EP1598276B1 - Verpackungsmaschine und Verfahren zum Schneiden von Packungen - Google Patents
Verpackungsmaschine und Verfahren zum Schneiden von Packungen Download PDFInfo
- Publication number
- EP1598276B1 EP1598276B1 EP20050009437 EP05009437A EP1598276B1 EP 1598276 B1 EP1598276 B1 EP 1598276B1 EP 20050009437 EP20050009437 EP 20050009437 EP 05009437 A EP05009437 A EP 05009437A EP 1598276 B1 EP1598276 B1 EP 1598276B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- web
- film
- packaging machine
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0524—Plural cutting steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/6476—Including means to move work from one tool station to another
- Y10T83/6489—Slitter station
- Y10T83/6491—And transverse cutter station
Definitions
- the invention relates to a packaging machine and a method for cutting packages.
- a packaging machine according to the preamble of claim 1 is known. This has a cross-cutting device and subsequently a longitudinal cutting device.
- the slitter cuts the packages along a path by means of a rotating knife. This facility requires regular maintenance and adjustments. Furthermore, the service life of the knives is limited and the cut quality for high-quality packings is not sufficient. The slitter runs continuously during the advancement of the packages.
- a packaging machine is known in which the separation of the packs also takes place in two steps. First, a web is cross-cut to subsequently cut out strips which are separated into a single device in another device. The strips must be re-detected after cutting and handed over to a subsequent cutting station. Each pack is then cut off the strip one at a time, so performance is limited.
- US Pat. No. 4,565,052 discloses a packaging machine for producing packs from a film web having an output-side cutting station which has a cross-cutting knife and a longitudinal cutting knife whose corners are connected to each other via punching and intermittently cut intermittently when the transport device of the machine is between two feeds stationary.
- the cross section is at the same time a section of the front side of the pack following in the next cycle.
- a device for removing packages from a film web in which the contour of the packages is cut in one operation.
- the device consists of a complex unit with a press with high forces and a cutting tool that individually to the
- the object is achieved by a packaging machine according to claim 1 and by a method for cutting packages according to claim 9.
- the invention has the particular advantage that the acquisition of the cut packages from above can be done with high precision. Furthermore, by separating the operations with respect to the first and second cutting, higher flexibility is possible in certain applications.
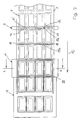
- the packaging machine has on an input side a film roll with a first film web 1, which is gripped by a transport device 2 on both edges and transported to an exit side.
- a forming station 3 molded containers 4 are produced from the film web 1.
- a plurality of containers 4 are arranged in a row across the width of the film web 1.
- a filling station 5 is provided, in which the containers 4 are filled with products 6. This is followed by a feed for a second packaging web 7, with which the containers 4 are covered and sealed in a sealing station 8.
- a first cutting station 9 in which the film webs containing the containers are cut in a first direction on two opposite sides of the containers.
- a second cutting station 10 is provided, in which the film web 1 is cut in a second direction on opposite sides of the containers.
- a transport device 11 is provided which conveys the completely separate containers coming from the second cutting station 10 to a transfer station (not shown).
- the transport means 2 is adapted to intermittently feed the film web, wherein the period of time for which the transport means is stationary in a working cycle corresponds at least to the time required for the station with the longest working time for the operation.
- the first cutting station 9 is formed as a cross cutter, which is preferably a punch and a transversely to the transport direction 12 extending and arranged below the film web punching knife 13, the film web 1 against a above the Film web 1 located abutment presses and punched it.
- the punching knife 13 is located above the film web and the abutment below.
- a control is provided, the intermittently the first cutting station 9 in accordance with the cyclic feed of the transport device 2 intermittently operates such that the cut of the film web transversely to the transport direction 12 then takes place when the transport device is stationary between two feeds.
- the punching blade 13 of the first cutting station 9 is formed such that it intersects star-shaped cutouts 15 between the containers 4, which have inwardly pointing curves 15a, which later, as can be seen in Fig. 5, form rounded corners 4c of the cut-out containers.
- the punching knife 13 may be formed in a first example so that between the containers 4 line-shaped incisions 16 are generated transversely to the transport direction 12.
- the punching knife 13 may be formed in a second example so that 15 strip-shaped cutouts 17 are generated between the star-shaped cutouts.
- the punching knife 13 also does not extend over the entire width of the film web 1, so that at the edges of the film web 1 each a strip 18 remains. This serves for further transport of the film web.
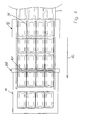
- the second cutting station 10 is, as can be seen from FIGS. 1 to 3 and 7, formed as a longitudinal cutter, preferably as a punch, which has a plurality of extending with its cutting edge in the transport direction 12 and below the film web 1
- Punching blades 14 which press against a located above the film web 1 abutment 14a and so punch through the film web.
- the distance B between the punching blades 14 is greater than the width of the wells 4a of the molded container 4, as shown in Fig. 5, so that after complete separation, a container 4 is generated with an edge 4b having an overall width B.
- the number of punching blades is 1 larger than the number of containers 4, which are transverse to the transport direction 12 in a transverse row next to each other.
- the length of the punching knife corresponds to the length L of the container shown in Fig. 5.
- these are designed so that linear cuts 19 are generated in the transporting direction 12.
- the distance between the two outer punching blades from each other is smaller than the width of the film web 1 and as large as the length of the punching blade 13 of the first cutting station, so that the cut edge portions 18 remain, which form waste.
- control which operates the second cutting station 10 intermittently in tandem in accordance with the timing of the transport means, so that the cutting in the transport direction takes place when the transport device is stationary between two feeds and, when the cut is performed, punching knife and abutment be moved away from the film web, so that the access to the container from above is possible.
- the film web 1 is first cyclically fed via the transport device 2 of the forming station 3.
- the containers 4 are deep-drawn.
- the containers are then filled in the filling station 5 with products 6 and sealed in the sealing station 8 with the top film 7 and sealed.
- the containers thus connected are transported in cycles via the transport device 2 and fed to the first cutting station 9, which intermittently intermittently performs the cut shown in FIG. 2 in a direction transverse to the transport direction 12, while the respective transverse rows of containers in front of and behind the cutting station 9 stand still. Since the edge portions 18 remain, the film web 1 can be further grasped at these and transported on.
- the punching knives 14 are actuated there and a multiplicity of longitudinal cuts 19 are produced, which open into the star-shaped cutouts 15 and thus completely separate the containers 4 from each other.
- the punching blade 14 and the abutment 14a are moved away from the film web, so that the isolated containers, while they are transported on the conveyor 11, are freely accessible from above. This allows a takeover for further processing with high precision, since the containers have a defined distance from each other.
- the cut-out container has rounded corners 4 c, the rounding is generated by the star-shaped cutouts 15. Between a rounded corner 4c and a longitudinal side 4d of the container there is a small corner 4e, which arises because the distance of the punching blades 14 of the second cutting station 10 does not exactly match the rounding of the star-shaped portion 12 punched out by the first cutting station. is tuned.
- the corner can be used, for example, as an aid for removing the upper film 7 during later opening of the container 4.
- the containers 4 ', 4' ' are formed in the upper part without cutting waste on their short sides, while the containers 4 and 4' '' are formed in the lower part with a cutting waste on the short sides. This comes about by punching out the strips 17 in the first cutting station.
- the punching blades are formed so that between and at the end of the longitudinal sides of the respective container 4 longitudinal strips 20 are punched out.
- packages 40 as shown in Fig. 6, generated.
- a package 40 differs from the package 4 shown in Fig. 5 in that due to the cutting out of the strips 20, the corner 4e is not present and the rounded corners 40c pass smoothly into the longitudinal sides 40d.
- the selection of the geometry of the punching knife is made depending on the packaging material and quality requirements of the cutting edge of the container.
- the first cutting station 90 is formed as a longitudinal cutting station, are generated in the longitudinal cuts 91 between the packages.
- the second cutting station 100 is designed as a cross-cutting device in which one or more cuts are produced transversely to the transport direction 12. The fact that here the second cutting station 100 intermittently works intermittently, here is a precise acquisition, for example by means of a handling device from above possible.
- the first cutting station 9, 90 need not necessarily be formed as a punch, but may also be a simple knife cut.
- the geometries of the punching blades are adapted to the needs.
- the star-shaped cut-out need not necessarily be present, then packages with sharp corners are created.
- the slitter can also be designed as a shearing blade so that the longitudinal edges are cut without waste.
- the cutting station formed as a cross cutter on a plurality of parallel cutting blades.
- the invention is also not limited to a packaging machine in the form of a thermoforming machine.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200410024358 DE102004024358A1 (de) | 2004-05-17 | 2004-05-17 | Verpackungsmaschine und Verfahren zum Schneiden von Packungen |
| DE102004024358 | 2004-05-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1598276A1 EP1598276A1 (de) | 2005-11-23 |
| EP1598276B1 true EP1598276B1 (de) | 2007-03-28 |
Family
ID=34935951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050009437 Active EP1598276B1 (de) | 2004-05-17 | 2005-04-29 | Verpackungsmaschine und Verfahren zum Schneiden von Packungen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7896792B2 (ja) |
| EP (1) | EP1598276B1 (ja) |
| JP (1) | JP2005330010A (ja) |
| AT (1) | ATE358054T1 (ja) |
| DE (2) | DE102004024358A1 (ja) |
| DK (1) | DK1598276T3 (ja) |
| ES (1) | ES2285600T3 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019124008A1 (de) * | 2019-09-06 | 2021-03-11 | Marbach Werkzeugbau Gmbh | Technik zum Ausschneiden von in einer Folie erzeugten Verpackungen |
| DE102019129403A1 (de) * | 2019-10-31 | 2021-05-06 | Marbach Werkzeugbau Gmbh | Technik zum Ausstanzen von in wenigstens einer Folie erzeugten Verpackungen |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2004100000A4 (en) | 2004-01-02 | 2004-02-12 | Sands Innovations Pty Ltd | Dispensing stirring implement |
| PL1808376T3 (pl) * | 2006-01-13 | 2009-08-31 | Tetra Laval Holdings & Finance | Sposób i zespół do rozdzielania otwierających urządzeń podawanych razem w postaci arkusza i nanoszonych indywidualnie na odpowiednie opakowania płynnych produktów spożywczych |
| BRPI0806943A2 (pt) | 2007-01-31 | 2014-05-06 | Sands Innovations Pty Ltd | Utensílio de dispensação e método de fabricação para o mesmo |
| ES2315208B1 (es) * | 2008-07-31 | 2010-03-17 | Xavier Miret Gayet | Dispositivo y procedimiento para obtencion de envases a partir de una lamina termoconformada. |
| EP2373551B1 (en) | 2008-12-09 | 2015-04-08 | Sands Innovations Pty Ltd. | A dispensing container |
| DE202009003104U1 (de) * | 2009-03-09 | 2009-04-30 | Variovac Ps Systempack Gmbh | Kunststofffolienverpackung mit Etikett und Verpackungsmaschine zur kontinuierlichen Herstellung solcher Kunststofffolienverpackungen |
| JP5570772B2 (ja) * | 2009-07-30 | 2014-08-13 | ウルマ パッケージング テクノロジカル センター エス コープ | ヒートシール包装装置及びヒートシール包装方法 |
| USD636890S1 (en) | 2009-09-17 | 2011-04-26 | Sands Innovations Pty. Ltd. | Dispensing utensil |
| US8511500B2 (en) | 2010-06-07 | 2013-08-20 | Sands Innovations Pty. Ltd. | Dispensing container |
| DE102010049960A1 (de) * | 2010-10-28 | 2012-05-03 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Tiefziehverpackungsmaschine und Verfahren zum Betrieb einer solchen Tiefziehverpackungsmaschine |
| US8485360B2 (en) | 2011-03-04 | 2013-07-16 | Sands Innovations Pty, Ltd. | Fracturable container |
| ES2527611B1 (es) | 2013-07-24 | 2015-11-04 | Ulma Packaging Technological Center, S.Coop. | Máquina de envasado en atmósfera modificada, en segunda piel o en vacío, y método |
| JP2015071435A (ja) * | 2013-10-02 | 2015-04-16 | オリヒロエンジニアリング株式会社 | 直方体状ゲル化物入りフィルム包装袋の製造装置及び製造方法 |
| DE102014204384A1 (de) * | 2014-03-11 | 2015-09-17 | Robert Bosch Gmbh | Vorrichtung zum Trennen von zu Behältergruppen verbundenen Behältern |
| EP3088315B2 (de) | 2015-04-30 | 2022-11-02 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Tiefziehverpackungsmaschine mit streifenstanze |
| AR105231A1 (es) * | 2015-06-09 | 2017-09-20 | Cryovac Inc | Aparato y proceso para envasar productos |
| WO2017009179A1 (de) * | 2015-07-10 | 2017-01-19 | Gea Food Solutions Germany Gmbh | Verpackungsmaschine mit reststreifenentsorgung |
| EP3428079B1 (de) * | 2017-07-14 | 2019-12-25 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Tiefziehverpackungsmaschine mit flexibler packungsunterstützung |
| EP3827943A1 (en) * | 2019-11-27 | 2021-06-02 | Industrias Tecnológicas de Mecanización y Automatizaciòn, S.A. | Container pre-cutting system |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2015857A (en) * | 1935-10-01 | Apparatus for and process of pre | ||
| US336335A (en) * | 1886-02-16 | Combined punching and shearing device | ||
| US1957864A (en) * | 1931-11-06 | 1934-05-08 | Eastman Kodak Co | Method for reproducing on photographic strip material |
| US3238691A (en) | 1963-03-06 | 1966-03-08 | Nat Dairy Prod Corp | Packaging material register control |
| DE1511634A1 (de) * | 1966-08-19 | 1970-08-06 | Hassia Verpackung Ag | Verfahren und Vorrichtung zum Zuschneiden von Einzelpackungen aus einem zusammenhaengenden,zwangsvorschubgefuehrten Folienband |
| US3673760A (en) * | 1970-10-26 | 1972-07-04 | American Can Co | Packaging method and apparatus |
| US3759122A (en) * | 1972-05-22 | 1973-09-18 | Filper Corp | Package separator and corner cutting die for individual portions, and method |
| US3888066A (en) * | 1973-10-29 | 1975-06-10 | Gmt Sa | Machine for performing longitudinal and transverse cuttings in sheets, plates and similar products |
| DE2506446A1 (de) * | 1975-02-15 | 1976-08-26 | Hassia Verpackung Gmbh | Tiefziehmaschine |
| US4043234A (en) * | 1976-11-24 | 1977-08-23 | Victor B. Godin, Trustee | Apparatus and method for cutting circles from sheet material |
| IT1156914B (it) * | 1978-03-13 | 1987-02-04 | Lavazza Gian Maria | Procedimento e dispositivo per tranciare da un nastro di lamiera una pluralita' di pezzi continui a forma di pettine |
| JPS54140379A (en) | 1978-04-20 | 1979-10-31 | Agency Of Ind Science & Technol | Method and device for sending constant volume of slurry by pressure |
| DE2832365C3 (de) * | 1978-07-22 | 1981-02-05 | Adolf Illig Maschinenbau Gmbh & Co, 7100 Heilbronn | Vorrichtung zum Fördern und Vereinzeln eines Bandes aus zusammenhängenden Skin-Verpackungen |
| DE3118946A1 (de) * | 1981-05-13 | 1982-12-16 | Krämer + Grebe GmbH & Co KG Maschinenfabrik, 3560 Biedenkopf | Vorrichtung zum austrennen von muldenfoermig tiefgezogenen, befuellten kunststoff-packungen aus den folienbahnen |
| DE3205277A1 (de) * | 1982-02-15 | 1983-08-25 | W. U. H. Fernholz (Gmbh & Co Kg), 5882 Meinerzhagen | Verfahren zum heisssiegeln |
| FR2528386B1 (fr) * | 1982-06-14 | 1986-04-11 | Erca Holding | Procede et installation de conditionnement d'un produit |
| US4441391A (en) * | 1983-04-27 | 1984-04-10 | At&T Technologies, Inc. | Apparatus for severing an article from a carrier and for positioning the severed article |
| JPS62114897A (ja) | 1985-11-12 | 1987-05-26 | シ−ケ−デイ株式会社 | 包装体の分離方法 |
| US4747774A (en) | 1987-02-09 | 1988-05-31 | Westinghouse Electric Corp. | Conforming crucible/susceptor system for silicon crystal growth |
| IT1202485B (it) * | 1987-02-09 | 1989-02-09 | Idealtecnica Di Re Tercisio E | Macchina termoformatrice per confezionare vaschette chiuse per prodotti in generale |
| DE3841250A1 (de) * | 1988-12-07 | 1990-06-13 | Multivac Haggenmueller Kg | Verpackungsmaschine mit einer schneideinrichtung |
| EP0485208A1 (en) * | 1990-11-09 | 1992-05-13 | Sanford Redmond Inc. | Compact form-fill-seal machine for automatic production of sealed packages with improved transverse cutting mechanism |
| US5397106A (en) * | 1992-07-02 | 1995-03-14 | Rollem Patent Products Limited | Cutting and collating sheets of paper |
| CH687609A5 (de) * | 1993-01-20 | 1997-01-15 | Tetra Alfa Holdings | Verfahren und Vorrichtung zum Fuellen und Verschliessen einer Packung. |
| IT1321251B1 (it) * | 2000-05-10 | 2004-01-08 | Ima Spa | Dispositivo di tranciatura di confezioni blister in una macchinablisteratrice. |
-
2004
- 2004-05-17 DE DE200410024358 patent/DE102004024358A1/de not_active Withdrawn
-
2005
- 2005-04-29 AT AT05009437T patent/ATE358054T1/de not_active IP Right Cessation
- 2005-04-29 EP EP20050009437 patent/EP1598276B1/de active Active
- 2005-04-29 DE DE200550000514 patent/DE502005000514D1/de active Active
- 2005-04-29 ES ES05009437T patent/ES2285600T3/es active Active
- 2005-04-29 DK DK05009437T patent/DK1598276T3/da active
- 2005-05-12 US US11/127,641 patent/US7896792B2/en not_active Expired - Fee Related
- 2005-05-16 JP JP2005142557A patent/JP2005330010A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019124008A1 (de) * | 2019-09-06 | 2021-03-11 | Marbach Werkzeugbau Gmbh | Technik zum Ausschneiden von in einer Folie erzeugten Verpackungen |
| DE102019124008B4 (de) | 2019-09-06 | 2022-03-24 | Marbach Werkzeugbau Gmbh | Technik zum Ausschneiden von in einer Folie erzeugten Verpackungen |
| DE102019129403A1 (de) * | 2019-10-31 | 2021-05-06 | Marbach Werkzeugbau Gmbh | Technik zum Ausstanzen von in wenigstens einer Folie erzeugten Verpackungen |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE358054T1 (de) | 2007-04-15 |
| JP2005330010A (ja) | 2005-12-02 |
| EP1598276A1 (de) | 2005-11-23 |
| US20050252351A1 (en) | 2005-11-17 |
| US7896792B2 (en) | 2011-03-01 |
| ES2285600T3 (es) | 2007-11-16 |
| DK1598276T3 (da) | 2007-07-30 |
| DE102004024358A1 (de) | 2005-12-15 |
| DE502005000514D1 (de) | 2007-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1598276B1 (de) | Verpackungsmaschine und Verfahren zum Schneiden von Packungen | |
| EP2004491B1 (de) | Verfahren zum herstellen einer verpackung und verpackungsmaschine | |
| DE102011010601B4 (de) | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung | |
| EP2551203B1 (de) | Verfahren zum Schneiden von Packungen | |
| EP2735411B1 (de) | Verfahren zum Bilden von Formetikettenstapeln | |
| EP3552979B1 (de) | Herstellung von mehrlagenpackungen | |
| EP3476753B1 (de) | Tiefziehverpackungsmaschine und verfahren zum betreiben einer tiefziehverpackungsmaschine | |
| EP3088315B2 (de) | Tiefziehverpackungsmaschine mit streifenstanze | |
| DE19820408C2 (de) | Vorrichtung zum Ausstanzen von Behältern aus einer Folienbahn | |
| EP2537766A1 (de) | Komplettschnittstation und Verfahren zum Vereinzeln von Verpackungen | |
| EP0781189B1 (de) | Vorrichtung zum trennen von fliessmittelpackungen | |
| DE102005047646B4 (de) | Vorrichtung zum Ausstanzen von Zuschnitten aus bahnförmigem Material | |
| DE102020005089A1 (de) | Verpackungsmaschine zum Verpacken von pharmazeutischen Produkten in Blisterpackungen | |
| DE102019124008B4 (de) | Technik zum Ausschneiden von in einer Folie erzeugten Verpackungen | |
| EP3564136A1 (de) | Verpackungsmaschine mit fördereinrichtung | |
| DE60314567T2 (de) | Verfahren und Maschine für integrierte Formung zum Herstellen von nichtentformbaren Bechern | |
| EP3319881B1 (de) | Verpackungsmaschine mit reststreifenentsorgung | |
| WO2005077762A1 (de) | Vorrichtung zum aufbringen von folienteilen aus einem folienband auf objekte | |
| EP3539883A1 (de) | Tiefziehverpackungsmaschine mit folienumlenkung | |
| EP0684896B1 (de) | Vorrichtung zum austrennen von näpfe aufweisenden packungsstreifen aus einem folienstrang | |
| DE3249353C2 (de) | Vorrichtung zum Verpacken von Materialien | |
| DE102016123564A1 (de) | Tiefziehverpackungsmaschine | |
| WO2023110748A1 (de) | Verpackungsmaschine mit einem materialbahnstreifenschneider | |
| DE3818824C1 (ja) | ||
| EP4327995A1 (de) | Tiefziehverpackungsmaschine und verfahren zum herstellen einer lochung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20051209 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070418 |
|
| REF | Corresponds to: |
Ref document number: 502005000514 Country of ref document: DE Date of ref document: 20070510 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070728 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070828 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2285600 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: MULTIVAC SEPP HAGGENMULLER G.M.B.H. & CO. KG Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| 26N | No opposition filed |
Effective date: 20080102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070629 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20080422 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070628 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070929 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005000514 Country of ref document: DE Representative=s name: GRUENECKER PATENT- UND RECHTSANWAELTE PARTG MB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502005000514 Country of ref document: DE Owner name: MULTIVAC SEPP HAGGENMUELLER SE & CO. KG, DE Free format text: FORMER OWNER: MULTIVAC SEPP HAGGENMUELLER GMBH & CO. KG, 87787 WOLFERTSCHWENDEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210430 Year of fee payment: 17 Ref country code: FR Payment date: 20210421 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20210422 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20210421 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20220501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220501 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220429 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220429 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230517 Year of fee payment: 19 Ref country code: DE Payment date: 20230418 Year of fee payment: 19 |