EP1534441B1 - Verfahren und anlage zum heisswalzen von schienen - Google Patents
Verfahren und anlage zum heisswalzen von schienen Download PDFInfo
- Publication number
- EP1534441B1 EP1534441B1 EP03765060A EP03765060A EP1534441B1 EP 1534441 B1 EP1534441 B1 EP 1534441B1 EP 03765060 A EP03765060 A EP 03765060A EP 03765060 A EP03765060 A EP 03765060A EP 1534441 B1 EP1534441 B1 EP 1534441B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling
- stand
- universal
- rolling passage
- passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
- 238000000034 method Methods 0.000 title claims abstract description 35
- 238000005098 hot rolling Methods 0.000 title description 4
- 238000005096 rolling process Methods 0.000 claims abstract description 125
- 238000007688 edging Methods 0.000 claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 230000002441 reversible effect Effects 0.000 claims abstract description 5
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 5
- 230000009467 reduction Effects 0.000 claims description 19
- 230000000694 effects Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/085—Rail sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/02—Rolling stand frames or housings; Roll mountings ; Roll chocks
- B21B2031/026—Transverse shifting the stand
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2265/00—Forming parameters
- B21B2265/14—Reduction rate
Definitions
- the present invention refers to a method and a plant for the production by hot rolling of objects such as metallic beams, in particular railway rails and similar rollable materials.
- the rolling operation for a rail generally comprises a break down operation of the ingot or billet in one or more break down stands, optionally the passage in an intermediate working section and then a finishing operation in a finishing stage.
- JP-A-3086301 discloses a rail rolling method comprising a pass in rough rolling mill, in a universal rolling mill, in an edging mill, a second universal rolling mill and a final rolling mill.
- a problem underlying the present invention is to provide a method and a plant, for rails rolling, able to produce rails with a higher quality, in terms of dimensional and surface tolerances, while limiting the number of rolling stands.
- Such a problem is solved, according to a first aspect of the present invention, by a method for the production of rails and similar products according to claim 1.
- a second aspect of the present invention the problem indicated in more detail above is solved by providing a rolling plant according to claim 11.
- the limited number of stands produces a lower initial investment cost and a lower cost for the transformation of the product: In fact, being able to perform the rolling with two or three stands rolling simultaneously the same bar at global temperatures higher than in stands not rolling the same bar, and it is therefore possible to reduce the number of rolling passages.
- a method for the production of rails and similar products through rolling comprising the finishing operation of a bar transformed into a semi-worked rail, characterised by the fact that said finishing operation comprises a rolling passage in a universal stand fitted with a first vertical roll able to work the base of said rail, and a second vertical roll able to work the head (T) of said rail, and said first and second vertical rolls are able to roll said head (T) and said base (B) simultaneously.
- Such a method of finishing allows the making of rails with better dimensional precision, in particular the height and shape of the head of the rail finished.
- Preferred embodiments are also provided which allow the attainment of good surface finishing and further improve the dimensional precision of the rolled rail. Finishing methods according to this further aspect of the present invention can be used both in combination with intermediate rolling methods, according to the foregoing aspects of the present invention, described more above, and in combination with rail intermediate working methods according to the known art.
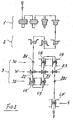
- Figure 1 schematically shows a preferred embodiment of a hot rolling plant for railway rails according to the present invention.
- the bars produced for example from a continuous casting plant (not shown) are firstly rough rolled in a first group of break down stands 1, and optionally in a second group of break down stands 2; then reach an intermediate section, indicated globally by numeral 3. Emerging from said intermediate working section 3, the bars are sent to a finishing station consisting of finishing stand 4 and from this to the successive working stations (plate cooling, thermal treatments etc.).
- finishing stand or “finishing station” means the stand of the rolling line which performs the last rolling passage, performing the last dimensional adjustments on the rail.
- the intermediate working section 3 comprises, in upstream - downstream direction along the bar rolling line, a first universal stand 30, a second universal stand 32, a two-high edging stand 31 placed between the first and second universal stands 30, 32.
- the first and second universal stands 30, 32 and the high edging stand 31 are reversible and located along a single rolling axis, at such distances from each other as to engage all three simultaneously the same bar during rolling (except in the case in which one stand is performing a "dummy" passage, in which the stands simultaneously enaging a bar will be at most two).
- the distances between the horizontal rolls of the first and second universal stands 30, 32, and the high edging stand 31 are as close as possible: this allows performing the various rolling passages at temperatures on average that are higher, reducing the wear of the rolls or, equivalently, allowing higher reduction ratios at each passage and/or a lower number of passages (in the particular embodiment described it has been possible to reduce the passages to just three).
- the rolling section 3 performs the rolling of the semi-worked bar according to the following method, outlined in Figure:
- the semi-worked bar is subjected to a first rolling passage U1 in the second universal stand 32 -the rolls of the first universal stand 30 are initially opened and therefore perform a first dummy passage D1; then the direction of advancement of the bar is inverted and the bar for working passes again in the intermediate rolling section 3 undergoing a first rolling passage E1 in a first working groove of the high edging stand 31, and then a first passage U2 in the first universal stand 30.
- the high edging stand 31 is mobile between different positions, so as to allow the positioning, along the rolling axis of the two universal stands 30, 32, of different grooves or rolling grooves to make different high edging passages.
- the first rolling passage U1 in the second universal stand 32 is carried out with a reduction ratio ⁇ 1 greater than the reduction ratio ⁇ 2 of the first rolling passage U2 in the first universal stand 30, preferably assuming ⁇ 1 approximately equal to 20% and p2 approximately equal to 16%; however such values can be varied and adapted as a function of the specific needs (such as for example shape and dimensions of the rails to roll, temperature etc.).
- ⁇ 1 is selected from between approx. 10% and approx. 30%
- p2 is selected from between approx. 3% and approx. 25%.
- the bar before undergoing the first rolling passage U1 in the universal stand 32, the bar originates from the two break down mills 1 and 2 is further broken down with a rolling passage E2 in a second rolling groove of the high edging stand 31: if present, the intermediate section 3 at such a distance from the break down mill 1, 2 so that the bar, when being worked in the intermediate section 3 is no longer held by the rolls of the break down mills 1, 2,
- the operation E2 can be performed in the shadow of other operations of such break down mills 1, 2 suppressing a working passage from them and reducing the overall rolling time.
- the bar passes again, in a downstream - upstream direction, the intermediate working section 3, following the reversal of movement of the next bar to the first rolling U1 in the second universal stand 32 and prior to the first rolling passage E1 in the high edging stand 31, the bar is subjected to a second rolling passage U3 in the second universal stand 32 (to carry out the passage U3, following the passage U1 the rolls of the stand 32 are brought closer): as said before, the first rolling passage U2 in the first universal stand 30, the first rolling passage E1 in the high edging stand 31 and the second rolling passage U3 in the second universal stand 32 can be carried out with the three stands 30, 31, 32 simultaneously holding the bar (rails generally have final lengths varying from 60 m to over 100 m; the crop ends used to make spares and other extra elements have shorter lengths instead).
- the rolling passage U3 is carried out with a reduction ratio p3 comprised between around 10% and around 30%, and in particular approximately equal to 16%
- the rolling passage U4 is carried out with a reduction ratio p4 comprised between around 3% and around 20%, and in particular approximately equal to 8%.
- the break down and the hardest rolling passages U1 (and optionally U3), with the largest reduction ratios, are only carried out in the second universal stand 32, whilst the passages U2 (and optionally U4) which, with smaller reduction ratios, are all carried out in the first universal stand 30: in this way the greatest wear of the break down operations and the initial deformations U1, U3 involve only the second universal stand 32, whilst the successive rolling passages U2, U4 -which can be considered the pre-finishing passages- are exclusively carried out in the first universal stand 30, which is therefore subjected to less wear and manages to ensure tolerances -of shape and surface finishing- sufficiently precise on the bar emerging from section 3, for a longer working lifetime with respect to plants in which both break down and rough rolling passages and the final pre-finishing passages are performed in an intermediate rolling section on the same universal stand: in fact, in the working cycle of Figure 2, the first universal stand 30 compensates for the deviations in shape which the bar receives from the second universal stand 32 which deteriorat
- the surface finishing of the rolled rail with the methods according to the present invention are better:
- the reduced wear during working, of the stand rolls 30 enables to reach longer periods of time of smoother surfaces of the rolled rails, with respect to the rolling plants of known type.
- the structure of the intermediate section 3 substantially only of three stands, does not require excessively complex roll speed control systems; re-equipping times can be reduced and it is simpler to administer the production of small batches.
- the finishing station 4 is at such a distance, from the intermediate section 3, that a bar is never held simultaneously in a section three stand 3 and the finishing station 4; this, in addition to allowing simultaneously carrying out, and with less dead time, the intermediate rolling and the finishing, eliminates the bar deformations which would occur if this was held both in section 3 and in the station 4: in such a case in fact, the speed of the stands 30, 31, 32 and the finishing stands 4 even if controlled with appropriate control systems, would be however subject to relative slippages more or less important, from which there would be dilation, deformations and in general dimensional variations of the bar.
- the finishing station 4 can comprise, as is currently normal practice, a semi-universal rolling stand (i.e. with two horizontal rolls 40, 41 and one vertical roll 42, Figure 3; the vertical roll 42 rolls and finishes the lower surface of the base of resting of the rail) or also a high edging stand (Figure 4).
- a semi-universal rolling stand i.e. with two horizontal rolls 40, 41 and one vertical roll 42, Figure 3; the vertical roll 42 rolls and finishes the lower surface of the base of resting of the rail
- a high edging stand Figure 4
- the finishing station 4 can advantageously comprise a universal stand with two horizontal rolls 400, 401 and two vertical rolls 402, 403. where the vertical roll 402 works and finishes the base of the rail B, whilst the second vertical roll works and refinishes the area of the head T of the semi-worked rail; the two vertical rolls 402, 403 refinish the base and head of the rail working simultaneously.
- the head T of a rail comprises a rollable central surface T1, on which the wheels of the railway vehicle rest, and the two lateral flanks T2, T3 substantially rectilinearly oriented or vertically or with a slight inclination with respect to the vertical when the rail is installed; on the lateral flanks T2, T3 the wheels of the railway vehicles laterally rest.
- central rollable surfaces T1 and the two lateral flanks T2, T3 are joined by two curved areas T4, T5.
- the vertical rolling roll 403, which deforms and refinishes the head T of the rail, comprises a rolling groove 404 able to plastically deform and refinish the head T;
- the groove 404 comprises a central area -able to plastically deform and refinish the central rollable section T1 of the head- and two lateral surfaces located to the sides of said central zone and able to retain and shape the lateral flanks T4, T5 of the head T of the rail.
- the other roll 402 has a normal flat rolling surface to finish the lower face of the base B of the rail.
- the shape of the groove 404 allows to retain and shape with greater precision not just the central rollable area T1 of the head T of the rail, but also the flanksT4, T5 of the head.
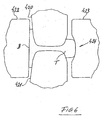
- Figure 6 shows a further embodiment of a universal finishing stand with two vertical rolls 422, 423 developed by the applicant:
- the groove 424 which shapes the head T of the rail is less deep and deprived of the lateral flanks able to shape and retain the lateral flanks T2, T3 of the head of the rail; the groove 424 rolls and finishes only the central area T1 of the head of the rail; in this way the problem of slipping due to the rotational speed gradient along the surface of the groove 404 is overcome.
- the finishing stand of Figure 6 is also itself fitted with a second roll 422 to shape and finish precisely the lower side of the base B of the rail.
- the two vertical roll finishing stands just illustrated can be used as finishing stations not just in the plants realised according to the present invention, but also in mills of a different kind, for example having intermediate sections of known type.
- the finishing passage UF in the stand 4 Independently of the type of stand used for finishing (semi-universal, universal or high edging) preferably the finishing passage UF in the stand 4 ( Figure 1, 2) is performed with a reduction ratio ⁇ F comprised of between around 1% and around 15%, and in particular with a reduction ratio ⁇ F equal to around 2%: such a reduction ratio, particularly small, optionally coupled with the pre-finishing action of the optional passages U2 and U4 carried out as previously described, enables to reach rather precise dimensional and surface finishing tolerances and more constant over time, with respect to the finishing methods of the known art.
- the described embodiments are susceptible to many variations without departing from the scope of the present invention: for example it is possible to change by adding or removing rolling stands to carry out the various passages. If required by the floor space of the building in which the plant is housed the number of passages of the bar through the intermediate section 3 can also be even, and not necessarily uneven as previously described, so that the rail, at the end of the rolling cycle is expelled from the section 3 from the same side as into which it was introduced, rather than crossing the section 3 and continuing downstream.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Heat Treatment Of Articles (AREA)
Claims (12)
- Verfahren für die Herstellung von Schienen und ähnlichen Produkten mit einer Walzanlage, wobei die Anlage eine reversible Zwischenarbeitsstation (3) umfasst, wobei die Zwischenarbeitsstation (3) ein erstes (30) und ein zweites Universalgerüst (32) und ein Höhenstauchgerüst (31) aufweist, das zwischen dem ersten (30) und zweiten (32) Universalgerüst angeordnet ist, und eine Fertigstellungsstation (4) umfasst, wobei die Zwischenarbeitsstation (3) einen grob vorgewalzten Stab aus einer geeigneten oberstromigen Grobwalzstation (2) aufnehmen und diesen, nachdem er verarbeitet worden ist, an die unterstromige Fertigstellungsstation (4) abgeben kann, wobei das Verfahren in der angegebenen Reihenfolge die folgenden Arbeitsgänge umfasst: einen ersten Walzdurchgang (U1) in dem zweiten Universalgerüst (32);
einen ersten Walzdurchgang (E1) in dem Höhenstauchgerüst (31); einen ersten Walzdurchgang (U2) in dem ersten Universalgerüst (30),
einen Walzdurchgang (UF) in der Fertigstellungsstation (4), gekennzeichnet durch die Tatsache, dass das Höhenstauchgerüst (31) ein Zweihöhenstauchgerüst für zwei Höhen ist,
das erste Universalgerüst (30), das Höhenstauchgerüst (31) und das zweite Universalgerüst (32) derart in einem Abstand voneinander platziert sind, dass der Stab während Walzarbeitsgängen gleichzeitig in allen drei Gerüsten (30, 31, 32) gehalten werden kann, der erste Walzdurchgang (U1) in dem zweiten Universalgerüst (32) mit einem Reduktionsverhältnis (ρ1) durchgeführt wird, das zwischen etwa 10 % und etwa 30 % umfasst, und der erste Walzdurchgang (U2) in dem ersten Universalgerüst (30) mit einem Reduktionsverhältnis (ρ2) durchgeführt wird, das zwischen etwa 3 % und etwa 25 % umfasst, die Fertigstellungsstation (4) in einem solchen Abstand von der Zwischenarbeitsstation (3) angeordnet wird, dass, wenn das Fertigstellungsgerüst einen Fertigstellungsdurchgang an dem Stab durchführt (UF), der Stab nicht in irgendeinem von dem ersten Universalgerüst (30), dem Höhenstauchgerüst (31) und dem zweiten Universalgerüst (32) gehalten wird. - Verfahren nach Anspruch 1, wobei das Reduktionsverhältnis (ρ1), mit welchem der erste Walzdurchgang (U1) in dem zweiten Universalgerüst (32) durchgeführt wird, etwa 20 % beträgt, und das zweite Reduktionsverhältnis (ρ2), mit dem der erste Walzdurchgang (U2) in dem ersten Universalgerüst (30) durchgeführt wird, etwa 10 % beträgt.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, wobei dem ersten Walzdurchgang (U1) in dem zweiten Universalgerüst (32) ein zweiter Walzdurchgang (E2) in dem Höhenstauchgerüst (31) vorhergeht.
- Verfahren nach einem der mehreren der vorhergehenden Ansprüche, wobei im Anschluss an den erste Walzdurchgang (U1) in dem zweiten Universalgerüst (32) und vor dem ersten Walzdurchgang (E1) in dem Höhenstauchgerüst (31) an dem Stab ein zweiter Walzdurchgang (U3) in dem zweiten Universalgerüst (32) ausgeführt wird.
- Verfahren nach Anspruch 4, wobei der zweite Walzdurchgang (U3) in dem zweiten Universalgerüst (32) mit einem Reduktionsverhältnis (ρ3) durchgeführt wird, das zwischen etwa 10 % und etwa 30 % beträgt.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, wobei im Anschluss an den ersten Walzdurchgang (U2) in dem ersten Universalgerüst (30) ein dritter Walzdurchgang (E3) in dem Höhenstauchgerüst (31) durchgeführt wird.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, wobei unmittelbar im Anschluss an den ersten Walzdurchgang (U2) in dem ersten Universalgerüst (30) in dem ersten Universalgerüst (30) ein zweiter Walzdurchgang (U4) durchgeführt wird.
- Verfahren nach Anspruch 9, wobei der zweite Walzdurchgang (U4), der in dem ersten Universalgerüst (30) ausgeführt wird, mit einem Reduktionsverhältnis (ρ4) vorgenommen wird, das zwischen etwa 3 % und etwa 20 % umfasst.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, wobei der dritte Walzdurchgang (E3) in dem Höhenstauchgerüst (31) dem zweiten Walzdurchgang (U4) in dem ersten Universalgerüst (30) folgt.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, das eine Reihe von Arbeitsgängen umfasst, die im Wesentlichen aus den folgenden Walzdurchgängen in der angegebenen Abfolge gebildet werden: der zweite Walzdurchgang (E2) in dem Höhenstauchgerüst (31) beim Verlassen der Grobvorwalzstation (2), der erste Walzdurchgang (U1) in dem zweiten Universalgerüst (32), der zweite Walzdurchgang (U3) in dem zweiten Universalgerüst (32), der erste Walzdurchgang (E1) in dem Höhenstauchgerüst (31), der erste Walzdurchgang (U2) in dem ersten Universalgerüst (30), der zweite Walzdurchgang (U4) in dem ersten Universalgerüst (30), der dritte Walzdurchgang (E3) in dem Höhenstauchgerüst (31), ein Walzdurchgang (UF) in der Fertigstellungsstation (4).
- Walzanlage für die Ausführung eines Verfahrens nach einem oder mehreren der vorhergehenden Ansprüche, wobei die Anlage eine reversible Zwischenarbeitsstation (3) umfasst, die einen grob vorgewalzten Stab von einer geeigneten oberstromigen Grobwalzstation (2) aufnehmen und diesen, nachdem er verarbeitet worden ist, einer unterstromigen Fertigstellungsstation (4) zuführen kann, wobei die Zwischenarbeitsstation (3) in Aufeinanderfolge entlang zumindest einer Walzachse ein erstes Universalgerüst (30) und ein Höhenstauchgerüst (31) mit einem zweiten Universalgerüst (32) umfasst, das entlang zumindest einer Walzachse angeordnet ist, so dass das Höhenstauchgerüst (31) zwischen dem ersten und zweiten Universalgerüst (30, 32) platziert ist, dadurch gekennzeichnet, dass die drei Gerüste (30, 31, 32) in solchen Abständen voneinander angeordnet sind, dass der Stab während Walzarbeitsgängen gleichzeitig in allen drei Gerüsten (30, 31, 32) gehalten sein kann, und dass die Fertigstellungsstation (4) wiederum ein Fertigstellungsgerüst umfasst, das in solch einem Abstand von der Zwischenarbeitsstation (3) platziert ist, dass, wenn die Fertigstellungsstation einen Fertigstellungsdurchgang an dem Stab durchführt (UF), der Stab nicht in irgendeinem der Gerüste (30, 31, 32) der Zwischenarbeitsstation (3) gehalten ist.
- Anlage nach Anspruch 11, wobei die drei Gerüste (30, 31, 32) an dem Zwischenwalzabschnitt (3) nacheinander ohne Zwischenschaltung weiterer Walzgerüste platziert sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI20021594 | 2002-07-19 | ||
| IT2002MI001594A ITMI20021594A1 (it) | 2002-07-19 | 2002-07-19 | Metodo e impianto per la laminazione a caldo di rotaie |
| PCT/EP2003/007897 WO2004009259A1 (en) | 2002-07-19 | 2003-07-18 | Method and plant for the hot rolling of rails |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1534441A1 EP1534441A1 (de) | 2005-06-01 |
| EP1534441B1 true EP1534441B1 (de) | 2007-06-06 |
Family
ID=30130898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03765060A Revoked EP1534441B1 (de) | 2002-07-19 | 2003-07-18 | Verfahren und anlage zum heisswalzen von schienen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20060016236A1 (de) |
| EP (1) | EP1534441B1 (de) |
| CN (1) | CN1299844C (de) |
| AT (1) | ATE363952T1 (de) |
| AU (1) | AU2003250119A1 (de) |
| DE (1) | DE60314256T2 (de) |
| ES (1) | ES2288623T3 (de) |
| IT (1) | ITMI20021594A1 (de) |
| WO (1) | WO2004009259A1 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004073623A2 (en) * | 2003-02-14 | 2004-09-02 | Children's Hospital & Research Center At Oakland | Treatment of conditions associated with decreased nitric oxide bioavailability, including elevated arginase conditions |
| CN1753008B (zh) * | 2005-10-26 | 2011-08-10 | 上海宝信软件股份有限公司 | 一种优化热轧轧制计划顺序的方法 |
| UA103795C2 (ru) * | 2009-03-16 | 2013-11-25 | Тата Стил Юк Лимитед | Способ прокатки рельсов, устройство для прокатки рельсов и рельс, изготовленный по указанному способу |
| AP2012006333A0 (en) | 2009-11-26 | 2012-06-30 | Tata Steel Uk Ltd | A method of rolling rails, apparatus for rolling rails and rail produced according to said method. |
| IT1397191B1 (it) * | 2009-12-01 | 2013-01-04 | Siemens Vai Metals Tech Srl | Treno universale reversibile compatto per la produzione di profili medio grandi. |
| CN101844150B (zh) * | 2010-05-18 | 2011-10-05 | 攀钢集团钢铁钒钛股份有限公司 | 钢轨万能法轧制工艺 |
| CN102527714B (zh) * | 2011-12-30 | 2015-01-14 | 天津市宁河县隆昌异型轧钢厂 | 电梯t型导轨轧制方法及轧制孔型系统 |
| CN105414172A (zh) * | 2015-12-16 | 2016-03-23 | 武汉科技大学 | 一种消除连扎钢轨尾部凸点的方法 |
| CN105665444B (zh) * | 2016-02-26 | 2018-03-06 | 攀钢集团攀枝花钢钒有限公司 | 用于提高钢轨轧制对称质量的万能孔型结构 |
| RU2627140C1 (ru) * | 2016-10-10 | 2017-08-03 | Акционерное общество "ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат", АО "ЕВРАЗ ЗСМК" | Способ прокатки рельсов |
| CN106424138A (zh) * | 2016-10-26 | 2017-02-22 | 攀钢集团攀枝花钢钒有限公司 | 万能轧机布置结构及轧制方法 |
| CN109158424B (zh) * | 2018-09-27 | 2023-08-18 | 中重科技(天津)股份有限公司 | 特大万能轧机水平辊系轴向锁紧装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE624447A (de) * | 1961-11-22 | |||
| US3583193A (en) * | 1967-12-16 | 1971-06-08 | Nippon Steel Corp | Rolling method and apparatus for producing h-shaped steel products having flanges of different thicknesses and similarly shaped steel products |
| SU623593A1 (ru) * | 1974-03-11 | 1978-08-02 | Сибирский Металлургический Институт Имени С.Орджоникидзе | Способ прокатки рельсовых профилей |
| FR2515538B1 (de) * | 1981-11-04 | 1985-05-17 | Sacilor | |
| JPS5921403A (ja) * | 1982-06-30 | 1984-02-03 | Nippon Steel Corp | 軌条のユニバ−サル圧延方法 |
| DE3627729C2 (de) * | 1986-08-16 | 1996-03-07 | Schloemann Siemag Ag | Formstahl-Walzwerk |
| JPH0386301A (ja) * | 1989-08-29 | 1991-04-11 | Nippon Steel Corp | 軌条圧延法 |
| JP2712846B2 (ja) * | 1991-02-08 | 1998-02-16 | 住友金属工業株式会社 | 形鋼の圧延方法および圧延装置 |
| DE19618437A1 (de) * | 1996-05-08 | 1997-11-13 | Schloemann Siemag Ag | Verfahren zum Betreiben einer Walzgerüstanlage |
| DE19628369A1 (de) * | 1996-07-13 | 1998-01-15 | Schloemann Siemag Ag | Verfahren zum Walzen von Fertigprofilen aus einem Vorprofil |
-
2002
- 2002-07-19 IT IT2002MI001594A patent/ITMI20021594A1/it unknown
-
2003
- 2003-07-18 CN CNB038167786A patent/CN1299844C/zh not_active Expired - Fee Related
- 2003-07-18 US US10/522,437 patent/US20060016236A1/en not_active Abandoned
- 2003-07-18 EP EP03765060A patent/EP1534441B1/de not_active Revoked
- 2003-07-18 AT AT03765060T patent/ATE363952T1/de not_active IP Right Cessation
- 2003-07-18 WO PCT/EP2003/007897 patent/WO2004009259A1/en not_active Ceased
- 2003-07-18 ES ES03765060T patent/ES2288623T3/es not_active Expired - Lifetime
- 2003-07-18 DE DE60314256T patent/DE60314256T2/de not_active Revoked
- 2003-07-18 AU AU2003250119A patent/AU2003250119A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20060016236A1 (en) | 2006-01-26 |
| ATE363952T1 (de) | 2007-06-15 |
| DE60314256T2 (de) | 2008-02-07 |
| WO2004009259A8 (en) | 2004-05-06 |
| ES2288623T3 (es) | 2008-01-16 |
| ITMI20021594A1 (it) | 2004-01-19 |
| DE60314256D1 (de) | 2007-07-19 |
| CN1668394A (zh) | 2005-09-14 |
| AU2003250119A8 (en) | 2004-02-09 |
| WO2004009259A1 (en) | 2004-01-29 |
| AU2003250119A1 (en) | 2004-02-09 |
| CN1299844C (zh) | 2007-02-14 |
| EP1534441A1 (de) | 2005-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102247981B (zh) | 型钢轧制生产工艺 | |
| EP1534441B1 (de) | Verfahren und anlage zum heisswalzen von schienen | |
| CN104525560B (zh) | 普碳钢/含Nb钢20‑30mm中厚板麻面的有效控制方法 | |
| US5904061A (en) | Method of rolling finished sections from a preliminary section | |
| CN103071673B (zh) | 紧凑式万能立式钢轨轧制方法 | |
| CN101844162A (zh) | 一种热轧高强钢残余应力消除方法 | |
| WO2016054851A1 (zh) | 用于轧制中空钢的生产线及其轧制成型生产方法 | |
| CN102513370A (zh) | 一种单机架炉卷轧机生产特殊用途管线钢的控制工艺 | |
| CN109261714B (zh) | 一种大型造船用对称球扁钢的轧制方法 | |
| US4860426A (en) | System for rolling continuously cast profiles | |
| EP2408967A2 (de) | Verfahren zum walzen von schienen, vorrichtung zum walzen von schienen und gemäss dem verfahren hergestellte schiene | |
| CN102527714B (zh) | 电梯t型导轨轧制方法及轧制孔型系统 | |
| CN100515593C (zh) | 普通四辊热带钢连轧机带钢边部增厚综合控制方法 | |
| AU2004291230B2 (en) | Rolling mill for hot-rolling metal, in particular, aluminium in addition to hot-rolling method | |
| CN112705569B (zh) | 超短距离布置的炉卷轧机生产线及轧制工艺 | |
| CN202087575U (zh) | 型钢轧制生产线 | |
| CN103433276A (zh) | 型钢轧制生产线及其生产方法 | |
| JPH0386301A (ja) | 軌条圧延法 | |
| CN206936012U (zh) | 大型型钢轧钢生产系统 | |
| EP2504112A2 (de) | Verfahren zum walzen von schienen, vorrichtung zum walzen von schienen und in diesem verfahren hergestellte schiene | |
| CN110180889B (zh) | 轨道轧制生产线和应用其的轨道轧制工艺 | |
| CN212442554U (zh) | 近终型轨形坯短流程连铸连轧生产系统 | |
| CN104053512B (zh) | T型钢的制造方法及轧制设备 | |
| KR20120033022A (ko) | 선냉각공정을 포함하는 형강 제조방법 및 이를 이용한 형강 압연장치 | |
| RU2455089C1 (ru) | Способ производства стальных горячекатаных полос |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050221 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21B 1/08 20060101AFI20061206BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60314256 Country of ref document: DE Date of ref document: 20070719 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070906 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2288623 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071106 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SMS MEER GMBH Effective date: 20080306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070907 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080730 Year of fee payment: 6 Ref country code: ES Payment date: 20080718 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070906 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080714 Year of fee payment: 6 Ref country code: FR Payment date: 20080730 Year of fee payment: 6 Ref country code: IT Payment date: 20080719 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| 27W | Patent revoked |
Effective date: 20090402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071207 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100331 |