EP1588632B1 - Verfahren und Einrichtung zum Fördern von Rauchartikeln - Google Patents
Verfahren und Einrichtung zum Fördern von Rauchartikeln Download PDFInfo
- Publication number
- EP1588632B1 EP1588632B1 EP05013782A EP05013782A EP1588632B1 EP 1588632 B1 EP1588632 B1 EP 1588632B1 EP 05013782 A EP05013782 A EP 05013782A EP 05013782 A EP05013782 A EP 05013782A EP 1588632 B1 EP1588632 B1 EP 1588632B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cigarette
- smoking article
- drum
- article groups
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
Definitions
- the invention relates to a method and a device for conveying smoking article groups on a tray conveyor, wherein on the smoking article groups in each case a connecting plate is arranged with at least one free end.
- the prior art discloses a method for uniting smoking article components in the form of glued connection leaflets fed on a roller at a defined pitch and a cigarette-mouthpiece group fed on a drum, and a device for combining smoking article components in the form of a defined one Division distance on a roller supplied, glued connection blades and a supplied on a drum trunk cigarette mouthpiece group known.
- machines of the tobacco processing industry, in particular Filteransetzmaschinen known.
- a defined pitch is to be understood as meaning the pitch determined by the predetermined length of the connecting blades.
- a device for connecting cigarette-mouthpiece groups by wrapping with glued connection papers is, for example, by EP-A-0 687 424 known.
- the smoking article components are moved through a rolling channel and thereby rotated during its forward movement about its own axis.
- Method and apparatus of the type described above are used in particular for packaging of a filter attachment transaxially promoted filter cigarette.
- Their performance with respect to the per unit time produced and ejected articles has increased over time again and again or had to be adapted to the increased performance of the upstream cigarette rod machine.
- the above-mentioned rolling device as a sub-aggregate on a Filteransetzmaschine reaches a critical performance limit, the exceeding of which can inevitably lead to a reduction in quality or increased tobacco failure, damage, deformation or even destruction of cigarettes produced.
- the publication DE-A-25 17 209 discloses an apparatus for merging tipping paper and cigarette-filter-cigarette groups in which tipping paper is fed to a trough drum. When transferring the groups to the tipping paper feed drum, the tipping paper lays around the group.
- the smoking article components are joined together by two successive rolling operations.
- the first partial roll takes place in a receptacle of the hollow drum during and during the transfer of the connecting sheet to a cigarette-mouthpiece group.
- the final rolling is carried out in the form of a multiple rewinding of the partially connected components in a further process step.
- DE-B-12 58 773 a device for rolling rod-shaped tobacco articles is described, wherein at a filter attachment machine by means of a feeder drum groups of cigarettes are conveyed, each with a covering sheet to a rolling drum with a fixed rolling surface.
- the wrapping sheet is arranged with two fine ends on the cigarette group.
- the front free end of the cover sheet is applied to the cigarette group and at the same time initiated the rolling process.
- DE-B-11 57 525 discloses a device for laying compound leaflets about cigarette-mouthpiece groups, on a conveyor belt groups with an attached leaflet being conveyed and delivered to a subsequent conveyor, the leaflets having two free ends being arranged on the cigarette groups on the first conveyor.
- GB-A-731,861 describes a device for reeling rod-shaped tobacco articles, wherein groups of cigarettes are transferred to a conveyor drum with a connecting blade having two free ends. On the conveyor drum, the free ends are wrapped around the group of cigarettes by means of movable arms completely around the group of cigarettes, so that completely enveloped groups of cigarettes arise on the conveyor drum.
- DE-B-12 83 723 a device for wrapping a connective leaflet around tobacco rod filter plug tobacco rod groups, wherein the leaflet is tangentially attached to the groups with two free ends.
- the smoking article groups are then transferred to a rolling drum, wherein the rolling drum has pivotable trough blocks. During the transfer, the groups are pressed into the troughs of the trough blocks, so that the short end of the tying sheet partially engages around the group. Subsequently, the connecting sheets are wound on the roller drum by means of an endless belt around the groups of cigarettes.
- DE-B-11 61 507 a device for producing filter cigarettes, wherein cigarette-mouthpiece groups on a Be promoted conveyor drum and passed to a subsequent conveyor drum. Subsequently, connecting tabs with two free ends are attached to the cigarette-mouthpiece groups to the cigarette-mouthpiece groups.
- the invention has for its object to ensure a high product quality of Rauchartikein, even at higher production rates of cigarette production.
- the connecting leaflet is arranged with two free ends on the cigarette-mouthpiece group and in a subsequent step by rolling the components, the connecting leaflet is wrapped around the joints of the cigarette-mouthpiece group.
- This is based on the idea that the cigarette-mouthpiece group should not change its position on or in the drum, wherein in an intermediate step, a partial wrap of the cigarette-mouthpiece group by applying a free end of the connecting leaflet to the cigarette mouthpiece Group should take place.
- the free length of the connecting leaflet is shortened, so that the leaflet end is released from a subsequent cigarette mouthpiece group or is not overtaken by this.
- a complete connection of the cigarette mouthpiece group with the compound leaflet is then carried out by rolling over of the components, so that the compound leaflets completely surrounds the joints of the cigarette mouthpiece group.
- the fact that the connecting leaflets on the cigarette-mouthpiece group has a leading end, which is connected to the Zlgaretten-MundstücK group after handover, the Tallungsabstand between two consecutive partially connected components can be shortened, since the distance gap between the rear free End of the connecting leaflet and the subsequent cigarette-mouthpiece group is increased. This gap can then be shortened so that a Filteransetzmaschine can be operated with a higher production capacity.
- connection leaflet may be adhesively bonded to the cigarette mouthpiece assembly when the connection leaflet is asymmetrically disposed on the cigarette mouthpiece assembly. In this case, the supply of the tipping paper leaflet takes place with a smooth feed drum.
- a secure partial enclosure of the cigarette and mouthpiece assembly is achieved by partially joining the connection leaflet and the cigarette and mouthpiece assembly by placing a free end of the connection leaflet after the assembly of the leaflet on the cigarette and mouthpiece assembly. This is done in a process step after the arrangement of the compound leaflet on the cigarette filter group.
- the front in the conveying direction of the cigarette mouthpiece group free end of the connecting leaflet is applied to the cigarette-mouthpiece group.
- the free end of the connecting leaflet is applied by means of a contact member to the cigarette-mouthpiece group.
- the pitch of the partially connected components is reduced. After joining the partially bonded components and the Tellumhüllung the distance between the lashing free end of the connection leaflets and the subsequent, also partially wrapped cigarette mouthpiece group is greater than cigarette-mouthpiece groups in which the leaflet at a position according to the prior art is attached.
- the conveyor drum downstream conveyor can also be operated with a smaller pitch, so that overall the productivity of a machine is gestelgert at a high MathqualltHence.
- more cigarettes per minute can thus be transported or produced in one machine.
- the smoking article components are treated gently.
- the pitch of the receptacles of the well drum is reduced after the partial connection of the components.
- the reduction of the pitch is based on the idea that by applying the leading free end of the connecting leaflet to the cigarette mouthpiece group, the distance gap between the trailing free end and the subsequent, also partially enveloped group is increased. Due to the larger clearance gap, it is possible to shorten the pitch on the subsequent devices or conveyor drums, so that a Filteransetzmaschine is operated at a higher throughput of manufactured cigarettes. By shortening the spacing of the partially wound objects, the transfer of the mutually connected smoking article components to a transfer drum with a smaller pitch can subsequently take place.
- a Filteransetzer be operated after the acquisition of the components of a Strangeinheit with a smaller pitch.
- the bonding leaflets and cigarette and mouthpiece groups will be merged at the same pitch.
- a secure adhesive bond between the smoking article components is ensured by rolling after the transfer of the tell associated components to the drum.
- the final rolling is carried out in the form of a multiple rewinding of the components.
- the device of the type mentioned above is further developed in that the device for arranging the connecting leaflet has two free ends on the cigarette mouthpiece group is trained.
- a means for partial connection of the components by applying a free end of the connecting leaflet, in particular the front in the conveying direction, free end, to the cigarette mouthpiece Group provided.
- the means for partial connection of the components between the roller and a transfer drum, with respect to the conveying direction of the hollow drum, is arranged.
- the means for partial connection is formed as a rotational body and / or Anlegeorgan.
- the free end of the connecting leaflet is applied without wrinkling to the cigarette and mouthpiece group, when the means for partial connection at least one application means, preferably a projection has.
- the application means on the same pitch of the recordings of the drum tubule in the arrangement of the connecting sheet on.
- the recordings of the hollow drum are variable with respect to the pitch.
- the partially connected components can be transferred to a transfer drum with a smaller pitch.
- At least one rolling station is provided for wrapping the connecting leaflet around the joints of the cigarette and mouthpiece group.
- the roll station may be provided by, for example, a roll block as shown in DT-PS 1632193 or, alternatively, by a roll-formed channel, as in Figs DE-A-198 57 576 shown to be realized.
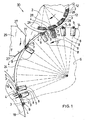
- Fig. 1 is a device 30 according to the invention with several drums, as formed for example in a filter attachment, shown schematically in the neck.
- the conveying means of the device 30 involved in the processes comprise a suction roll 2 revolving in the direction of the arrow 1, onto which glued on the outside connecting lamellae 3 are supplied with a defined pitch, which is predetermined by the length of the connecting leaflet 3.
- the connecting sheets 3 are arranged on holding pieces 28 of the suction roll 2 and are held in the holding pieces 28 by means of suction air openings.
- Another involved conveying means of the device 30 is formed as a hollow drum 6, which rotates in the direction of arrow 7 and is equipped with drum recesses 8 on movable hollow arms.
- a transfer device with movable arms for rod-shaped articles is, for example, in DE-B-31 37 223 disclosed.
- the drum wells 8 each receive a cigarette mouthpiece group 9.
- the cigarette-mouthpiece groups 9 are held on the conveyor drum 6 by means of negative pressure, which bears against the suction bores 11.
- the connecting leaflets 3 and the drum troughs 8 point to the handover of the connecting leaflet 3 to the cigarette-mouthpiece groups 9 the same pitch.
- the cigarette-mouthpiece group 9 are supplied with the connecting leaflets 3 along the leaflet guide 24 a roller star 25, which has as a rotational body on the outside radially arranged projections 27.
- the pitch of the projections 27 of the rolling star 25 corresponds to the pitch of the drum troughs 8 on the suction roll 2 and the pitch of the holding pieces 28 of the suction roll 2.
- the rotational movement of the roller shutter 25 is synchronized with the rotation movement of the drum trunk 6.
- the rear, free end 5 of the connecting blade 3 does not change its relative position to the Zlgaretten-mouthpiece group 9 in the sub-cladding.
- the pitch between the drum receivers 8 is shortened, so that the drum receivers 8 in the delivery of the partially connected smoking article components 3, 9 on the roller drum 18 have a shortened (pitch) distance.
- the distance between the drum receivers 8 is increased again, so that the pitch of the receptacles 8 on the suction roller 2 again corresponds to the pitch of the connecting leaflets 3.
- the rolling drum 18 takes over the partially wrapped combination of connecting leaflets 3 and cigarette mouthpiece group 9 in the direction of arrow 19 to a (not shown here) rolling station, on which, for example, between a roller block and the outer periphery of the roller drum 18 a rolling channel is formed.
- the rolling surface of the roller block is considerably longer than the peripheral surface of the cigarette-mouthpiece groups 9, so that they are rolled over several times and connected to the connecting plate 3.
- the rolling instead of the roller block by means of bands, as for example in DE-A-198 57 576 is shown to be performed.
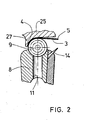
- FIG. 2 the application of the front free end 4 of the connecting leaflet 3 to the cigarette mouthpiece group 9 by means of the rolling star 25 is shown in detail.
- the roller star 25 has a projection 27, the synchronous rotation of the roller shutter 25 and the drum barrel 6, based on the conveying direction of the drum 6, the cigarette mouthpiece group 9 approaches until the projection 27, the front end 4 of the connecting leaflets 3 and pressed on the cigarette mouthpiece group 9.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacture Of Tobacco Products (AREA)
Description
- Die Erfindung betrifft ein Verfahren und eine Einrichtung zum Fördern von Rauchartikelgruppen auf einem Muldenförderer, wobei auf den Rauchartikelgruppen jeweils ein Verbindungsblättchen mit wenigstens einem freien Ende angeordnet ist.
- Aus dern Stand der Technik sind ein Verfahren zum Vereinigen von Rauchartikelkomponenten in Form von mit einem definierten Teilungsabstand auf einer Walze zugeführten, beleimten Verbindungsblättchen und einer auf einer Muldentrommel zugeführten Zigaretten-Mundstück-Gruppe sowie eine Einrichtung zum Vereinigen von Rauchartikelkomponenten in Form von mit einem definierten Teilungsabstand auf einer Walze zugeführten, beleimten Verbindungsblättchen und einer auf einer Muldentrommel zugeführten Zigaretten-Mundstück-Gruppe bekannt. Darüber hinaus sind Maschinen der tabakverarbeitenden Industrie, insbesondere Filteransetzmaschinen bekannt.
- Unter einem definierten Teilungsabstand ist im erfindungsgemäßen Sinn der durch die vorgegebene Länge der Verbindungsblättchen bestimmte Tellungsabstand zu verstehen.
- Eine Einrichtung zum Verbinden von Zigaretten-Mundstück-Gruppen durch Umwickeln mit beleimten Verbindungsblättchen ist beispielsweise durch die
EP-A-0 687 424 bekannt. Hierbei werden die Rauchartikelkomponenten durch einen Rollkanal hindurchbewegt und dabei während ihrer Vorwärtsbewegung um die eigene Achse gedreht. - Verfahren und Vorrichtung der vorstehend bezeichneten Art dienen insbesondere zur Konfektionierung von auf einer Filteransetzmaschine queraxial geförderten Filterzigarette. Deren Leistung bezüglich der pro Zeiteinheit hergestellten und ausgestoßenen Artikel hat sich im Laufe der Zeit immer wieder sprunghaft erhöht bzw. mußte der gestiegenen Leistungsfähigkeit der vorgeschalteten Zigarettenstrangmaschine angepasst werden. Dabei erreicht die eingangs genannte Rolleinrichtung als Teilaggregat auf einer Filteransetzmaschine eine kritische Leistungsgrenze, deren Überschreitung zwangsläufig zu einer Qualitätsminderung bzw. erhöhtem Tabakausfall, Beschädigung, Verformung oder gar Zerstörung der hergestellten Zigaretten führen kann.
- Die Offenlegungsschrift
DE-A-25 17 209 offenbart eine Vorrichtung zum Zusammenführen von Belagpapierblättchen und Zigarette-Filter-Zigarette-Gruppen, bei der Belagpapier auf einer Muldentrommel zugeführt wird. Bei der Übergabe der Gruppen an die Belagpapierzuführtrommel, legt sich das Belagpapier an die Gruppe herum. - Ferner werden in der europäischen Patentschrift
EP-B-0 821 887 ein Verfahren und eine Vorrichtung zum Vereinigen von Rauchartikeln beschrieben. Gemäß der technischen Lehre werden die Rauchartikelkomponenten durch zwei aufeinanderfolgende Rollvorgänge miteinander verbunden. Hierbei erfolgt die erste Teilrollung in einer Aufnahme der Muldentrommel während und bei der Übergabe des Verbindungsblättchens an eine Zigaretten-Mundstück-Gruppe. Die Endrollung wird in Form einer Mehrfach-Umrollung der teilverbundenen Komponenten in einem weiteren Verfahrensschritt ausgeführt. - In
DE-B-12 58 773 ist eine Vorrichtung zum Umrollen von stabförmigen Tabakartikeln beschrieben, wobei an einer Filteransetzmaschine mittels einer Zubringtrommel Zigarettengruppen mit jeweils einem Umhüllungsblatt zu einer Rolltrommel mit einer feststehenden Rollfläche gefördert werden. Das Umhüllungsblatt ist mit zwei feien Enden an der Zigarettengruppe angeordnet. Bei der Übergabe der Zigarettengruppe von der Zubringtrommel an die Rolltrommel wird das vordere freie Ende des Umhüllungsblatts an die Zigarettengruppe angelegt und gleichzeitig der Rollvorgang eingeleitet. -
DE-B-11 57 525 offenbart eine Vorrichtung zum Herumlegen von Verbindungsblättchen um Zigaretten-Mundstück-Gruppen, wobei auf einem Förderer Gruppen mit einem angehefteten Verbindungsblättchen gefördert und an einen nachfolgenden Förderer übergeben werden, wobei die Verbindungsblättchen mit zwei freien Enden auf den Zigarettengruppen auf dem ersten Förderer angeordnet sind. - Anschließend werden auf beiden Seiten der Aufnahmen des nachfolgenden Förderers die Verbindungsblättchen um die Zigarettengruppe herumgelegt. Dies erfolgt durch radial nach außen beweglich angeordnete Rollflächen des Förderers. Durch eine entsprechende Steuerung der Rollflächen wird auf dem Förderer während der Förderung der Zigarettengruppe das Verbindungsblättchen vollständig um die Zigarettengruppe herumgelegt. Im Anschluss daran werden die vollständig umrollten Zigarettengruppen an einen nachfolgenden Förderer übergeben.
- Ferner ist in
GB-A-731 861 - Weiterhin offenbart
DE-B-12 83 723 eine Vorrichtung zum Herumlegen eines Verbindungsblättchens um Tabakstock-Filterstopfen-Tabakstock-Gruppen, wobei das Verbindungsblättchen tangential mit zwei freien Enden an den Gruppen angeheftet ist. Die Rauchartikelgruppen werden anschließend an eine Rolltrommel übergeben, wobei die Rolltrommel verschwenkbare Muldenklötze aufweist. Bei der Übergabe werden die Gruppen in die Mulden der Muldenklötze eingedrückt, so dass das kurze Ende des Verbindungsblättchens sich teilweise um die Gruppe anlegt. Anschließend werden die Verbindungsblättchen auf der Rolltrommel mittels eines endlosen Bandes um die Zigarettengruppen herumgewickelt. - Überdies offenbart
DE-B-11 61 507 eine Vorrichtung zum Herstellen von Filterzigaretten, wobei Zigaretten-Mundstück-Gruppen auf einer Fördertrommel gefördert werden und an eine nachfolgende Fördertrommel übergeben werden. Anschließend werden an die Zigaretten-Mundstück-Gruppen Verbindungsblättchen mit zwei freien Enden an die Zigaretten-Mundstück-Gruppen angeheftet. - Der Erfindung liegt die Aufgabe zugrunde, eine hohe Produktqualität von Rauchartikein, auch bei höheren Produktionsleistungen der Zigarettenherstellung zu gewährleisten.
- Beim Verfahren der eingangs genannten Art wird bei der Übergabe das Verbindungsblättchen mit zwei freien Enden auf der Zigaretten-Mundstück-Gruppe angeordnet und in einem nachfolgenden Schritt durch Überrollen der Komponenten das Verbindungsblättchen um die Stoßstellen der Zigaretten-Mundstück-Gruppe herumgewickelt wird. Dies beruht auf dem Gedanken, dass die Zigaretten-Mundstück-Gruppe ihre Lage auf bzw. in der Muldentrommel nicht ändern soll, wobei in einem Zwischenschritt eine Teilumschlingung der Zigaretten-Mundstück-Gruppe durch Anlegen eines freien Endes des Verbindungsblättchens an die Zigaretten-Mundstück-Gruppe erfolgen soll. Dabei wird die freie Länge des Verbindungsblättchens verkürzt, so dass das Blättchenende von einer nachfolgenden Zigaretten-Mundstück-Gruppe freikommt bzw. von dieser nicht eingeholt wird. Eine vollständige Verbindung der Zigaretten-Mundstück-Gruppe mit dem Verbindungsblättchen erfolgt anschließend durch Überrollen der Komponenten, so dass das Verbindungsblättchen vollständig die Stoßstellen der Zigaretten-Mundstück-Gruppe umschließt. Dadurch, dass das Verbindungsblättchen auf der Zigaretten-Mundstück-Gruppe ein vorauseilendes Ende aufweist, das nach der Übergabe mit der Zlgaretten-MundstücK-Gruppe verbunden wird, kann der Tallungsabstand zwischen zwei aufeinander folgenden teilverbundenen Komponenten verkürzt werden, da der Abstandsspalt zwischen dem hinteren freien Ende des Verbindungsblättchens und der nachfolgenden Zigaretten-Mundstück-Gruppe vergrößert wird. Dieser Abstandsspalt kann anschließend verkürzt werden, so dass eine Filteransetzmaschine mit einer höheren Produktionsleistung betrieben werden kann.
- Das vorauseilende freie Ende des Verbindungsblättchens kann mit der Zigaretten-Mundstück-Gruppe verklebt bzw. teilweise verbunden werden, wenn das Verbindungsblättchen asymmetrisch auf der Zigaretten-Mundstück-Gruppe angeordnet wird. Hierbei erfolgt die Zuführung des Belagpapierblättchens mit einer glatten Zuführtrommel.
- Eine sichere Teilumhüllung der Zigaretten-Mundstück-Gruppe wird dadurch erreicht, dass nach der Anordnung des Verbindungsblättchens auf der Zigaretten-Mundstück-Gruppe das Verbindungsblättchen und die Zigaretten-Mundstück-Gruppe durch Anlegen eines freien Endes des Verbindungsblättchens teilverbunden werden. Dies erfolgt in einem Verfahrensschritt nach Anordnung des Verbindungsblättchens auf der Zigaretten-Filter-Gruppe. Vorzugsweise wird das in Förderrichtung der Zigaretten-Mundstück-Gruppe vordere freie Ende des Verbindungsblättchens an die Zigaretten-Mundstück-Gruppe angelegt.
- Bevorzugterweise wird das freie Ende des Verbindungsblättchens mittels eines Anlegeorgans an die Zigaretten-Mundstück-Gruppe angelegt.
- Außerdem ist es von Vorteil, wenn der Teilungsabstand der teilverbundenen Komponenten verringert wird. Nach Zusammenfügen der teilverbundenen Komponenten und der Tellumhüllung ist der Abstand zwischen dem nachellenden freien Ende des Verbindungsblättchens und der nachfolgenden, ebenfalls teilumhüllten Zigaretten-Mundstück-Gruppe größer als bei Zigaretten-Mundstück-Gruppen, bei denen das Blättchen an einer Stelle gemäß dem Stand der Technik angeheftet wird. Bei der Verkürzung des Teilungsabstands, beispielsweise durch bewegliche Ärmchen einer Muldentrommel, können die der Muldentrommel nachgeordneten Fördermittel ebenfalls mit einer kleineren Teilung betrieben werden, so dass insgesamt die Produktivität einer Maschine bei einer hohen Produktqualltät gestelgert wird. Durch die Teilungsveränderung bzw. - Verringerung können somit mehr Zigaretten pro Minute in einer Maschine transportiert bzw. hergestellt werden. Gleichzeitig werden die Rauchartikelkomponenten schonend behandelt.
- Besonders vorteilhaft Ist es, wenn der Teilungsabstand der Aufnahmen der Muldentrommel nach der Teilverbindung der Komponenten verringert wird. Die Verringerung des Teilungsabstandes beruht auf dem Gedanken, dass durch das Anlegen des vorauseilenden freien Endes des Verbindungsblättchens an die Zigaretten-Mundstück-Gruppe der Abstandsspalt zwischen dem nacheilenden freien Ende und der nachfolgenden, ebenfalls teilumhüllten Gruppe, vergrößert wird. Durch den größeren Abstandsspalt ist es möglich, den Teilungsabstand auf den nachfolgenden Einrichtungen bzw. Fördertrommeln zu verkürzen, so dass eine Filteransetzmaschine mit einem höheren Durchsatz an hergestellten Zigaretten betrieben wird. Durch die Verkürzung des Abstands der teileingewickelten Gegenstände kann nachfolgend die Übergabe der miteinander tellverbundenen Rauchartikelkomponenten auf eine Übernahmetrommel mit einer geringereren Teilung erfolgen.
- Gemäß einer vorteilhaften Weiterbildung des Verfahrens werden die teilverbundenen Komponenten nach der Teilverbindung an eine Trommel, insbesondere mit einer verringerten Teilung der Muldentrommel entsprechenden Teilung, übergeben. Hierdurch kann beispielsweise ein Filteransetzer nach der Übernahme der Komponenten aus einer Strangeinheit mit einer kleineren Teilung betrieben werden.
- Um die Rauchartikelkomponenten sicher zusammenzuführen, ist vorgesehen, dass die Verbindungsblättchen und die Zigaretten-Mundstück-Gruppen mit dem gleichen Teilungsabstand zusammengeführt werden.
- Wenn der Tellungsabstand zwischen den teilverbundenen Komponenten verändert wird, ist es notwendig, dass nach Übergabe der teilverbundenen Komponenten der Teilungsabstand der Aufnahmen der Muldentrommel vergrößert wird. Die Anpassung des verringerten Teilungsabstands auf die ursprüngliche Teilung gewährleistet einen zuverlässigen Betrieb des Verfahrens bzw. einer Vorrichtung.
- Eine sichere Klebeverbindung zwischen den Rauchartikelkomponenten wird dadurch gewährleistet, dass nach der Übergabe der tellverbundenen Komponenten an die Trommel eine Rollung ausgeführt wird.
- Insbesondere ist es vorteilhaft, wenn die Endrollung In Form einer Mehrfach-Umrollung der Komponenten ausgeführt wird.
- Ferner wird Ist Einrichtung der eingangs genannten Art dadurch weitergebildet, dass die Einrichtung zur Anordnung des Verbindungsblättchens mit zwei freien Enden auf der Zigaretten-Mundstück-Gruppe ausgebildet ist.
- Um die Zlgaretten-Mundstück-Gruppe mit einer Tellumhüllung des freien vorauseilenden Endes mit dem Verbindungsblättchen zu versehen, ist ein Mittel zur Teilverbindung der Komponenten durch Anlegen eines freien Endes des Verbindungsblättchens, insbesondere des in Förderrichtung vorderen, freien Endes, an die Zigaretten-Mundstück-Gruppe vorgesehen. Durch das asymmetrische Anordnen des Verbindungsblättchens auf der Zigaretten-Mundstück-Gruppe wird das freie, vorauseilende Stück des Verbindungsblättchens mit der Zigaretten-Mundstück-Gruppe angedrückt und verbunden. Der hintere, freie Teil des Verbindungsblättchens bildet eine Art Fähnchen.
- Gemäß einer vorteilhaften Weiterbildung ist vorgesehen, dass das Mittel zur Teilverbindung der Komponenten zwischen der Walze und einer Übernahmetrommel, bezogen auf die Förderrichtung der Muldentrommel, angeordnet ist.
- Insbesondere ist das Mittel zur Teilverbindung als Rotationskörper und/oder Anlegeorgan ausgebildet.
- Das freie Ende des Verbindungsblättchens wird ohne Faltenbildung an die Zigaretten-Mundstück-Gruppe angelegt, wenn das Mittel zur Teilverbindung wenigstens ein Anlegemittel, vorzugsweise einen Vorsprung, aufweist.
- Bevorzugterweise weisen die Anlegemittel den gleichen Teilungsabstand der Aufnahmen der Muldentrommel bei Anordnung des Verbindungsblättchens auf.
- Von Vorteil ist es ferner, wenn die Aufnahmen der Muldentrommel bezüglich des Teilungsabstands veränderbar sind. Dadurch können die teilverbundenen Komponenten an eine Übernahmetrommel mit einer kleineren Teilung übergeben werden.
- Vorteilhafterweise ist wenigstens eine Rollstation zum Herumwickeln des Verbindungsblättchens um die Stoßstellen der Zigaretten-Mundstück-Gruppe vorgesehen. Die Rollstation kann durch z.B. einen Rollklotz, wie in DT-PS 16 32 193 gezeigt, oder alternativ durch einen mittels Bändern ausgebildeten Rollkanal, wie in
DE-A-198 57 576 gezeigt, realisiert werden. - Ferner ist eine Maschine der tabakverarbeitenden Industrie, Insbesondere Filteransetzmaschine, mit einer erfindungsgemäßen Einrichtung, wie sie voranstehend beschrieben ist, ausgebildet.
- Hierdurch wird bei einer angestrebten und erzielten höheren Durchsatzleistung und damit Produktionsleistung der Filterzigarettenlinien eine gleichbleibende bzw. u.U. sogar verminderte Artikelbeanspruchung während des Herstellungsprozesses erreicht. Darüber hinaus kann eine Geschwindigkeitsreduzierung und eine daraus resultierende Verminderung des Lärms erreicht werden, so dass insgesamt der Wirkungsgrad einer Filteransetzmaschine gesteigert wird.
- Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand eines Ausführungsbeispiels unter Bezugnahme auf die Zeichnungen exemplarisch beschrieben, auf die im übrigen bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich verwiesen wird. Es zeigen:
- Fig. 1
- ausschnittsweise eine Trommelanordnung einer Filteransetzmaschine und
- Fig. 2
- schematisch die Teilumhüllung von Rauchartlkelkomponenten im Ausschnitt.
- In den Zeichnungen sind die gleichen Elementen mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.
- In
Fig. 1 ist eine erfindungsgemäße Einrichtung 30 mit mehreren Trommeln, wie sie beispielsweise in einer Filteransetzmaschine ausgebildet ist, im Ausschnitt schematisch dargestellt. Die an den Vorgängen beteiligten Fördermittel der Einrichtung 30 umfassen eine in Pfeilrichtung 1 umlaufende Saugwalze 2, auf welcher auf der Außenseite beleimte Verbindungsblättchen 3 mit einem definierten Teilungsabstand zugeführt werden, der durch die Länge des Verbindungsblättchens 3 vorgegeben ist. Die Verbindungsblättchen 3 werden auf Haltestücken 28 der Saugwalze 2 angeordnet und werden mittels Saugluftöffnungen in den Haltestücken 28 gehalten. - Ein weiteres beteiligtes Fördermittel der Einrichtung 30 ist als Muldentrommel 6 ausgebildet, welche in Pfeilrichtung 7 umläuft und mit Trommelmulden 8 auf beweglichen Muldenarmen ausgestattet ist. Eine Übertragungsvorrichtung mit beweglichen Ärmchen für stabförmige Artikel ist beispielsweise in
DE-B-31 37 223 offenbart. - Die Trommelmulden 8 nehmen jeweils eine Zigaretten-Mundstück-Gruppe 9 auf. Die Zigaretten-Mundstück-Gruppen 9 werden mittels Unterdruck, der an den Saugbohrungen 11 anliegt, auf der Fördertrommel 6 gehalten.
- Die Verbindungsblättchen 3 und die Trommelmulden 8 weisen bei der Übergabe des Verbindungsblättchens 3 an die Zigaretten-Mundstück-Gruppen 9 den gleichen Teilungsabstand auf.
- Beim synchronen Drehen der Saugwalze 2 und der Muldentrommel 6 werden die Verbindungsblättchen 3 und die Zigaretten-Mundstück-Gruppe 9 aufeinander zu bewegt und zusammengeführt. Bei der Zusammenführung eines Verbindungsblättchens 3 mit einer Zigaretten-Mundstück-Gruppe 9 wird das Verbindungsblättchen 3 asymmetrisch mit einem vorderen freien Ende 4 und einem hinteren freien Ende 5 an die Zigaretten-Mundstück-Gruppe 9 angeheftet. Nachfolgend werden die angehefteten Verbindungsblättchen 3 mit der jeweiligen Zigaretten-Mundstück-Gruppe 9 von der Saugwalze 2 wegbewegt in Richtung auf eine Übergabetrommel 18. Die Kombination aus Verbindungsblättchen 3 und Zigaretten-Mundstück-Gruppe 9 wird dabei entlang einer Blättchenführung 24 bewegt. Die Blättchenführung 24 verhindert ein Ablösen des Blättchens 3 von der Gruppe 9.
- Nachfolgend werden die Zigaretten-Mundstück-Gruppe 9 mit dem Verbindungsblättchen 3 entlang der Blättchenführung 24 einem Rollstern 25 zugeführt, der als Rotationskörper auf der Außenseite sternförmig angeordnete Vorsprünge 27 aufweist. Der Teilungsabstand der Vorsprünge 27 des Rollsterns 25 entspricht dem Teilungsabstand der Trommelmulden 8 an der Saugwalze 2 bzw. dem Teilungsabstand der Haltestücke 28 der Saugwalze 2. Um eine Teilumhüllung der Zigaretten-Mundstück-Gruppe 9 mit dem vorauseilenden Ende 4 des Verbindungsblättchens 3 auszuführen, berührt der Vorsprung 27 das vordere Ende 4 des Verbindungsblättchens 3 und legt somit das vordere Ende 4 an die Zigaretten-Mundstück-Gruppe an. Die Rotationsbewegung des Rollsterns 25 ist synchronisiert mit der Rotationsbewegung der Muldentrommel 6. Das hintere, freie Ende 5 des Verbindungsblättchens 3 ändert bei der Teilumhüllung nicht seine relative Lage zur Zlgaretten-Mundstück-Gruppe 9.
- Nach der Teilumhüllung bzw. Teilverbindung der Komponenten 3, 9 wird der Teilungsabstand zwischen den Trommelaufnahmen 8 verkürzt, so dass die Trommelaufnahmen 8 bei der Abgabe der teilverbundenen Rauchartikelkomponenten 3, 9 an der Rolltrommel 18 einen verkürzten (Teilungs-)Abstand aufweisen. Nach Abgabe der teilverbundenen Komponenten 3, 9 an die Rolltrommel 18 wird der Abstand zwischen den Trommelaufnahmen 8 wieder vergrößert, so dass der Teilungsabstand der Aufnahmen 8 an der Saugwalze 2 wieder dem Tellungsabstand der Verbindungsblättchen 3 entspricht.
- Die Rolltrommel 18 übernimmt die teilumhüllte Kombination aus Verbindungsblättchen 3 und Zigaretten-Mundstück-Gruppe 9 in Pfeilrichtung 19 zu einer (hier nicht dargestellten) Rollstation, an welcher z.B. zwischen einem Rollklotz und dem Außenumfang der Rolltrommel 18 ein Rollkanal gebildet wird. Die Rollfläche des Rollklotzes ist erheblich länger als die Umfangsfläche der Zigaretten-Mundstück-Gruppen 9, so dass diese mehrfach umrollt und mit dem Verbindungsblättchen 3 verbunden werden. Alternativ kann die Rollung anstelle des Rollklotzes mittels von Bändern, wie es beispielsweise in
DE-A-198 57 576 gezeigt ist, durchgeführt werden. - In
Fig. 2 ist das Anlegen des vorderen freien Endes 4 des Verbindungsblättchens 3 an die Zigaretten-Mundstück-Gruppe 9 mittels des Rollsterns 25 im Detail dargestellt. Der Rollstern 25 verfügt über einen Vorsprung 27, der beim synchronen Drehen des Rollsterns 25 und der Muldentrommel 6, bezogen auf die Förderrichtung der Trommel 6, sich an die Zigaretten-Mundstück-Gruppe 9 annähert, bis der Vorsprung 27 das vordere Ende 4 des Verbindungsblättchens 3 berührt und an die Zigaretten-Mundstück-Gruppe 9 drückt. Das hintere freie Ende 5 des Verbindungsblättchens 3, das von einem (rückwärtigen) Dorn 14 der Aufnahme 8 aufliegt und von diesem gestützt wird, bleibt in seiner Länge während dieser Teilverbindung konstant. -
- 1
- Pfeil
- 2
- Saugwalze
- 3
- Verbindungsblättchen
- 4
- freies Ende
- 5
- freies Ende
- 6
- Muldentrommel
- 7
- Pfeil
- 8
- Trommelaufnahme
- 9
- Zigaretten-Mundstück-Gruppe
- 11
- Saugluftbohrung
- 12
- Saugluftöffnung
- 14
- Haltedorn
- 18
- Rolltrommel
- 19
- Pfeil
- 24
- Blättchenführung
- 25
- Rollstern
- 27
- Vorsprung
- 28
- Haltestücke
- 30
- Einrichtung
Claims (11)
- Verfahren zum Fördern von Rauchartikelgruppen (9) auf einem Muldenförderer (6), wobei auf den Rauchartikelgruppen (9) jeweils ein Verbindungsblättchen (3) mit zwei freien Enden angeordnet ist, dadurch gekennzeichnet, dass ein freies Ende des Verbindungsblättchens (3) mittels eines an dem Muldenförderer (6) vorgesehenen Anlegeorgans (25) an die auf dem Muldenförderer (6) geförderten Rauchartikelgruppen (9) angelegt wird, nach dem Anlegen des freien Endes des Verbindungsblättchens (3) die Rauchartikelgruppen (9) auf dem Muldenförderer (6) zu einer Rolltrommel (18) gefördert und vom Muldenförderer (6) an die Rolltrommel (18) übergeben werden und in einer Rollstation die Verbindungsblättchen (3) um die Rauchartikelgruppen (9) gerollt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Verbindungsblättchen (3) mit zwei freien Enden asymmetrisch auf den Rauchartikelgruppen (9) angeordnet wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das in Förderrichtung der Rauchartikelgruppen (9) vordere freie Ende (4) des Verbindungsblättchens (3) angelegt wird.
- Einrichtung (30) zum Fördern von Rauchartikelgruppen (9) mit einer Rolltrommel (18) und einem Muldenförderer (6), auf dem Rauchartikelgruppen (9) gefördert werden, wobei auf den Rauchartikelgruppen (9) jeweils ein Verbindungsblättchen (3) mit zwei freien Enden angeordnet ist, dadurch gekennzeichnet, dass am Muldenförderer (6) ein Anlegeorgan (25) zum Anlegen eines freien Endes (4) des Verbindungsblättchens (3) an die Rauchartikelgruppen (9) auf dem Muldenförderer (6) vorgesehen ist, wobei nach dem Anlegen des freien Endes des Verbindungsblättchens (3) die Rauchartikelgruppen (9) auf dem Muldenförderer (6) zu der Rolltrommel (18) förderbar und an die Rolltrommel (18) übergebbar sind, so dass in einer Rollstation die Verbindungsblättchen (3) um die Rauchartikelgruppen (9) gerollt werden.
- Einrichtung (30) nach Anspruch 4, dadurch gekennzeichnet, dass das Anlegeorgan (25) zum Anlegen des in Förderrichtung vorderen freien Endes (4) des Verbindungsblättchens (3) an die Rauchartikelgruppen (9) vorgesehen ist.
- Einrichtung (30) nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass das Anlegeorgan (25) als Rotationskörper (25), insbesondere als Rollstern (25), ausgebildet ist.
- Einrichtung (30) nach einem der Ansprüche 4 bis 6, dadurch gekennzeichnet, dass das Anlegeorgan (25) wenigstens ein Anlegemittel (27), vorzugsweise einen Vorsprung (27), aufweist.
- Einrichtung (30) nach Anspruch 7, dadurch gekennzeichnet, dass die Anlegemittel (27) den gleichen Teilungsabstand wie die Aufnahmen (8) des Muldenförderers (6) aufweisen.
- Einrichtung nach einem oder mehreren der Ansprüche 4 bis 8, dadurch gekennzeichnet, dass der Muldenförderer (6) als Fördertrommel (6) ausgebildet ist.
- Einrichtung nach einem oder mehreren der Ansprüche 6 bis 9, dadurch gekennzeichnet, dass die Rotationsbewegung des Rotationskörpers (25) mit der Rotationsbewegung des Muldenförderers (6) synchronisiert ist.
- Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, mit einer Einrichtung (30) nach einem oder mehreren der Ansprüche 4 bis 10.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02023524A EP1413211B1 (de) | 2002-10-22 | 2002-10-22 | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02023524A Division EP1413211B1 (de) | 2002-10-22 | 2002-10-22 | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln |
| EP02023524.8 Division | 2002-10-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1588632A1 EP1588632A1 (de) | 2005-10-26 |
| EP1588632B1 true EP1588632B1 (de) | 2008-04-09 |
Family
ID=32049993
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02023524A Expired - Lifetime EP1413211B1 (de) | 2002-10-22 | 2002-10-22 | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln |
| EP05013782A Expired - Lifetime EP1588632B1 (de) | 2002-10-22 | 2002-10-22 | Verfahren und Einrichtung zum Fördern von Rauchartikeln |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02023524A Expired - Lifetime EP1413211B1 (de) | 2002-10-22 | 2002-10-22 | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040074505A1 (de) |
| EP (2) | EP1413211B1 (de) |
| JP (1) | JP4560281B2 (de) |
| CN (1) | CN100366198C (de) |
| AT (2) | ATE391429T1 (de) |
| DE (2) | DE50205998D1 (de) |
| PL (1) | PL208640B1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20040521A1 (it) * | 2004-08-09 | 2004-11-09 | Gd Spa | Metodo e macchina per realizzazione di sigarette col filtro |
| CN100528012C (zh) * | 2005-08-04 | 2009-08-19 | 龙岩烟草工业有限责任公司 | 卷烟滤棒成型机不降速接纸生产技术 |
| DE102010002590B4 (de) | 2010-03-04 | 2013-07-04 | Hauni Maschinenbau Ag | Verbinden von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| CN101912157B (zh) * | 2010-08-06 | 2012-11-07 | 山东中烟工业有限责任公司 | 一种暗评卷烟卷制装置 |
| ES2884024T3 (es) * | 2017-05-19 | 2021-12-10 | Philip Morris Products Sa | Máquina para la producción de un componente para un artículo generador de aerosol |
| KR102178946B1 (ko) | 2018-01-30 | 2020-11-13 | 주식회사 엘지화학 | 직병렬 변환 장치 및 이를 구비한 배터리 모듈 |
| CN108851205A (zh) * | 2018-05-30 | 2018-11-23 | 滁州卷烟材料厂 | 一种卷烟高速接装工艺 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB731861A (en) * | 1952-09-08 | 1955-06-15 | Korber Kurt | Improvements in the production of cigarettes with mouthpieces |
| DE948400C (de) * | 1953-01-29 | 1956-08-30 | Kurt Koerber & Co K G | Foerdermittel in Zigarettenmaschinen |
| US2821199A (en) * | 1953-09-22 | 1958-01-28 | Koerber & Co Kg | Method of attaching filter mouthpieces to cigarettes |
| US2808059A (en) * | 1954-04-07 | 1957-10-01 | Koerber & Co Kg | Machines for producing filter tip cigarettes |
| DE936850C (de) * | 1954-04-07 | 1955-12-22 | Kurt Koerber & Co K G | Leimauftragevorrichtung fuer Maschinen zum Herstellen von mit Filtermundstuecken versehenen Tabakstaeben |
| DE956208C (de) * | 1954-04-07 | 1957-02-21 | Kurt Koerber & Co K G | Vorrichtung zum Beleimen und Transportieren der Verbindungsblaettchen bei Maschinen zum Herstellen von Filtermundstueckzigaretten od. dgl. |
| DE1161507B (de) * | 1959-10-14 | 1964-01-16 | Tabak & Ind Masch | Vorrichtung zum Herstellen von Filterzigaretten |
| DE1157525B (de) * | 1960-12-27 | 1963-11-14 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Herumlegen von Verbindungsblaettchen um Zigaretten-Mundstueckgruppen oder aehnliche Gegenstaende |
| GB998958A (en) * | 1960-12-27 | 1965-07-21 | Kurt Koerber | Method and apparatus for manipulating rod-like articles |
| DE1183000B (de) * | 1962-07-27 | 1964-12-03 | Zd Y V I Plzen Narodni Podnik | Vorrichtung zum Umwickeln von Zigaretten und Filtereinheiten mit einem Verbindungsblaettchen fuer das Herstellen von Filterzigaretten |
| DE1283723B (de) * | 1964-06-11 | 1968-11-21 | Tabak U Industriemaschinen Dre | Vorrichtung zum Herumlegen eines Verbindungsblaettchens um vorzugsweise aus einem Doppelmundstueck und zwei Zigaretten gebildete Gruppen |
| DE1258773B (de) * | 1964-11-14 | 1968-01-11 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Umrollen von stabfoermigen Tabakartikeln, wie Zigaretten, und von Filtern mit einem Umhuellungsblatt |
| GB1146206A (en) * | 1966-05-20 | 1969-03-19 | Hauni Werke Koerber & Co Kg | Apparatus for producing rod-like articles |
| AT332281B (de) * | 1974-04-19 | 1976-09-27 | Schmermund Maschf Alfred | Vorrichtung zum befestigen von mundstucken an zigaretten |
| DE2517209B2 (de) | 1975-04-16 | 1978-10-26 | Auergesellschaft Gmbh, 1000 Berlin | Schutzvorrichtung für das Flaschenventil von Druckgasflaschen für Atemschutzgeräte |
| IT1188972B (it) * | 1980-12-12 | 1988-01-28 | Gd Spa | Dispositivo di trasferimento per articoli a forma di barretta |
| GB8314509D0 (en) * | 1983-05-25 | 1983-06-29 | Molins Plc | Filter cigarette manufacture |
| IT1259802B (it) * | 1992-11-20 | 1996-03-26 | Gd Spa | Dispositivo di rullatura per macchine mettifiltro. |
| IT1263447B (it) * | 1993-06-28 | 1996-08-05 | Gd Spa | Metodo per la realizzazione di sigarette col filtro. |
| ITBO940276A1 (it) | 1994-06-14 | 1995-12-14 | Gd Spa | Dispositivo di rullatura per elementi allungati, particolarmente per la produzione di articoli da fumo |
| DE19631515A1 (de) | 1996-08-03 | 1998-02-05 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Vereinigen von Rauchartikeln mit beleimten Verbindungsblättchen |
| DE19857576A1 (de) * | 1998-12-14 | 2000-06-15 | Hauni Maschinenbau Ag | Vorrichtung zum Herumwickeln von Blättchen um stabförmige Gegenstände |
| IT1311424B1 (it) * | 1999-12-13 | 2002-03-12 | Gd Spa | Metodo e macchina per la realizzazione di sigarette col filtro. |
-
2002
- 2002-10-22 DE DE50205998T patent/DE50205998D1/de not_active Expired - Lifetime
- 2002-10-22 DE DE50212088T patent/DE50212088D1/de not_active Expired - Lifetime
- 2002-10-22 AT AT05013782T patent/ATE391429T1/de not_active IP Right Cessation
- 2002-10-22 EP EP02023524A patent/EP1413211B1/de not_active Expired - Lifetime
- 2002-10-22 AT AT02023524T patent/ATE319336T1/de not_active IP Right Cessation
- 2002-10-22 EP EP05013782A patent/EP1588632B1/de not_active Expired - Lifetime
-
2003
- 2003-08-18 JP JP2003294147A patent/JP4560281B2/ja not_active Expired - Fee Related
- 2003-09-22 US US10/665,485 patent/US20040074505A1/en not_active Abandoned
- 2003-10-16 PL PL362910A patent/PL208640B1/pl unknown
- 2003-10-21 CN CNB2003101024880A patent/CN100366198C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ATE391429T1 (de) | 2008-04-15 |
| EP1413211A1 (de) | 2004-04-28 |
| JP2004141149A (ja) | 2004-05-20 |
| DE50205998D1 (de) | 2006-05-04 |
| PL362910A1 (en) | 2004-05-04 |
| ATE319336T1 (de) | 2006-03-15 |
| JP4560281B2 (ja) | 2010-10-13 |
| DE50212088D1 (de) | 2008-05-21 |
| PL208640B1 (pl) | 2011-05-31 |
| CN100366198C (zh) | 2008-02-06 |
| EP1588632A1 (de) | 2005-10-26 |
| EP1413211B1 (de) | 2006-03-08 |
| CN1496686A (zh) | 2004-05-19 |
| US20040074505A1 (en) | 2004-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2696708B9 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1943909B1 (de) | Fördern und Übergabe eines stabförmigen Artikels der Tabak verarbeitenden Industrie | |
| DE202012012927U1 (de) | Modul und Anlage zur Herstellung von rauchbaren Artikeln | |
| EP1691633B9 (de) | Anordnung zur herstellung von filterzigaretten | |
| EP1344464B1 (de) | Verfahren und Einrichtung zum Vereinigen von Rauchartikeln | |
| DE60009015T2 (de) | Verfahren und Einrichtung zur Herstellung von Filterzigaretten | |
| EP1595463B1 (de) | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie | |
| EP1702523B1 (de) | Verfahren zur Herstellung von Filterzigaretten | |
| EP1638419B1 (de) | Doppelbahnige filteransetzmaschine und herstellung von filterzigaretten | |
| EP1588632B1 (de) | Verfahren und Einrichtung zum Fördern von Rauchartikeln | |
| EP2712509B1 (de) | Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| DE3201859A1 (de) | Verfahren und vorrichtung zum verbinden von stabfoermigen artikeln der tabakverarbeitenden industrie mittels eines verbindungsstreifens | |
| DE102012213337B4 (de) | Verfahren und Vorrichtung zum Herstellen eines Multisegmentfilterstrangs der Tabak verarbeitenden Industrie | |
| DE102009016311A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP1510142B1 (de) | Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie | |
| EP0821887B1 (de) | Verfahren und Vorrichtung zum Vereinigen von Rauchartikeln | |
| EP1493341B1 (de) | Doppelbahnige Filteransetzmaschine | |
| DE102012213338B4 (de) | Verfahren und Vorrichtung zum Herstellen von Multisegmentfilterstäben der Tabak verarbeitenden Industrie | |
| EP1475002B1 (de) | Filteransetzmaschine mit doppelter Belagpapierzufuhr | |
| WO2012139719A1 (de) | Förderung von stabförmigen artikeln der tabak verarbeitenden industrie | |
| DE102021124107A1 (de) | Rollung von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| DE102005019682A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| DE2063464A1 (de) | Verfahren und Vorrichtung zum Beleimen von Zigarren- oder Zigarilloenden | |
| DE102004035063A1 (de) | Abstandslose Verbindungsblättchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050628 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1413211 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20061017 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1413211 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50212088 Country of ref document: DE Date of ref document: 20080521 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080720 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080910 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| 26N | No opposition filed |
Effective date: 20090112 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081022 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20091027 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080710 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20121024 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131022 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20141020 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20151101 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50212088 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20201030 Year of fee payment: 19 Ref country code: DE Payment date: 20201026 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50212088 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211022 |