EP1776275B1 - Vorrichtung zum befüllen von verkaufsverpackungen mit pharmazeutischen produkten in fester form - Google Patents
Vorrichtung zum befüllen von verkaufsverpackungen mit pharmazeutischen produkten in fester form Download PDFInfo
- Publication number
- EP1776275B1 EP1776275B1 EP05764472A EP05764472A EP1776275B1 EP 1776275 B1 EP1776275 B1 EP 1776275B1 EP 05764472 A EP05764472 A EP 05764472A EP 05764472 A EP05764472 A EP 05764472A EP 1776275 B1 EP1776275 B1 EP 1776275B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer drum
- filling station
- cups
- pharmaceutical products
- pressure chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/045—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for single articles, e.g. tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/06—Separating single articles from loose masses of articles
- B65B35/08—Separating single articles from loose masses of articles using pocketed conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/28—Feeding, e.g. conveying, single articles by pneumatic conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/101—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by gravity
- B65B5/103—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by gravity for packaging pills or tablets
Definitions
- the invention relates to a device for filling sales packaging with pharmaceutical products in solid form according to the preamble of claim 1.
- a device for filling sales packaging with pharmaceutical products in solid form comprises a reservoir for the pharmaceutical products, a filling station for targeted filling of sales packaging with the pharmaceutical products and a rotary transfer drum for Separating and orderly transferring the pharmaceutical products from the reservoir into the filling station.
- conveyors are provided for the introduction and removal of the sales packaging.
- the transfer drum is peripherally provided with a number of wells for receiving a respective pharmaceutical product. These cups are on their way from the reservoir to the filling station with a located inside the transfer drum vacuum chamber in operative connection to hold the pharmaceutical products by suction in the wells.
- the bowls of the transfer drum are in operative connection with a pressure chamber located in the interior of the transfer drum, so that there the pharmaceutical products are put into the sales package by means of a blast of compressed air.
- Sales packaging for pharmaceutical products in solid form are usually designed as blister packs, but also as a tube, drug container or glass with tight-fitting lid. Since the pharmaceutical products are very high-quality products, careful and complete and damage-free filling of the sales packaging is essential. Furthermore, the filling process must generally be carried out under conditions which prevent contamination of the products. Finally, during the filling process, abrasion or even chipping of components of the pharmaceutical products must be avoided in order to control the dosage of the ingredients contained therein medically effective ingredients when ingested by a patient not to falsify.
- the simplest form of such a device consists of a transport path for a blister film, over which a reservoir is mounted without bottom.
- the tablets or capsules cover the blister film passing under the open bottom of the storage container and, intentionally, also deposit in the wells of the blister film.
- a scraping edge retains the tablets or capsules that have not been inserted into the recesses of the blister film.
- one or more brushes are additionally provided for brushing the tablets or capsules into the recesses of the continuous blister foil.
- a transfer device which removes pharmaceutical products from a storage container and separates and arranges deposits in depressions of a blister film.
- a conveyor belt which is optionally combined with a second conveyor belt as a sorting belt.
- a vacuum Inside the conveyor belt there is a vacuum, wherein the conveyor belt is provided with suction openings, so that the pharmaceutical products are held on the revolving conveyor belt.
- a pressure chamber is provided which, by means of the suction openings in the conveyor belt, ensures that the pharmaceutical products are rejected by the conveyor belt and reach the blister film.
- a method and a device for refilling of pharmaceutical products have been proposed in optionally empty wells of a film web.
- a control device checks there after the filling process in the filling station the filling status of each cup and wins this information about about empty deep wells. With the help of this information, a refill unit is activated, which selectively inserts individual products to be packaged into the empty recesses in order to completely fill the sales packaging and thus make it usable.
- An example of a corresponding control device can be, for example, the EP 1 193 177 B1 remove.
- the present invention is therefore an object of the invention to improve a device for filling of sales packaging of the type mentioned in terms of the problem of incomplete or incorrectly filled sales packaging.
- a device of the type mentioned is modified by the fact that the pressure chamber of the transfer drum at the filling station, if necessary, can be deactivated or reversed into a second vacuum chamber.
- This makes it possible that the arranged in the circumferentially arranged wells of the transfer drum pharmaceutical products are not delivered in each case at the filling station to the sales packaging, but if necessary remain in the appropriate bowl of the transfer drum and can be returned to the further movement of the same back into the reservoir ,
- the products still present on the transfer drum and not yet dispensed into the sales package may be returned to the storage container, i. H. these products are not unnecessarily put into the already incorrectly filled and therefore as Ausschauschesende sales packaging, but remain in the process.
- a scanning device for monitoring the correct, so complete and damage-free assignment of the wells of the transfer drum is arranged.
- This scanner may be a camera with digital image processing, and is configured and arranged to detect the correct occupancy of a certain number of trays of the transfer drum corresponding to the contents of a sales packaging unit, prior to the first of these detected trays the filling station arrives.
- the reversing or deactivating the pressure chamber is preferably carried out in synchronism with the cycle times and / or the transport times of the conveyors for the sales packaging, so that always complete sales packaging if necessary remain empty or no longer be filled with a detected error.
- the cups of the transfer drum are in operative connection not only on their way from the storage container to the filling station, but also on their way back from the filling station into the storage container with the first or another vacuum chamber located inside the transfer drum, so that the optionally in the pharmaceutical products to be returned to the reservoir are securely held in the wells of the transfer drum.
- deactivation may occur
- the pressure chamber also carried out so that the wells of the transfer drum remain connected during its passage through the filling station with the vacuum chamber, such as by uncoupling and swinging away the pressure chamber from the implementation between the interior of the transfer drum and the respective cup.
- a further pressure chamber which can also be switched to neutral as a vacuum chamber or.
- the wells in the reservoir can now also be subjected to compressed air. This has the consequence that the pharmaceutical products in the reservoir by the compressed air in motion and thereby distribute easier and more uniform in the wells of the transfer drum.
- both blister packs and drug containers, tubes or jars can be filled.
- a web-shaped blister foil runs as known per se under the transfer drum; in the latter case, the device operates intermittently, since in each case a container to be filled has to be transported to and from the filling station.
- the advantages of the invention become doubly noticeable, because even before the transfer of the pharmaceutical products from the transfer drum into the sales packaging it can be counted whether the sales packaging is completely filled or not.
- the reservoir of the device according to the invention can be placed on the transfer drum in a manner known per se and with an open bottom and with a brush for isolating the pharmaceutical products be formed in the wells of the transfer drum. This ultimately simplifies the return of products held on the transfer drum from the filling station back to the storage tank.
- the efficiency of the coating of the pharmaceutical products in the wells of the transfer drum is in this case significantly higher than the efficiency of a conventional coating of pharmaceutical products directly into the wells of a blister pack. This is due to the fact that the cups of the transfer drum can be provided with a larger edge opening and a larger insertion angle, as the wells of the blister pack. Furthermore, the cups of the transfer drum can be kept flatter, since it does not interfere here, when the pharmaceutical products over the surface of the transfer drum survive. In a blister pack, the wells must be formed so deep that the pharmaceutical products fit completely.
- the transfer drum of the device according to the invention by means of a quick release device is designed to be removable, which on the one hand facilitates the cleaning, especially in a product change and on the other hand a quick and easy conversion of the device to different sales packaging or different product forms, to which the transfer drum must be adjusted guaranteed.
- the vacuum chamber and the reversible in a second vacuum chamber pressure chamber and optionally the discharge pressure chamber or the supply pressure chamber are suitably supplied from outside the transfer drum with vacuum or compressed air, for which then pneumatic lines are present in the transfer drum.
- pneumatic lines have plug-in connections in the region of the introduction into the transfer drum according to a preferred embodiment of the invention, so that the mechanism located in the interior of the transfer drum can nevertheless be removed very easily for cleaning or for a product change.
- the invention in which a scanning device for monitoring the correct, so complete and damage-free assignment of the wells of the transfer drum between the reservoir and the filling station is arranged, offers in connection with the filling of blister packaging again further, previously unprecedented advantages when a second scanning device as known per se for monitoring the correct assignment of the blister pack downstream of the filling station is arranged. Because in this way the pharmaceutical products are inspected "from above and below" for freedom from damage; because the surfaces of the pharmaceutical products that are scanned on the transfer drum are later down in the blister pack, and the second scanner, which scans the pharmaceutical products from above the blister pack, consequently inspects the other side of the products.
- the preferably existing open-bottomed storage container can be equipped, for example, with vibrating walls, for further improvement of the filling efficiency.
- a printing device which is used to print the surfaces of the pharmaceutical products with characters, symbols, logos and the like. It is particularly advantageous in this case that the surface of the pharmaceutical products is printed, which comes later when placed in a blister pack below, so on the transparent side of the blister pack. The printed surface .der pharmaceutical products is then visible even when undamaged blister packaging from the outside.
- the separation of the pharmaceutical products from the storage container into the wells of the transfer drum is in direct contrast to a separation of pharmaceutical products from a storage container Blister packaging much more efficient, since the cups of the transfer drum must not completely absorb the pharmaceutical products.
- a variety of Napfformen are possible to further simplify a singling.
- the cups of the transfer drum can have an asymmetrical cross-section in the circumferential direction, which on the one hand has a long, slight slant between the drum surface and the base of the bowl in the manner of a paddle wheel. The association with a paddle wheel already indicates that the insertion of the pharmaceutical products in such shaped wells of the transfer drum is particularly easy and efficient.
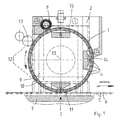
- FIG. 1 shows an embodiment of a device according to the invention in a lateral sectional view.
- a transfer drum 1 can be seen, on top of which a storage container 2 for (not shown) pharmaceutical products in tablet form is placed.
- the transfer drum 1 transports the tablets from the reservoir 2 to a filling station 3, where the transfer of the tablets from the wells 4 in recesses 5 a blister sheet 6 takes place.
- the blister sheet 6 is transported at a certain transport speed through the filling station 3, wherein the peripheral speed of the transfer drum 1 of the transport speed is adjusted, so that always exactly one cup 4 of the transfer drum 1 in the filling station 3 just above a recess 5 of Blister foil 6 comes to rest.
- a rotating brush 8 is provided for filling the tablets in the wells 4, in order to ensure a correct and complete equipping them with tablets.
- the degree of filling of the cups 4 of the transfer drum 1 can also be positively influenced by providing a supply pressure chamber 15 in the region of the storage container 2, which separates the cups 4 located in their region from the vacuum chamber 9 and thus depressurises them as required or with compressed air applied. If the bowls 4 are acted upon by the supply pressure chamber 15 with compressed air, the overlying pharmaceutical products come in the reservoir 2 in motion, so that they are better distributed to the wells 4. If necessary, the supply pressure chamber 15 can of course also be reversed so that the wells 4 are in turn subjected to vacuum.
- the interior of the transfer drum 1 forms a vacuum chamber 9, with which the cups 4 are connected via feedthroughs 10. This ensures that the tablets remain with rotating transfer drum 1 in the wells 4 and not fall out. Only in the filling station 3, the connection of the cup 4 located there is interrupted with the vacuum chamber 9. Instead, that cup 4, which is located exactly in the filling station 3, communicates with a pressure chamber 11, which ensures that the tablet located in the cup 4 is guided into the opposite recess 5 of the blister film 6 by means of a compressed-air blast guided through the bushing 10 is reliably handed over.
- an observation surface 12 is provided on the transport path of the transfer drum 1, which is indicated here by means of broken lines.
- a CCD camera (not shown) with corresponding evaluation electronics detects whether all of the bowls 4 of the transfer drum 1 are filled correctly, ie completely and without damage, and thus assume this can be that the corresponding blister sheet 6 is also filled correctly by transfer of the tablets in the filling station 3.
- the pressure chamber 11 is reversed at the filling station 3 so that it is the vacuum chamber and thus until the reactivation of the Pressure chamber 11 all tablets also remain at the filling station 3 in the wells 4 of the transfer drum and be returned with their rotational movement back into the reservoir 2.
- the cup 4 which is empty during the first pass, of the transfer drum 1 is then also fitted, so that the filling process can be continued.
- the deactivation of the pressure chamber 11 takes place here in such a way that the first cup 4 of a new section of the blister film 6, which corresponds to a sales packaging unit, remains on the transfer drum 1 and only the first cup 4 of a subsequent further new section of the blister film 6 in the filling station 3 compressed air is applied again.
- the tablets, which would have had to be disposed of with this section of the blister film 6, are advantageously returned immediately to the storage container 2 and again passed by it and are therefore not lost.
- a printing unit for printing the surfaces of the lying in the wells 4 pharmaceutical products is indicated with a pressure roller 17, a printing unit for printing the surfaces of the lying in the wells 4 pharmaceutical products.
- the printing device arranged at this point may also be an ink-jet system, a thermal transfer system or a laser printing system or the like.
- the imprint being made on the side of the pharmaceutical products which points downwards in the filling station 3 and which therefore lies in the blister film 6 on its transparent side. This means that the pressure applied by the pressure roller 17 imprinted in the finished Blister film 6 can be seen from the outside, without having to open the blister sheet 6.
- the cups 4 of the transfer drum 1 Shortly before reaching the storage container 2, the cups 4 of the transfer drum 1 pass an ejection pressure chamber 14, which can be activated as required.
- an ejection pressure chamber 14 which can be activated as required.
- damaged pharmaceutical products or product sections for which the pressure chamber 11 has been reversed, can be ejected and thus discharged from the circulation. Because such damaged products or cuts would pass through the reservoir 2 and repeatedly cause the same incident during further transport.
- the also shown schematically quick release device 13 allows the transfer drum 1 can be easily removed or placed in the manner of a bayonet lock.
- the transfer drum 1 can thus easily be exchanged for adaptation to other tablet forms or other blister foils or removed for cleaning purposes.
- the vacuum chamber 9, the pressure chamber 11, the discharge pressure chamber 14 and the supply pressure chamber 15 are supplied with compressed air or vacuum by a pneumatic device arranged outside the transfer drum 1.
- a pneumatic device arranged outside the transfer drum 1.
- run pneumatic lines (not shown) through the quick release device 13, where they are conveniently separated by means of connectors. This ensures that the mechanism located in the interior of the transfer drum 1 for a product change or for cleaning can be easily and quickly removed and replaced with another.
- the transfer drum 1 shown here with the storage container 2 and the observation surface 12 can also be used as a pure inspection system, ie without the transport table 7, without blister film 6 and thus without filling station 3. In combination with a second, downstream identical unit products can then be both sides and to be inspected at the front.
- FIGS. 2a to 2b different forms of the wells 4 are shown, wherein FIG. 2a the recess 5 of a blister sheet 6 for comparison shows.
- a tablet 18 is completely received by the recess 5 so that the blister film 6 can then be covered with a (not shown) cover sheet and thus sealed.
- the tablet 18 must be inserted very accurately in the recess 5.
- a simple brushing of disorganized lying on the blister sheet 6 tablets 18 is hardly possible in an efficient manner.
- FIG. 2b shows a cup 4 in the transfer drum 1 according to the invention with the vacuum passage 10 and an inserted tablet 18.
- the cup 4 is funnel-shaped at its upper edge, and that the tablet 18 projects beyond the surface of the transfer drum 1, ie does not completely dive into the cup 4.
- the entire bowl 4 is funnel-shaped, which allows a much easier application of random lying on the transfer drum 1 in the reservoir 2 tablets 18 in the wells 4.
- Figure 2d finally shows a special shaping of the cup 4 in the manner of a paddle wheel.
- the tablet 18 On one side of the cup 4, the tablet 18 is held by a cup shape, which corresponds to the outer contour of the tablet 18 substantially, while on the other side a very flat slope 16 is provided to allow easy insertion of the tablet 18 in the bowl 4 to enable.
- the present invention thus provides a filling device for pharmaceutical products, which handles the products very gently, which ensures a continuous filling process without product jamming, which can also process unusual and difficult-to-handle product shapes and is insensitive to thickness tolerances of the products.
- the degree of filling the filled sales packaging is extremely high; Aluminum blister packs can also be easily filled, even if their indentations are very different from the product shape.
- standardized and thus sometimes too large depressions of blister packs can be reliably filled with the filling device according to the invention.
- partially filled packaging hardly ever occur, since a product recovery is integrated according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Specific Conveyance Elements (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202004012512U DE202004012512U1 (de) | 2004-08-11 | 2004-08-11 | Vorrichtung zum Befüllen von Verkaufsverpackungen mit pharmazeutischen Produkten in fester Form |
| PCT/EP2005/008457 WO2006018142A1 (de) | 2004-08-11 | 2005-08-04 | Vorrichtung zum befüllen von verkaufsverpackungen mit pharmazeutischen produkten in fester form |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1776275A1 EP1776275A1 (de) | 2007-04-25 |
| EP1776275B1 true EP1776275B1 (de) | 2009-03-18 |
Family
ID=33395468
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05764472A Expired - Lifetime EP1776275B1 (de) | 2004-08-11 | 2005-08-04 | Vorrichtung zum befüllen von verkaufsverpackungen mit pharmazeutischen produkten in fester form |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1776275B1 (enExample) |
| AT (1) | ATE425921T1 (enExample) |
| DE (2) | DE202004012512U1 (enExample) |
| ES (1) | ES2324421T3 (enExample) |
| WO (1) | WO2006018142A1 (enExample) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11273103B1 (en) | 2021-06-22 | 2022-03-15 | Vmi Holland B.V. | Method, computer program product and dispensing device for dispensing discrete medicaments |
| US11498761B1 (en) | 2021-06-22 | 2022-11-15 | Vmi Holland B.V. | Method for dispensing discrete medicaments, a test station for testing a feeder unit, and a method for determining a fill level of a feeder unit |
| US11673700B2 (en) | 2021-06-22 | 2023-06-13 | Vmi Holland B.V. | Device and methods for packaging medicaments with fault detection |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009021175A1 (en) * | 2007-08-09 | 2009-02-12 | Aylward Enterprises, Llc | Packaging apparatus for handling pills and associated method |
| US8424274B2 (en) | 2008-11-07 | 2013-04-23 | Aylward Enterprises, Llc | Packaging apparatus for handling pills and associated method |
| CN104163259B (zh) * | 2014-05-27 | 2016-05-18 | 深圳市升翔自动化设备有限公司 | 全自动编带机及其二分度机构 |
| US11220361B2 (en) | 2018-10-12 | 2022-01-11 | Aylward Enterprises, Llc | Packaging apparatus for handling pills and associated method |
| PE20242150A1 (es) * | 2021-04-20 | 2024-11-05 | Mealfood Europe S L | Procedimiento y maquina para rellenar un envase con larvas de insectos |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2222571A1 (de) * | 1972-05-09 | 1973-11-29 | Thomae Gmbh Dr K | Walzenabfuellmaschine zum abfuellen von tabletten |
| IT1200201B (it) | 1986-09-19 | 1989-01-05 | Ima Spa | Alimentatore a contenitore cilindrico vibratore eccentrico per l'alimentazione di prodotti da confezionare particolarmente per macchine confezionatrici di confezioni blisters |
| US5191741A (en) * | 1991-07-25 | 1993-03-09 | Mcneil-Ppc, Inc. | Fluidized bed bottle filling system |
| IT1304471B1 (it) * | 1998-08-03 | 2001-03-19 | Ima Spa | Stazione per l'alimentazione di articoli ad un sottostante nastroalveolato. |
| DE10026331B4 (de) | 2000-05-26 | 2005-09-01 | Robert Bosch Gmbh | Vorrichtung zum Zuführen von Produkten |
| ITBO20020313A1 (it) * | 2002-05-21 | 2003-11-21 | Ima Spa | Unita per il riempimento di contenitori con prodotti , in particolarearticoli farmaceutici |
-
2004
- 2004-08-11 DE DE202004012512U patent/DE202004012512U1/de not_active Expired - Lifetime
-
2005
- 2005-08-04 DE DE502005006887T patent/DE502005006887D1/de not_active Expired - Lifetime
- 2005-08-04 EP EP05764472A patent/EP1776275B1/de not_active Expired - Lifetime
- 2005-08-04 WO PCT/EP2005/008457 patent/WO2006018142A1/de not_active Ceased
- 2005-08-04 AT AT05764472T patent/ATE425921T1/de not_active IP Right Cessation
- 2005-08-04 ES ES05764472T patent/ES2324421T3/es not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11273103B1 (en) | 2021-06-22 | 2022-03-15 | Vmi Holland B.V. | Method, computer program product and dispensing device for dispensing discrete medicaments |
| US11498761B1 (en) | 2021-06-22 | 2022-11-15 | Vmi Holland B.V. | Method for dispensing discrete medicaments, a test station for testing a feeder unit, and a method for determining a fill level of a feeder unit |
| US11673700B2 (en) | 2021-06-22 | 2023-06-13 | Vmi Holland B.V. | Device and methods for packaging medicaments with fault detection |
| US11925604B2 (en) | 2021-06-22 | 2024-03-12 | Vmi Holland B.V. | Method, computer program product and dispensing device for dispensing discrete medicaments |
| US11931317B2 (en) | 2021-06-22 | 2024-03-19 | Vmi Holland B.V. | Method, computer program product and dispensing device for dispensing discrete medicaments |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502005006887D1 (enExample) | 2009-04-30 |
| DE202004012512U1 (de) | 2004-10-21 |
| EP1776275A1 (de) | 2007-04-25 |
| ES2324421T3 (es) | 2009-08-06 |
| ATE425921T1 (de) | 2009-04-15 |
| WO2006018142A1 (de) | 2006-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69413425T2 (de) | Gerät und Verfahren zur Beschichtung eines Produktes | |
| DE4404902C2 (de) | Verfahren und Einrichtung zur Handhabung von Zigarettenschragen aufnehmenden Containern | |
| DE68903005T2 (de) | Herstellen und fuellen von flexiblen kunststoffverpackungen, verpacken, zusammensetzen und verpacken von artikeln sowie ueberfuehren von produktgruppen. | |
| DE10127896B4 (de) | Übergabevorrichtung und -verfahren für Folienbeutel | |
| EP3909872B1 (de) | Verfahren zum übergeben von produkten | |
| EP3266718B1 (de) | Verpackungsmaschine mit einer zwischenablageeinrichtung für verpackte pharmazeutische erzeugnisse | |
| DE2358824A1 (de) | Verfahren und vorrichtung zum auftragen von kennzeichen | |
| EP2493762B1 (de) | Verfahren und vorrichtung zum handhaben von zuschnitten aus verpackungsmaterial für zigarettenpackungen | |
| DE69701563T2 (de) | Verfahren und vorrichtung zum übernehmen und stapeln von gegenständen in mehreren reihen und zum fördern der so erhältlichen stapel von gegenständen zu einer verpackungslinie | |
| DE2201103A1 (de) | Vorrichtung zum Befoerdern aufeinanderfolgender Arzneikapseln u.dgl. zu einer Behandlungs- bzw. Pruefstelle in einer vorbestimmten Stellung und Orientierung | |
| EP1776275B1 (de) | Vorrichtung zum befüllen von verkaufsverpackungen mit pharmazeutischen produkten in fester form | |
| EP3081500B1 (de) | Vorrichtung zum herstellen von schlauchblistern | |
| WO2016128089A1 (de) | Verfahren zum umstellen einer behälterbehandlungsanlage | |
| DE102020206748A1 (de) | Vorrichtung zum befüllen und verpacken von kapseln in flaschen | |
| EP3310664A1 (de) | Anlage und verfahren zum abfüllen von behältern | |
| EP1732810B1 (de) | Verfahren zur handhabung eines blisters in einer blister-verpackungsmaschine und vorrichtung zur durchführung des verfahrens | |
| DE69900225T2 (de) | Verfahren zum Verpacken von Gegenständen in Behälter | |
| DE10026331B4 (de) | Vorrichtung zum Zuführen von Produkten | |
| WO2013159238A1 (de) | Verfahren und vorrichtung zum erstellen eines produktstroms von produkteinheiten in einer vorgegebenen sequenz | |
| EP1373073A1 (de) | Verfahren und vorrichtung zur kontinuierlichen abfüllung eines produktes in packungen | |
| DE60310632T2 (de) | Vorrichtung zum Einlegen mit Druck-auf-Anfrage | |
| DE102017122195A1 (de) | Verfahren zum stapelförmigen Verpacken von kleinstückigen Produkten | |
| DE102016002244B4 (de) | Bearbeitungsvorrichtung, Anlage und Bearbeitungsverfahren für Behälter unterschiedlicher Typen | |
| DE10341451A1 (de) | Verfahren und Vorrichtung zum Handhaben von Blisterstreifen | |
| EP1871672B1 (de) | Verfahren und system zur behandlung flexibler beutel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061222 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20080128 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005006887 Country of ref document: DE Date of ref document: 20090430 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: R. A. EGLI & CO. PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2324421 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090618 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090826 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090718 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090618 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| 26N | No opposition filed |
Effective date: 20091221 |
|
| BERE | Be: lapsed |
Owner name: KONSTANDIN ENGINEERING G.M.B.H. Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120824 Year of fee payment: 8 Ref country code: FR Payment date: 20120831 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130902 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130805 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220831 Year of fee payment: 18 Ref country code: GB Payment date: 20220824 Year of fee payment: 18 Ref country code: DE Payment date: 20220810 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220824 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005006887 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240301 |