EP1865094A1 - Appareil pour placage électrochimique sur des surfaces et système de placage - Google Patents
Appareil pour placage électrochimique sur des surfaces et système de placage Download PDFInfo
- Publication number
- EP1865094A1 EP1865094A1 EP06115181A EP06115181A EP1865094A1 EP 1865094 A1 EP1865094 A1 EP 1865094A1 EP 06115181 A EP06115181 A EP 06115181A EP 06115181 A EP06115181 A EP 06115181A EP 1865094 A1 EP1865094 A1 EP 1865094A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- electroplating
- bath
- electrolyte
- carrier
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
- C25D7/0628—In vertical cells
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
Definitions
- the present invention relates to a device for the electrodeposition of an electrically conductive layer on a carrier, to which a starter layer suitable for electroplating is arranged at least in regions, with a galvanic bath in which an electrolyte for the deposition of conductive material is provided, with at least two contacting rollers. which are arranged outside the electroplating bath and which can be switched as cathodes and / or anodes, and with at least one deflection roller, which is interposed between the contacting rollers.
- Such galvanizing or electroplating systems are often used for the production of conductor structures or full-surface conductor layers.
- antenna coils, printed circuit boards, smart card modules or heating foils for use in the automotive industry, for example, for heating exterior mirrors or rear windows or ribbon cables and the like are manufactured with such devices.
- a metal cylinder connected continuously as a cathode is at least partially immersed in an electrolyte bath and set in rotation.
- the electrolyte bath is an anode assembly.
- a metal layer is deposited, which is laminated outside of the electrolyte on a film by the metal foil is peeled off from the cathode.
- a resist is applied, which is then photolithographically exposed.
- a subsequent etching step etches away those regions of the full-area metal layer that are not needed for a conductor patterning. After removal of the remaining on the patterned metal layer ⁇ tzreistlackes the desired conductor pattern is completed.
- This method on the one hand, has the disadvantage that only low throughput rates can be achieved and high material costs and disposal costs are generated due to the use of toxic and expensive chemicals and unused raw materials due to the subtractive process.
- the thickness of the metal layer is limited by the necessary further processing due to otherwise possible cracking in the layer to a minimum thickness of 17 microns.
- a layer thickness of approximately 2 .mu.m, for example, is desirable in the high-frequency range, the method described above can not be used for such an application.
- Another disadvantage is that must be done at regular intervals anodic or mechanical cleaning of the cylindrical cathode, which the production and Throughput times further reduced.
- only one side of a metal layer can be deposited on the carrier substrate.
- the size and cost of the contacting rollers allows only a small number of devices connected in series and therefore limits the possible production speed.
- a patent application filed on behalf of the Applicant has not yet published a contacting unit which can be switched as a cathode and / or anode and is surrounded by an insulating housing.
- an opening is formed to provide contact between the contacting unit and the substrate to be coated.
- the contacting of the carrier material takes place within a galvanic bath in the region of the opening.
- the remaining part of the contacting unit is largely shielded from the electrolyte in the electroplating bath by means of the insulating housing, so that deposition of the anode material in this area should be largely prevented.
- the Applicant has therefore changed the arrangement or process management to the effect that the housing of the contacting rollers were pressurized with compressed air to allow only a minimal electrolyte entry into the housing or to blow out electrolyte.
- the opening in the housing was reduced, with the result that the housing was now more susceptible to wear due to contamination, as well as that with the polyethylene rollers used a secure contacting of the carrier material could no longer be guaranteed.
- the polyethylene counterpressure rollers provided in the original design were replaced by foam rubber rollers which, due to their deformability, further sealed the open contact nip against electrolyte. Nevertheless, even small hard impurities (copper flakes) led after some time to grooves on the tracks, when the necessary material web tension was applied.
- the contacting rollers were therefore arranged so that the web followed a certain arc run to ensure a safer contact even at low web tension can.
- the invention is therefore based on the object to provide a device for the electrodeposition of an electrically conductive layer to a carrier, which allows a reliable, fast and simple and cost-effective production of an electrically conductive layer on a support with the smoothest possible surface.
- the position of the deflection roller located therein between two outside of the electroplating symmetrically arranged contacting rollers is variable such that on the change of position of the guide roller a distance traveled by the carrier material distance between two contact points of two adjacent Contact rollers is formed, corresponds to the expansion of the starter layer to be coated.
- the deflection rollers direct the material web according to their geometric design in the electrolyte bath.
- the starter layer to be coated is applied to the contacting rollers with a voltage between 0.5 and 5 V depending on the desired and achievable coating thickness.
- a particularly stable and easily controllable process results when the change in the position of the deflection rollers in the device takes place electrically and / or mechanically via an actuator.
- the position of the deflection rollers can also be adapted to possibly different expansions in the longitudinal or conveying direction of the areas to be coated on the support during the ongoing process.
- the electrolyte can be supplied via anode baskets filled with metal bodies, which are arranged in particular vertically adjustable in the electroplating bath in order to be variable in accordance with the geometrical design of the carrier and thus the change in the position of the deflecting rollers.
- the movement of the carrier through the electroplating can be done by means of contacting rollers themselves, which are each driven, for example, with a speed-controlled drive unit, in particular via gears and / or a toothed belt.
- a speed-controlled drive unit in particular via gears and / or a toothed belt.
- Other drive systems known in the art are also conceivable.
- the traction adjustment of the material webs can be ensured by a speed-controlled drive unit in the device, wherein a superimposed setpoint sequence control is provided between individual devices in order to set web tension between the Coating modules to change the web speed of the entire system can.
- the motor gear units driving the contact rollers are arranged on the individual devices such that they remain connected to the latter during a possible disassembly of a device, for example for maintenance purposes, or are so easy to separate that no additional assembly or disassembly steps are required ,
- the contacting rollers can be formed in one embodiment of the present invention by a positive cambered ground roller which holds the carrier in the central position.
- a path control system may be provided in order to ensure that the carrier is steered centrally through the device.
- the pulleys are designed as Airturn, that is, as a pressurizable with compressed air provided with Ausblasbohronne, fixed pipe, wherein by the at the Ausblasbohronne exiting air a non-contact deflection of the support is made possible around the tube.
- an overflow or a weir in particular in the form of oblong hole bores, is formed in the electroplating bath in order to keep the level of the electrolyte bath constant during pumped-in inflowing electrolyte during the electroplating process.
- the contacting rollers In order to be able to protect the contacting rollers from electrolyte possibly entrained by the carrier, in one exemplary embodiment, on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first comes into contact, Scraper provided on one side of the contacting roller, at which the carrier emerging from the electroplating bath first
- a scraper is provided for scraping off the electrolyte material deposited on the contacting roller in a further exemplary embodiment, on one side of the contacting rollers, in particular on the carrier entering the electroplating bath , When a metal scraper is used, the scraper abrasion can then be conducted into the electrolyte or anode baskets and dissolve again there.
- a gutter may be formed below the contacting roller, which directs the electrolyte in a collecting trough or in the electroplating bath.
- the voltage supply to the contacting rollers can be done on both sides with slip rings.
- a voltage distributor may be provided on the contacting rollers. This can be installed, for example, in the arranged below the contacting roller plastic carrier.
- the level of the electrolyte must be only a few millimeters below the edge of the plastic carrier. Only by the smallest possible distance of the electrolyte level to the contact roller can a maximum time of the power supply are held for the copper-plating on the carrier layer and can be coated in the direction very short objects.
- the deflection roller Since the deflection roller is partly completely immersed in the electrolyte, it is expedient to store the deflection roller in bearings suitable for galvanizing, such as glass ball bearings.
- the contacting rollers are stored outside the electrolyte and can therefore be provided with conventional bearings.
- distance units provided to the side walls of the electroplating bath can drip in the entrained electrolyte, before he in the field of Bearing the contacting rollers can penetrate. This has the advantage that very low-cost standard bearings can be used. On the other hand disassembly is possible in a very simple way due to the better accessibility.
- At least one closure flap is provided in the wall of the electroplating bath, which allows a particularly simple insertion or repositioning of the anode baskets below the contacting rollers.
- an additional ion accumulation of the electrolyte can be provided outside of the electroplating bath, so that the anode baskets can be made smaller, as a result of which the dimensions of the device and thus of the entire system can be considerably reduced.
- the anode baskets may be filled with copper balls, for example. However, any other material suitable for electroplating may be inserted into the anode baskets.
- An electroplating system consists of at least one device for electrodeposition of an electrically conductive layer and of a feed device, for example in the form of a material web unwinding unit, via which the carrier is fed and at least one pick-up device, for example in the form of a material web rewind, which subsequently picks up the carrier.
- the electroplating system of the device is preceded by an electrolyte pre-bath.
- This serves for a first metallization of the conductive layer printed on the carriers, without providing an electric current supply in the electrolyte bath.
- the starter layer printed for example, with iron carbonyl color or another suitable material metallizes about 1-2 ⁇ m during the passage through the defined electrolyte bath.
- At least one measuring unit for example for the thickness measurement and / or resistance measurement of the structures to be produced, can be arranged between every two devices in the system.
- other measuring devices suitable for process control and control, for example for determining the surface roughness or the like in this area.
- the devices are connected in series in one embodiment of the electroplating system, wherein the devices can be removed individually from the system for maintenance, repair or retrofitting work simply from the electroplating system, without requiring the carrier removed or the coating process must be stopped. It only need the pulleys in the Be moved area of the devices to be removed upwards, so that the carrier rests only on the side of the guide rollers arranged guide rollers and the actual coating process can be continued continuously.
- the devices can be arranged, for example, in frame structures such that they can be pulled out laterally for maintenance. In order to be able to operate the system continuously despite possible maintenance work, additional devices may be provided in one exemplary embodiment according to the invention.
- a device If a device is to be reused after the maintenance, it is simply pushed back into its old position in the system and the pulleys are moved back into the position adapted to the web length.
- the devices can be used without the web being re-introduced or the coating process having to be interrupted.
- a cleaning and / or inerting module is further provided in the electroplating system, which includes a bath with distilled water for purification and / or a citric acid-containing inerting.
- the number of devices in a plating system depends on the desired web speed and the necessary degree of coppering.
- degrees of coppering between 1 .mu.m and 100 .mu.m, preferably 5 .mu.m to 40 .mu.m, more preferably 3 microns to 20 microns may be desired.
- 30 to 40 devices may be required. These can either be arranged side by side or else one above the other, for example in four columns with ten modules each. Due to the flexible possibility of arranging the devices, the machine can be adapted relatively flexibly to the space available for production, despite the large number of devices.
- the arrangement of the contacting rollers should preferably always be symmetrical. As a result, even very short structures can be uniformly coated. If the distance between the electrolyte level and the contact point of the carrier with the contacting roller is too large, the level of the electroplating bath can be raised, for example, by increasing the overflow. However, this leads to a reduced production speed, since a stronger wetting of the contacting rollers with electrolyte can be the result, whereby there is a risk that the contacting rollers are added more quickly to the material present in the electrolyte.
- starter layer it may be expedient for longer extensions of the starter layer, for example, to provide in each case two or even more deflection rollers between the contacting rollers in order to ensure the most homogeneous possible transport of the carrier.
- the electroplating system it is possible to metallize material webs printed on one side as well as on both sides, for example by targeted punching of the material webs, as a result of which the material side which does not touch the contacting roll can also be reached by the corresponding through-contacting.
- Carrier is applied accordingly with a voltage.
- the material web is guided in the through-contacted structure with the printed side stronger to the contacting rollers directed through the device.
- the particular web-shaped carrier used must be wet-strength and sufficiently resistant to tension.
- the material of the carrier is preferably made of plastic such as PP, PET, PU, acrylate or similar.
- the use of nonwovens or wet-strength paper is also possible thanks to a special material guide.
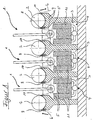
- FIG. 1 shows three apparatuses 1 according to the invention for depositing a conductive layer with four contacting rollers 2, which are symmetrically arranged laterally outside of three electroplating baths 4 each filled with an electrolyte 3.
- a carrier 6 to be contacted and coated is designed in the form of an endless foil and is guided, as indicated by arrows in FIG. 1, over the contacting rollers 2 and deflecting rollers 5 through the individual devices 1.
- the carrier 6 thereby passes through the electrolyte 3 in the electroplating baths 4.
- the carrier 6 is partially provided with a so-called starter layer 7, for example made of nonconductive material Iron carbonyl particles printed (see also Figure 3), for example, forms an antenna structure. Only when the starter layer 7 is acted upon by a current from the contacting roller 2, the particles of the starter layer 7 on the carrier 6 become conductive.
- scrapers 8 are provided on one side of the contacting rollers 2, at which the carrier 6 emerging from the electroplating bath 4 first comes to rest.
- the contacting rollers 2 can be protected from below by plastic carrier 9 against exposure to electrolyte 3.
- a scraper 10 for scraping off the contacting rollers 2 is located on one side of the contacting rollers 2, at which the carrier 6 entering the electroplating bath 4 comes to rest deposited anode material provided.
- the abrasion of the scraper 10 is passed into anode baskets 11 and then dissolved again.
- a non-illustrated gutter below the contacting rollers 2 is formed, which directs the electrolyte 3 in a collecting tray or in the electroplating 4.
- FIG. 2 shows a cross section through a plating module 12, which comprises 16 devices 1.
- the guide rollers 5 are fixed to a frame construction 13.
- the frame structure 13 By moving the frame structure 13, it is possible to adjust the deflection rollers 5 synchronously in height and thus to set the distance that the carrier 6 is guided by the galvanic baths 4 and to adapt it optimally to the expansions of the starter layer 7 on the carrier 6.
- Guide rollers which are not shown in more detail, ensure that the method is as uniform as possible in the vertical direction and prevent tilting of the deflection rollers 5 or the frame construction 13.
- An electroplating system according to the invention is composed of 30 to 40 such plating modules 12, which can be arranged both one behind the other and one above the other and thus can be set up to the available space available.
- the carrier 6 For coating the starter layer 7 on the carrier 6 with a conductive material, the carrier 6 is first passed from a material processing unit via a punching unit, not shown, for the purpose of selective punching of the carrier 6 for coating the carrier 6 on both sides in an electrolyte bath.
- the starter layer 7 printed on the support 6, which is formed for example by a printed iron carbonyl color is metallized in the defined electrolyte bath to about 1 to 2 ⁇ m.
- the sensitive, often poorly adhering, starter layer 7 consisting of spherical iron carbonyl pigments is secured against mechanical abrasion of the iron particles in the first subsequent processes.
- the carrier 6 is fed to a series of modules 12 connected in series according to FIG.
- the surface of the carrier 12 passing through the modules 12 is charged such that anode material located in the electrolyte 3 attaches to the starter layer 7 of the carrier 6, so that a conductive, highly homogeneous Copper layer on the starter layer 7 of the carrier 6 attaches.
- further metal ions pass from the anode baskets into the electrolyte 3.
- the concentration of metal ions contained in the electrolyte 3 can be controlled.
- the carrier 6 is printed on two sides, it is passed through the modules 12 with the printed side on the contacting rollers 2.
- the guide rollers 5 guide the carrier 6 through the electrolyte in the electroplating bath 4.
- the now conductive starter layer 7 takes on the contacting rollers 2 to the voltage.
- the DC voltage is applied negatively from about 0.5 to 5V depending on the desired and possible metallization thickness. In this case, currents flow to over 50 A per device unit 1.
- the carrier 6 is then immersed in the example enriched with copper ions electrolyte 3 and there are correspondingly more located in the electrolyte solution ions to the already aufkupferten layer on. Due to the targeted punching of the carrier 6, the carrier side facing away from the contacting roller 2 can be metallized on a carrier 6 printed on both sides.
- the small web length between the contacting rollers 2 allows for longer extensions of the starter layers 7 in the longitudinal or conveying direction a constant application of an electrical DC voltage. It may be expedient for longer extensions of the starter layer 7, for example, to provide in each case two deflection rollers 5 between the contacting rollers 2 in order to ensure the most homogeneous possible transport of the carrier 6. For shorter objects, the current flow may be briefly interrupted. By adjusting the position of the guide rollers 5 between two contacting rollers 2, an adjustment of the web length of the starter layer 7 on the support 6 in the electrolyte 3 is possible.
- the dimensions of the starter layer 7 are meant in this application, in particular in the longitudinal direction or the conveying direction of the material web 6 to be conveyed.
- a cleaning and inerting module is interposed in the system. This consists of a bath of distilled water for purification and a citric acid-containing inerting bath.
- the support 6, which has already been coated with the necessary layer thickness, is fed to a material web winding unit via a drying unit (not shown with the finished structures).
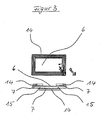
- FIG. 3 shows a carrier 6 according to the invention, which is provided with a starter layer 7 in the form of an antenna.
- the carrier 6 is provided for generating copper layers 14 on both the top and on the bottom with slots 15 which form a so-called via during printing of the carrier with a starter layer 7.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Physical Vapour Deposition (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06115181A EP1865094B1 (fr) | 2006-06-08 | 2006-06-08 | Appareil pour placage électrochimique sur des surfaces et système de placage |
| DE502006005186T DE502006005186D1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem |
| AT06115181T ATE446393T1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen abscheidung von oberflächen und galvanisierungssystem |
| PCT/EP2007/004890 WO2007140949A1 (fr) | 2006-06-08 | 2007-06-01 | Dispositif de déposition galvanique de surfaces et système de galvanisation |
| US11/808,102 US7837839B2 (en) | 2006-06-08 | 2007-06-06 | Conductive coating of surfaces |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06115181A EP1865094B1 (fr) | 2006-06-08 | 2006-06-08 | Appareil pour placage électrochimique sur des surfaces et système de placage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1865094A1 true EP1865094A1 (fr) | 2007-12-12 |
| EP1865094B1 EP1865094B1 (fr) | 2009-10-21 |
Family
ID=37397140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06115181A Not-in-force EP1865094B1 (fr) | 2006-06-08 | 2006-06-08 | Appareil pour placage électrochimique sur des surfaces et système de placage |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7837839B2 (fr) |
| EP (1) | EP1865094B1 (fr) |
| AT (1) | ATE446393T1 (fr) |
| DE (1) | DE502006005186D1 (fr) |
| WO (1) | WO2007140949A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780098A (zh) * | 2014-12-23 | 2016-07-20 | 天津市麟祥久益科技有限公司 | 一种电镀铝板水洗设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780096B (zh) * | 2016-05-25 | 2018-06-22 | 南通汇丰电子科技有限公司 | 一种电镀传动装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2554833A1 (fr) * | 1983-11-11 | 1985-05-17 | Cockerill Sambre Sa | Dispositif pour le depot d'une couche d'un metal de recouvrement sur une bande metallique |
| EP0167868A1 (fr) * | 1984-06-28 | 1986-01-15 | Krupp Stahl AG | Installation pour le revêtement électrolytique des bandes métalliques, en particulier pour le zingage des bandes d'acier |
| WO1990004049A1 (fr) * | 1988-10-13 | 1990-04-19 | Bethlehem Steel Corporation | Procede de reduction de l'usure de rouleaux conducteurs pour la galvanoplastie de surfaces en acier |
| DE10234705A1 (de) * | 2001-10-25 | 2003-05-28 | Infineon Technologies Ag | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5636933Y2 (fr) * | 1976-03-31 | 1981-08-31 | ||
| US4820390A (en) * | 1987-07-06 | 1989-04-11 | The Interlake Companies, Inc. | Apparatus and method for continuous electrochemical machining of strip material |
| JPH01162797A (ja) * | 1987-12-18 | 1989-06-27 | Nkk Corp | 電気めっき用コンダクターロールの付着金属除去装置 |
| EP1299916B1 (fr) * | 2000-06-29 | 2004-07-07 | Wolfgang Kollmann | Procede de production de materiau metallise et pile et pile a combustible contenant ce materiau |
| DE10141056C2 (de) * | 2001-08-22 | 2003-12-24 | Atotech Deutschland Gmbh | Verfahren und Vorrichtung zum elektrolytischen Behandeln von elektrisch leitfähigen Schichten in Durchlaufanlagen |
| WO2003038158A2 (fr) | 2001-10-25 | 2003-05-08 | Infineon Technologies Ag | Dispositif de galvanisation et systeme de galvanisation concus pour revetir des structures deja conductrices |
| US6991717B2 (en) * | 2002-04-05 | 2006-01-31 | 3M Innovative Properties Company | Web processing method and apparatus |
-
2006
- 2006-06-08 EP EP06115181A patent/EP1865094B1/fr not_active Not-in-force
- 2006-06-08 DE DE502006005186T patent/DE502006005186D1/de active Active
- 2006-06-08 AT AT06115181T patent/ATE446393T1/de active
-
2007
- 2007-06-01 WO PCT/EP2007/004890 patent/WO2007140949A1/fr active Application Filing
- 2007-06-06 US US11/808,102 patent/US7837839B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2554833A1 (fr) * | 1983-11-11 | 1985-05-17 | Cockerill Sambre Sa | Dispositif pour le depot d'une couche d'un metal de recouvrement sur une bande metallique |
| EP0167868A1 (fr) * | 1984-06-28 | 1986-01-15 | Krupp Stahl AG | Installation pour le revêtement électrolytique des bandes métalliques, en particulier pour le zingage des bandes d'acier |
| WO1990004049A1 (fr) * | 1988-10-13 | 1990-04-19 | Bethlehem Steel Corporation | Procede de reduction de l'usure de rouleaux conducteurs pour la galvanoplastie de surfaces en acier |
| DE10234705A1 (de) * | 2001-10-25 | 2003-05-28 | Infineon Technologies Ag | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780098A (zh) * | 2014-12-23 | 2016-07-20 | 天津市麟祥久益科技有限公司 | 一种电镀铝板水洗设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7837839B2 (en) | 2010-11-23 |
| ATE446393T1 (de) | 2009-11-15 |
| WO2007140949A1 (fr) | 2007-12-13 |
| DE502006005186D1 (de) | 2009-12-03 |
| US20080000769A1 (en) | 2008-01-03 |
| EP1865094B1 (fr) | 2009-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60212426T2 (de) | Verfahren und fördereinrichtung zur elektrolytischen behandlung von werkstücken | |
| DE10342512B3 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln von elektrisch gegeneinander isolierten, elektrisch leitfähigen Strukturen auf Oberflächen von bandförmigem Behandlungsgut | |
| DE19717512C2 (de) | Vorrichtung zum Galvanisieren von Leiterplatten unter konstanten Bedingungen in Durchlaufanlagen | |
| WO2007118875A2 (fr) | Dispositif et procédé de revêtement galvanique | |
| EP2841628B1 (fr) | Procédé et dispositif de dépôt électrolytique de métal sur une pièce | |
| EP0760873B1 (fr) | Procede et dispositif de metallisation ou d'attaque electrolytique homogene et continue | |
| DE10210538B4 (de) | Horizontal-Durchlaufanlage und Verfahren zum galvanotechnischen Behandeln von Behandlungsgut | |
| WO2001081657A2 (fr) | Element de contact elastique | |
| EP0668374A1 (fr) | Procédé d'électrodéposition sur une ou deux faces d'une feuille mince en polymère revêtue d'une couche conductrice | |
| WO2003038158A2 (fr) | Dispositif de galvanisation et systeme de galvanisation concus pour revetir des structures deja conductrices | |
| EP0741804A1 (fr) | Procede et dispositif de metallisation ou d'attaque electrolytiques d'articles a traiter | |
| DE69024737T2 (de) | Beschichtungsvorrichtung | |
| EP1865094B1 (fr) | Appareil pour placage électrochimique sur des surfaces et système de placage | |
| DE10234705B4 (de) | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen | |
| EP0030334A1 (fr) | Appareil d'électrolyse pour le renforcement galvanique de feuilles en matière synthétique sous forme de bandes préalablement revêtues d'une couche conductrice | |
| DE102004029894B3 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln von elektrisch gegeneinander isolierten, elektrisch leitfähigen Strukturen auf Oberflächen von flachem Behandlungsgut | |
| DE10065643C2 (de) | Vorrichtung und Verfahren zum elektrochemischen Behandeln von bandförmigem und plattenförmigem Gut | |
| DE102006044673B3 (de) | Kontaktiereinheit für die galvanische Abscheidung, Galvanisiervorrichtung und Galvanisiersystem | |
| DE2228424B2 (de) | Verfahren zum Erzeugen einer lithographischen Oberfläche auf einem Aluminiumband durch Elektrolyse | |
| EP2224796A1 (fr) | Procédé destiné à la fabrication d'une structure de métal sur un substrat | |
| DE102004025827B3 (de) | Vorrichtung zum elektrischen Kontaktieren von ebenem Behandlungsgut in Durchlaufanlagen | |
| DE102007015641A1 (de) | Vorrichtung und Verfahren zum Galvanisieren von Gegenständen | |
| DE60302560T2 (de) | Durchlaufmetallisierungsanlage und verfahren zum elektrolytischen metallisieren von werkstücken | |
| DE10044209A1 (de) | Verfahren und Vorrichtung zur Behandlung von Gegenständen, besonders Leiterplatten | |
| DE2844708C2 (de) | Verfahren zur kontinuierlichen Galvanisierung eines Bandes aus porösem, nichtleitendem Material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BCT COATING TECHNOLOGIES AG |
|
| AKX | Designation fees paid | ||
| 17P | Request for examination filed |
Effective date: 20080125 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502006005186 Country of ref document: DE Date of ref document: 20091203 Kind code of ref document: P |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100221 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100201 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| 26N | No opposition filed |
Effective date: 20100722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100122 |
|
| BERE | Be: lapsed |
Owner name: BCT COATING TECHNOLOGIES A.G. Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100422 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 446393 Country of ref document: AT Kind code of ref document: T Effective date: 20110608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110608 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150623 Year of fee payment: 10 Ref country code: DE Payment date: 20150625 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150623 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150623 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006005186 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160608 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160608 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160701 |