EP1865094A1 - Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem - Google Patents
Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem Download PDFInfo
- Publication number
- EP1865094A1 EP1865094A1 EP06115181A EP06115181A EP1865094A1 EP 1865094 A1 EP1865094 A1 EP 1865094A1 EP 06115181 A EP06115181 A EP 06115181A EP 06115181 A EP06115181 A EP 06115181A EP 1865094 A1 EP1865094 A1 EP 1865094A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- electroplating
- bath
- electrolyte
- carrier
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
- C25D7/0628—In vertical cells
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Physical Vapour Deposition (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht auf einem Träger, an dem zumindest bereichsweise eine zur Galvanisierung geeignete Starterschicht angeordnet ist, mit einem Galvanikbad, in dem ein Elektrolyt zur Abscheidung von leitfähigem Material vorgesehen ist, mit mindestens zwei Kontaktierwalzen, welche außerhalb des Galvanikbades angeordnet sind und die als Kathoden und/oder Anoden schaltbar sind, und mit mindestens einer Umlenkrolle, welche den Kontaktierwalzen zwischengeschaltet ist.
- Vorrichtungen zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht an einem Träger sind allgemein bekannt.
- Derartige Galvanisiervorrichtungen bzw. Galvanisiersysteme werden häufig zur Herstellung von Leiterstrukturen oder vollflächigen Leiterschichten verwendet. Beispielsweise werden Antennenspulen, Leiterplatten, Chipkartenmodule oder auch Heizfolien für den Einsatz im Automobilbau beispielsweise zum Beheizen von Außenspiegeln oder Heckscheiben oder Flachbandkabel und dergleichen mit solchen Einrichtungen gefertigt.
- In einem Anwendungsbeispiel wird hierzu ein kontinuierlich als Kathode geschalteter Metallzylinder zumindest teilweise in ein Elektrolytbad eingetaucht und in Drehung versetzt. In dem Elektrolytbad befindet sich eine Anodenanordnung. An der sich langsam drehenden Kathode lagert sich eine Metallschicht ab, die außerhalb des Elektrolyts auf eine Folie auflaminiert wird, indem die Metallfolie von der Kathode abgeschält wird. Nachdem die Metallschicht auflaminiert ist, wird ein Resistlack aufgebracht, der anschließend photolithographisch belichtet wird. Mit einem anschließenden Ätzschritt werden diejenigen Bereiche der ganzflächigen Metallschicht weggeätzt, die für eine Leiterzugstrukturierung nicht benötigt werden. Nach dem Entfernen des auf der strukturierten Metallschicht verbleibenden Ätzreistlackes ist die gewünschte Leiterstruktur fertig gestellt.
- Dieses Verfahren weist zum einen den Nachteil auf, dass nur geringe Durchsatzraten erzielbar sind und hohe Materialkosten und Entsorgungskosten aufgrund des Einsatzes von giftigen und teueren Chemikalien und von nicht genutzten Rohmaterialen aufgrund des subtraktiven Verfahrens erzeugt werden. Zum anderen wird die Dicke der Metallschicht durch die notwendige Weiterverarbeitung aufgrund sonst möglicher Rissbildungen in der Schicht auf eine Mindestdicke von 17 µm beschränkt. Da aber beispielsweise im Hochfrequenzbereich gerade eine Schichtdicke von ungefähr 2 µm wünschenswert ist, kann das oben beschriebene Verfahren für eine derartige Anwendung nicht eingesetzt werden.
- Weiterhin nachteilig ist, dass in regelmäßigen Abständen eine anodische oder mechanische Abreinigung der zylinderförmigen Kathode erfolgen muss, was die Produktions- und Durchsatzzeiten weiter verringert. Zudem kann lediglich einseitig eine Metallschicht auf dem Trägersubstrat abgeschieden werden.
- Ein weiteres Verfahren wird in der Offenlegungsschrift
DE 102 347 05 beschrieben, bei dem das zu galvanisierende Gut direkt im aktiven Galvanikbad durch eine umlaufende, zur kontinuierlichen Abreinigung abwechselnd kathodisch/anodisch geschaltete Kollektorwalze kontaktiert wird. Die dazu notwendige Kollektorwalze ist jedoch sehr teuer in der Herstellung und baut sehr groß, da einzelne leitfähige Bereiche von einander durch isolierende Bereiche getrennt werden müssen. - Die Größe und die Kosten der Kontaktierwalzen lässt nur eine geringe Anzahl an hintereinander geschalteten Vorrichtungen zu und limitiert daher die mögliche Produktionsgeschwindigkeit.
- Eine vollständige Abreinigung ist in der Umpolphase der Segmente nicht möglich. Daher muss diskontinuierlich mit einem Reinigungsvlies immer wieder abgereinigt werden, was die Produktion unterbricht, was zu längeren Durchlaufzeiten und zu einer Verschmutzung des Elektrolyt führen kann.
- Eine im Auftrag der Anmelderin getätigte, noch nicht veröffentlichte Patentanmeldung hat eine Kontaktiereinheit zum Gegenstand, die als Kathode und/oder Anode schaltbar ist und von einem isolierenden Gehäuse umgeben ist. In dem isolierenden Gehäuse ist eine Öffnung ausgebildet, um einen Kontakt zwischen der Kontaktiereinheit und dem zu beschichtenden Träger zu schaffen. Die Kontaktierung des Trägermaterials erfolgt dabei innerhalb eines Galvanikbades im Bereich der Öffnung. Der übrige Teil der Kontaktiereinheit ist mittels des isolierenden Gehäuses vom Elektrolyt in dem Galvanikbad weitgehend abgeschirmt, so dass eine Ablagerung des Anodenmaterials in diesem Bereich weitestgehend verhindert werden soll. Da die Kontaktierwalzen in dieser Anordnung ununterbrochen mit dem Elektrolyt in Berührung kommen, sind auch trotz kleiner Spaltmaße im Bereich der Öffnung in dem Gehäuse Ablagerungen von Elektrolyt an den Kontaktierwalzen die Folge.. Dies kann eine gleichförmige Beschichtung des zu beschichtenden Trägers beispielsweise durch Bildung von Riefen in den Leiterbahnen oder durch ungleichmäßige Anlagerung der Metallionen negativ beeinflussen. Aufgrund dieser Problematik kann eine stabile Prozessführung insbesondere über einen längeren Zeitraum nicht gewährleistet werden.
- Die Anmelderin hat daher die Anordnung beziehungsweise Prozessführung dahingehend geändert, dass die Gehäuse der Kontaktierwalzen mit Druckluft beaufschlagt wurden, um nur einen minimalen Elektrolyteintrag in die Gehäuse zuzulassen bzw. Elektrolyt auszublasen.
- Ferner wurde die Öffnung im Gehäuse verkleinert, was zur Folge hatte, dass das Gehäuse nunmehr empfindlicher gegen Verschleiß durch Verschmutzungen wurde, als auch dass mit den eingesetzten Polyethylenrollen eine sichere Kontaktierung des Trägermaterials nicht mehr gewährleistet werden konnte.
- Die in der ursprünglichen Ausführung vorgesehenen Polyethylen - Gegendruckwalzen wurden gegen Moosgummiwalzen ausgetauscht, die durch ihre Verformbarkeit den offenen Kontaktwalzenspalt weiter gegen Elektrolyt abdichteten. Dennoch führten aber schon kleine harte Verunreinigungen (Kupferflitter) nach gewisser Zeit zu Riefen auf den Leiterbahnen, wenn der notwendige Materialbahnzug aufgebracht wurde.
- Die Kontaktierwalzen wurden daher so angeordnet, dass die Bahn einem gewissen Bogenlauf folgte, um eine sicherere Kontaktierung auch bei niedrigem Bahnzug gewährleisten zu können.
- Eine während des laufenden Prozesses gestaltete Umpolung einer Kontaktierwalze, die dann aus der Bahn geschwenkt wurde, verlängerte die Zeit bis zur kompletten Reinigung der Anlage.
- Mit diesen gesamten konstruktiven Verbesserungen konnte der Prozess längere Zeit aufrecht erhalten werden, danach mussten aber alle Kontaktierwalzen umgepolt werden und über ein bahnförmiges Reinigungsvlies mechanisch über längere Zeit abgereinigt werden.
- Dadurch wurde zwar eine stabile Prozessführung erreicht, jedoch bestand weiterhin die Gefahr, dass sich durch ständig in den Kontaktzonen bildende feste Verunreinigungen (Kupferpartikel) Riefen auf den Leiterbahnen entstanden oder sich auf den Kontaktierwalzen abgelagertes Kupfer an den Gehäusen abrieb und es zu so unkontrolliertem zonenweisen Aufkupfern kam. Dann musste der Prozess ungeplant abgebrochen werden.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine Vorrichtung zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht an einem Träger bereit zu stellen, die eine zuverlässige, schnelle und einfache sowie kostengünstige Fertigung einer elektrisch leitenden Schicht auf einem Träger mit einer möglichst glatten Oberfläche erlaubt.
- Diese Aufgabe wird erfindungsgemäß mit den Merkmalen der Ansprüche 1 und 16 gelöst. Vorteilhafte Ausgestaltungen ergeben sich jeweils aus den Unteransprüchen.
- In der erfindungsgemäßen Vorrichtung zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht, ist die Position der darin befindlichen Umlenkrolle zwischen zwei außerhalb des Galvanikbades symmetrisch angeordneten Kontaktierwalzen derart veränderbar, dass über die Änderung der Position der Umlenkrolle eine vom Trägermaterial zurückzulegende Strecke, die zwischen zwei Kontaktpunkten zweier benachbarter Kontaktierwalzen gebildet ist, der Ausdehnung der zu beschichtenden Starterschicht entspricht.
- Durch die Variation der Position der Umlenkrolle wird erreicht, dass die zu beschichtenden Bereiche des Trägers zwischen den Kontaktierwalzen nahezu ständig mit elektrischem Strom beaufschlagt werden können und dabei gleichzeitig die mit elektrischem Strom versorgenden Kontaktiereinheiten außerhalb des Galvanikbades angeordnet werden können und somit keine oder nur eine geringe Berührung mit dem Elektrolyt erfahren. Die Umlenkrollen lenken die Materialbahn entsprechend ihrer geometrischen Ausbildung in das Elektrolytbad. Die zu beschichtende Starterschicht wird dabei an den Kontaktierwalzen mit einer Spannung zwischen 0,5 und 5 V je nach gewünschter und erreichbarer Beschichtungsstärke beaufschlagt.
- Ein besonders stabiler und gut steuerbarer Prozess ergibt sich, wenn die Veränderung der Position der Umlenkrollen in der Vorrichtung über einen Stellantrieb elektrisch und/oder mechanisch erfolgt. So kann die Position der Umlenkrollen auch während des laufenden Verfahrens an eventuell unterschiedliche Ausdehnungen in Längs- bzw. Förderrichtung der zu beschichtenden Bereiche auf dem Träger angepasst werden.
- Die Versorgung des Elektrolyts kann über mit Metallkörpern gefüllte Anodenkörbe erfolgen, die in dem Galvanikbad insbesondere höhenverstellbar angeordnet sind, um entsprechend der geometrischen Ausgestaltung des Trägers und damit der Veränderung der Position der Umlenkrollen variierbar zu sein.
- Der Fortbewegung des Trägers durch das Galvanikbad kann mittels der Kontaktierwalzen selbst erfolgen, welche jeweils beispielsweise mit einer drehzahlgeregelten Antriebseinheit, insbesondere über Zahnräder und/oder einen Zahnriemen antreibbar sind. Auch andere, im Stand der Technik bekannte Antriebssysteme sind denkbar. Die Zugeinstellung der Materialbahnen kann durch eine drehzahlgeregelte Antriebseinheit in der Vorrichtung sichergestellt werden, wobei eine überlagerte Sollwertfolgesteuerung zwischen einzelnen Vorrichtungen vorgesehen ist, um nach eingestelltem Bahnzug zwischen den Beschichtungsmodulen die Bahngeschwindigkeit der gesamten Anlage verändern zu können.
- Es ist vorteilhaft, wenn die die Kontaktierwalzen antreibenden Motorgetriebeeinheiten derart an den einzelnen Vorrichtungen angeordnet sind, dass sie bei einer eventuellen Demontage einer Vorrichtung beispielsweise zu Wartungszwecken mit letzterer verbunden bleiben oder so leicht zu trennen sind, dass keine zusätzlichen Montage- bzw. Demontageschritte erforderlich sind.
- Die Kontaktierwalzen können in einem Ausführungsbeispiel der vorliegenden Erfindung durch eine positiv bombiert geschliffene Walze gebildet sein, welche den Träger in der Mittellage hält. Um zu gewährleisten, dass der Träger mittig durch die Vorrichtung gelenkt wird, kann zusätzlich oder stattdessen ein Bahnsteuerungssystem vorgesehen sein.
- Um einen schonenden Transport von beispielsweise kratz- und/oder zugempfindlichem Material gewährleisten zu können, sind in einem Ausführungsbeispiel der vorliegenden Erfindung die Umlenkrollen als Airturn ausgebildet, das heißt als ein mit Druckluft beaufschlagbares mit Ausblasbohrungen versehenes, feststehendes Rohr, wobei durch die an den Ausblasbohrungen austretende Luft ein berührungsloses Umlenken des Trägers um das Rohr ermöglicht wird.
- In einem Ausführungsbeispiel ist in dem Galvanikbad ein Überlauf bzw. ein Wehr, insbesondere in der Form von Langlochbohrungen ausgebildet, um das Niveau des Elektrolytbades bei umgepumptem, zuströmendem Elektrolyt während des Galvanisierungsprozesses konstant zu halten.
- Um die Kontaktierwalzen vor gegebenenfalls durch den Träger mitgeschlepptem Elektrolyt schützen zu können, sind in einem Ausführungsbeispiel an einer Seite der Kontaktierwalze, an der der aus dem Galvanikbad heraustretende Träger als erstes zur Anlage kommt, Abstreifer vorgesehen. Zusätzlich können die Kontaktierwalzen von unten durch Kunststoffträger gegen Beaufschlagung mit Elektrolytflüssigkeit geschützt werden. Liegen die Kontaktierwalzen völlig oberhalb des Elektrolytniveaus, wird die Bahn über mindestens eine Umlenkrolle um die Kontaktierwalze bis zum untersten Scheitelpunkt (6 Uhr Position) herumgeführt, und taucht dann erst in den Elektrolyt ein.
- Für den Fall, dass sich trotzdem Verunreinigungen an der Kontaktierwalze ablagern, ist in einem weiteren Ausführungsbeispiel, an einer Seite der Kontaktierwalzen, insbesondere an der der in das Galvanikbad eintretende Träger zuletzt zur Anlage kommt, ein Schaber zum Abschaben des an der Kontaktierwalze abgelagerten Elektrolytmaterials vorgesehen. Bei Verwendung eines Metallschabers kann der Abrieb des Schabers dann in den Elektrolyt bzw.die Anodenkörbe geleitet werden und löst sich dort wieder auf.
- Zur Rückführung von gegebenenfalls mitgeschlepptem Elektrolyt in den Galvanisierungskreislauf, kann eine Ablaufrinne unterhalb der Kontaktierwalze ausgebildet sein, die den Elektrolyt in eine Auffangwanne bzw. in das Galvanikbad lenkt.
- Die Spannungszufuhr an den Kontaktierwalzen kann beidseitig mit Schleifringen erfolgen. Zur homogenen Verteilung der Spannung und zur Verhinderung eines Spannungsabfalls über die Kontaktierwalzenbreite, was zu unterschiedlichem Ankupfern an dem Träger vor allem bei größerer Maschinenbreite führen könnte, kann ein Spannungsverteiler an der Kontaktierwalzen vorgesehen sein. Dieser kann beispielsweise in den unterhalb der Kontaktierwalze angeordneten Kunststoffträger eingebaut sein.
- Wichtig ist eine präzise Ausnivellierung der Vorrichtung, da das Niveau des Elektrolyts nur wenige Millimeter unter der Kante des Kunststoffträgers liegen darf. Nur durch einen möglichst geringen Abstand des Elektrolytniveaus zu der Kontaktierwalze kann eine maximale Zeit der Spannungsversorgung zur Ankupferung an der Trägerschicht gehalten werden und sind in Laufrichtung sehr kurze Objekte beschichtbar.
- Da die Umlenkrolle zum Teil vollständig in den Elektrolyt eingetaucht wird, ist es zweckmäßig, die Umlenkrolle in galvaniktauglichen Lagern wie beispielsweise Glaskugellagern zu lagern. Die Kontaktierwalzen hingegen sind außerhalb des Elektrolyts gelagert und können daher mit herkömmlichen Lagern versehen werden.
- Um zu verhindern, dass diese Lagerung mit Elektrolyt in Berührung kommen, beispielsweise wenn Undichtigkeiten an den Wellendurchführungen auftreten sollten, sind in einem Ausführungsbeispiel in den Lagergehäusen Abstandseinheiten zu den Seitenwänden des Galvanikbades vorgesehen, in die mitgeführter Elektrolyt abtropfen kann, bevor er in den Bereich der Lager der Kontaktierwalzen vorstoßen kann. Dies hat zum einen den Vorteil, dass sehr preiswerte Standardlager verwendet werden können. Zum anderen ist eine Demontage auf sehr einfache Weise aufgrund der besseren Zugänglichkeit möglich.
- In einem weiteren Ausführungsbeispiel der vorliegenden Erfindung ist in der Wandung des Galvanikbads mindestens eine Verschlußklappe vorgesehen, die ein besonders einfaches Einsetzen bzw. Neubestücken der Anodenkörbe unterhalb der Kontaktierwalzen ermöglicht.
- Weiterhin kann eine zusätzliche Ionenanreicherung des Elektrolyt außerhalb des Galvanikbades vorgesehen sein, so dass die Anodenkörbe verkleinert werden können, wodurch die Abmaße der Vorrichtung und somit der ganzen Anlage erheblich verringert werden können. Die Anodenkörbe können beispielsweise mit Kupferkugeln gefüllt sein. Jedoch kann jedes andere für die Galvanisierung geeignete Material in die Anodenkörbe eingesetzt werden.
- Ein erfindungsgemäßes Galvanisiersystem besteht aus mindestens einer Vorrichtung zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht sowie einer Zuführvorrichtung beispielsweise in Form einer Materialbahnabwicklungseinheit, über die der Träger zugeführt wird und mindestens einer Aufnahmevorrichtung beispielsweise in Form einer Materialbahnaufwicklung, die den Träger anschließend wieder aufnimmt.
- In einem Ausführungsbeispiel ist dem Galvanisierungssystem der Vorrichtung ein Elektrolytvorbad vorgeschaltet. Dieses dient einem ersten Anmetallisieren der auf den Trägern aufgedruckten leitfähigen Schicht, ohne dass eine elektrische Stromzufuhr in dem Elektrolytbad vorgesehen ist. Die beispielsweise mit Eisencarbonylfarbe oder einem anderen geeigneten Material gedruckte Starterschicht metallisiert bei der Durchleitung durch das definierte Elektrolytbad ca. 1-2 µm auf. Dadurch wird die empfindliche, aus schlecht haftenden kugelförmigen Pigmenten bestehende Druckfarbe mit einer dünnen Metallschicht bedeckt, so dass der mechanische Abrieb der Partikel bzw. Pigmente in den ersten Folgeprozessen vermieden beziehungsweise zumindest verringert wird.
- Um den Fortschritt der Metallanlagerung kontrollieren zu können, können zwischen jeweils zwei Vorrichtungen in dem System mindestens eine Messeinheit beispielsweise zur Dickemessung und/oder Widerstandsmessung der herzustellenden Strukturen angeordnet sein. Natürlich ist es auch möglich, andere zur Prozesssteuerung und -Kontrolle zweckmäßige Messeinrichtungen beispielsweise zur Ermittlung der Oberflächenrauheit o. ä. in diesem Bereich vorzusehen.
- Die Vorrichtungen sind in einem Ausführungsbeispiel des Galvanisierungssystems hintereinander geschaltet, wobei die Vorrichtungen jeweils einzeln aus der Anlage zu Wartungs-, Reparatur- oder Nachrüstarbeiten einfach aus dem Galvanisierungssystem entnommen werden können, ohne dass dazu der Träger entfernt beziehungsweise das Beschichtungsverfahren gestoppt werden muss. Es müssen lediglich die Umlenkrollen in dem Bereich der zu entfernenden Vorrichtungen nach oben gefahren werden, so dass der Träger nur noch auf den seitlich von den Umlenkrollen angeordneten Führungsrollen aufliegt und der eigentliche Beschichtungsprozess kontinuierlich fortgesetzt werden kann. Die Vorrichtungen können dazu beispielsweise in Rahmenkonstruktionen derart angeordnet werden, dass sie zu Wartungsarbeiten seitlich herausgezogen werden können. Um die Anlage trotz möglicher Wartungsarbeiten kontinuierlich betreiben zu können, können in einem erfindungsgemäßen Ausführungsbeispiel zusätzliche Vorrichtungen vorgesehen sein.
- Wenn nach der Wartung eine Vorrichtung wieder eingesetzt werden soll, wird sie einfach wieder in ihre alte Position in der Anlage eingeschoben und die Umlenkrollen werden wieder in die an die Bahnlänge angepasste Position verfahren. So können die Vorrichtungen eingesetzt werden, ohne dass die Bahn neu eingeführt werden oder der Beschichtungsprozess unterbrochen werden muss.
- In einem weiteren Ausführungsbeispiel ist in dem Galvanisierungssystem ferner eine Reinigungs- und/oder Inertisierungsmodul vorgesehen, welches ein Bad mit destilliertem Wasser zur Reinigung und/oder ein zitronensäurehaltiges Inertisierungsbad beinhaltet.
- Die Anzahl der Vorrichtungen in einem Galvanisierungssystem hängt von der gewünschten Bahngeschwindigkeit und vom notwendigen Ankupferungsgrad ab. So können Ankupferungsgrade zwischen 1 µm und 100 µm, bevorzugt 5 µm bis 40 µm, noch bevorzugter 3 µm bis 20 µm gewünscht sein. Zur Erzielung eines Ankupferungsgrades können abhängig von der Fördergeschwindigkeit des Trägers beispielsweise 30 bis 40 Vorrichtungen erforderlich sein. Diese können entweder nebeneinander oder aber auch übereinander zum Beispiel in vier Säulen mit je zehn Modulen angeordnet sein. Durch die flexible Möglichkeit der Anordnung der Vorrichtungen kann die Maschine trotz hoher Anzahl an Vorrichtungen relativ flexibel an den zur Fertigung zur Verfügung stehenden Raum angepasst werden.
- Die Anordnung der Kontaktierwalzen sollte vorzugsweise immer symmetrisch erfolgen. Dadurch können auch sehr kurze Strukturen gleichförmig beschichtet werden. Ist der Abstand zwischen Elektrolytniveau und Kontaktpunkt des Trägers mit der Kontaktierwalze zu groß, kann das Niveau des Galvanikbades beispielsweise durch die Erhöhung des Überlaufes angehoben werden. Dies führt jedoch zu einer reduzierten Produktionsgeschwindigkeit, da ein stärkeres Benetzen der Kontaktierwalzen mit Elektrolyt die Folge sein kann, wodurch die Gefahr besteht, dass die Kontaktierwalzen schneller mit dem in dem Elektrolyt befindlichen Material zugesetzt werden.
- Es kann bei längeren Ausdehnungen der Starterschicht zweckmäßig sein, beispielsweise jeweils zwei oder sogar mehrere Umlenkrollen zwischen den Kontaktierwalzen vorzusehen, um einen möglichst homogenen Transport des Trägers zu gewährleisten.
- Mit dem erfindungsgemäßen Galvanisiersystem ist es möglich, sowohl einseitig als auch beidseitig bedruckte Materialbahnen zu metallisieren, beispielsweise durch gezieltes Durchstanzen der Materialbahnen, wodurch auch die nicht die Kontaktierwalze berührende Materialseite durch die entsprechende Durchkontaktierung erreicht werden kann. Gerade in diesem Fall ist es zweckmäßig, die Materialbahn vor dem eigentlichen Galvanisierungsprozess durch ein Elektrolytvorbad zu leiten, um eine erste Metallisierung zu erreichen, die es ermöglicht, dass auch die nicht unmittelbar mit den Kontaktierwalzen in Berührung befindlichen Strukturen auf der den Kontaktierwalzen abgewandten Seite des Trägers entsprechend mit einer Spannung beaufschlagt wird. Die Materialbahn wird bei der durchkontaktierten Struktur mit der stärker bedruckten Seite zu den Kontaktierwalzen gerichtet durch die Vorrichtung geführt.
- Der verwendete insbesondere bahnförmige Träger muss nassfest und ausreichend zugfest sein. Das Material des Trägers besteht vorzugsweise aus Kunststoff wie beispielsweise PP, PET, PU, Acrylat o. ä. Die Verwendung von Vliesen oder nassfestem Papier ist durch eine spezielle Materialführung ebenfalls möglich.
- Hinsichtlich weiterer vorteilhafter Ausgestaltungen und Weiterbildungen der Erfindung wird auf die Unteransprüche sowie die nachfolgende Beschreibung eines Ausführungsbeispiels anhand der beiliegenden Zeichnung verwiesen.
- In der Zeichnung zeigt:
- Figur 1
- eine schematische Darstellung einer erfindungsgemäßen Vorrichtung;
- Figur 2
- einen Querschnitt durch ein Modul eines erfindungsgemäßen Galvanisierungssystems; und
- Figur 3
- einen erfindungsgemäßen Träger mit einer aufgedruckten Starterschicht in Form einer Antennenstruktur.
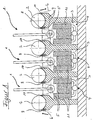
- Die Figur 1 zeigt drei erfindungsgemäße Vorrichtungen 1 zur Abscheidung einer leitfähigen Schicht mit vier Kontaktierwalzen 2, die seitlich außerhalb dreier jeweils mit einem Elektrolyt 3 gefüllten Galvanikbäder 4 symmetrisch angeordnet sind.
- Zwischen zwei Kontaktierwalzen 2 ist jeweils eine Umlenkrolle 5 angeordnet, die über einen nicht dargestellten Stellmotor höhenverstellbar ist. Ein zu kontaktierender und zu beschichtender Träger 6 ist in der Form einer Endlosfolie ausgebildet und wird wie mit Pfeilen in der Figur 1 gekennzeichnet über die Kontaktierwalzen 2 und Umlenkrollen 5 durch die einzelnen Vorrichtungen 1 geführt. Durch die eingestellte Position der Umlenkrollen 5 läuft der Träger 6 dabei durch den Elektrolyt 3 in den Galvanikbädern 4. Der Träger 6 ist bereichsweise mit einer so genannten Starterschicht 7 beispielsweise aus nicht leitenden Eisencarbonylpartikeln bedruckt (siehe auch Figur 3), die z.B. eine Antennenstruktur bildet. Erst bei Beaufschlagung der Starterschicht 7 mit einem Strom von der Kontaktierwalze 2 werden die Partikel der Starterschicht 7 auf dem Träger 6 leitfähig.
- Um die Kontaktierwalzen 2 vor gegebenenfalls durch den Träger 6 mitgeschlepptem Elektrolyt 3 schützen zu können, sind an einer Seite der Kontaktierwalzen 2, an der der aus dem Galvanikbad 4 heraustretende Träger 6 als erstes zur Anlage kommt, Abstreifer 8 vorgesehen. Zusätzlich können die Kontaktierwalzen 2 von unten durch Kunststoffträger 9 gegen Beaufschlagung mit Elektrolyt 3 geschützt werden.
- Für den Fall, dass sich trotzdem ungewollt Anodenmaterial oder Verunreinigungen an den Kontaktierwalzen 2 ablagern, ist an einer Seite der Kontaktierwalzen 2, an der der in das Galvanikbad 4 eintretende Träger 6 zuletzt zur Anlage kommt, ein Schaber 10 zum Abschaben des an den Kontaktierwalzen 2 abgelagerten Anodenmaterials vorgesehen. Der Abrieb des Schabers 10 wird in Anodenkörbe 11 geleitet und anschließend wieder aufgelöst.
- Zur Rückführung von gegebenenfalls mitgeschlepptem Elektrolyt 3 in den Galvanisierungskreislauf, ist eine nicht näher dargestellte Ablaufrinne unterhalb der Kontaktierwalzen 2 ausgebildet, die den Elektrolyt 3 in eine Auffangwanne bzw. in das Galvanikbad 4 lenkt.
- Die Figur 2 zeigt einen Querschnitt durch ein Galvanisierungsmodul 12, welches 16 Vorrichtungen 1 umfasst. In diesem Modul 12 sind die Umlenkrollen 5 an einer Rahmenkonstruktion 13 befestigt. Durch Verfahren der Rahmenkonstruktion 13 ist es möglich, die Umlenkrollen 5 synchron in ihrer Höhe zu verstellen und damit die Strecke, die der Träger 6 durch die Galvanobäder 4 geführt wird, festzulegen und entsprechend an die Ausdehnungen der Starterschicht 7 auf dem Träger 6 optimal anzupassen. Über Rändelschrauben 14 ist es möglich, die Positionen der Umlenkrollen 5 zueinander einer Feinjustierung zu unterziehen. Nicht näher dargestellte Führungsrollen sorgen für ein möglichst gleichmäßiges Verfahren in vertikaler Richtung und verhindern ein Verkanten der Umlenkrollen 5 bzw. der Rahmenkonstruktion 13.
- Ein erfindungsgemäßes Galvanisierungssystem setzt sich aus 30 bis 40 solcher Galvanisierungsmodule 12 zusammen, welche sowohl hintereinander als auch übereinander angeordnet und somit an das zur Verfügung stehende Raumangebot angepasst aufgestellt werden können.
- Zur Beschichtung der Starterschicht 7 auf dem Träger 6 mit einem leitfähigen Material wird der Träger 6 zunächst von einer Materialabwicklungseinheit über eine nicht dargestellte Lochungseinheit zwecks eines gezielten Durchstanzens des Trägers 6 zur beidseitigen Beschichtung des Trägers 6 in ein Elektrolytvorbad geleitet. In dem Elektrolytvorbad wird die auf dem Träger 6 aufgedruckte Starterschicht 7, die beispielsweise durch eine aufgedruckte Eisencarbonylfarbe gebildet ist, in dem definierten Elektrolytbad auf ca. 1 bis 2 µm metallisiert. Durch diese Metallisierung wird die empfindliche, oft schlecht haftende, aus kugelförmigen Eisencarbonyl-Pigmenten bestehende Starterschicht 7 gegen mechanischen Abrieb der Eisenteilchen in den ersten Folgeprozessen gesichert. Anschließend wird der Träger 6 einer Reihe von hintereinander geschalteten Modulen 12 gemäß der Figur 2 zugeführt.
- Werden die Kontaktierwalzen 2 von einer nicht dargestellten Stromversorgung kathodisch beaufschlagt, wird die Oberfläche des die Module 12 durchlaufenden Trägers 6 derart geladen, dass sich in dem Elektrolyt 3 befindliches Anodenmaterial an der Starterschicht 7 des Trägers 6 anlagert, so dass sich eine leitfähige, hoch homogene Kupferschicht auf der Starterschicht 7 des Trägers 6 anlagert. Von den Anodenkörben 11 gehen gleichzeitig weitere Metallionen in den Elektrolyt 3 über. Über ein nicht dargestelltes zusätzliches Versorgungsmodul kann die Konzentration von im Elektrolyt 3 befindlichen Metallionen gesteuert werden.
- Für den Fall, dass der Träger 6 zweiseitig bedruckt ist, wird er mit der stärker bedruckten Seite auf den Kontaktierwalzen 2 durch die Module 12 geleitet. Die Umlenkrollen 5 führen den Träger 6 durch den Elektrolyt im Galvanikbad 4. Die nun leitfähige Starterschicht 7 nimmt an den Kontaktierwalzen 2 die Spannung an. Die Gleichspannung wird negativ von ca. 0,5 bis 5V je nach gewünschter und möglicher Metallisierungsstärke angelegt. Dabei fließen Ströme bis über 50 A pro Vorrichtungseinheit 1. Der Träger 6 wird anschließend in den beispielsweise mit Kupferionen angereicherten Elektrolyt 3 eingetaucht und es lagern sich entsprechend weitere in Elektrolytlösung befindliche Ionen an der bereits aufgekupferten Schicht an. Durch das gezielte Durchstanzen des Trägers 6 kann an einem beidseitig bedruckten Träger 6 auch die der Kontaktierwalze 2 abgewandte Trägerseite metallisiert werden.
- Da die Anordnung der Kontaktierwalzen 2 immer symmetrisch ist, können auch sehr kurze Druckobjekte/Starteschichten 7 gleichförmig beschichtet werden. Die geringe Materialbahnlänge zwischen den Kontaktierwalzen 2 ermöglicht bei längeren Ausdehnungen der Starterschichten 7 in Längs- bzw. Förderrichtung eine ständige Beaufschlagung mit einer elektrischen Gleichspannung. Es kann bei längeren Ausdehnungen der Starterschicht 7 zweckmäßig sein, beispielsweise jeweils zwei Umlenkrollen 5 zwischen den Kontaktierwalzen 2 vorzusehen, um einen möglichst homogenen Transport des Trägers 6 zu gewährleisten. Bei kürzeren Objekten kann der Stromfluss gegebenenfalls kurz unterbrochen sein. Durch die Verstellung der Position der Umlenkrollen 5 zwischen zwei Kontaktierwalzen 2 wird eine Anpassung der Bahnlänge der Starterschicht 7 auf dem Träger 6 im Elektrolyt 3 möglich. Durch die Veränderung der Position der Umlenkrollen 5 zwischen zwei Kontaktierwalzen 2 kann eine vom Träger 6 im Galvanikbad 4 zurückzulegende Strecke, die zwischen zwei Kontaktpunkten zweier benachbarter Kontaktierwalzen 2 gebildet ist, an die Ausdehnung der zu beschichteten Starterschicht 7 angepasst werden. Unter Ausdehnung sind in dieser Anmeldung die Abmessungen der Starterschicht 7 insbesondere in Längsrichtung bzw. der Förderrichtung der zu fördernden Materialbahn 6 gemeint.
- Während der Förderung des Trägers 6 wird der Träger 6 stark gestützt geführt. Dadurch kann auch sehr dünnes oder gegen Bahnzug empfindliches Material bearbeitet werden. In einem nicht dargestellten Ausführungsbeispiel ist in dem System ein Reinigungs- und Inertisierungsmodul zwischengeschaltet. Dies besteht aus einem Bad mit destilliertem Wasser zur Reinigung und einem citronesäurehaltigen Inertisierungsbad.
- Schließlich wird der bereits mit der notwendigen Schichtdicke beschichtete Träger 6 über eine mit den fertig gestellten Strukturen nicht dargestellte Trocknungseinheit einer Materialbahnaufwicklungseinheit zugeführt.
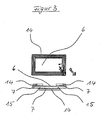
- Die Figur 3 zeigt einen erfindungsgemäßen Träger 6, der mit einer Starterschicht 7 in Form einer Antenne versehen ist. Der Träger 6 ist zur Generierung von Kupferschichten 14 sowohl auf der Oberseite als auch auf der Unterseite mit Schlitzen 15 versehen, die bei dem Bedrucken des Trägers mit einer Starterschicht 7 eine so genannte Durchkontaktierung bilden. Oberhalb der Starterschicht 7 ist jeweils eine galvanisch abgeschiedene Kupferschicht 14 ausgebildet.
Claims (20)
- Vorrichtung (1) zur galvanischen Abscheidung einer elektrisch leitfähigen Schicht auf einem Träger (6), an dem zumindest bereichsweise eine zur Galvanisierung geeignete Starterschicht (7) angeordnet ist, mit einem Galvanikbad (4), in dem ein Elektrolyt (3) zur Abscheidung von leitfähigem Material angeordnet ist, mit mindestens zwei Kontaktierwalzen (2), welche außerhalb des Galvanikbades (4) angeordnet sind und die als Kathode und/oder Anode schaltbar sind, und mit mindestens einer Umlenkrolle (5), welche den Kontaktierwalzen (2) zwischengeschaltet ist,
dadurch gekennzeichnet, dass
die Position der Umlenkrolle (5) zwischen zwei Kontaktierwalzen (2) derart veränderbar ist, dass über die Änderung der Position der Umlenkrolle (5) eine vom Träger (6) zurückzulegende Strecke, die zwischen zwei Kontaktpunkten zweier benachbarter Kontaktierwalzen (2) gebildet ist, einer Ausdehnung der zu beschichteten Starterschicht (7) entspricht. - Vorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Veränderung der Position der Umlenkrolle (5) über einen Stellantrieb elektrisch und/oder mechanisch erfolgt.
- Vorrichtung (1) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Versorgung des Elektrolyt (3) über mit Metallkörpern gefüllte Anodenkörbe (11) erfolgt, die in dem Galvanikbad (4) insbesondere höhenverstellbar angeordnet sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Transport des Trägers (6) durch das Galvanikbad (4) mittels der Kontaktierwalzen (2) erfolgt, welche jeweils mit einer drehzahlgeregelten Antriebseinheit insbesondere über einen Zahnriemen antreibbar sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Kontaktierwalzen (2) positiv bombiert geschliffen sind, wodurch sie den Träger (6) beim Transport in der Mittellage halten.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Umlenkrolle (5) mit einem Airturn versehen ist.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in dem Galvanikbad (4) ein Überlauf ausgebildet ist.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass an einer Seite der Kontaktierwalzen, insbesondere an der der aus dem Galvanikbad heraustretende Träger als erstes zur Anlage kommt, einen Abstreifer (8) vorgesehen ist.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass an einer Seite der Kontaktierwalzen (2), insbesondere an der der in das Galvanikbad eintretende Träger zuletzt zur Anlage kommt, einen Schaber (10) zum Abschaben des an den Kontaktierwalzen (2) abgelagerten Elektrolyts (3) vorgesehen ist.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Spannungszufuhr an den Kontaktierwalzen (2) beidseitig mittels Schleifringen erfolgt.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zur homogenen Verteilung der Spannung ein Spannungsverteiler oder segmentierte Kontaktierwalzen mit entsprechender Spannungsversorgung vorgesehen sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Umlenkrolle (5) mit Glaskugellagern gelagert ist.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwischen den Lagergehäusen der Lagerungen der Kontaktierwalzen (2) und den Seitenwänden des Galvanikbades (4) Abstandseinheiten vorgesehen sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in dem Galvanikbad (4) eine Klappe ausgebildet ist, über die die Anodenkörbe (11) austauschbar sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine externe Elektrolytanreicherung außerhalb des Galvanikbades (4) vorgesehen ist.
- Galvanisiersystem mit mindestens einer Vorrichtung (1) nach einem der Ansprüche 1 bis 15, mit mindestens einer Zuführvorrichtung, die den Träger (6) zuführt und mindestens einer Aufnahmevorrichtung die den Träger (6) aufnimmt.
- Galvanisierungssystem nach Anspruch 16, dadurch gekennzeichnet, dass der mindestens einen Vorrichtung (1) ein Elektrolytvorbad vorgeschaltet ist.
- Galvanisierungssystem nach einem der Ansprüche 16 oder 17, dadurch gekennzeichnet, dass zwischen mindestens zwei Vorrichtungen (1) mindestens eine Messeinheit zur Dickemessung und/oder Widerstandsmessung der Schichtdicken der Starterschicht (7) angeordnet ist.
- Galvanisierungssystem nach einem der Ansprüche 16 bis 18, dadurch gekennzeichnet, dass die Vorrichtungen (1) zu Wartungsarbeiten einzeln aus dem Galvanisierungssystem entnehmbar sind.
- Galvanisierungssystem nach einem der Ansprüche 16 bis 19, dadurch gekennzeichnet, dass es ein Reinigungs- und/oder Inertisierungsmodul aufweist.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE502006005186T DE502006005186D1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem |
| EP06115181A EP1865094B1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem |
| AT06115181T ATE446393T1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen abscheidung von oberflächen und galvanisierungssystem |
| PCT/EP2007/004890 WO2007140949A1 (de) | 2006-06-08 | 2007-06-01 | Vorrichtung zur galvanischen abscheidung von oberflächen und galvanisierungssystem |
| US11/808,102 US7837839B2 (en) | 2006-06-08 | 2007-06-06 | Conductive coating of surfaces |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06115181A EP1865094B1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1865094A1 true EP1865094A1 (de) | 2007-12-12 |
| EP1865094B1 EP1865094B1 (de) | 2009-10-21 |
Family
ID=37397140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06115181A Not-in-force EP1865094B1 (de) | 2006-06-08 | 2006-06-08 | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7837839B2 (de) |
| EP (1) | EP1865094B1 (de) |
| AT (1) | ATE446393T1 (de) |
| DE (1) | DE502006005186D1 (de) |
| WO (1) | WO2007140949A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780098A (zh) * | 2014-12-23 | 2016-07-20 | 天津市麟祥久益科技有限公司 | 一种电镀铝板水洗设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780096B (zh) * | 2016-05-25 | 2018-06-22 | 南通汇丰电子科技有限公司 | 一种电镀传动装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2554833A1 (fr) * | 1983-11-11 | 1985-05-17 | Cockerill Sambre Sa | Dispositif pour le depot d'une couche d'un metal de recouvrement sur une bande metallique |
| EP0167868A1 (de) * | 1984-06-28 | 1986-01-15 | Krupp Stahl AG | Anlage zur elektrolytischen Oberflächenbeschichtung eines Metallbandes, insbesondere zur Verzinkung von Stahlband |
| WO1990004049A1 (en) * | 1988-10-13 | 1990-04-19 | Bethlehem Steel Corporation | Process for improving wear on conductor rolls in electroplating of steel surfaces |
| DE10234705A1 (de) * | 2001-10-25 | 2003-05-28 | Infineon Technologies Ag | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5636933Y2 (de) * | 1976-03-31 | 1981-08-31 | ||
| US4820390A (en) * | 1987-07-06 | 1989-04-11 | The Interlake Companies, Inc. | Apparatus and method for continuous electrochemical machining of strip material |
| JPH01162797A (ja) * | 1987-12-18 | 1989-06-27 | Nkk Corp | 電気めっき用コンダクターロールの付着金属除去装置 |
| ES2225574T3 (es) * | 2000-06-29 | 2005-03-16 | Wolfgang Kollmann | Procedimiento para fabricar un material metalizado y una bateria, y pila de combustible que contiene este material. |
| DE10141056C2 (de) * | 2001-08-22 | 2003-12-24 | Atotech Deutschland Gmbh | Verfahren und Vorrichtung zum elektrolytischen Behandeln von elektrisch leitfähigen Schichten in Durchlaufanlagen |
| WO2003038158A2 (de) * | 2001-10-25 | 2003-05-08 | Infineon Technologies Ag | Galvanisiereinrichtung und galvanisiersystem zum beschichten von bereits leitfähig ausgebildeten strukturen |
| US6991717B2 (en) * | 2002-04-05 | 2006-01-31 | 3M Innovative Properties Company | Web processing method and apparatus |
-
2006
- 2006-06-08 AT AT06115181T patent/ATE446393T1/de active
- 2006-06-08 DE DE502006005186T patent/DE502006005186D1/de active Active
- 2006-06-08 EP EP06115181A patent/EP1865094B1/de not_active Not-in-force
-
2007
- 2007-06-01 WO PCT/EP2007/004890 patent/WO2007140949A1/de active Application Filing
- 2007-06-06 US US11/808,102 patent/US7837839B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2554833A1 (fr) * | 1983-11-11 | 1985-05-17 | Cockerill Sambre Sa | Dispositif pour le depot d'une couche d'un metal de recouvrement sur une bande metallique |
| EP0167868A1 (de) * | 1984-06-28 | 1986-01-15 | Krupp Stahl AG | Anlage zur elektrolytischen Oberflächenbeschichtung eines Metallbandes, insbesondere zur Verzinkung von Stahlband |
| WO1990004049A1 (en) * | 1988-10-13 | 1990-04-19 | Bethlehem Steel Corporation | Process for improving wear on conductor rolls in electroplating of steel surfaces |
| DE10234705A1 (de) * | 2001-10-25 | 2003-05-28 | Infineon Technologies Ag | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105780098A (zh) * | 2014-12-23 | 2016-07-20 | 天津市麟祥久益科技有限公司 | 一种电镀铝板水洗设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080000769A1 (en) | 2008-01-03 |
| WO2007140949A1 (de) | 2007-12-13 |
| EP1865094B1 (de) | 2009-10-21 |
| DE502006005186D1 (de) | 2009-12-03 |
| ATE446393T1 (de) | 2009-11-15 |
| US7837839B2 (en) | 2010-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60212426T2 (de) | Verfahren und fördereinrichtung zur elektrolytischen behandlung von werkstücken | |
| DE10342512B3 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln von elektrisch gegeneinander isolierten, elektrisch leitfähigen Strukturen auf Oberflächen von bandförmigem Behandlungsgut | |
| DE19717512C2 (de) | Vorrichtung zum Galvanisieren von Leiterplatten unter konstanten Bedingungen in Durchlaufanlagen | |
| RU2392783C2 (ru) | Способ и устройство для электролитического увеличения толщины электропроводящего рисунка на диэлектрической подложке, а также диэлектрическая подложка | |
| DE60203047T2 (de) | Segmentierte Gegenelektrode für ein elektrolytisches Behandlungssystem | |
| EP2010699A2 (de) | Vorrichtung und verfahren zur galvanischen beschichtung | |
| EP2841628B1 (de) | Verfahren und vorrichtung zum elektrolytischen abscheiden eines abscheidemetalls auf einem werkstück | |
| EP0760873B1 (de) | Verfahren und vorrichtung zum kontinuierlichen gleichmässigen elektrolytischen metallisieren oder ätzen | |
| DE10210538B4 (de) | Horizontal-Durchlaufanlage und Verfahren zum galvanotechnischen Behandeln von Behandlungsgut | |
| WO2001081657A2 (de) | Elastisches kontakelement | |
| EP0741804B1 (de) | Verfahren und vorrichtung zum elektrolytischen metallisieren oder ätzen von behandlungsgut | |
| EP0668374A1 (de) | Vorrichtung zur Galvanisierung dünner, ein- oder beidseits mit einer Leitfähigen Beschichtung versehener Kunststoffolien | |
| WO2003038158A2 (de) | Galvanisiereinrichtung und galvanisiersystem zum beschichten von bereits leitfähig ausgebildeten strukturen | |
| EP1865094B1 (de) | Vorrichtung zur galvanischen Abscheidung von Oberflächen und Galvanisierungssystem | |
| DE10234705B4 (de) | Galvanisiereinrichtung und Galvanisiersystem zum Beschichten von bereits leitfähig ausgebildeten Strukturen | |
| EP0030334A1 (de) | Elektrolyseanlage zur galvanischen Verstärkung von leitend vorbeschichteten bandförmigen Kunststoff-Folien | |
| EP0652982B1 (de) | Verfahren zum elektrolytischen behandeln von insbesondere flachem behandlungsgut, sowie anordnung, insbesondere zur durchführung dieses verfahrens | |
| DE102004029894B3 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln von elektrisch gegeneinander isolierten, elektrisch leitfähigen Strukturen auf Oberflächen von flachem Behandlungsgut | |
| DE10065643C2 (de) | Vorrichtung und Verfahren zum elektrochemischen Behandeln von bandförmigem und plattenförmigem Gut | |
| DE102006044673B3 (de) | Kontaktiereinheit für die galvanische Abscheidung, Galvanisiervorrichtung und Galvanisiersystem | |
| DE2228424B2 (de) | Verfahren zum Erzeugen einer lithographischen Oberfläche auf einem Aluminiumband durch Elektrolyse | |
| EP2224796A1 (de) | Vorrichtung und Verfahren zur Herstellung eines leitfähigen strukturierten Polymerfilms | |
| DE102004025827B3 (de) | Vorrichtung zum elektrischen Kontaktieren von ebenem Behandlungsgut in Durchlaufanlagen | |
| DE102007015641A1 (de) | Vorrichtung und Verfahren zum Galvanisieren von Gegenständen | |
| DE60302560T2 (de) | Durchlaufmetallisierungsanlage und verfahren zum elektrolytischen metallisieren von werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BCT COATING TECHNOLOGIES AG |
|
| AKX | Designation fees paid | ||
| 17P | Request for examination filed |
Effective date: 20080125 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502006005186 Country of ref document: DE Date of ref document: 20091203 Kind code of ref document: P |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100221 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100201 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| 26N | No opposition filed |
Effective date: 20100722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100122 |
|
| BERE | Be: lapsed |
Owner name: BCT COATING TECHNOLOGIES A.G. Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100422 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091021 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 446393 Country of ref document: AT Kind code of ref document: T Effective date: 20110608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110608 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150623 Year of fee payment: 10 Ref country code: DE Payment date: 20150625 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150623 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150623 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006005186 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160608 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160608 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160701 |