EP1587977B1 - Thermal control nonwoven material - Google Patents
Thermal control nonwoven material Download PDFInfo
- Publication number
- EP1587977B1 EP1587977B1 EP01964553.0A EP01964553A EP1587977B1 EP 1587977 B1 EP1587977 B1 EP 1587977B1 EP 01964553 A EP01964553 A EP 01964553A EP 1587977 B1 EP1587977 B1 EP 1587977B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- binder
- web
- thermal control
- control material
- phase change
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/4334—Polyamides
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
Definitions
- This invention relates to nonwoven materials useful as components of garments that protect against cold or hot environmental conditions. More particularly, the invention relates to articles that employ phase change materials to absorb and release heat. For example, the invention relates to shoe insoies and lining materials for maintaining the thermal climate in an enclosed shoe.
- Fibrous prqducts coated with phase change material are known.
- publications'and patents including the following disclose these and related products disclose these and related products: United States Patent No. 6,077,597 to Pause , which discloses a three layer insulating system.
- the first layer is a flexible substrate treated with a coating in which are dispersed microspheres containing a phase change material.
- the second layer is a mat of fibers in which are dispersed microspheres containing a phase change material.
- the third layer is a flexible substrate.
- United States Patent No. 4,939,020 to Takashima et al. discloses a non-woven fabric with a coating composition comprising a vinyl polymer, heat-expandable microcapsules, and a thiocyanate compound.
- United States Patent Nos. 5,722,482 and 6,004,662 to Buckley discloses flexible composite material containing phase change material.
- peT application WO 95/34609 to Gateway Technologies discloses fabric coatings including phase change material dispersed throughout a polymer binder, surfactant, dispersant, antifoam agents and thickener.
- United States Patent No. 5,366,801 , and EP application 611,330 B I to Bryant et al. disclose articles including fabric and fiber base material coated with polymerie binder and microcapsules.
- United States Patent No. 4,756,958 to Bryant et al. discloses fiber with integral microspheres filled with phase change material.
- JP 05 156570 describes a composition of encapsulated phase change material in a resin binder applied to nonwoven fabric, whereby the microcapsules adhere to the fibers of the nonwoven fabric.
- the invention results from the discovery that novel combinations and configurations of materials can be used to create nonwoven thermal control textiles providing protection against either hot or cold conditions.
- the nonwoven textile can be a multiple-use article, suitable for incorporation as an interlining into garments such as jackets, pants, shirts, overalls, hats, scarves, and the like, as well as in footwear such as shoes and boots.
- a shoe insole or lining can be created that helps to maintain the thermal climate within the shoe more effectively than with conventional materials or methods.
- the nonwoven can be used as linings in suitcases, and bags.
- the nonwoven can be used to produce medical garb.
- Nonwoven refers to fabric that, in contrast to woven or knitted fabric, comprises bonded continuous or staple fiber.
- shoe as used herein, is to be understood as denoting outer footwear generally.
- the thermal control nonwoven material has a polymeric binder dispersed throughout its interior, and thermal control material dispersed throughout the interior of the binder.
- the binder in the nonwoven may be a continuous filling or it may be discontinuous, as will be explained.
- the thermal control nonwoven material according to this invention has the ability to protect against hot or cold environments, by virtue of the absorption and/or release of heat from the thermal control material.
- the nonwoven textiles can be made up of a wide variety of substances.
- the nonwoven can be formed from cellulosic, polyolefin (for example, polyethylene, polypropylene and the like), polyesters, polyamides (for example, nylon), bi-component materials or mixtures of the above, and even inorganic fibers.
- These fibers can be of lengths between about 0.3 and about 7 cm, depending on the method of web formation and bonding desired, alternatively, the fibers can be longer, including a fiber or fibers prepared by continuous extrusion of a melted polymer via spunbond/meltblown technology. Fibers can range from about 0.5 to about 30 denier.
- Nonwoven textiles are prepared in two distinct steps: the first step is formation of a loose bat or web, and the second is bonding of the bat or web, for example by binder, or physical fusion of the bat or web at its junctions, or entanglement of the bat or web to create a nonwoven.
- Web formation can be carried out according to any of the methods known in the art.
- the web can be made by a dry-laid process, in which rotating rollers having fine teeth along their circumferences are used to card individual fibers into a substantially parallel-laid, or unidirectional, web.
- Such unidirectional webs can be combined by crosslapping, in which individual unidirectional webs are built up at an angle to each other.
- the web can be made by a wet-laid process, in which fibers are dispersed in water and passed over a belt screen. The water is extracted through the screen, and the resulting web is formed on the belt. This method produces a dense, uniform and strong web.
- Random-laid (isotropic) webs can be created by air deposition, which involves blowing fibers randomly onto a screen.
- fibers can be laid randomly onto a preformed nonwoven scrim, which takes the place of a screen.
- fibers could be blown onto a preformed web having binder with thermal control material dispersed within the binder, to form a bi-layered product with one layer having thermal control properties, and another layer without such properties.
- such a product could be made with one layer of approximately 200 g/m2 of nonwoven including thermal control material, and another layer of approximately 200-800 g/m2 of nonwoven having been blown onto the thermal control nonwoven.
- Random-laid webs can be created also by melt-blowing processes, where fibers are directly spun from a polymer, drawn and torn to varying lengths by the air stream, and deposited to form a substrate.
- spunbonding can be used to create virtually endless fibers from granules of raw material. The fibers are stretched by (heated air) and laid into a web. These processes produce nonwoven fabrics in a single, continuous process.
- the nonwoven can take a number of forms.
- the type of material used depends on the required end use of the material.
- the non-woven fabric preferably comprises a stiff, rigid board, formed, for example, from a blend of polyester fibers with a range of decitex values with a stiff polymer binder.
- the nonwoven fabric preferably comprises, for example, a blend of coarse polyester fibers having a decitex value of about 6, with a soft, resilient polymer binder to give a material having a resilient and open structure.
- the web After formation of the web, and in some embodiments, after any eventual slight prebonding of the web (to be described below), the web is submerged in a bath containing a suspension or dispersion of polymeric binder and thermal control material.
- a nonwoven is created in which the web is bonded to itself by binder, at least at points of intersection.
- the web is substantially continuously filled with polymeric binder, while in other embodiments, the polymeric binder is present substantially at the web junctions, and the interstices are substantially filled with a gas, such as air.
- Binders useful in fabrics of this invention are solids at temperatures of fabric use, preferably resulting in nonwoven which are washable and dry cleanable.
- the binder can have a high melting point. If not dissolved, however, suitable binders generally flow below the softening point of the base material of the web. Some suitable binders are polymeric materials. Particularly useful are polymer dispersions or emulsions which are able to form adhesive and/or cohesive bonds within the web, for example by crosslinking to itself, or by crosslinking to the web itself.
- polymeric binders examples include acrylics and polyacrylics, methacrylics and polymethacrylics, polyurethanes, nitrile rubbers, styrene/butadiene copolymers, chloroprene rubbers, polyvinyl alcohols, or ethylene/vinyl acetate copolymers, and mixtures thereof.
- Latex binders can also be used, including water-based latex blends.
- the latex binder comprises a stiff styrene/butadiene rubber latex.
- the binder includes a thickener, for example ammonia and an acrylic latex that reacts with the thickener (for example, ammonia) to thicken the mixture.
- a suitable latex binder comprises a blend of 75% by weight of Applied Polymers S30R and 25% by weight of SynthomerTM 7050. This blend can be thickened with ammonia and an acrylic latex such as, for example, ViscalexTM HV30, manufactured by Allied Colloids.
- thermal control materials include phase-change materials, such as those discussed below.
- This submersion step is carried out to the extent necessary to allow substantially complete penetration of the suspension or dispersion into the web.
- the bath can be heated, in order to effect fusion of the fibers at points of intersection.
- the web is then dried to remove any solvent (i.e. water), resulting in a nonwoven textile having binder and thermal control material in the interstices of the web material.
- the web can be passed through rollers, which can be heated or not heated. Warmed or hot air can also be used to dry the web.
- the interstices of the resulting web are substantially filled with binder and thermal control material.
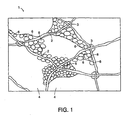
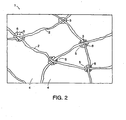
- a preferred embodiment of the invention has the binder located almost entirely at points where the web intersects itself, leaving the remainder of the interstices filled with gas, typically air, which imparts thermal insulative properties to the material.
- Figs. 1 and 2 there is shown a portion of nonwoven 1 comprising web material 2, having junctions 3, and interstices or voids 4. Dispersed throughout the web and located at junctions of fibers of the web material are areas of binder 5, having thermal control material 6 dispersed throughout. The remainder of the web does not contain binder, in some embodiments.
- the binder acts as the bonding agent of the web to itself as well as the bonding agent of the thermal control material to each other and to the web, thus forming a bonded nonwoven with thermal control material dispersed therein.
- Nonwoven textiles according to such embodiments can be prepared by utilizing the surface tension of the binder, and the relative affinities of the binder for the web and for itself.
- a binder which shows excessive self-affinity will not be prone to bind to the web at all, while a binder which shows excessive affinity for the web will not form islands or globules at the web's intersection points.
- the rate at which any solvent is removed from a binder can also affect the extent to which binder forms islands or globules at the web intersections. Excessively rapid solvent removal may not allow the binder to migrate to the web junctions. It is within the ordinary level of skill of one in the art to select a solvent removal rate which is well matched to the affinity properties of the binder.
- the web is substantially entirely filled with binder, the binder having thermal control material dispersed throughout it.
- the web can also call for relatively flexible binder material, or can call for relatively rigid binder material, depending on the application.
- the viscosity of the binder can be modulated to produce nonwoven fabric having binder coagulated at the interstices of the web.
- the binder coagulates at the interstices of the web, as shown in Fig. 1 and Fig. 2 .
- the bonding of the web is carried out preferably immediately after web formation, by submersion of the web into binder bath containing the thermal control material.
- slight prebonding processes including binder spray-bonding, thermal bonding processes, needling processes and water-jet bonding processes may be carried out prior to the submersion of the web into the binder bath and final bonding of the nonwoven.
- These processes can impart various qualities to the finished product, as recognized by those of skill in the art.
- needling or water-jet bonding can be used to produce relatively dense and stiff nonwovens, as well as relatively light and voluminous nonwovens, depending on the needling or water-jet density and pressure.
- a preferred web can be a non-woven needle felt.
- spunbonded webs can be submerged in the above-described chemical bath subsequent to their bonding.
- the thermal control materials that can be included in the textiles are those suitable for protection against cold and/or heat. Particularly useful thermal control materials include phase change materials. Phase change materials that are encapsulated, particularly microencapsulated, are useful in the invention.
- Microcapsules suitable for the present invention may contain a wide variety of materials. The choice of materials is limited only by the conditions for processing of the textiles disclosed herein. Microcapsules suitable for the present invention have diameters ranging from 15.0 to 2,000 microns. Preferably, the microcapsules have diameters of from 15 to 500 microns. Most preferably, the microcapsules have diameters of from 15 to 200 microns. Phase change materials are well suited for inclusion in microcapsules, wherein the microcapsules have a diameter of the same order as, or greater than, the diameter of the material making up the nonwoven.
- Phase change materials are designed to utilize latent heat absorption associated with a reversible phase change transition, such as a solid-liquid transition. Certain phase change materials also absorb or emit heat upon solid-solid phase transitions. Thus, the material can be used as an absorber of heat to protect an object from additional heat, because a quantity of thermal energy will be absorbed by the phase change material before its temperature can rise. The phase change material can also be preheated and used as a barrier to cold, as a larger quantity of heat must be removed from the phase change material before its temperature can begin to drop.
- the phase change materials which are preferred for the present invention utilize a reversible solid-liquid transition.
- Phase change materials store thermal energy in the form of a physical change of state as the core material within the microcapsules melts or freezes or undergoes a solid-solid transition. These materials will absorb or emit heat at a constant temperature (their phase change temperature) before changing phase. Thus, the material can be used as an absorber of heat to protect an object from additional heat as a quantity of thermal energy will be absorbed by the phase change material before its temperature can rise.
- the phase change material can also be preheated and used as a barrier to cold, as a larger quantity of heat must be removed from the phase change material before its temperature can begin to drop.
- phase change materials In order to maintain the ability of the phase change materials to recycle between solid and liquid phases, it is important to prevent dispersal of the phase change materials throughout the solvent (or carrier fluid) when they are in the liquid form.
- An approach which has found success is encapsulation of the phase change materials within a thin membrane or shell.
- Such thin membranes or shells should desirably not significantly impede heat transfer into or out of the capsules.
- the capsules can desirably also be small enough to present a relatively high surface area. This makes rapid heat transfer to and from the carrier fluid possible.
- Such capsules are known as microcapsule. Microcapsule range in size from about 10 to about 50 microns and are formed according to conventional methods well known to those with skill in the art. Heat transfer across the microcapsule material into its interior should be efficient for maximum utility in the present invention.
- the composition of the phase change material is modified to obtain optimum thermal properties for a given temperature range.
- the melting point for a series of paraffinic hydrocarbons normal, straight chain hydrocarbons of formula CnH2n+2
- CnH2n+2 straight chain hydrocarbons of formula CnH2n+2
- paraffinic hydrocarbons having a greater (or lesser) number of carbon atoms having a higher (or lower) melting point can also be employed in practicing the invention.
- plastic crystals such as 2,2-dimethyl-1,3-propanediol (DMP) and 2-hydroxymethyl-2-methyl-1,3-propanediol (HMP) and the like are also contemplated for use as the temperature stabilizing means. When plastic crystals absorb thermal energy, the molecular structure is modified without leaving the solid phase.
- Microencapsulated phase change material is desirably distributed homogeneously throughout the polymeric binder.
- the MicroPCM can be predispersed in water using a dispersing agent, for example, DispexTM A40 before being mixed with latex binder.
- DispexTM A40 a dispersing agent
- the water/MicroPCM mixture is mixed with the latex binder to give a ratio of MicroPCM to rubber or between about 0.5 and 2 to 1.
- the dry binder to base nonwoven material ratio is between about 0.3:1 and 3:1. The preferred ratio depends on the required properties of the finished product.
- the ratio is preferably between about 0.3 and 0.5 to 1.
- the ratio is preferably about 1:1 and for a stiff insole, the ratio is preferably about 2.5:1.
- the binder mix may include a coloring agent.
- phase change materials are paraffinic hydrocarbons, namely normal (straight-chain) hydrocarbons represented by the formula CnH2n+2, wherein n can range from 10 to 30.
- Preferred paraffinic hydrocarbons are those in which n ranges from 13 to 28.
- Other compounds which are suitable for phase change materials are 2,2-dimethyl-1,3-propanediol (DMP), 2-hydroxymethyl-2-methyl-1,3-propanediol (HMP) and similar compounds.
- DMP 2,2-dimethyl-1,3-propanediol
- HMP 2-hydroxymethyl-2-methyl-1,3-propanediol
- fatty esters such as methyl palmitate.
- Preferred phase change materials are paraffinic hydrocarbons.
- the thermal control properties can be made reversible for the textiles disclosed herein by providing for regeneration of the phase change material.
- the phase change material gradually melts; during cooling, the phase change material gradually freezes.
- One way to regenerate the phase change material is to place the nonwoven in an environment having a temperature which restores the phase change material to the appropriate phase for the protection desired.
- the melting point or activation temperature of the phase change material is in the range of from about 15 to about 55°C (60 to 130°F), advantageously in the range 26 to 38°C (80 to 100°F).
- the activation temperature is preferably about 28°C (83°F).
- different grades of phase change material can be used for different applications. For example, it may be advantageous to have a higher activation temperature for shoe insoles of about 35°C (95°F), and a lower activation temperature of about 28°C (83°F) for upper or tongue areas of shoes.
- the variations in activation temperature can be selected to allow for the physical differences in the skin from the bottom of the foot to the top of the foot.
- the specifications of thermal control materials as discussed herein can vary according to the uses to which they are put.
- the weight of the web can be from about 15 to about 1000 g/m2, preferably from about 40 to about 700 g/m2, or from about 50 to about 150 g/m2.
- the weight of the fibrous web when used as an interlining or as insulative materials for garments or footwear, can range from about 15 to about 200 g/m2, preferably from about 50 to about 160 g/m2.
- Such a web can be loaded with from about 5 to about 600 g/m2 of binder and phase change material, preferably from about 50 to about 450 g/m2 of binder and phase change material.
- the thickness of the nonwoven can range from about 0.5 mm up to about 20 mm when used as an interlining, or for garments and footwear.
- the initial thickness is between about 0.5 and 5mm
- the initial thickness is between about 5 and 15mm.
- the invention further provides a method of manufacturing a shoe insole or lining material comprising the steps of 1) mixing a microencapsulated phase change material comprising a material having reversible thermal energy storage properties encapsulated in microcapsules of a retaining polymer and having an activation temperature of around body temperature (where body temperature is normal physiological skin temperature), with a liquid polymer binder; 2) impregnating a non-woven base material with the binder mixture; and 3) drying the impregnated material.
- the method further includes the step of pre-dispersing the microencapsulated phase change material in water before mixing with the liquid polymer binder.
- the microencapsulated phase change material is predispersed in water using a dispersing agent such as DispexTM A40.
- the method further includes the step of adding a thickening agent to the binder mix. It has been found that increasing the velocity of the mix improves stability, reduces separation of filtering out of the microcapsules during impregnation and results in a much better appearance of the finished material.
- the impregnated material is dried at about 120°C.
- the method includes the further step of curing the polymer binder material.
- the curing step is carried out at about 140°C.
- the method includes the further step of finishing the material, for example, by calendaring the material to the required gauge, sueding the surface of the nonwoven lining and the application of adhesive or barrier coatings to aid the shoemaking process.
- the invention further provides a shoe insole, comprising a nonwoven base material, a polymer binder, and a microencapsulated phase change material dispersed within the binder, wherein the phase change material comprises a material having reversible thermal energy storage properties encapsulated in microcapsules of a retaining polymer and the phase change material has an activation temperature of around body temperature.
- a bat or web having a weight of 50 g/m 2 was carded from a mixture of 100% polyester fibers including fibers with 1.7 dtex and a length of 38 mm and 3.3 dtex and a length of 38 mm.
- the bat was submerged into a binder bath and dried in a dryer at 160°C, so that the resulting product had a weight of 111 g/m 2 containing 61 g/m 2 binder and phase change material.
- a bat or web having a weight of 110 g/m 2 was made from a mixture of 50% polyesterfibers with 1.7 dtex and a length of 38 mm and 50% polyamide 6.6 fibers with 3.3 dtex and a length of 38 mm was prebonded by needle punching.
- the bat was submerged into a binder bath and dried in a dryer at 165°C so that the resulting product had a weight of 289 g/m 2 and contained 179 g/m 2 binder and phase change material.
- a bat or web having a weight of 75 g/m 2 was made from a mixture of 90% polyesterfibers with 1.7 dtex and a length of 50 mm and 10% of a bicomponent fiber including polyamide 6.6 and polyamide 6 with 3.3 dtex and a length of 50 mm was prebonded by thermal bonding in a vacuum oven at 205°C.
- the bat was submerged into a binder bath as in Example 2 and dried in a dryer at 165°C so that the resulting product had a weight of 237 g/m 2 wherein the weight ratio of binder to phase change material is 1 : 4.9 and the weight ratio of bat or web to binder plus phase change material is 1 : 2.2.
- the binder comprised the following composition by weight: ThermasorbTM microcapsules 90 ) pre-dispersion DispexTM A40 0.9 ) solid content Water 109 ) of 45% Applied Polymers S30R 100 SynthomerTM 7050 33 Coloring agent 15 Ammonia 1.5 10% ViscalexTM HV30 25
- a mat of polyester needle felt 40 cm x 14 cm and having a thickness of 4.0mm was impregnated with the binder mixture with a ratio of dry binder to felt of 1.70:1.
- the resulting impregnated material was dried at 120°C and cured at 140°C.
- the final material had a weight of 1850g/m2and gauge of 4.2mm and a ThermasorbTM content of 22% or 400g/m2. This material could provide an energy storage capability of about 49 to 50 joules per gram, which can provide a cooling or warming effect when used as a shoe insole.
- Example 5 Preparation of a Nonwoven Suitable for Use as a Cushion Shoe Insole Material
- a non-woven needle felt of coarse polyester fibers suitable for use as a cushion insole for a shoe such as for example the felt designated T100 as manufactured by Texon (UK) Limited, was impregnated with a water-based latex binder.
- the binder comprised the following composition by weight: ThermasorbTM microcapsules 90 ) pre-dispersion DispexTM A40 0.9 ) solid content Water 109 ) of 45% Latex 2890 200 Coloring agent 15 Ammonia 1.5 10% ViscalexTM HV30 25
- a mat of felt 40 cm x 14 cm and having a thickness of 4.0mm was impregnated with the binder mixture with a ratio of dry binder to felt of 1.50:1.
- the resulting impregnated material was dried at 120°C and cured are 140°C.
- the final material had a weight of 900g/m2 and gauge of 4.0mm and a ThermasorbTM content of 23% or 200g/m2. This material could provide an energy storage capability of about 57 to 58 joules per gram, which can provide a cooling or warming effect when used as a shoe insole.
- Test results on samples prepared according to examples 4 and 5 indicate that the shoe insole and lining materials according to the invention provide a noticeable cooling or warming effect when used within a shoe.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Nonwoven Fabrics (AREA)
- Details Of Garments (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Laminated Bodies (AREA)
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0019142 | 2000-08-05 | ||
| GBGB0019142.9A GB0019142D0 (en) | 2000-08-05 | 2000-08-05 | Material for shoe insole and lining and method of making the same |
| US23104000P | 2000-09-08 | 2000-09-08 | |
| US231040P | 2000-09-08 | ||
| US69974400A | 2000-10-30 | 2000-10-30 | |
| US699744 | 2000-10-30 | ||
| US750212 | 2000-12-28 | ||
| US09/750,212 US20020034910A1 (en) | 2000-08-05 | 2000-12-28 | Material for shoe insole and lining and method of making the same |
| PCT/US2001/041497 WO2002012607A2 (en) | 2000-08-05 | 2001-07-31 | Thermal control nonwoven material |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1587977A2 EP1587977A2 (en) | 2005-10-26 |
| EP1587977A4 EP1587977A4 (en) | 2008-05-21 |
| EP1587977B1 true EP1587977B1 (en) | 2013-08-28 |
Family
ID=27447869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01964553.0A Expired - Lifetime EP1587977B1 (en) | 2000-08-05 | 2001-07-31 | Thermal control nonwoven material |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1587977B1 (zh) |
| JP (1) | JP2005509095A (zh) |
| CN (1) | CN100430548C (zh) |
| AU (2) | AU8539301A (zh) |
| CA (1) | CA2417876C (zh) |
| NO (1) | NO321849B1 (zh) |
| WO (1) | WO2002012607A2 (zh) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040043212A1 (en) | 2000-08-05 | 2004-03-04 | Peter Grynaeus | Thermal control nonwoven material |
| US7579078B2 (en) * | 2001-09-21 | 2009-08-25 | Outlast Technologies, Inc. | Temperature regulating cellulosic fibers and applications thereof |
| US9434869B2 (en) | 2001-09-21 | 2016-09-06 | Outlast Technologies, LLC | Cellulosic fibers having enhanced reversible thermal properties and methods of forming thereof |
| DE602004020203D1 (de) | 2004-07-03 | 2009-05-07 | Advansa Bv | Füllmaterial, Verfahren und Vorrichtung zu dessen Herstellung |
| PT103265B (pt) | 2005-04-22 | 2007-02-28 | Univ Do Minho | Microcápsulas com grupos funcionais reactivos de ligação a fibras têxteis e processo de aplicação e fixação |
| JP2006342450A (ja) * | 2005-06-08 | 2006-12-21 | Teijin Fibers Ltd | 温度によって熱放射率が変化する繊維および繊維構造体および繊維製品 |
| DE102005030484B4 (de) | 2005-06-28 | 2007-11-15 | Carl Freudenberg Kg | Elastischer Vliesstoff, Verfahren zu dessen Herstellung und dessen Verwendung |
| US20100012883A1 (en) | 2008-07-16 | 2010-01-21 | Outlast Technologies, Inc. | Functional Polymeric Phase Change Materials |
| US20100016513A1 (en) | 2008-07-16 | 2010-01-21 | Outlast Technologies, Inc. | Functional Polymeric Phase Change Materials and Methods of Manufacturing the Same |
| US9234059B2 (en) | 2008-07-16 | 2016-01-12 | Outlast Technologies, LLC | Articles containing functional polymeric phase change materials and methods of manufacturing the same |
| US8404341B2 (en) | 2006-01-26 | 2013-03-26 | Outlast Technologies, LLC | Microcapsules and other containment structures for articles incorporating functional polymeric phase change materials |
| US20070173154A1 (en) | 2006-01-26 | 2007-07-26 | Outlast Technologies, Inc. | Coated articles formed of microcapsules with reactive functional groups |
| JP2007231489A (ja) * | 2006-03-03 | 2007-09-13 | Onward Kashiyama Co Ltd | 上着用作り芯 |
| US8221910B2 (en) | 2008-07-16 | 2012-07-17 | Outlast Technologies, LLC | Thermal regulating building materials and other construction components containing polymeric phase change materials |
| US20100015430A1 (en) | 2008-07-16 | 2010-01-21 | Outlast Technologies, Inc. | Heat Regulating Article With Moisture Enhanced Temperature Control |
| JP2011038192A (ja) * | 2009-08-07 | 2011-02-24 | Nippon A&L Inc | 繊維加工用組成物及び該組成物を用いてなる繊維加工製品 |
| US8673448B2 (en) | 2011-03-04 | 2014-03-18 | Outlast Technologies Llc | Articles containing precisely branched functional polymeric phase change materials |
| SG11201403731VA (en) | 2012-01-16 | 2014-09-26 | Manifattura Del Seveso Spa | Multifunctional structure and method for its manufacture |
| KR101432522B1 (ko) | 2012-12-28 | 2014-08-21 | 도레이케미칼 주식회사 | 흡음성능이 우수한 흡음재 및 그 제조방법 |
| CN104593948B (zh) | 2013-10-30 | 2017-04-12 | 3M创新有限公司 | 制造蓬松调温保暖材料的方法及蓬松调温保暖材料 |
| US10003053B2 (en) | 2015-02-04 | 2018-06-19 | Global Web Horizons, Llc | Systems, structures and materials for electrochemical device thermal management |
| US10431858B2 (en) | 2015-02-04 | 2019-10-01 | Global Web Horizons, Llc | Systems, structures and materials for electrochemical device thermal management |
| EP3261476B1 (en) * | 2015-02-24 | 2019-01-09 | Miriade S.p.A. | A shoe with improved thermal comfort |
| CN106283387A (zh) * | 2016-08-11 | 2017-01-04 | 浙江金三发非织造布有限公司 | 一种调温非织造布生产工艺 |
| JP1609254S (zh) | 2017-04-03 | 2018-07-17 | ||
| US11583437B2 (en) | 2018-02-06 | 2023-02-21 | Aspen Surgical Products, Inc. | Reusable warming blanket with phase change material |
| CN108468150B (zh) * | 2018-04-03 | 2021-03-19 | 海宁纺织综合企业有限公司 | 一种弹性非织造布的制造方法、弹性非织造布及弹性制品 |
| WO2021043669A1 (de) | 2019-09-04 | 2021-03-11 | Carl Freudenberg Kg | Fasermischung aus man-made cellulose-fasern und deren verwendung |
| CN114062204B (zh) * | 2021-10-26 | 2024-03-01 | 浙江理工大学 | 一种蓄热调温纺织制品中相变材料迁移检测方法 |
| CN114438666A (zh) * | 2022-02-16 | 2022-05-06 | 山东道恩斯维特科技有限公司 | 双组分纺粘法非织造布的制造方法 |
| DE102022105897A1 (de) | 2022-03-14 | 2023-09-14 | Carl Freudenberg Kg | Thermisch fixierbares Flächengebilde mit biologisch abbaubarer Haftmasse |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3231971A1 (de) * | 1982-08-27 | 1984-03-15 | Helmut 6780 Pirmasens Schaefer | Brandsohle fuer schuhe und verfahren zur herstellung derselben |
| CN1008455B (zh) * | 1984-10-31 | 1990-06-20 | 迪尼克株式会社 | 无纺布制造方法 |
| JPS63319124A (ja) | 1987-06-24 | 1988-12-27 | Toyo Cloth Kk | 強化プラスチック用コア材 |
| US4756958A (en) * | 1987-08-31 | 1988-07-12 | Triangle Research And Development Corporation | Fiber with reversible enhanced thermal storage properties and fabrics made therefrom |
| DE3928467A1 (de) * | 1988-09-30 | 1990-04-05 | Lohmann Gmbh & Co Kg | Schuhinnensohle |
| JPH05156570A (ja) * | 1991-12-10 | 1993-06-22 | Kanebo Ltd | 蓄熱性を有する繊維構造物及びその製造方法 |
| US5366801A (en) * | 1992-05-29 | 1994-11-22 | Triangle Research And Development Corporation | Fabric with reversible enhanced thermal properties |
| US6004662A (en) | 1992-07-14 | 1999-12-21 | Buckley; Theresa M. | Flexible composite material with phase change thermal storage |
| JP3227914B2 (ja) * | 1993-07-06 | 2001-11-12 | 東洋紡績株式会社 | 吸発熱性を有する布 |
| CN2184005Y (zh) * | 1994-03-17 | 1994-11-30 | 上海春暖实业公司 | 新型保暖纺织材料 |
| US5443893A (en) * | 1994-05-20 | 1995-08-22 | Minnesota Mining And Manufacturing Company | Multilayer nonwoven thermal insulating batts |
| CA2191342C (en) * | 1994-06-14 | 2007-08-14 | Joseph L. Zuckerman | Energy absorbing fabric coating and manufacturing method |
| US6207738B1 (en) * | 1994-06-14 | 2001-03-27 | Outlast Technologies, Inc. | Fabric coating composition containing energy absorbing phase change material |
| US5677049A (en) * | 1994-12-27 | 1997-10-14 | Dai Nippon Printing Co., Ltd. | Heat transfer printing sheet for producting raised images |
| US6077597A (en) | 1997-11-14 | 2000-06-20 | Outlast Technologies, Inc. | Interactive thermal insulating system having a layer treated with a coating of energy absorbing phase change material adjacent a layer of fibers containing energy absorbing phase change material |
| FR2775331B1 (fr) * | 1998-02-23 | 2000-04-21 | Centre Tech Cuir Chaussure | Garniture flexible isolant de la chaleur ou du froid |
| WO2001006054A1 (en) * | 1999-07-19 | 2001-01-25 | Avantgarb, Llc | Nanoparticle-based permanent treatments for textiles |
| WO2001092010A1 (en) * | 2000-05-31 | 2001-12-06 | Idemitsu Technofine Co., Ltd. | Heat-storing dotted sheet, heat-storing cotton wadding, heat-storing fiber structure, heat-storing laminate and heat-storing cloth product |
-
2001
- 2001-07-31 CA CA002417876A patent/CA2417876C/en not_active Expired - Fee Related
- 2001-07-31 JP JP2002517882A patent/JP2005509095A/ja active Pending
- 2001-07-31 CN CNB018167306A patent/CN100430548C/zh not_active Expired - Lifetime
- 2001-07-31 EP EP01964553.0A patent/EP1587977B1/en not_active Expired - Lifetime
- 2001-07-31 WO PCT/US2001/041497 patent/WO2002012607A2/en active Application Filing
- 2001-07-31 AU AU8539301A patent/AU8539301A/xx active Pending
- 2001-07-31 AU AU2001285393A patent/AU2001285393B2/en not_active Ceased
-
2003
- 2003-02-04 NO NO20030551A patent/NO321849B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002012607A2 (en) | 2002-02-14 |
| NO20030551D0 (no) | 2003-02-04 |
| JP2005509095A (ja) | 2005-04-07 |
| NO321849B1 (no) | 2006-07-10 |
| CN1636090A (zh) | 2005-07-06 |
| EP1587977A4 (en) | 2008-05-21 |
| EP1587977A2 (en) | 2005-10-26 |
| AU8539301A (en) | 2002-02-18 |
| CN100430548C (zh) | 2008-11-05 |
| CA2417876C (en) | 2010-03-09 |
| AU2001285393B2 (en) | 2008-04-10 |
| CA2417876A1 (en) | 2002-02-14 |
| NO20030551L (no) | 2003-04-04 |
| WO2002012607A3 (en) | 2006-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8449947B2 (en) | Thermal control nonwoven material | |
| EP1587977B1 (en) | Thermal control nonwoven material | |
| AU2001285393A1 (en) | Thermal control nonwoven material | |
| CN101213333B (zh) | 弹性、柔软以及点状粘合的具有填料颗粒的无纺织物,其制造方法以及其应用 | |
| US7135424B2 (en) | Coated articles having enhanced reversible thermal properties and exhibiting improved flexibility, softness, air permeability, or water vapor transport properties | |
| KR100278033B1 (ko) | 스티치접합된 물품 및 그 제조 방법 | |
| EP0766720B1 (en) | Energy absorbing fabric coating and manufacturing method | |
| US20060188582A1 (en) | Double walled microcapsules with an outer thermoplastic wall and application process thereof | |
| US20080233368A1 (en) | Articles having enhanced reversible thermal properties and enhanced moisture wicking properties to control hot flashes | |
| US5217799A (en) | Surface materials for interior materials of cars | |
| Kizildag | Smart textiles with PCMs for thermoregulation | |
| KR100820034B1 (ko) | 열 조절성 부직물 | |
| US20100099315A1 (en) | Textile substrate incorporating a heat regulation composition encompassing transfer blocks | |
| US20180084853A1 (en) | Garment with strategically positioned polymide aerogel panels | |
| TWI241368B (en) | Insulating and footwear system | |
| CN100383308C (zh) | 热粘合非织造布、其生产方法及用途 | |
| JP2006249587A (ja) | 蓄熱性繊維構造物及び蓄熱性繊維構造物の製造方法 | |
| JP2005097749A (ja) | 機能性不織布 | |
| Pause | Guidelines for the Design of Products Equipped with Phase Change Material | |
| JP2989765B2 (ja) | 保温性、吸放湿吸水発熱性を有する複合材の製造方法 | |
| RU16283U1 (ru) | Нетканый объемный теплоизоляционный материал | |
| EP1070778A1 (en) | Method for the production of a reinforced non-woven material and products obtained with this method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030226 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PUAK | Availability of information related to the publication of the international search report |
Free format text: ORIGINAL CODE: 0009015 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20080417 |
|
| 17Q | First examination report despatched |
Effective date: 20080728 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 629436 Country of ref document: AT Kind code of ref document: T Effective date: 20130915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 60148282 Country of ref document: DE Effective date: 20131024 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 629436 Country of ref document: AT Kind code of ref document: T Effective date: 20130828 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130619 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131230 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60148282 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140530 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60148282 Country of ref document: DE Effective date: 20140530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140728 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130828 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20160721 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200626 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60148282 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170731 |