,
dass die kragenförmigen Ansätze (23.1, 23.2) ausschließlich an den einander abgewandten Außenflächen der beiden oberen Wandabschnitte (19.1, 19.2) angeordnet sind. - Klemmhülse (5) nach mindestens einem der vorgehenden Ansprüche,
dadurch gekennzeichnet,
dass zur Fixierung der Position von mindestens einem der beiden oberen Wandabschnitte (19.1, 19.2) ein Befestigungsmittel an der Klemmhülse (5) vorgesehen ist. - Klemmhülse (5) nach Anspruch 4,
dadurch gekennzeichnet,
dass das Befestigungsmittel ein endseitig an einem der beiden oberen Wandabschnitte (19.1, 19.2) angeformten Vorsprung (25) sowie eine hierzu korrespondierend in einem Seitenwandabschnitt (17.1) ausgebildete Ausnehmung (27) umfasst. - Klemmhülse (5) nach mindestens einem der Ansprüche 4 bis 5,
dadurch gekennzeichnet,
dass als Befestigungsmittel Klebstoff vorgesehen ist. - Verfahren zur Herstellung einer Klemmhülse (5), bei dem ein flaches Blechteil zu einem Blechbiegeteil mit einem oberen Wandabschnitt (19) und einem damit verbundenen ersten Seitenwandabschnitt (17.1) und zweiten Seitenwandabschnitt (17.2) gebogen wird und in den oberen Wandabschnitt (19) mindestens ein durch Fließformtechnik hergestelltes Gewindeloch (21) mit kragenförmigen Ansätzen (23.1, 23.2) eingebracht wird,
dadurch gekennzeichnet,
dass jeweils ausgehend von dem ersten Seitenwandabschnitt (17.1) und dem zweiten Seitenwandabschnitt (17.2) obere Wandabschnitte (19.1, 19.2) derart gebogen werden,
dass diese parallel übereinander angeordnet sind und, einander berühren,
wobei anschließend durch beide oberen Wandabschnitte (19.1, 19.2) ein gemeinsames in Fließformtechnik hergestelltes Gewindeloch eingebracht wird. - Verfahren zur Herstellung einer Klemmhülse (5) nach Anspruch 7,
dadurch gekennzeichnet,
dass vor der Einbringung des gemeinsamem Gewindelochs zumindest einer der beiden oberen Wandabschnitte (19.1, 19.2) fixiert wird. - Verfahren zur Herstellung einer Klemmhülse (5) nach Anspruch 8,
dadurch gekennzeichnet,
dass zur Fixierung von wenigstens einem der beiden oberen Wandabschnitte (19.1, 19.2), insbesondere als von der Klemmhülse (5) getrennt ausgebildete Werkzeuge, Befestigungsmittel an dem zu fixierenden oberen Wandabschnitt (19.2) angebracht werden. - Verfahren zur Herstellung einer Klemmhülse (5) nach mindestens einem der Ansprüche 8 bis 9,
dadurch gekennzeichnet,
dass Klebstoff auf wenigstens einem der oberen Wandabschnitte (19.1, 19.2) zu seiner Fixierung aufgetragen wird.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06024390A EP1926178B1 (de) | 2006-11-24 | 2006-11-24 | Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser |
| DE502006003840T DE502006003840D1 (de) | 2006-11-24 | 2006-11-24 | Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06024390A EP1926178B1 (de) | 2006-11-24 | 2006-11-24 | Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1926178A1 true EP1926178A1 (de) | 2008-05-28 |
| EP1926178B1 EP1926178B1 (de) | 2009-05-27 |
Family
ID=37879451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06024390A Ceased EP1926178B1 (de) | 2006-11-24 | 2006-11-24 | Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1926178B1 (de) |
| DE (1) | DE502006003840D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102780102A (zh) * | 2012-07-26 | 2012-11-14 | 上海友邦电气(集团)股份有限公司 | 一种用于低压电器的压线框 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1227969B (de) * | 1961-05-20 | 1966-11-03 | Josef Eisert | Reihenklemme mit huelsenfoermigem, aus einem Blechstreifen durch Kanten gebildetem Klemmkoerper |
| GB1295391A (de) * | 1971-03-25 | 1972-11-08 | ||
| EP0481309A2 (de) * | 1990-10-13 | 1992-04-22 | ABBPATENT GmbH | Klemme für ein Schaltgerät |
| EP0895307A2 (de) | 1997-06-30 | 1999-02-03 | Thomas & Betts Corporation | Verbesserte Anschlussklemme |
| DE20310459U1 (de) | 2003-07-08 | 2004-11-18 | Adels-Contact Elektrotechnische Fabrik Gmbh & Co. Kg | Klemmkörper für eine Lüsterklemme |
-
2006
- 2006-11-24 DE DE502006003840T patent/DE502006003840D1/de active Active
- 2006-11-24 EP EP06024390A patent/EP1926178B1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1227969B (de) * | 1961-05-20 | 1966-11-03 | Josef Eisert | Reihenklemme mit huelsenfoermigem, aus einem Blechstreifen durch Kanten gebildetem Klemmkoerper |
| GB1295391A (de) * | 1971-03-25 | 1972-11-08 | ||
| EP0481309A2 (de) * | 1990-10-13 | 1992-04-22 | ABBPATENT GmbH | Klemme für ein Schaltgerät |
| EP0895307A2 (de) | 1997-06-30 | 1999-02-03 | Thomas & Betts Corporation | Verbesserte Anschlussklemme |
| DE20310459U1 (de) | 2003-07-08 | 2004-11-18 | Adels-Contact Elektrotechnische Fabrik Gmbh & Co. Kg | Klemmkörper für eine Lüsterklemme |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102780102A (zh) * | 2012-07-26 | 2012-11-14 | 上海友邦电气(集团)股份有限公司 | 一种用于低压电器的压线框 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1926178B1 (de) | 2009-05-27 |
| DE502006003840D1 (de) | 2009-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1777720B1 (de) | Elektrisches Bauteil, insbesondere Relaisfassung, mit Federklemmen und Verfahren zu seiner Herstellung | |
| EP2441129B1 (de) | Einpresskontakt zur verbindung eines elektronischen bauelementes mit einer leiterplatte sowie einpresswerkzeug und verfahren zur herstellung eines einpresskontaktes | |
| EP1999820B1 (de) | Anschlussklemme für leiterplatten | |
| EP3178135B1 (de) | Halterahmen und verfahren zu seiner herstellung | |
| DE102006011657A1 (de) | Kontaktstift und Verfahren zu dessen Herstellung | |
| EP2551962A1 (de) | Elektrische Anschlussvorrichtung | |
| DE102008058204A1 (de) | Steckbuchse | |
| DE202006018023U1 (de) | Klemmhülse für elektrische Leiter | |
| EP3446367B1 (de) | Steckkontakt | |
| EP3477781A1 (de) | Steckerbuchse für leiterplatinen | |
| EP3375047B1 (de) | Steckkontakt und verfahren zur herstellung eines steckkontakts | |
| EP2757261B1 (de) | Aktuator | |
| DE102008025428A1 (de) | Elektrische Anschlusseinrichtung und Verfahren zur Herstellung einer solchen | |
| EP3069416A1 (de) | Anschlussleiste und federklemmadapter | |
| EP1926178B1 (de) | Klemmhülse für elektrische Leiter sowie Verfahren zur Herstellung dieser | |
| EP2551963B1 (de) | Elektrisches Anschlusselement | |
| EP1523069A1 (de) | Kontaktfeder für einen Antennenverstärker | |
| EP2019454A2 (de) | Stiftförmiges Kontaktelement und Steckverbindung | |
| DE102011051231A1 (de) | Klemmkörper und Verfahren zur Herstellung eines Klemmkörpers | |
| EP2777373B1 (de) | Frequenzumrichter und federelement hierfür | |
| DE10045073B4 (de) | Steckerelement und zugehöriges Herstellungsverfahren | |
| EP1939987B1 (de) | Kontaktvorrichtung | |
| DE3500975C2 (de) | ||
| DE202007005387U1 (de) | Elektrischer Anschlussverbinder für Leiterplatten, insbesondere Grund- und Stiftleiste | |
| EP1840925A2 (de) | Verbindungselement zur Verbindung von parallel zueinander angeordneten Installationsschaltgeräten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061212 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR IT |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT |
|
| REF | Corresponds to: |
Ref document number: 502006003840 Country of ref document: DE Date of ref document: 20090709 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20100302 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20201126 Year of fee payment: 15 Ref country code: IT Payment date: 20201120 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230127 Year of fee payment: 17 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230424 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006003840 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240601 |