EP1693199B2 - Verfahren zum Druchführen einer Druckkorrektur und Vorrichtung hierfür - Google Patents
Verfahren zum Druchführen einer Druckkorrektur und Vorrichtung hierfür Download PDFInfo
- Publication number
- EP1693199B2 EP1693199B2 EP05028390A EP05028390A EP1693199B2 EP 1693199 B2 EP1693199 B2 EP 1693199B2 EP 05028390 A EP05028390 A EP 05028390A EP 05028390 A EP05028390 A EP 05028390A EP 1693199 B2 EP1693199 B2 EP 1693199B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- correction
- marks
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0081—Devices for scanning register marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/10—Forme cylinders
- B41F13/12—Registering devices
Definitions
- the invention relates to a method for performing a pressure correction according to patent claims 1 and a device for pressure correction according to patent claim 13.
- the clamping length is the same for all clichés, so that, due to the different cliché heights, different rolling lengths for the individual clichés can result.
- variable printing lengths or sizes of the printing substrates in the course of a printing process it is also disadvantageous to obtain variable printing lengths for the individual processing tools.
- One result of these are perfectly fitting printing processes for the individual processing tools and thus unclear appearance of the overall prints.
- variable tool lengths are corrected manually.
- the effective printing lengths of the individual processing tools on the printed sheets are measured individually. From these print lengths for the individual processing tools correction values are determined, which are manually entered into a printing device. This results disadvantageously in a complicated and cumbersome handling that prolongs the machining process in an undesirable manner by its time complexity. For a plurality of printing cylinders whose printing lengths are manually corrected, a disadvantageously high additional processing effort can arise in this way.
- the inventive method is provided for performing a pressure correction, wherein a product is printed during a processing operation of multiple processing facilities.
- an automated performing a pressure correction is supported, wherein the correction comprises a correction of a print length.
- the pressure correction principles known in the art can be improvedly applied.
- set-up times for printing tools can be minimized.
- An efficiency of a printing operation may thus be favorably increased.
- a preferred embodiment of the method according to the invention provides that, in addition to the correction of the printing length, a correction of a printing position is also carried out.
- print marks on the printed product can be regulated in terms of location, which supports improved alignment of individual prints and thus further improves the quality of a printing process.
- the inventive method provides that at least one first print mark is arranged in a front region in the transport direction of the printed product and at least one second print mark in a rear region in the transport direction of the printed product.
- machining devices adjust their pressures in terms of their position to the pressure of the first machining device. It is achieved in this way so a position correction of the pressure, with the help of long-term drifts can be permanently eliminated from the printing process. Stability of the printing process is thus advantageously increased.
- FIG. 1 shows a diagram of a basic representation of a pressure correction according to the invention.
- a machine angle for example, a working angle of a counter-pressure cylinder
- An angle of a printing cylinder of the printing device is plotted on the y-axis.
- a region 9 on the x-axis defines a printing area and an area 10 on the x-axis defines a non-printing zone of the printing device, ie a region of the printing device in which no printing of the printed product is performed.
- a substantially linear course 1a represents an uncorrected course of the machine angle over the angle of the printing cylinder.
- the two angles are synchronous with each other, thereby achieving identical speeds of a printed product and a printing cylinder with a clamped printing plate.
- This can be seen in the diagram from the fact that the impression cylinder has performed a full revolution (360 °) at the same time as the impression cylinder.
- a course 1b represents a pressure length-corrected course of the machine angle over the angle of the printing cylinder.
- the course 1b is steeper than the course 1a, the printing cylinder thus reaches a full revolution earlier than the impression cylinder.
- the impression cylinder has performed approximately one complete revolution (from 0 ° to 360 °) at a time when the impression cylinder has only rotated from 0 ° to 300 °. This means that the impression cylinder rotates at a higher angular velocity than the axis of the printing device that drives the impression cylinder due to the flexo flexographic printing plate.
- the printing cylinder with the printing plate is positionally corrected so that it again assumes a defined common position together with the impression cylinder at the beginning of a next printing area at 360 ° or 0 °.
- the pressure cylinder in the pressure-free zone performs a braking movement (negative slope of the S-curve). This has the consequence that the speed profile of the correction movement of the printing cylinder in the short term goes into the negative range, pressure cylinder and impression cylinder thus briefly have opposite angular velocities.
- the speed profile remains completely in the positive range, which means that the angular velocity of the printing cylinder has the same sign as the angular velocity of the impression cylinder.
- the correction of an error of a printing length illustrated in the prior art is known as an APM function (anti-printenlargement mode) and can advantageously be carried out automatically by the method according to the invention.
- the individual pressure length corrected gradients 1b for the individual Printing cylinders with the printing plates are stored as correction parameters in the printing device and are automatically converted in the pressure-free zone (region 10) into correction movements for the individual printing cylinders of the processing devices.
- FIG. 2 shows two individual printed products 5, on each of which a single print mark 11 is arranged at a defined distance 12 to a sheet edge of the printed product 5.
- Conventional register controllers use these individual print marks as reference marks to align subsequent print stations to the reference marks.
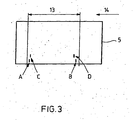
- FIG. 3 shows a printing area 13 of a printed product 5.
- a first print mark A from a first processing device and a second print mark B from the first processing device have been applied.
- a first print mark C has been applied by a second processing device and a second print mark D has been applied by the second processing device.
- printed images of the processing stations can also have been applied.
- these prints are in the FIG. 3 not shown. It can be seen that the first print marks A, C of the two processing devices have different distances in relation to a front edge of the printed product 5 in the material flow direction 14. Furthermore, the FIG.
- the second print marks B, D have different distances in relation to a rear edge of the printed product 5 in the material flow direction 14.
- the two printing marks A, B of the first processing device have smaller distances to the edges of the printed product 5, as the two print marks C, D of the second processing device. It follows that the printing length of the first processing device is greater than the printing length of the second processing device.
- the two first marks A, C of the first and the second processing device are arranged in the region of a front edge of the printing area 13 and the two second marks B, D of the two processing devices are arranged in a rear region of the printing area 13.
- FIG. 3 shows a state of the printed product 5 before performing the pressure correction according to the invention.
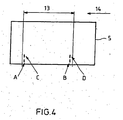
- FIG. 4 shows the printed product 5 after a correction of the printing length according to the invention has been carried out. It can be seen that the first print marks A, C of the first and second processing devices have substantially identical spacings in relation to the second print marks B, D of the two processing devices. This means that the printing lengths of the two processing devices are corrected according to the invention or that the printing length of the second processing device has been adapted to the printing length of the first processing device.
- different pressure lengths of the two processing devices are thus substantially compensated.
- the method according to the invention automatically advantageously performs the pressure correction in such a way that a relative movement between the impression cylinder and the impression cylinder due to different tool lengths is carried out in the print area (area 9). As a result, the different printing lengths of the individual printing cylinders can be compensated.
- FIG. 4 Furthermore, it can be seen that by means of a preferred embodiment of the invention, a correction of the printing position can be carried out.
- the method according to the invention is therefore characterized in that the correction is carried out automatically.
- the pressure correction according to the invention can work much more efficiently than the conventional methods.
- the positions of the corrected print marks C, D off FIG. 4 are merely exemplary to be seen, so that any predetermined positions of the first and second print marks C, D of the second processing device are conceivable.
- a fixed, predeterminable position of the print marks of the first and the second processing device relative to one another is the result of the method according to the invention. From the FIG. 4 a control strategy is recognizable, which is configured such that applied by the first processing means print marks A, B are used to control printing steps of subsequent processing facilities.
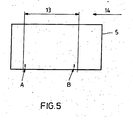
- FIG. 5 shows within the printing area 13 of a printed product 5 two print marks A, B which have been applied by the first processing device.
- the two print marks A, B have already been printed before a processing operation in the first processing device.
- the printed product 5 is a pre-printed with two reference print marks printing material.
- the further control strategy is characterized in that the stations following the first processing device detect the position of the two print marks A, B of the first processing device and adjust their printing steps with respect to the print marks A, B.
- this embodiment of the invention is an actuating mechanism that uses reference printing marks A, B to align the subsequent processing devices thereto.
- An embodiment of the method according to the invention thus allows, as described above, an overall correction of a pressure in two sub-steps.
- a first sub-step while the position of the second print marks B, D is controlled to each other (printing length correction)
- a second sub-step the position of the first print marks A, C to each other regulated (printing position correction).
- the described sub-steps can also be performed in reverse order to each other.
- FIG. 6 illustrates the just described operation of a correction in a single step.
- the first print mark A of the first processing device is not applied at 0 °, but, as in FIG. 6 shown at 120 °, generates a different slope of the pressure length corrected course 1b of the angle of the impression cylinder over the angle of the printing cylinder, a change in position of the first print mark A.
- this positional shift is shown as a result of a printing length change by the position shift 1d. From the FIG. 6 It can be seen that the position shift 1d is greater according to a set of radiation-type principles, the farther away the first print mark A is applied from the position 0 °.
- FIG. 7 shows a device 1 for pressure correction with which the inventive method can be performed.
- the device 1 comprises a plurality of processing devices 4a, 4b, 4c in which a printed product 5 is printed by a respective printing cylinder 6. With the help of transport devices 3, the printed product 5 is transported from one processing device 4a, 4b, 4c to the next processing device 4a, 4b, 4c.
- a device 2 is used for detecting and evaluating the positions of the print marks on the printed products 5.
- the device 2 may comprise, for example, a light barrier, a camera and a computing unit, which are used to supply detected correction data to the processing devices 4a, 4b, 4c.
- Controller outputs 7 of the processing devices 4a, 4b, 4c detect a result of the pressure correction according to the invention, ie they determine whether the result of the pressure correction are print length reductions or print length extensions.
- both the processing devices 4a, 4b, 4c and the transport device 3 can be used.
- the transport of the printed product 5 by means of the transport device 3 takes place at a substantially constant speed, the printing cylinders 6 of the processing devices 4a, 4b, 4c performing a relative movement to the printed product 5.
- the transport of the Drukkermaschinenisses 5 by means of the transport device 3 is carried out at a non-constant speed. This has the consequence that the transport process of the printed product 5 is corrected, which can be carried out for example by a correction of a speed control for the transport device 3.
- the printed product 5 is fed by means of the transport device 3 to the first processing device 4a.
- the first print mark A of the first processing device 4a and the second print mark B of the first processing device 4a are applied.
- the printed product 5 is supplied by means of the transport device 3 to the second processing device 4b.
- the first print mark C of the second processing device 4b and the second print mark D of the second processing device 4b is applied to the printed product 5.
- the printed product 5 is supplied with the applied print marks A, B, C, D by means of the transport device 3 to the third processing device 4c.
- the means 2 for detecting positions of print marks of the third processing means 4c detects the positions of the print marks A, B, C, D on the printed product 5 and evaluates the positions of the print marks A, B, C, D. If the device 2 determines that the distance of the print marks A to B deviates from the distance of the print marks C to D, this means that the effective print lengths of the first processing device 4a and the second processing device 4b are different.
- the second processing device 4b is then activated via a controller output 7 of the third processing device 4c.
- the impression cylinder 6 is moved by the transport means 3 or the processing means 4b in relation to the print product 5 such that the second processing means 4b is substantially identical to the first processing means 4a Print length generated on the printed product 5.
- a parameter value for the correction movement of the second processing device 4b can be stored in the second processing device 4b, so that the print correction according to the invention is carried out automatically for all other printed products 5 during their processing by the second processing device 4b.
- the second processing device 4b can be controlled via the controller output 7 of the third processing device 4c such that the positions of the first print mark C are also adapted to the position of the first print mark A of the first processing device 4a.
- a pressure position correction is advantageously carried out in addition to the printing length correction.
- the described correction method is not limited to a correction of the print marks C, D of only the second processing device 4b, but may extend to a plurality of different processing devices 4a, 4b, 4c. For the sake of simplicity, however, only the correction of print marks C, D of the second processing device 4b has been described above.
- the controller outputs 7 of the processing devices 4a, 4b, 4c are checked for possible reductions in print length. If one or more printing units are present due to the printing correction according to the invention with resulting printing length reduction, the reference pressure is changed such that no printing unit due to the control / position performs a print length reduction or only a maximum predetermined print length reduction. This can be achieved, for example, by correcting the printing unit of the reference color by a suitable amount (printing length extension of the reference print).
- the numbers indicate changes in the printing lengths of the individual processing devices 4a, 4b, 4c in millimeters, the first of the five numerical values representing a printing length change for the reference pressure.
- a positive sign means a print length extension and a negative sign a print length shortening of a following processing device 4a, 4b, 4c. Therefore, before applying the improved algorithm, a maximum print length change includes a 3mm print length reduction (previously: from 0mm to -3mm). After applying the improved algorithm, the print length change no longer includes any print length shortening. (After: from + 3mm to +4mm).
- a modification of the algorithm can result in the reference pressure being changed in such a way that at least an absolute reduction in the maximum reduction of the printing length in the machine results.
- the reference pressure is printed such that reductions in printing no longer occur for subsequent prints of subsequent processing devices 4a, 4b, 4c.
- An improvement of the printed image is thereby supported in an advantageous manner.
- the method according to the invention can advantageously be carried out with different types of processing devices 4a, 4b, 4c.
- a processing device 4a, 4b, 4c a slotter, a punch or a cross cutter can be used.
- the term "slotter" refers to processing devices 4a, 4b, 4c which insert longitudinal slots into the printed product 5.
- Punching means processing means 4a, 4b, 4c which perform all other slitting and cutting operations on the printed products 5, such as transverse slits, corrugations or breakouts.
- Cross-cutters are to be understood as processing devices 4a, 4b, 4c which intersect in the transverse direction.
- the present invention has thus been described in the foregoing description in the context of printing units as a processing device 4a, 4b, 4c, it goes without saying that the invention can be carried out as a method for a processing correction with slotter, punching and cross-cutters. This can efficiently increase the overall accuracy and overall reproducibility of a total printing process in an efficient manner.
Description
- Die Erfindung betrifft ein Verfahren zum Durchführen einer Druckkorrektur gemäß den Patentansprüchen 1 sowie eine Vorrichtung zur Druckkorrektur gemäß Patentanspruch 13.
- Im Druckereiwesen werden heutzutage verbreitet flexible Druckwerkzeuge eingesetzt. Diese werden auf Druckzylinder gespannt, wobei es durch die Aufspannung der Druckwerkzeuge auf die Druckzylinder zu einer Dehnung der Druckwerkzeuge kommen kann. Hierdurch ergibt sich eine variable Werkzeuglänge, die nachteilig in einer variablen Drucklänge resultiert. Dies ist beispielsweise der Fall bei Flexodruckklischees, die gummiartig flexibel und dehnbar ausgestaltet sind, so dass durch das Aufspannen der Flexodruckklischees auf die Druckzylinder unbekannte Drucklängen resultieren.
- Weiterhin ist unabhängig von einer Klischeehöhe die Aufspannlänge für alle Klischees gleich, so dass sich aufgrund der unterschiedlichen Klischeehöhen unterschiedliche Abrolllängen für die einzelnen Klischees ergeben können. Den selben Zustand hat man, wenn verwendete Bearbeitungswerkzeuge nicht ausreichend genau gefertigt bzw. Fertigungsschwankungen unterworfen sind. Eine Untersuchung dieses Effekts ist beispielsweise im Artikel "Drucklängenausgleich beim Wellpappendirektdruck" der Zeitschrift Flexoprint vom April 2001 beschrieben.
- Weiterhin kann es bei vereinzelten Bedruckstoffen durch einen Feuchtigkeitseintrag bzw. einen Trocknungsvorgang nach einem Bearbeitungsschritt zu einer Änderung der Größe des Bedruckstoffes zwischen einzelnen Bearbeitungsvorgängen kommen.
- Durch die geschilderten variablen Drucklängen bzw. Größen der Bedruckstoffe kann es im Ablauf eines Bedruckvorganges in nachteiliger Weise ebenfalls zu variablen Drucklängen für die einzelnen Bearbeitungswerkzeuge kommen. Ein Resultat daraus sind passungenaue Druckvorgänge für die einzelnen Bearbeitungswerkzeuge und somit unsaubere Erscheinungsbilder der Gesamtdrucke.
- Es ist schon bekannt, dass die beschriebenen variablen Werkzeuglängen manuell korrigiert werden. Zu diesem Zweck werden die effektiven Drucklängen der einzelnen Bearbeitungswerkzeuge auf den bedruckten Bögen einzeln vermessen. Aus diesen Drucklängen für die einzelnen Bearbeitungswerkzeuge werden Korrekturwerte ermittelt, die manuell in eine Druckvorrichtung eingegeben werden. Dies resultiert nachteiliger Weise in einem komplizierten und umständlichen Handling, das durch seine Zeitaufwendigkeit den Bearbeitungsvorgang in unerwünschter Weise verlängert. Für mehrere Druckzylinder, deren Drucklängen manuell korrigiert werden, kann auf diese Weise ein nachteilig hoher zusätzlicher Bearbeitungsaufwand entstehen.
- Im Stand der Technik ist es weiterhin schon bekannt, mittels einer sogenannten Registerreglerfunktion sogenannte Registermarken von verschiedenen Druckwerkzeugen dazu zu benutzen, um verschiedenen Teildrucke lagemäßig auszurichten. Aus der
DE 102 41 609 ,DE 42 18 761 A1 ,US 5,327,826 oderDE 42 18 760 A1 sind jeweils beispielsweise ein Verfahren und eine Einrichtung zum Bestimmen und Korrigieren eines Registerfehlers bekannt. - Es ist die Aufgabe der vorliegenden Erfindung, ein Verfahren und eine Vorrichtung zu einer verbesserten Druckkorrektur bereit zu stellen.
- Die Erfindung wird gelöst mit einem Verfahren gemäß Anspruch 1 sowie mit einer Vorrichtung gemäß Anspruch 12. Bevorzugte Weiterbildungen der Erfindung sind in abhängigen Ansprüchen angegeben.
- Das erfindungsgemäße Verfahren ist zum Durchführen einer Druckkorrektur vorgesehen, wobei ein Erzeugnis während eines Bearbeitungsvorganges von mehreren Bearbeitungseinrichtungen bedruckt wird.
- Vorteilhafterweise ist dadurch ein automatisiertes Durchführen einer Druckkorrektur unterstützt, wobei die Korrektur eine Korrektur einer Drucklänge umfasst. Somit können die im Stand der Technik bekannten Druckkorrekturprinzipien verbessert angewendet werden. Vorteilhafterweise sind dadurch beispielsweise Einrichtzeiten für Druckwerkzeuge minimierbar. Eine Effizienz eines Druckvorgangs kann somit günstigerweise gesteigert sein.
- Eine bevorzugte Ausführungsform des erfindungsgemäßen Verfahrens sieht vor, dass zusätzlich zur Korrektur der Drucklänge noch eine Korrektur einer Drucklage durchgeführt wird. Dadurch können Druckmarken auf dem Druckerzeugnis lagemäßig geregelt werden, was eine verbesserte Ausrichtung von Einzeldrucken unterstützt und somit eine Qualität eines Druckvorganges noch weiter verbessert.
- Das erfindungsgemäße Verfahren sieht vor, dass wenigstens eine erste Druckmarke in einem in Transportrichtung des Druckerzeugnisses vorderen Bereich und wenigstens eine zweite Druckmarke in einem in Transportrichtung des Druckerzeugnisses hinteren Bereich angeordnet ist.
- Dadurch wird vorteilhafterweise ein maximaler Bereich des Druckerzeugnisses zur Ausmessung der effektiven Drucklänge und zur nachfolgenden Korrektur der ungleichen Werkzeuglängen unterschiedlicher Bearbeitungseinrichtungen ausgenützt.
- Eine weitere bevorzugte Ausführungsform des erfindungsgemäßen Verfahrens sieht vor, dass während des Bearbeitungsvorganges nur eine erste von mehreren Bearbeitungseinrichtungen die beiden Druckmarken aufbringt. Dadurch kann erreicht werden, dass im Bearbeitungsvorgang Bearbeitungseinrichtungen ihre Drucke lagemäßig an den Druck der ersten Bearbeitungseinrichtung anpassen. Es wird auf diese Art und Weise also eine Lagekorrektur des Druckes erreicht, mit deren Hilfe Langzeitdriften aus dem Druckprozess dauerhaft eliminiert werden können. Eine Stabilität des Druckvorgangs ist somit vorteilhaft erhöht.
- Die Erfindung wird im Folgenden anhand von Figuren detailliert beschrieben. Dabei zeigt:
-
Figur 1 eine prinzipielle Darstellung einer erfindungsgemäßen Druckkorrektur; -
Figur 2 zwei vereinzelte Druckerzeugnisse mit jeweils einer Druckmarke; -
Figur 3 einen Druckbereich eines Druckerzeugnisses in dem eine erste und eine zweite Bearbeitungseinrichtung jeweils zwei Druckmarken aufgebracht haben, wobei das Aufbringen ohne das erfindungsgemäße Verfahren durchgeführt worden ist; -
Figur 4 ein Druckerzeugnis an dem die erfindungsgemäße Druckkorrektur durchgeführt worden ist; -
Figur 5 einen Druckbereich eines Druckerzeugnisses in dem lediglich die erste Bearbeitungseinrichtung zwei Druckmarken aufgebracht hat; -
Figur 6 eine prinzipielle Darstellung einer Verschiebung von Druckmarken infolge einer Drucklängenkorrektur; und -
Figur 7 eine schematische Darstellung einer Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens. -
Figur 1 zeigt anhand eines Diagramms eine prinzipielle Darstellung einer erfindungsgemäßen Druckkorrektur. In dem Diagramm ist auf der x-Achse ein Maschinenwinkel (beispielsweise ein Arbeitswinkel eines Gegendruckzylinders) einer Druckvorrichtung aufgetragen. Auf der y-Achse ist ein Winkel eines Druckzylinders der Druckvorrichtung aufgetragen. Ein Bereich 9 auf der x-Achse definiert einen Druckbereich und ein Bereich 10 auf der x-Achse eine druckfreie Zone der Druckvorrichtung, d.h. einen Bereich der Druckvorrichtung, in dem kein Bedrucken des Druckerzeugnisses durchgeführt wird. Ein im wesentlichen linearer Verlauf 1a stellt einen unkorrigierten Verlauf des Maschinenwinkels über dem Winkel des Druckzylinders dar. In diesem Bereich verlaufen die beiden Winkel synchron zueinander, so dass dadurch identische Geschwindigkeiten eines Druckerzeugnisses und eines Druckzylinders mit einem aufgespannten Druckklischee erreicht werden. Dies ist im Diagramm daran ersichtlich, dass der Gegendruckzylinder zugleich mit dem Druckzylinder eine volle Umdrehung (360°) durchgeführt hat. - Ein Verlauf 1b stellt einen drucklängenkorrigierten Verlauf des Maschinenwinkels über dem Winkel des Druckzylinders dar. Der Verlauf 1b ist steiler ausgestaltet als der Verlauf 1a, der Druckzylinder erreicht eine volle Umdrehung also bereits früher als der Gegendruckzylinder. In der
Figur 1 ist dargestellt, dass der Druckzylinder in etwa eine volle Umdrehung (von 0° auf 360°) zu einem Zeitpunkt durchgeführt hat, zu dem der Gegendruckzylinder erst von 0° auf 300° gedreht hat. Das bedeutet, dass sich der Druckzylinder durch das aufgespannte Flexodruckklischee mit einer höheren Winkelgeschwindigkeit dreht als eine Achse der Druckvorrichtung, die den Gegendruckzylinder antreibt. Als Folge dieser unterschiedlichen Winkelgeschwindigkeiten bildet sich eine Relativbewegung zwischen dem Druckzylinder mit dem aufgespannten Flexodruckklischee und dem Druckerzeugnis aus. Dadurch entsteht zwar eine erhöhte Abnutzung des Klischees durch Reibung, andererseits wird aber der Druckbereich (Bereich 9) des Druckerzeugnisses durch die Drucklänge des Flexodruckklischees vorteilhafterweise voll ausgefüllt. - Im Bereich 10 der
Figur 1 ist anhand eines Verlaufes 1c ein Geschwindigkeitsverlauf einer Korrekturbewegung des Druckzylinders dargestellt. In diesem Bereich wird der Druckzylinder mit dem Druckklischee derart lagekorrigiert, dass er zu Beginn eines nächsten Druckbereiches bei 360° bzw. 0° gemeinsam mit dem Gegendruckzylinder wieder eine definierte gemeinsame Stellung einnimmt. In derFigur 1 ist dargestellt, dass der Druckzylinder in der druckfreien Zone eine Bremsbewegung ausführt (negative Steigung der S-Kurve). Dies hat zur Folge, dass der Geschwindigkeitsverlauf der Korrekturbewegung des Druckzylinders kurzfristig in den negativen Bereich geht, Druckzylinder und Gegendruckzylinder also kurzzeitig entgegengesetzte Winkelgeschwindigkeiten aufweisen. Üblicherweise bleibt der Geschwindigkeitsverlauf allerdings komplett im positiven Bereich, was bedeutet, dass die Winkelgeschwindigkeit des Druckzylinders dasselbe Vorzeichen aufweist, wie die Winkelgeschwindigkeit des Gegendruckzylinders. - Die in der
Figur 1 prinzipiell dargestellte Korrektur eines Fehlers einer Drucklänge ist im Stand der Technik als APM-Funktion bekannt (Anti-Printenlargement-Mode) und kann durch das erfindungsgemäße Verfahren vorteilhafterweise automatisiert durchgeführt werden. - Dies bedeutet, dass eine Korrektur des Druckvorganges aufgrund unterschiedlicher Drucklängen, die herkömmlich eine relativ aufwendige und umständliche Prozedur darstellt und im Wesentlichen eine mühevolle und zeitaufwendige Handarbeit eines Druckarbeiters erfordert, mit Hilfe des erfindungsgemäßen Verfahrens komfortabel und zeitoptimiert durchgeführt wird. Die einzelnen drucklängenkorrigierten Verläufe 1b für die einzelnen Druckzylinder mit den Druckklischees sind als Korrekturparameter in der Druckvorrichtung abgelegt und werden in der druckfreien Zone (Bereich 10) automatisch in Korrekturbewegungen für die einzelnen Druckzylinder der Bearbeitungseinrichtungen umgesetzt.
-
Figur 2 zeigt zwei einzelne Druckerzeugnisse 5, auf denen jeweils eine einzelne Druckmarke 11 in einem definierten Abstand 12 zu einer Bogenkante des Druckerzeugnisses 5 angeordnet ist. Herkömmliche Registerregler verwenden diese einzelnen Druckmarken als Referenzmarkierungen, um nachfolgende Bedruckstationen an den Referenzmarkierungen auszurichten. -
Figur 3 zeigt einen Druckbereich 13 eines Druckerzeugnisses 5. In dem Druckbereich 13 sind eine erste Druckmarke A von einer ersten Bearbeitungseinrichtung und eine zweite Druckmarke B von der ersten Bearbeitungseinrichtung aufgebracht worden. Weiterhin sind in dem Druckbereich 13 eine erste Druckmarke C von einer zweiten Bearbeitungseinrichtung und eine zweite Druckmarke D von der zweiten Bearbeitungseinrichtung aufgebracht worden. Gemeinsam mit den Druckmarken A, B, C, D können auch Druckbilder der Bearbeitungsstationen aufgebracht worden sein. Zur besseren Übersichtlichkeit sind diese Drucke in derFigur 3 nicht dargestellt. Es ist erkennbar, dass die ersten Druckmarken A, C der beiden Bearbeitungseinrichtungen in Relation zu einer in Materialflussrichtung 14 vorderen Kante des Druckerzeugnisses 5 unterschiedliche Abstände aufweisen. Ferner ist derFigur 3 zu entnehmen, dass die zweiten Druckmarken B, D in Relation zu einer in Materialflussrichtung 14 hinteren Kante des Druckerzeugnisses 5 unterschiedliche Abstände aufweisen. Die beiden Druckmarken A, B der ersten Bearbeitungseinrichtung weisen geringere Abstände zu den Kanten des Druckerzeugnisses 5 auf, als die beiden Druckmarken C, D der zweiten Bearbeitungseinrichtung. Daraus folgt, dass die Drucklänge der ersten Bearbeitungseinrichtung größer ist als die Drucklänge der zweiten Bearbeitungseinrichtung. Es ist weiterhin erkennbar, dass in Materialflussrichtung 14 die beiden ersten Marken A, C der ersten und der zweiten Bearbeitungseinrichtung im Bereich einer Vorderkante des Druckbereiches 13 und die beiden zweiten Marken B, D der beiden Bearbeitungseinrichtungen in einem hinteren Bereich des Druckbereiches 13 angeordnet sind.Figur 3 zeigt einen Zustand des Druckerzeugnisses 5 vor einer Durchführung der erfindungsgemäßen Druckkorrektur. -
Figur 4 zeigt das Druckerzeugnis 5 nach einer durchgeführten erfindungsgemäßen Korrektur der Drucklänge. Es ist erkennbar, dass die ersten Druckmarken A, C der ersten und zweiten Bearbeitungseinrichtung in Relation zu den zweiten Druckmarken B, D der beiden Bearbeitungseinrichtungen im wesentlichen identische Abstände aufweisen. Dies bedeutet, dass die Drucklängen der beiden Bearbeitungseinrichtungen erfindungsgemäß korrigiert bzw. dass die Drucklänge der zweiten Bearbeitungseinrichtung an die Drucklänge der ersten Bearbeitungseinrichtung angeglichen wurde. - In vorteilhafter Weise sind somit unterschiedliche Drucklängen der beiden Bearbeitungseinrichtungen im Wesentlichen ausgeglichen. Das erfindungsgemäße Verfahren führt die Druckkorrektur automatisiert vorteilhaft derart durch, dass im Druckbereich (Bereich 9) eine Relativbewegung zwischen dem Druckzylinder und dem Gegendruckzylinder infolge unterschiedlicher Werkzeuglängen durchgeführt wird. Dadurch können die unterschiedlichen Drucklängen der einzelnen Druckzylinder ausgeglichen werden.
- In
Figur 4 ist weiterhin erkennbar, dass mittels einer bevorzugten Weiterbildung der Erfindung eine Korrektur der Drucklage vorgenommen werden kann. Dies bedeutet, dass die beiden ersten Druckmarken A, C in Relation zur vorderen Kante des Druckerzeugnisses 5 im wesentlichen identisch angeordnet sind. Genauer gesagt ist erkennbar, dass die beiden ersten Druckmarken A, C der beiden Bearbeitungseinrichtungen derart ausgerichtet sind, dass sie im Wesentlichen identische Abstände zur Vorderkante des Druckbereiches 13 des Druckerzeugnisses 5 aufweisen. Dies entspricht einer Lageregelung für die beiden ersten Druckmarken A, C mittels einer Druckvorrichtung in der druckfreien Zone (Bereich 10). - Im Vergleich mit herkömmlichen Druckkorrekturen zeichnet sich das erfindungsgemäße Verfahren also dadurch aus, dass die Korrektur automatisiert durchgeführt wird. Dies bedeutet, dass die zuvor beschriebenen manuellen Ermittlungen der effektiven Drucklängen und die nachfolgende manuelle Einrichtung der Druckvorrichtung vorteilhaft entfallen kann. Dadurch kann die erfindungsgemäße Druckkorrektur um einiges effizienter arbeiten als die herkömmlichen Verfahren. Die Lagen der korrigierten Druckmarken C, D aus
Figur 4 sind lediglich beispielhaft zu sehen, so dass auch beliebig vorgebbare Lagen der ersten und der zweiten Druckmarken C, D der zweiten Bearbeitungseinrichtung denkbar sind. Im Wesentlichen ist eine feste, vorgebbare Lage der Druckmarken der ersten und der zweiten Bearbeitungseinrichtung zueinander das Resultat des erfindungsgemäßen Verfahrens. Aus derFigur 4 ist eine Regelstrategie erkennbar, die derart ausgestaltet ist, dass von der ersten Bearbeitungseinrichtung aufgebrachte Druckmarken A, B verwendet werden, um Druckschritte nachfolgender Bearbeitungseinrichtungen zu regeln. - Anhand von
Figur 5 wird eine weitere Regelstrategie, die mittels einer Weiterbildung des erfindungsgemäßen Verfahrens umgesetzt werden kann, erläutert.Figur 5 zeigt innerhalb des Druckbereiches 13 eines Druckerzeugnisses 5 zwei Druckmarken A, B die von der ersten Bearbeitungseinrichtung aufgebracht worden sind. Allerdings ist auch denkbar, dass die beiden Druckmarken A, B bereits vor einem Bearbeitungsvorgang in der ersten Bearbeitungseinrichtung aufgedruckt worden sind. In diesem Falle handelt es sich bei dem Druckerzeugnis 5 um ein mit zwei Referenzdruckmarken bereits vorbedrucktes Bedruckmaterial. Die weitere Regelstrategie zeichnet sich dadurch aus, dass die der ersten Bearbeitungseinrichtung nachfolgenden Stationen die Lage der beiden Druckmarken A, B der ersten Bearbeitungseinrichtung erfassen und ihre Druckschritte in Bezug auf die Druckmarken A, B einstellen. Vorteilhafterweise kann damit erreicht werden, dass die der ersten Bearbeitungseinrichtung nachfolgenden Bearbeitungseinrichtungen stets in einem festen Winkel zur ersten Bearbeitungseinrichtung ausgerichtet sind. Es handelt sich bei dieser Ausführungsform der Erfindung also um einen Stellmechanismus, der Referenzdruckmarken A, B verwendet, um die nachfolgenden Bearbeitungseinrichtungen daran auszurichten. - Bei sich ändernden Verhältnissen der Druckmarken der ersten Bearbeitungseinrichtung A, B bzw. der vorab aufgedruckten Druckmarken ändern sich die Druckschritte der nachfolgenden Bearbeitungseinrichtungen mit. Dadurch ist in vorteilhafter Weise beispielsweise eine Langzeitdrift einer Relation zwischen den Bearbeitungseinrichtungen eliminierbar. Ein Druckprozess mit mehreren Bearbeitungseinrichtungen kann somit in nachhaltiger Weise stabil ausgestaltet werden. Ferner ergibt sich dadurch der Vorteil, dass lediglich Druckmarken für eine einzelne Druckfarbe lagemäßig erfasst werden müssen, was zusätzliche Druckmarken und Erfassungseinrichtungen samt deren impliziter Ungenauigkeiten entbehrlich macht. Als praktisches Anwendungsbeispiel der weiteren Regelungsvariante ist beispielsweise eine Rotationsstanze denkbar, die vorbedruckte Bögen mit zwei Registermarken stanzt.
- Bisher wurde eine Regelung von Drucklängen mehrerer Bearbeitungseinrichtungen beschrieben. Durchführbar ist mit Hilfe des erfindungsgemäßen Verfahrens aber auch eine absolute Messung der Lagen der Druckmarken bzw. des Abstandes der Druckmarken. Dadurch sind absolute Genauigkeiten für Druckvorgänge erreichbar. Die Messung kann beispielsweise mittels einer kalibrierten Kamera durchgeführt werden, die absolute Lagen der Druckmarken erfasst und auf diese Weise einen absoluten Abstand der ersten zur zweiten Druckmarke ermittelt. Mit dieser Ausführungsform des erfindungsgemäßen Verfahrens ist es beispielsweise denkbar, dass eine absolute Drucklänge der ersten Bearbeitungseinrichtung erfasst wird, auf die sich die nachfolgenden Bearbeitungseinrichtungen hinsichtlich der Drucklänge aufsynchronisieren.
- Eine Ausführungsform des erfindungsgemäßen Verfahrens erlaubt also wie zuvor beschrieben eine Gesamtkorrektur eines Druckes in zwei Teilschritten. In einem ersten Teilschritt wird dabei die Lage der zweiten Druckmarken B, D zueinander geregelt (Drucklängenkorrektur), in einem zweiten Teilschritt wird die Lage der ersten Druckmarken A, C zueinander geregelt (Drucklagenkorrektur). Die beschriebenen Teilschritte können auch in umgekehrter Reihenfolge zueinander ausgeführt werden.
- Unter Verwendung eines geeigneten Algorithmus ist es auch denkbar, dass die beschriebenen zwei Teilschritte zu einem einzigen Teilschritt vereinigt werden. Dadurch ist es möglich, die beschriebene Gesamtkorrektur in einem einzigen Schritt auszuführen, bei dem von Druckerzeugnis zu Druckerzeugnis sowohl die Drucklängenkorrektur als auch die Drucklagenkorrektur in einem einzigen Schritt ausgeführt wird. Gedanklich kann man sich das als zwei miteinander verbundene Teilschritte vorstellen, wobei durch den jeweils zweiten Teilschritt die Ergebnisse des ersten Teilschritts nicht mehr beeinflusst werden. Dabei wird durch die Drucklängenkorrektur des zweiten Teilschritts die Lage der ersten Druckmarken A, B zueinander nicht mehr verändert.
- Anhand von
Figur 6 ist die soeben beschriebene Funktionsweise einer Korrektur in einem einzigen Schritt dargestellt. Für den Fall, dass die erste Druckmarke A der ersten Bearbeitungseinrichtung nicht bei 0° aufgebracht wird, sondern, wie inFigur 6 dargestellt bei 120°, erzeugt eine unterschiedliche Steigung des drucklängenkorrigierten Verlaufes 1b des Winkels des Gegendruckzylinders über dem Winkel des Druckzylinders eine Lageänderung der ersten Druckmarke A. In derFigur 6 ist diese Positionsverschiebung in Folge einer Drucklängenänderung durch die Positionsverschiebung 1d dargestellt. Aus derFigur 6 ist erkennbar, dass nach einem strahlensatzartigen Prinzip die Positionsverschiebung 1d umso größer ist, je weiter entfernt die erste Druckmarke A von der Position 0° aufgebracht wird. Ein Algorithmus zur Durchführung einer Gesamtkorrektur in einem einzigen Teilschritt muss diese Gegebenheiten berücksichtigen. 1e bezeichnet die Lage der ersten Druckmarke auf dem Druckzylinder, 1f bezeichnet die Lage der zweiten Druckmarke auf dem Druckzylinder. Im übrigen wird zur Erläuterung der Bezugszeichen auf die Beschreibung zuFigur 1 verwiesen. - Anhand der
Figur 6 ist erkennbar, dass es geeigneter ist, zuerst die Drucklängenkorrektur durchzuführen und erst danach die Drucklagenkorrektur. Dies ergibt sich aus der Tatsache, dass nach einer durchgeführten Drucklängenkorrektur die Drucklänge bereits korrigiert ist und feststeht und mittels der nachfolgenden Drucklagenkorrektur nur noch lagemäßig verschoben werden muss. -
Figur 7 zeigt eine Vorrichtung 1 zur Druckkorrektur mit der das erfindungsgemäße Verfahren ausgeführt werden kann. Die Vorrichtung 1 umfasst mehrere Bearbeitungseinrichtungen 4a, 4b, 4c in denen ein Druckerzeugnis 5 von jeweils einem Druckzylinder 6 bedruckt wird. Mit Hilfe von Transporteinrichtungen 3 wird das Druckerzeugnis 5 von einer Bearbeitungseinrichtung 4a, 4b, 4c zur nächsten Bearbeitungseinrichtung 4a, 4b, 4c transportiert. Eine Einrichtung 2 dient zum Erfassen und Auswerten der Lagen der Druckmarken auf den Druckerzeugnissen 5. Die Einrichtung 2 kann beispielsweise eine Lichtschranke, eine Kamera und eine Recheneinheit aufweisen, die dazu verwendet werden, um ermittelte Korrekturdaten an die Bearbeitungseinrichtungen 4a, 4b, 4c zuzuführen. Aufgrund der Korrekturdaten ist es für die Bearbeitungseinrichtung 4a, 4b, 4c möglich, die Druckmarken auf den Druckerzeugnissen 5 lagemäßig variierbar aufzubringen. Reglerausgänge 7 der Bearbeitungseinrichtungen 4a, 4b ,4c detektieren ein Ergebnis der erfindungsgemäßen Druckkorrektur, d.h. sie stellen fest, ob das Resultat der Druckkorrektur Drucklängenverkürzungen oder Drucklängenverlängerungen sind. - Als Stellglieder des erfindungsgemäßen Verfahrens können sowohl die Bearbeitungseinrichtungen 4a, 4b, 4c als auch die Transporteinrichtung 3 verwendet werden. Im ersten Fall erfolgt der Transport des Druckerzeugnisses 5 mit Hilfe der Transporteinrichtung 3 mit einer weitgehend konstanten Geschwindigkeit, wobei die Druckzylinder 6 der Bearbeitungseinrichtungen 4a, 4b, 4c eine Relativbewegung zum Druckerzeugnis 5 ausführen. Im zweiten Fall erfolgt der Transport des Drukkerzeugnisses 5 mit Hilfe der Transporteinrichtung 3 mit nicht konstanter Geschwindigkeit. Dies hat zur Folge, dass der Transportvorgang des Druckerzeugnisses 5 korrigiert wird, was beispielsweise durch eine Korrektur einer Geschwindigkeitssteuerung für die Transporteinrichtung 3 durchgeführt werden kann.
- In vorteilhafter Weise hat man somit für eine Auswahl der Korrekturglieder zwei verschiedene Möglichkeiten, wobei insbesondere bei Einzelprodukten der Produkttransport als Stellglied im Gegensatz zur Korrektur der Bearbeitungseinrichtung 4a, 4b ,4c verwendet wird. Dies entspricht auch einer Auswahlmöglichkeit bei herkömmlichen Registerkorrekturen.
- Im folgenden wird der Ablauf des erfindungsgemäßen Verfahrens in der Vorrichtung 1 zur Druckkorrektur prinzipiell beschrieben. Das Druckerzeugnis 5 wird mittels der Transporteinrichtung 3 an die erste Bearbeitungseinrichtung 4a zugeführt. In der ersten Bearbeitungseinrichtung 4a werden die erste Druckmarke A der ersten Bearbeitungseinrichtung 4a und die zweite Druckmarke B der ersten Bearbeitungseinrichtung 4a aufgebracht. In weiterer Folge wird das Druckerzeugnis 5 mittels der Transporteinrichtung 3 an die zweite Bearbeitungseinrichtung 4b zugeführt. Dort wird die erste Druckmarke C der zweiten Bearbeitungseinrichtung 4b und die zweite Druckmarke D der zweiten Bearbeitungseinrichtung 4b auf dem Druckerzeugnis 5 aufgebracht. Danach wird das Druckerzeugnis 5 mit den aufgebrachten Druckmarken A, B, C, D mittels der Transporteinrichtung 3 an die dritte Bearbeitungseinrichtung 4c zugeführt. Die Einrichtung 2 zum Erfassen von Lagen von Druckmarken der dritten Bearbeitungseinrichtung 4c detektiert die Lagen der Druckmarken A, B, C, D auf dem Druckerzeugnis 5 und wertet die Lagen der Druckmarken A, B, C, D aus. Falls die Einrichtung 2 feststellt, dass der Abstand der Druckmarken A zu B vom Abstand der Druckmarken C zu D abweicht, bedeutet dies, dass die effektiven Drucklängen der ersten Bearbeitungseinrichtung 4a und der zweiten Bearbeitungseinrichtung 4b unterschiedlich sind.
- Als korrigierende Maßnahme wird daraufhin über einen Reglerausgang 7 der dritten Bearbeitungseinrichtung 4c die zweite Bearbeitungseinrichtung 4b angesteuert. Dadurch wird beim nächsten Druckerzeugnis 5, das der zweiten Bearbeitungseinrichtung 4b zugeführt wird, der Druckzylinder 6 mittels der Transporteinrichtung 3 oder der Bearbeitungseinrichtung 4b in Relation zum Druckerzeugnis 5 derart bewegt, dass die zweite Bearbeitungseinrichtung 4b im Vergleich mit der ersten Bearbeitungseinrichtung 4a eine im wesentlichen identische Drucklänge auf dem Druckerzeugnis 5 erzeugt. Ein Parameterwert für die Korrekturbewegung der zweiten Bearbeitungseinrichtung 4b kann in der zweiten Bearbeitungseinrichtung 4b abgespeichert sein, sodass für alle weiteren Druckerzeugnisse 5 während ihrer Bearbeitung durch die zweite Bearbeitungseinrichtung 4b die erfindungsgemäße Druckkorrektur automatisch durchgeführt wird.
- Als Weiterbildung des erfindungsgemäßen Verfahrens kann über den Reglerausgang 7 der dritten Bearbeitungseinrichtung 4c die zweite Bearbeitungseinrichtung 4b derart angesteuert werden, dass auch die Lagen der ersten Druckmarke C an die Lage der ersten Druckmarke A der ersten Bearbeitungseinrichtung 4a angepasst wird. Dadurch erfolgt günstigerweise zusätzlich zur Drucklängenkorrektur eine Drucklagenkorrektur.
- Es versteht sich von selbst, dass das beschriebene Korrekturverfahren nicht auf eine Korrektur der Druckmarken C, D lediglich der zweiten Bearbeitungseinrichtung 4b beschränkt ist, sondern sich auf eine Vielzahl von verschiedenen Bearbeitungseinrichtungen 4a, 4b, 4c erstrecken kann. Zur Vereinfachung wurde vorstehend aber nur die Korrektur von Druckmarken C, D der zweiten Bearbeitungseinrichtung 4b beschrieben.
- Als weitere verbessernde Maßnahme zur Durchführung des erfindungsgemäßen Verfahrens ist eine Optimierung der Dehnung der Flexodruckklischees zueinander denkbar. Dadurch können bereits im Vorfeld des erfindungsgemäßen Verfahrens unterschiedliche Werkzeuglängen grob ausgeglichen werden, sodass mittels des erfindungsgemäßen Verfahrens nur noch eine Feinkorrektur der Drucklängen durchgeführt werden muss. Dies kann beispielsweise durch eine Messung einer Zugkraft beim Spannen der Klischees auf den Druckzylindern 6 erreicht werden.
- Weiterhin ist eine Optimierung eines Stellalgorithmus bei einer druckwerksübergreifenden Regelung/Stellung denkbar. Werden mehrere Bearbeitungseinrichtungen 4a, 4b ,4c zueinander geregelt, kann es vorkommen, dass einige der dadurch erzielten Verstellungen Drucklängenverkürzungen und einige Drucklängenverlängerungen darstellen. Es ist allerdings bekannt, dass Drucklängenverkürzungen im Gegensatz zu Drucklängenverlängerungen gravierende Verschlechterungen auf,das Druckbild haben können. Deshalb ist es vorteilhaft, das erfindungsgemäße Verfahren derart auszugestalten, dass sich prinzipiell keine oder nur kleine, d.h. in ihrer Größe sehr begrenzte Drucklängenverkürzungen ergeben. Dies kann dadurch erreicht werden, dass zunächst ein Druck einer Referenzfarbe zunächst ohne Druckverlängerung bzw. Druckverkürzung durchgeführt wird. Danach werden die Reglerausgänge 7 der Bearbeitungseinrichtungen 4a, 4b, 4c auf mögliche Drucklängenverkürzungen überprüft. Sind ein oder mehrere Druckwerke aufgrund der erfindungsgemäßen Druckkorrektur mit resultierender Drucklängenverkürzung vorhanden, wird der Referenzdruck derart verändert, dass kein Druckwerk aufgrund der Regelung/Stellung eine Drucklängenverkürzung bzw. lediglich eine maximale vorgebbare Drucklängenverkürzung ausführt. Dies kann beispielsweise dadurch erreicht werden, dass das Druckwerk der Referenzfarbe um einen geeigneten Betrag korrigiert wird (Drucklängenverlängerung des Referenzdruckes).
- Vorher: 0 mm, +1 mm, -2 mm, -3 mm, +1 mm.
- Nachher: +3mm, +4 mm, +1 mm, 0 mm, +4 mm (keine Drucklängenverkürzung mehr).
- Die Zahlen geben Drucklängenveränderungen der einzelnen Bearbeitungseinrichtungen 4a, 4b, 4c in Millimetern an, wobei der erste der fünf Zahlenwerte eine Drucklängenänderung für den Referenzdruck darstellt. Ein positives Vorzeichen bedeutet eine Drucklängenverlängerung und ein negatives Vorzeichen eine Drucklängenverkürzung einer folgenden Bearbeitungseinrichtung 4a, 4b, 4c. Vor der Anwendung des verbesserten Algorithmus umfasst eine maximale Drucklängenänderung also eine Drucklängenverkürzung um 3mm (Vorher: von 0 mm auf -3 mm). Nach der Anwendung des verbesserten Algorithmus umfasst die Drucklängenänderung keine Drucklängenverkürzung mehr. (Nachher: von +3mm auf +4 mm).
- Eine Abwandlung des Algorithmus kann zur Folge haben, dass der Referenzdruck derart verändert wird, dass sich zumindest eine betragsmäßige Verringerung der maximalen Drucklängenverkürzung in der Maschine ergibt.
- Vorher: 0 mm, +1 mm, +2 mm, -3mm, +1mm.
- Nachher: +1 mm, +2 mm, +3 mm, -2 mm, +2 mm (betragsmäßige Drucklängenverkürzung maximal -2 mm).
- Im Vergleich der beiden Zahlenreihen für die Korrekturwerte ist erkennbar, dass nach der Anwendung des Algorithmus zwar noch immer eine Drucklängenverkürzung auftritt, diese aber im Vergleich mit der Anwendung ohne Algorithmus verkürzt ist. Die Verringerung der Drucklängenverkürzung beträgt 1mm (von - 3 mm vorher auf -2mm nachher).
- Vorteilhafterweise wird bei der beschriebenen Optimierung des Algorithmus der Referenzdruck derart gedruckt, dass Druckverkürzungen für Folgedrucke nachfolgender Bearbeitungseinrichtungen 4a, 4b, 4c nicht mehr auftreten. Eine Verbesserung des Druckbildes ist dadurch in vorteilhafter Weise unterstützt.
- Das erfindungsgemäße Verfahren lässt sich vorteilhafterweise mit verschiedenen Typen von Bearbeitungseinrichtungen 4a, 4b, 4c durchführen. Beispielsweise kann als Bearbeitungseinrichtung 4a, 4b, 4c auch ein Slotter, eine Stanze oder ein Querschneider verwendet werden. Dabei versteht man unter Slotter Bearbeitungseinrichtungen 4a, 4b, 4c, die Längsschlitze in das Druckerzeugnis 5 einfügen. Unter Stanzen sind Bearbeitungseinrichtungen 4a, 4b ,4c zu verstehen, die alle übrigen Schlitze und Schneidevorgänge bei den Druckerzeugnissen 5 durchführt, wie etwa Querschlitze, Wellschnitte oder Ausbrüche. Unter Querschneidern sind Bearbeitungseinrichtungen 4a, 4b, 4c zu verstehen, die in Querrichtung schneiden. Obwohl die vorliegende Erfindung also in der vorangegangenen Beschreibung im Zusammenhang mit Druckwerken als Bearbeitungseinrichtung 4a, 4b, 4c erläutert wurde, versteht es sich von selbst, dass die Erfindung als ein Verfahren zu einer Bearbeitungskorrektur auch mit Slotter, Stanzen und Querschneidern durchgeführt werden kann. Dies kann eine Gesamtgenauigkeit und Gesamtreproduzierbarkeit eines Druckgesamtvorganges in effizienter Weise günstig erhöhen.
-
- 1
- Vorrichtung zur Druckkorrektur
- 1a
- unkorrigierter Druckverlauf
- 1b
- drucklängenkorrigierter Druckverlauf
- 1c
- Geschwindigkeitsverlauf einer Korrekturbewegung
- 1d
- Positionsverschiebung durch Drucklängenänderung
- 1e
- Lage der ersten Druckmarke auf dem Druckzylinder
- 1f
- Lage der zweiten Druckmarke auf dem Druckzylinder
- 2
- Einrichtung zum Erfassen und Auswerten von Lagen von Druckmarken
- 3
- Transporteinrichtung
- 4a
- erste Bearbeitungseinrichtung
- 4b
- zweite Bearbeitungseinrichtung
- 4c
- dritte Bearbeitungseinrichtung
- 5
- Druckerzeugnis
- 6
- Druckzylinder
- 7
- Reglerausgang
- 8
- Gegendruckzylinder
- 9
- Druckbereich
- 10
- druckfreier Bereich
- 11
- Druckmarke von Bearbeitungseinrichtung
- 12
- Abstand Druckmarke zu Bogenkante
- 13
- Druckbereich
- 14
- Materialfluss
- A
- erste Druckmarke der ersten Bearbeitungseinrichtung
- B
- zweite Druckmarke der ersten Bearbeitungseinrichtung
- C
- erste Druckmarke der zweiten Bearbeitungseinrichtung
- D
- zweite Druckmarke der zweiten Bearbeitungseinrichtung
Claims (14)
- Verfahren zum Durchführen einer Druckkorrektur, wobei ein Erzeugnis (5) während eines Bearbeitungsvorgangs von mehreren Bearbeitungseinrichtungen (4a,4b,4c) bedruckt wird, mit folgenden Verfahrensschritten:- Erfassen von Lagen von mindestens zwei auf dem Erzeugnis (5) angeordneten Druckmarken, wobei wenigstens eine erste Druckmarke der mindestens zwei auf dem Erzeugnis (5) angeordneten Druckmarken in einem in Transportrichtung (14) des Erzeugnisses (5) vorderen Bereich und wenigstens eine zweite Druckmarke der mindestens zwei auf dem Erzeugnis (5) angeordneten Druckmarken in einem in Transportrichtung (14) des Erzeugnisses (5) hinteren Bereich angeordnet ist;- Auswerten der Lagen zur Ausmessung einer effektiven Drucklänge; und- Automatisiertes Korrigieren des Druckes anhand der Lagen der Druckmarken, wobei das Korrigieren ein Korrigieren der Drucklänge umfasst.
- Verfahren nach Anspruch 1, wobei das automatisierte Korrigieren des Druckes zusätzlich ein Korrigieren einer Drucklage umfasst.
- Verfahren nach einem der Ansprüche 1 bis 2, wobei von zwei Bearbeitungseinrichtungen (4a,4b,4c) zwei Druckmarken auf dem Erzeugnis (5) aufgebracht werden, wobei die erste Druckmarke von einer ersten Bearbeitungseinrichtung (4a) aufgebracht wird und wobei die zweite Druckmarke von einer zweiten Bearbeitungseinrichtung (4b) aufgebracht wird.
- Verfahren nach Anspruch 3, wobei anhand der von der ersten Bearbeitungseinrichtung (4a) aufgebrachten Druckmarke weitere Bearbeitungseinrichtungen (4b,4c) während des Bearbeitungsvorganges derart geregelt werden, dass die Druckmarken in einer zueinander festgelegten Lage auf dem Erzeugnis (5) aufgebracht werden.
- Verfahren nach Anspruch 3 oder 4, wobei die Lagen der ersten Druckmarken zueinander und die Lagen der zweiten Druckmarken zueinander geregelt werden.
- Verfahren nach Anspruch 1, wobei während des Bearbeitungsvorgangs nur die erste Bearbeitungseinrichtung (4a) die beiden Druckmarken aufbringt.
- Verfahren nach Anspruch 6, wobei die im Bearbeitungsvorgang der ersten Bearbeitungseinrichtung (4a) nachfolgenden Bearbeitungseinrichtungen (4b,4c) anhand der aufgebrachten Druckmarken eingestellt werden.
- Verfahren nach einem der Ansprüche 1 bis 7, wobei anhand der Druckmarken absolute Drucklängen für die einzelnen Bearbeitungseinrichtungen (4a,4b,4c) ermittelt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei die örtlichen Positionen der Druckmarken auf dem Erzeugnis (5) variierbar sind.
- Verfahren nach einem der vorhergehenden Ansprüche zusätzlich mit folgenden Verfahrensschritten:- Aufbringen eines Referenzdrucks auf dem Erzeugnis (5) durch die erste Bearbeitungseinrichtung (4a);- Überprüfen von Reglerausgängen (7) der Bearbeitungseinrichtungen (4b,4c) auf mögliche Drucklängenverkürzungen; und- Ändern des Referenzdrucks bei Vorliegen einer Drucklängenverkürzung, sodass als Drucklängenkorrekturen für die nachfolgenden Bearbeitungseinrichtungen (4b,4c) ausschließlich Drucklängenverlängerungen resultieren.
- Verfahren nach Anspruch 10, wobei das Ändern des Referenzdrucks derart ausgestaltet ist, dass durch die Drucklängenkorrekturen resultierenden Drucklängenverkürzungen in ihrem Betrag begrenzbar sind.
- Vorrichtung (1) zur Druckkorrektur, wobei die Vorrichtung (1) eine Einrichtung (2) zum Erfassen von Lagen von wenigstens zwei Druckmarken auf einem Erzeugnis (5) umfasst, wobei wenigstens eine erste Druckmarke der wenigstens zwei Druckmarken in einem in Transportrichtung (14) des Erzeugnisses (5) vorderen Bereich und wenigstens eine zweite Druckmarke der wenigstens zwei Druckmarken in einem in Transportrichtung (14) des Erzeugnisses (5) hinteren Bereich angeordnet ist, und wobei die Einrichtung dazu eingerichtet ist, die Lagen der wenigstens zwei Druckmarken zu erfassen und auszuwerten, eine effektive Drucklänge anhand der Lagen auszumessen und mittels einer Korrektureinrichtung (3,4a,4b,4c) eine automatisierte Korrektur des Druckes auf Grundlage der erfassten Lagen durchzuführen, wobei die automatisierte Korrektur eine Korrektur der Drucklänge umfasst.
- Vorrichtung nach Anspruch 12, wobei die automatisierte Korrektur zusätzlich eine Korrektur einer Drucklage umfasst.
- Vorrichtung nach Anspruch 12 oder 13, wobei als Korrektureinrichtung (3,4a,4b,4c) der Vorrichtung (1) eine Transporteinrichtung (3) und/oder eine Bearbeitungseinrichtung (4a,4b,4c) vorgesehen sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005007435A DE102005007435A1 (de) | 2005-02-18 | 2005-02-18 | Verfahren zum Durchführen einer Druckkorrektur und Vorrichtung hierfür |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1693199A2 EP1693199A2 (de) | 2006-08-23 |
| EP1693199A3 EP1693199A3 (de) | 2007-01-17 |
| EP1693199B1 EP1693199B1 (de) | 2008-10-15 |
| EP1693199B2 true EP1693199B2 (de) | 2013-01-16 |
Family
ID=36297320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05028390A Not-in-force EP1693199B2 (de) | 2005-02-18 | 2005-12-23 | Verfahren zum Druchführen einer Druckkorrektur und Vorrichtung hierfür |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7337035B2 (de) |
| EP (1) | EP1693199B2 (de) |
| JP (1) | JP2006224673A (de) |
| AT (1) | ATE411174T1 (de) |
| DE (2) | DE102005007435A1 (de) |
| ES (1) | ES2315784T5 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090283002A1 (en) * | 2005-09-02 | 2009-11-19 | Stephan Schultze | Method for printing correction |
| DE102007034835A1 (de) | 2007-07-26 | 2009-01-29 | Robert Bosch Gmbh | Verfahren zum Betreiben einer wellenlosen Druckmaschine und wellenlose Druckmaschine |
| JP2013537860A (ja) * | 2010-09-21 | 2013-10-07 | ボブスト メックス ソシエテ アノニム | 印刷機械のための色の見当合わせ方法及び装置 |
| DE102011006427A1 (de) * | 2011-03-30 | 2012-10-04 | Robert Bosch Gmbh | Drehratensensor und Verfahren zur Kalibrierung eines Drehratensensors |
| US9132623B2 (en) * | 2013-03-27 | 2015-09-15 | Unipixel Displays, Inc. | Method of marking a transparent substrate for visual alignment |
| JP6486676B2 (ja) * | 2014-12-24 | 2019-03-20 | 株式会社小森コーポレーション | 電子回路の印刷方法および装置 |
| TWI592080B (zh) * | 2014-12-24 | 2017-07-11 | Komori Corp | Electronic circuit printing method and device |
| JP6486677B2 (ja) * | 2014-12-24 | 2019-03-20 | 株式会社小森コーポレーション | 電子回路の印刷方法および装置 |
| US11345139B2 (en) * | 2015-04-10 | 2022-05-31 | Omet S.R.L. | System for registering the printing units of a rotary printing machine with manually-adjustable print register |
| DE102018222729A1 (de) * | 2018-12-21 | 2020-06-25 | Robert Bosch Gmbh | Bearbeitungsverfahren von Flachmaterial |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3963902A (en) * | 1975-04-29 | 1976-06-15 | Westvaco Corporation | Method and apparatus for pre-registration of a multiple cylinder rotary printing press |
| NL7906131A (nl) * | 1979-08-10 | 1981-02-12 | Stork Brabant Bv | Werkwijze voor het besturen van een drukinrichting en drukinrichting met individueel bestuurbare drukorganen. |
| US4528630A (en) * | 1982-09-14 | 1985-07-09 | Oao Corporation | Automatic registration control method and apparatus |
| JPS62227747A (ja) * | 1986-03-31 | 1987-10-06 | Mitsubishi Heavy Ind Ltd | 輪転印刷機の印版周長調整装置 |
| DE3633855A1 (de) * | 1986-10-04 | 1988-04-14 | Heidelberger Druckmasch Ag | Verfahren und vorrichtung zur passerkorrektur |
| US5062360A (en) * | 1989-08-30 | 1991-11-05 | De La Rue Giori S.A. | Combined rotary web-fed printing machine, especially for the printing of securities |
| DE3933666A1 (de) * | 1989-10-09 | 1991-04-18 | Heidelberger Druckmasch Ag | Vorrichtung und verfahren zur registerverstellung an einer druckmaschine mit mehreren druckwerken |
| US5037665A (en) * | 1990-03-29 | 1991-08-06 | Enamel Products & Plating Company | Method of creating a registered pattern on a metal coil and associated apparatus |
| IT1240495B (it) * | 1990-07-20 | 1993-12-17 | Officine Meccaniche G. Cerutti S.P.A. | Meteodo per la registrazione, fra loro, di immagini monocromatiche durante la stampa di immagini policrome in una macchina da stampa rotativa. |
| DE4218760C2 (de) * | 1992-06-06 | 2000-02-03 | Heidelberger Druckmasch Ag | Anordnung von Registermarken auf einem Druckprodukt und Verfahren zur Ermittlung von Registerabweichungen |
| DE4218761C2 (de) * | 1992-06-06 | 2002-01-24 | Heidelberger Druckmasch Ag | Verfahren zum Voreinstellen von Registereinstelleinrichtungen einer Druckmaschine mit Druck von mehrfarbigen Teilbildern |
| DE59809058D1 (de) * | 1997-06-02 | 2003-08-28 | Wifag Maschf | Registerhaltige Abstimmung von Druckzylindern einer Rollenrotationsmaschine |
| FR2775930B1 (fr) * | 1998-03-11 | 2000-06-02 | Heidelberger Druckmasch Ag | Dispositif de commande de l'impression de bande de matiere dans une machine rotative a imprimer |
| CH694219A5 (fr) * | 2000-02-10 | 2004-09-30 | Bobst Sa | Procédé de mise en repérage automatique d'impressions dans une machine rotative et dispositif pour la mise en oeuvre du procédé. |
| JP3729485B2 (ja) * | 2000-07-14 | 2005-12-21 | 大日本スクリーン製造株式会社 | 製版機構を備えた印刷装置 |
| US6591746B2 (en) * | 2001-06-13 | 2003-07-15 | Hurletron, Incorporated | Registration system for printing press |
| DE10139310B4 (de) * | 2001-08-09 | 2010-11-25 | Eastman Kodak Co. | Verfahren zum Ermitteln von START OF FRAME-Korrekturdaten und START OF LINE-Korrekturdaten zur Registereinstellung für Druckmaschinen beim Mehrfarbdruck |
| DE10246072B4 (de) * | 2001-10-31 | 2009-02-12 | Heidelberger Druckmaschinen Ag | Rotationsdruckverfahren für Mehrfarbendruck |
| DE10241609A1 (de) | 2002-09-07 | 2004-03-18 | Nexpress Solutions Llc | Verfahren und Steuerungseinrichtung zum Bestimmen eines Registerfehlers |
| DE10339655A1 (de) * | 2002-09-13 | 2004-03-25 | Heidelberger Druckmaschinen Ag | Verfahren zur Kompensation von Passerdifferenzen beim Betreiben einer Druckmaschine |
| US6810813B2 (en) * | 2003-03-14 | 2004-11-02 | Heidelberger Druckmaschinen Ag | Device and method for controlling registration in a printing press |
| JP4605747B2 (ja) * | 2003-10-17 | 2011-01-05 | 株式会社ミヤコシ | バリアブル印刷機における印刷方法 |
-
2005
- 2005-02-18 DE DE102005007435A patent/DE102005007435A1/de not_active Ceased
- 2005-12-23 EP EP05028390A patent/EP1693199B2/de not_active Not-in-force
- 2005-12-23 ES ES05028390T patent/ES2315784T5/es active Active
- 2005-12-23 DE DE502005005683T patent/DE502005005683D1/de active Active
- 2005-12-23 AT AT05028390T patent/ATE411174T1/de active
-
2006
- 2006-02-20 JP JP2006042901A patent/JP2006224673A/ja active Pending
- 2006-02-21 US US11/359,701 patent/US7337035B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006224673A (ja) | 2006-08-31 |
| DE502005005683D1 (de) | 2008-11-27 |
| US7337035B2 (en) | 2008-02-26 |
| EP1693199A3 (de) | 2007-01-17 |
| EP1693199A2 (de) | 2006-08-23 |
| ATE411174T1 (de) | 2008-10-15 |
| EP1693199B1 (de) | 2008-10-15 |
| ES2315784T5 (es) | 2013-05-14 |
| DE102005007435A1 (de) | 2006-08-24 |
| ES2315784T3 (es) | 2009-04-01 |
| US20060271230A1 (en) | 2006-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1693199B2 (de) | Verfahren zum Druchführen einer Druckkorrektur und Vorrichtung hierfür | |
| DE102007049670B4 (de) | Verfahren zur Registerkorrektur bei einer Bearbeitungsmaschine sowie Bearbeitungsmaschine | |
| DE10013876B4 (de) | Verfahren zum Regeln der Farbgebung beim Drucken mit einer Druckmaschine | |
| EP1820650B1 (de) | Steuerung einer Druckmaschine mittels Torsionsmodell | |
| EP2014470B1 (de) | Verfahren zur automatischen Regelung des Registers zwischen Abdrucken in einer Mehrfarben-Rotationsdruckmaschine | |
| EP2349721B1 (de) | Verfahren zur automatischen achskorrektur bei einer bearbeitungsmaschine zur bearbeitung einer warenbahn | |
| EP1924435A2 (de) | Druckmaschine und verfahren zur registerkorrektur | |
| DE19516368C2 (de) | Verfahren und Vorrichtung zur Anpassung der Lage von Druckplatten an die Verformung des zu bedruckenden Papieres | |
| EP1842673A2 (de) | Integrierte Qualitätsregelung | |
| DE102010009961A1 (de) | Inlinefarbregelung in Druckmaschinen | |
| EP1759844B1 (de) | Verfahren zur Druckkorrektur | |
| DE102012214585B4 (de) | Verfahren zum registerhaltigen Anordnen jeweils zumindest einer Druckplatte auf zumindest zwei Plattenzylindern einer Druckmaschine und ein System zur Registerregelung | |
| EP1981791B1 (de) | Vorrichtung und verfahren zum messen und einstellen der bahnspannung zwischen farbwerken einer mehrfarbenmaschine | |
| EP2879878B1 (de) | Verfahren zum einstellen der drucklänge eines druckbildes in einer mehrfarbenrotationsdruckmaschine | |
| EP1645414B1 (de) | Druckeinheit einer Druckmaschine und Verfahren zur Durchführung eines Druckplattenwechsels an einem Formzylinder einer Druckeinheit | |
| DE102016202624A1 (de) | Verfahren zum Anpassen mindestens eines Druckbildes und/oder mindestens eines Zylinderaufzugs an eine Bedruckstoffänderung in einer Druckmaschine | |
| EP1543963B1 (de) | Verfahren und Vorrichtung zur Korrektur der Lageabweichung eines Transportgutes | |
| DE102007034835A1 (de) | Verfahren zum Betreiben einer wellenlosen Druckmaschine und wellenlose Druckmaschine | |
| EP1599341B1 (de) | Verfahren zur korrektur von im druckprozess auftretenden schwankungen der auf das druckbild übertragenen farbmenge | |
| DE102007021787B4 (de) | Verfahren zur Steuerung einer Druckmaschine | |
| DE10204514B4 (de) | Vorrichtung und Verfahren zur Korrektur des Längsregisterfehlers, welcher durch die Beistellung auftritt | |
| DE102007044758B4 (de) | Verfahren zur Farbmessung und Farbregelung bei Druckmaschinen mittels internem und externem Farbmessgerät | |
| DE102015200148B4 (de) | Verfahren zur Anpassung mindestens einer Länge einer auf mehreren Druckbogen jeweils gleich groß drucktechnisch auszubildenden Fläche | |
| EP3103648A2 (de) | Registerhaltiges bedrucken transparenter substrate | |
| DE102016201747A1 (de) | Verfahren zum registergenauen Bearbeiten einer Bahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070717 |
|
| 17Q | First examination report despatched |
Effective date: 20070821 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005005683 Country of ref document: DE Date of ref document: 20081127 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2315784 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090215 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090316 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| BERE | Be: lapsed |
Owner name: BOSCH REXROTH A.G. Effective date: 20081231 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| 26 | Opposition filed |
Opponent name: KOENIG & BAUER AG BOGENOFFSETMASCHINEN Effective date: 20090609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090831 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090416 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090116 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| R26 | Opposition filed (corrected) |
Opponent name: KOENIG & BAUER AG BOGENOFFSETMASCHINEN Effective date: 20090609 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20130116 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20121217 Year of fee payment: 8 Ref country code: GB Payment date: 20121218 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502005005683 Country of ref document: DE Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2315784 Country of ref document: ES Kind code of ref document: T5 Effective date: 20130514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131224 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20151217 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20151222 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 411174 Country of ref document: AT Kind code of ref document: T Effective date: 20161223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161223 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220224 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005005683 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 |