EP1501732B2 - Verfahren zur herstellung einer verpackungseinheit und vorrichtung zur durchführung des verfahrens - Google Patents
Verfahren zur herstellung einer verpackungseinheit und vorrichtung zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP1501732B2 EP1501732B2 EP03727369A EP03727369A EP1501732B2 EP 1501732 B2 EP1501732 B2 EP 1501732B2 EP 03727369 A EP03727369 A EP 03727369A EP 03727369 A EP03727369 A EP 03727369A EP 1501732 B2 EP1501732 B2 EP 1501732B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- pile
- envelope
- stack
- insulation boards
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B63/00—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged
- B65B63/02—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged for compressing or compacting articles or materials prior to wrapping or insertion in containers or receptacles
- B65B63/026—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged for compressing or compacting articles or materials prior to wrapping or insertion in containers or receptacles for compressing by feeding articles through a narrowing space
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
- B65B53/063—Tunnels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/24—Cooling filled packages
Definitions
- the invention relates to a method for producing a packaging and / or transport unit, consisting of a stack with a plurality of at least two insulating panels of at least limited elastic material, in particular bound with binders mineral fibers, preferably rock wool and / or glass wool, wherein the insulation panels of an endless nonwoven fabric separated, arranged with their large surfaces adjacent to each other in the stack and then with at least one stack at least partially surrounding, shrinking under heat envelope, preferably provided in the form of a film and / or at least one band and an apparatus for performing the method ,
- Natural fibers such as wool, flax, coconut, hemp, synthetic fibers, such as polyester fibers or man-made glass fibers are suitable for the production of sheet-like or plate-like insulating materials for thermal and / or acoustic insulation.
- Mineral wool insulation materials represent the most significant group of fiber insulation materials in terms of quantity.
- the mineral wool insulating materials are differentiated into glass wool and rock wool insulating materials.
- Glass wool insulating materials are made from silicate melts with high levels of alkali and boron oxides. These melts can be withdrawn through nozzles to mineral fibers, these nozzles being arranged in walls of bowl-shaped and rotationally driven fiberizing devices.
- the mineral fibers are usually impregnated with an organic binder, primarily a mixture of phenol-urea-formaldehyde resins.
- the mineral fibers produced in this method of manufacture are relatively long and smooth and are collected underneath the fiberizing device on a collecting and conveying belt. The mineral fibers are stacked at a desired height and continuously transported away with the conveyor belt as a mineral fiber mass.
- This type of lamination of a continuous mineral fiber fleece formed from the mineral fiber mass is generally referred to as direct collection. Since the efficiency of the shredders used with several hundred kilograms of mineral fibers per hour is not so high, several shredders are usually placed one after the other on a production line, that is a collection and conveyor belt.
- the bulk density of the mineral fiber fleece is adjusted as a function of the conveying speed of the endless mass flow of fibers.
- This mineral fiber fleece is then fed to a hardening furnace in which the thermosetting binders mentioned by way of example are cured and the mineral fiber fleece is fixed.
- hot air is sucked through the permeable mineral fiber fleece, so that the intensive energy transfer leads to rapid curing of the binder.
- the insulating felts and insulation panels made of glass wool have in common an extremely layered structure parallel to their large surfaces. This structure leads to a low thermal conductivity and a high ductility perpendicular to the large surfaces. In contrast, the connection between the individual mineral fibers is perpendicular to their longitudinal axis, so the transverse tensile strength of the structure very low. Parallel to the large surfaces, the stiffness of the insulating felts and insulating panels is much higher, regardless of the direction of loading.
- Insulation felts made from glass wool can be rolled up easily and with a high degree of compression of up to approx. 60% without tearing and largely regain the original thickness.
- This type of treatment is counteracted by the fact that the thickness tolerances for the type of application WL in accordance with DIN 18165 Part 1 allow significantly greater thicknesses than are the case for application type W insulation panels.
- the Dämmfilze can therefore be prepared with a relatively large excess thickness to compensate for strength losses and then compressed.
- Glass wool insulation boards must not be compressed as much as possible in order not to fall out of a permissible thickness tolerance field. Since the degrees of compression are not tuned steplessly, but in connection with usual packaging units or bulk, packaging or transport units and in relation to the volumes, in particular the height of the means of transport (trucks, railway wagons), compression rates of about 20% already contribute the packaging units at significant cost savings.
- Rock wool insulation materials are produced from silicate melts that are rich in alkaline earths, iron oxides and, as network formers, contain not inconsiderable amounts of aluminum oxide.
- Rock wool insulation materials were originally produced only from diabase and chemically related basalts with small amounts of lime or dolomite.
- the raw material blends contain high proportions of suitable residues from the production of other materials and accumulating waste materials from the production or recycling of mineral fiber insulation materials.
- the melt for the production of rock wool insulating materials has a very steep dependence of the viscosity on the temperature, so that only a narrow temperature interval for mineral fiber formation is available.
- the melt is processed in the majority of factories on so-called cascade shredding machines. These machines usually have four staggered rollers rotating about horizontal axes. The melt is passed in a thin layer successively over the rollers. Depending on the speed of rotation, the presence of germs and temperature, liquid bodies, which assume either spherical or fibrous form, as well as other intermediate forms, first dissolve out of the melt. In this way, about 50% by mass of useful mineral fibers can be recovered from the melt.
- the other half of the melt goes into spherical to stem-like particles, which are separated by air classification of the mineral fiber mass. Nevertheless, about 25 to 30% by weight of spherical particles remain in the mineral fiber mass.
- the fiberizing machines with up to about 5 tons throughput per hour, are considerably more efficient than the fiberizing devices used for the production of glass wool.
- the mineral fibers of rockwool are bound with binders, which are dissolved or colloidally distributed in water as in the production of glass wool.
- binders which are dissolved or colloidally distributed in water as in the production of glass wool.
- the individual mineral fibers of rock wool are much shorter than the mineral fibers of glass wool.
- the rock wool mineral fibers are curved in themselves and get caught in the air stream easily with each other, forming more or less large flakes.
- the rock wool mineral fibers can be picked up directly.
- a production plant with high performance it is not possible to achieve a completely homogeneous distribution of the mineral fibers over the length, width and height of a mineral fiber fleece to be produced.
- an endless mineral fiber mass flow must either be cooled by large amounts of water or the polycondensation reaction of the resin mixtures used continues to run, resulting in premature curing of the binder.
- the removal of the water is associated with a high energy demand and thus uneconomical. All of these negative aspects have led to the fact that the mineral fibers impregnated with binders are deposited on a conveyor belt in a thin primary web and transported away.
- This primary web is now placed meandering transversely to the conveying direction of a further conveyor belt on this second conveyor belt by means of a pendulum device.
- a pendulum device for example 2 or 4 m and its basis weight, for example about 300 to about 800 g / m 2 , are in the primary nonwoven formed secondary mineral fiber layer about 4 to about 12 layers obliquely and respectively offset by the pendulum stroke.
- the primary nonwoven layers in the secondary mineral fiber fleece are on the one hand in the horizontal direction quite easily, and on the other, and this particular compressed in the vertical direction.
- the secondary mineral fiber fleece is compressed more strongly in the longitudinal as well as in the vertical direction.
- the individual mineral fibers are brought into a steep position to the large surfaces of the secondary mineral fiber fleece and at the same time significantly increases the bulk density of the mineral fiber mass.
- the curing of the binder takes place in the rock wool insulating materials in analogy to the glass wool insulating materials by means of hot air in a curing oven.
- the lower limit of the gross density of rock wool insulation boards is currently about 24 kg / m 3 , which corresponds to about 15 - 17 kg mineral fibers / m 3 .
- the upper limit of the insulation boards produced in the manner described is approximately at about 55 kg / m 3 (38.5 kg mineral fibers / m 3 ).
- the mineral fiber equivalents are given here as essential elements of presentation, because the unbound non-fibrous constituents only marginally or not at all affect the mechanical properties relevant here in the first place.
- the endless sheet-like mineral fiber fleece is usually split in the longitudinal center and separated the insulation panels in the desired width of the partial webs.
- a different approach can be chosen.
- Glass wool insulating materials can also be produced in single layers with small thicknesses.
- the endless mineral fiber fleece is already separated on the production line horizontally in two to four layers
- a separated from the mineral fiber fleece insulation board therefore has in their longitudinal direction a significantly higher stiffness and bending tensile strength than transversely to its longitudinal direction.
- the rock wool insulation boards can therefore be compressed only with significantly higher power input and develop due to the higher spring constant of the mineral fiber mass also a correspondingly high counter or restoring force. Excessive deformation also risks causing the mineral fibers to break, relocate or destroy the bonds between the mineral fibers. In this case, irreversible structural changes can occur. Since the deforming forces attack primarily at right angles to the large surfaces, either the desired nominal thickness is no longer achieved or when releasing large voltages this nominal thickness is exceeded in an inadmissible manner.
- the separated insulation boards are, if necessary freed from adhering sawdust and arranged in a stack one above the other or after a rotation next to each other or stacked.
- the height of the stack is limited by the weight of the insulating panels and by the still manageable size of a packaging unit formed from the stack. Therefore, stack heights of about 20 cm to about 60 cm are usual, but preferably the height is limited to less than about 50 cm.
- the stack of insulating panels is wrapped with films and / or bands that hold the stack together and protect against environmental influences, such as moisture. Furthermore, the films and / or bands are used to handle the packaging unit.
- foils those made of polyolefins, such as polyethylene and copolymers with, for example, ethylene and vinyl acetate or polypropylene because of their material properties, especially their good shrinkage properties, the comparatively high shrinkage forces at room temperature and other advantages in the application and not least because of their low price have proven particularly.
- Polyethylene is formed by the polymerization of ethylene.
- high-pressure polymerization branched polyethylenes of low to medium density are primarily formed (low-density poly-ethylene, abbreviation LDPE).
- Very low densities are found in the LLDPE types polyethylenes.
- the so-called low-pressure polymerization results predominantly in linear high-density polyethylenes (high-density poly-ethylene, abbreviation HDPE).
- the copolymerization with other unsaturated components allows the development of plastics with special properties.
- Polyolfine is the generic term for polyethylene and copolymers, polypropylene, polymethylpentene, polyisobutylene, etc., in the EP 1 050 466 A1 between polyethylene film (PE film) and polyolefin (PO film).
- the PE films are used in this prior art in thicknesses of about 25 to about 250 microns, the PO films with thicknesses of about 8 microns to 35 microns, but especially from 15 microns to about 19 microns.
- Shrink films are usually made by the blow and the chill-roll process of granules.
- the granules contain i.a. Lubricant concentrates, colorants, antioxidants and UV absorbers.
- the films are stretched in a second operation, usually even biaxially, to reduce the thickness to the desired level and to achieve an increase in the strength in this direction by the orientation of the molecular chains by external force. While maintaining the tensile forces, the O-orientation state is fixed by cooling. Relatively high elastic components, which lead to residual stresses, are to be retained. These internal restoring forces, at higher temperatures, result in the desired rapid recovery, i. E. for shrinking. With the biaxial stretching, the strength values in the longitudinal and in the transverse direction can be adjusted in a targeted manner.
- the shrinkage force is that force which is exerted on a specimen by it during and after exposure to heat, when it is clamped at two ends so that it can not be shortened.
- the maximum heat shrinkage which is determined at a certain temperature and after cooling to room temperature.
- specific shrinkage forces that are time-dependent.
- stress relaxation Another important property of shrinkable films is stress relaxation, which indicates the temporal decay of stress in a deformed material, if this deformation is kept constant.
- the stack of insulation boards is fed on a conveyor belt a banding and provided with a sheath.
- banding stations for other objects are in the already mentioned EP 1 050 466 A1 and the EP 718 198 A1 described.
- These banding shrink film rolls are located above and below a conveyor plane. Plastic film sheets drawn from the shrink-film rolls are brought together and joined together by a weld. They thereby form a foil curtain.
- Corresponding banding stations are also in the production of packaging units from each stack of insulation boards in use.
- the stack of insulation boards is conveyed against this film curtain, wherein the film webs are tracked. Then the promotion is stopped.
- a beam arranged above the conveying plane of a welding press is moved against a lower beam arranged, for example, in the conveying plane.
- the jaws are coated with Teflon to prevent the films from sticking.
- thermoplastic films are heated to plastic flow and joined together under pressure.
- the welding changes the structure of the interconnected plastic films. Only really good weld seams almost reach the breaking strength of the base materials.
- shrink films are preferably used, which consist of LDPE or mixtures of LLDPE and LDPE.
- the thicknesses of the plastic films are reduced to about 20 microns to about 100 microns, preferably about 35 microns to about 65 microns.
- the heat impulse welding is preferred.
- the heating elements are heated by power surges, which are matched to the type and thickness of the films to be joined, in no time.
- Double beams are used, which produce two parallel welds. The two film webs are severed between the beams or the welds with the aid of an interposed filament. The upper bar is moved back to the rest position.
- a film curtain can be produced. Because of the working width of the welding bars, the banding takes place with a certain amount of play.
- the plastic film lies under the stack and on the side surface, which is pressed against the film curtain, firmly and hanging on the opposite, rear side surface first loosely down.
- the band is significantly wider than the stack of insulation panels.
- the overhang on each face of the stack of insulation boards may be a few inches or reach well over half the height of the stack of insulation boards. Because of the resilience of the insulation panels and the shrinkage of the band will avoid a flush or slightly over-wide band. Otherwise, there is a risk that the insulation panels at the ends of the packaging unit circumferentially slip out of the band, which would primarily lead to a visual impairment.
- the over the faces of the stack projecting film sections hang down and lie on the conveyor belt.
- the stack of insulating panels with the envelope made of plastic film is then fed to a shrink tunnel, as he, for example, the EP 1 050 466 A1 , of the US Pat. No. 6,151,871 A1 or the EP 1 044 883 A1 can be seen.
- the heating of the plastic films by means of heated air, which is brought to the surfaces of the stack of insulation boards.
- the height of the air temperature is adjusted according to the throughput through the shrink tunnel and the thickness of the plastic films.
- a typical temperature range is, for example, between about 130 and 170 ° C.
- the banded stack of insulation boards is for this purpose on a good air-permeable conveyor belt, which consists for example of spaced-mounted metal rods or a wire mesh. The spaced-mounted thin metal rods hinder the contraction of the films little.
- the plastic films After the shrinking process, the plastic films have been tightly applied to the surfaces of the insulation panels of the stack and hold this stack together. Since the friction coefficient of the insulating panels is very high, thin plastic films with low shrinkage force at room temperature are sufficient to secure the insulation panels against slipping within the stack.
- the shrinking process also changes the position of the welds previously produced between the film webs. They are now each in the lower third of the two side surfaces of the stack.
- the air duct in the shrink tunnel is formed so that the overhanging at the end faces of the stack plastic films are bent to the center of each end face and welded together in this position.
- the heating can be more intense here than in the region of the side surfaces of the stack, in order to achieve a partial welding or a stronger shrinkage.
- the plastic films attach themselves to the stack of insulation boards and thus stabilize it also in the longitudinal direction.
- the thicker and also firmer foil areas on the end faces due to the shrinking also allow intervention here with the hands and handling the packaging unit.
- the enclosure often also has openings as a result of differential heating or obstructed shrinkage.
- the wrapper can tear through hard insulation panels at the edges or in the region of the welds. The reason for this is from the outset imperfect welds, but also the heating of the seams twice. On closer examination, significant deformations of the plastic films or discoloration in colored plastic films in a range of about 10 to about 20 mm can be seen on both sides of the welds.
- a material thickness of the plastic film in the initial state of about 63 microns to about 64 microns is obtained after shrinking a substantially uniform thickness of about 63 microns, so that the differences in thickness are within the accuracy of a micrometer. In areas immediately adjacent to the weld seams, however, the thicknesses are only about 50 ⁇ m.
- the invention has the object , a method according to claim 1 for producing a packaging and / or transport unit, consisting of a stack with several, at least two insulating panels of at least limited elastic material in such a way that the disadvantages of the prior art avoided In particular, a simpler process to improve the stability of the envelope and to protect the insulation panels to achieve.
- the stack of insulating panels is first wrapped with the plastic film and then compressed and finally fed in the compressed state of heating.
- the welds or the surface areas of the plastic film with the welds are cooled down quickly, for example, with air, CO 2 vapor (dry ice), finely sprayed water or an alternative cooling medium. This is intended to prevent these surface areas from being heated more strongly in the subsequent shrinking process and thus from shrinking more than the plastic film in the area of the further surface areas, in particular in the region of the side surfaces and / or end faces of the stack.
- the plastic films can be shrunk to a greater extent in the area of the two end faces of the stack than in the area of the large surfaces of the stack of insulation boards.
- the envelope can be closed or partially open in the region of the end faces of the stack.
- the packaging units are supplied in succession to a compression station with integrated decompression device with the intervals resulting from the cycle times of the banding station. At least this area of a device according to the invention is arranged to avoid environmental influences on the result of the shrinkage of the plastic film in a housing.
- the packaging units Prior to the entry of the packaging units in the compression station, the packaging units are rotated by 90 degrees and positioned so that the packaging units run into the compression station with one of their front faces.
- This approach reduces the risk of the insulation panels tearing in one of their large surfaces with a steep increase in compression.
- the compression station consists of a lower and an upper conveyor belt, which are spaced from each other in the housing. The distance between the conveyor belts is adjustable.
- the pressure-exerting conveyors with inclinations between about 1.5% and well compressible insulation boards are also up 4% arranged converging.
- the upper conveyor belt is arranged inclined from its horizontal orientation to the opposite conveyor belt.
- the inclination angle is made larger, so that there is a tendency between about 4 and 8%.
- the conveyor belt can be adjusted to each other in terms of their inclination to adjust different compression in different insulation panels can.
- the conveyor belts consist of inherently pressure-resistant elements, for example plastic sheets stiffened with metal rods or of trough-shaped metal members.
- the conveyor belts are coated with, for example, polytetrafluoroethylene, silicone or the like in order to prevent sticking of the plastic films to the conveyor belts.
- the insulation boards in the packaging unit are significantly more compressed than the desired degree of compression in the finished packaging unit.
- This increase in compression can be up to about 50% and is limited only by the fact that irreversible damage to the structure of the insulating panels are to be avoided. This compression can effectively complement a previous elastification of the individual insulation panels.
- these portions are heated to continue the shrinking operation.
- the heating of the plastic films is done in such a way that the furthest bulge areas are heated the most.
- the heating of the plastic films takes place, for example, with electrically heated coils or quartz rods with different heating powers over the length of the compression station.
- the radiators equipped with reflectors can be rigidly arranged or pivoted up and down in regular movements.
- the distribution of hot air can be supported by fans.
- the heating of the plastic film surfaces with hot air which is heated outside the housing and directed by nozzles targeted at the surfaces to be heated of the plastic film.
- the flow velocity may vary over the length of the stack of insulation boards to be treated. Normally, the flow velocity is so low that the plastic films are not pressed on the insulating panels. With a sharper flow, the plastic films can also be set in a flapping motion to keep them free from de surfaces of the insulation boards. With the help of the nozzles, the plastic films can be blown with different levels of heated hot air.
- dry hot steam can be used.
- the heating can be continued until the highest compression or after sufficient Heating the plastic films to be stopped beforehand.
- the compression station can be followed by a reaction zone in which the packaging unit is held with the last degree of compression, so that the shrinkage process starts evenly. This process can be controlled by a uniform temperature of the space surrounding the packaging unit.
- the compressed packaging unit is transported to a decompression station, in which the compression of the insulation boards is gradually released.
- Decompression can be faster than compression.
- the side surfaces of the stack are optionally zonar or selectively cooled in sequence with hot air, room or compressed air or a water mist.
- the packaging units produced in this way generally result in uneven shrinkage over the circumference of the packaging units. This also results in an increase in the material thickness of the over the side surfaces of the stack most shrunken plastic film to, for example, about 180 to 200 microns, while the material thickness of the plastic film on the top and bottom of the stack is about 80 to 90 microns.
- transition region there is a risk of tearing the stretched plastic film by an abrupt increase in the material thickness of the plastic film.
- a gradual increase in material thickness should be strived for or the abrupt increase in material thickness should be avoided.
- the transition region should moreover be arranged at a distance from an adjacent edge of the stack of insulation boards, since a linear clamping point of the plastic film lies in the edge region and consequently the strongest strains can occur.
- the distance between the shrinkage-related transition region of different material thicknesses of the plastic film regions from the edge of the stack should therefore be more than about 2 cm. This distance may preferably be formed by the targeted heating, possibly with a supplementary cooling of the edge zones of the transition region.
- angle elements or diaphragms can be provided, for example, on the conveyor belts in the compression station and / or shrinking station, wherein the angle elements or diaphragms with the conveyor belts pass through the shrinking station. A complete shielding of the side surfaces is not useful to achieve even transitions.
- the edges of the angle elements or diaphragms can be wavy.
- the vertical edges of the packaging units may also prove to be sensitive to cracks since here clamping points form between the plastic films, which have previously shrunk to a greater extent on the end faces, and now remain unchanged zones. In principle, this cracking can be counteracted in a corresponding manner.
- a band may also be provided, the welds of which are arranged on the upper and lower cover surfaces of the stack. This arrangement of the welds is possible if the insulation panels are previously placed upright against each other and then surrounded with the enclosure. Also in this case, the stack is previously rotated 90 degrees and either held laterally or pressed together in the longitudinal direction until the banderole is applied.
- the band is pre-shrunk as described above in this case before the insulation boards are compressed and fed in the compressed state of the shrinking station. At the latest before the compression device further rotation of the packaged and provided with a preshrunk banderole or wrapping stack insulation boards is done by 90 degrees, so that the stack resumes its initial position.
- the end faces of the packaging units are not shrunk.
- shrinking the plastic film regions projecting in the area of the end faces can be prevented, for example, by pressing these plastic film regions against the heat during the pre-shrinking and / or the shrinking process by means of vertically arranged laterally arranged side strips.
- This procedure leads to a banderole that is open at least after the pre-shrinkage, so that the plastic film in the shrinking station can be uniformly heated over the entire length of the packaging unit and consequently shrinks accordingly uniformly.
- the tensile stresses and thus the risk of cracking in the plastic film are reduced, whereby the use of thinner plastic films is possible, which leads to a reduction in packaging costs and the cost of disposal of packaging materials on construction sites.
- the heating of the plastic films can also be done with the aid of a preferably spirally moving laser steel.
- a device which has a banding station in which a stack of a plurality of insulating plates arranged one above the other or side by side, in particular of mineral fibers, with at least one under heat shrinkage film.
- this device has a compression station in which the stack surrounding the foil is compressed at least in the direction of the surface normal of the large surfaces of the insulating panels and / or in the direction perpendicular to the surface normal of the large surfaces of the insulating panels.
- a shrinking station in which the film is shrunk in a compressed stack such that the film rests, in particular, over a whole area on at least part of the outer surfaces of the stack.
- film webs are welded together in the banding station by means of at least one welding bar to form a film curtain, against which the stack of insulating boards is conveyed.
- a film curtain By promoting the stack of insulation boards of the film curtain is disposed at the top and bottom of the stack and finally connected to the advancing side surface opposite side surface of the stack by another welding process with the welding bar to a sheath, which is then separated from the film webs.
- the film webs are guided by suitable, for example convex deflection rollers and / or brush rollers with symmetrical, outwardly directed spiral arrangement of the bristles, so that on the one hand the withdrawal resistance of corresponding supply rolls is reduced and on the other hand largely caused by the train Querfalten Strukturen in the film sections substantially , At the same time the tension is reduced, which is caused by the current against the film curtain stack of insulation boards.
- a retractable stop in the conveying path can be provided, on which the insulating plates of the stack or the stack are aligned before the stack is banded.
- the stop can be intermittently inserted or pushed out into the conveying path.
- the stop is arranged in the region of the film curtain, so that the film curtain is arranged between the stop and the stack.
- a spring-mounted pulley or running at low speed counter to the direction of flow brushing roller is provided, which presses the film curtain on the rear side surface of the stack of insulation boards with lowering welding bar.
- the deflection roller or brush roller can be supplemented by a second roller or a pressure plate.
- the wrapper or banderole produced in this way fits snugly against the stack of insulating panels. It follows that a preshrunk process now to be performed can be performed with less energy and in less time. In addition, due to the close concern of the plastic film to the stack insulation boards, a thinner plastic film can be used, which can be shrunk by lower energies in the subsequent shrinkage process.
- the welding bar cooperates with an abutment arranged in the plane of a lower conveyor belt to keep the welds to be made as low as possible, i.e., at the bottom. in the area of the lowest insulation board of the pile. Both welds are thus in the range of the lowest insulation board of the stack. Subsequent pre-shrink pulls the welds upward from this original position.
- the positioning of the welds can of course also be such that the front weld is placed as always in the region of the conveying plane and the rear weld, but this requires that the abutment for the welding bar is transferred to an upper position in which the Weld is formed.
- stacking of insulation boards requires such an approach accurate detection of the dimensions of the stack and a correspondingly complex process control.
- a loose band in the usual Mold is made.
- the stack of insulation boards is held laterally by two acting on the end faces of the stack pressure plates, which are occupied, for example, penetrating into the insulation board pin.
- the front weld is positioned slightly elevated above the feed plane.
- the conveying direction is changed, so that the conveyor belt feeds the banderole under the stack of insulating boards. If the weld initially lying in the conveying direction lies below the stack, the conveyor belt is stopped. At this time, the second, originally located behind the seam in the front area of the upper large surface of the top insulation board in the stack.
- the return transport of the band can be supported by suction nozzles, which are guided over the surface of the band.
- the stack can be raised for this purpose but also by means of the side plates described above.
- a cooling device for the weld is provided in the region of the welding bar, wherein the cooling device promotes in particular cold air, water mist and / or CO 2 vapor to the weld. This is intended to prevent the already preheated areas of the plastic film from being excessively heated and shrunk with the weld seam in the subsequent shrinking station.
- the packaging unit is heated to a greater extent in the region of its underside resting on the conveyor belt, so that both weld seams provided in the area of the lowest insulation board are drawn into this area due to the greater shrinkage of the film in the area of the underside and in subsequent shrinkage processes are not more thermally stressed.
- the packaging unit thus formed is aligned longitudinally and fed to a compression station with integrated decompression device.
- this compression station the banded stack of insulation boards is compressed and guided decompressed to elasticize the insulation boards.
- This compression can either be done in a previously described compression station with two spaced conveyor belts or run with a stamp that touches the surface of the stack insulation boards and this compressed and then selectively decompressed. Alternatively, the compression can also be carried out between two stamps which can be moved toward one another. In the stamp conveyor belts can be integrated, which perform the insertion and ejection of a stack of insulation boards. Subsequently, the stack passes insulation boards while maintaining the last compression in the shrinking station, in which the envelope or band is shrunk snugly.
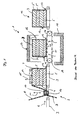
- FIG. 1 a banding and shrinking station 2, 17 of a device 1 for producing a packaging and / or transport unit 16 from a stack 4 of several insulating panels 5 is shown.
- This device 1 is known from the prior art.
- the banding station 2 consists of a two consecutively arranged conveyor belt sections having lower conveyor belt 3 for conveying the stack 4 of several insulation boards 5 in the direction of an arrow 6.
- the stack 4 is surrounded in the banding station 2 with a sheath 7, on the two side surfaces and the Surface and the lower surface of the stack 4 and thus the insulation boards 5 rests.
- the enclosure consists of two welded together plastic film webs 8 and 9, which are deducted by film coils not shown.
- the two plastic film webs 8 and 9 form a film curtain arranged between the conveyor belt sections, against which the stack 4 is conveyed by means of the first conveyor belt section of the conveyor belt 3.
- the plastic film webs 8 and 9 are welded together a second time so that the plastic film webs 8 and 9 cover the closed wrapping 7 resting against four surfaces of the stack 4 form.
- the device 1 in the region of the banding station 2 a welding bar 10 which is movable in the direction of the arrows 11.
- an abutment 12 for the welding bar 10 is arranged in the conveying plane of the conveyor belt 3.
- Welding beam 10 and abutment 12 are each U-shaped, wherein in the free ends of the legs of the welding bar 10, the corresponding devices for forming welds 13 are arranged, with which the welds 13 are formed as over the entire width of the plastic film webs 8, 9 extending linear joints.
- a separation device is provided, with the enclosure 7 after formation of the welds 13 of the film curtain, consisting of the plastic film webs 8 and 9 is separated.
- the separator may be formed, for example, as a heated metal wire.
- the banding station 2 has an upper conveyor belt 14, which on the one hand serves to convey the stack 4 and on the other hand presses the upper plastic film web 8 against the stack 4.
- the conveyor belt 14 is arranged according to the arrow 15 in its distance from the lower conveyor belt 3 adjustable.
- the thus formed packaging unit 16 is fed to a shrinking station 17 having a heat-insulated housing 18 in which a conveyor belt 19 is arranged ,
- the conveyor belt 19 consists of individual air-permeable chain links 20th
- a temperature is generated by means of known heat sources, such as infrared radiators or the like, in which the sheath 7 shrinks and fits snugly against the insulating panels 5.
- the packaging unit 16 is conveyed out of the shrinking station 17 and fed to the shipping after cooling.
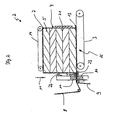
- FIGS. 2 to 5 illustrated stations in the device 1 is characterized according to the invention by the following improvements:
- a stop 21 is additionally provided, which can be retracted or moved out of the conveying path.
- the stop 21 serves to align the stack 4 before closing the wrapper 7 and at the same time pressing the plastic film web 8 against the side face of the stack 4 lying in the conveying direction.
- the welding bar 10 has, on its surface facing the conveyor belt 3 or the stack 4, a first upper roller 22 and a second lower, spring-loaded roller 23, which together act on the plastic film web 8 in the area of the side surface opposite the conveying surface in the conveying direction abut the stack 4 and press there the plastic film web 8 to the stack 4 to form already during the welding of the two plastic film web 8 and 9 to close the envelope 7 a fully applied to the corresponding surfaces of the stack 4 enclosure 7.
- the roller 22 is spring-mounted to ensure a constant concern with the stack 4.
- the stop 21 is moved out of the conveying path and the packaging unit 16 by means of the conveyor belts 3 and 14 one in the Figures 3 and 4 shown compression and shrinking station 24, 30 fed.
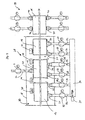
- the packaging units 16 are rotated by 90 ° before the compression and shrinking station 24, 30, so that the packaging units 16 with an end face of the stack 4 advances in the compression and shrinking station 24, 30.
- the side surfaces of the stack 4 extending transversely to the conveying direction in the banding station 2 thus run parallel to the conveying direction in the compression and shrinking stations 24, 30.
- the compression station 24 consists of an upper pressure belt 25 and a lower pressure belt 26, wherein the compression station 24 is divided into a compression zone 27, a reaction zone 28 and a decompression zone 29.
- the pressure belts 25, 26 are formed such that the distance between the pressure belts 25, 26 is reduced and the incoming there insulation boards 5 are compressed in the stack 4 together with the enclosure 7.
- the reaction zone 28 connects, in which the pressure belts 25, 26 have a constant distance from each other and in which the stack 4 of the insulating panels 5 is held with the last degree of compression of the compression zone 27.
- the shrinkage of the envelope 7 takes place.
- Heat sources not shown provided that heat at least the reaction zone 28 to a required for a shrinkage of the enclosure 7 temperature.
- the length of the reaction zone 28 corresponds at least to the length of a packaging unit 16.
- the length of the reaction zone 28 is important insofar as it is to be avoided to decompress one part of the packaging unit 16 while another part of the packaging unit 16 is still being compressed. The decompression can be done much faster than the compression.
- a cooling station 39 (FIG. FIG. 4 ), with which the preshrunk envelope 7 is cooled in order to end a possibly still continuing shrinkage process.
- the side surfaces, ie, the surfaces of the packaging unit 16 running parallel to the conveying direction are selectively cooled zonar with room or compressed air or a water mist.
- the reaction zone 28 thus also contains the shrinking station 30.
- the packaging unit 16 enters the decompression zone 29, in which the packaging unit 16 is decompressed in a controlled manner.
- This controlled decompression is particularly advantageous for such insulating panels 5, which have a relatively high restoring force. It should be noted that the insulation panels 5 are compressed beyond the required extent. In the Decompression zone 29 can then be repealed the surge of the insulating panels 5 at low speed without abruptly occurring tensile stresses lead to an expansion of the enclosure 7, which may lead to a tearing of the enclosure 7 in their edge regions.
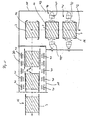
- FIG. 4 shrinking station 30 which adjoins the compression zone 27 in the compression station 24 and in FIG. 4 shrinking station 30 shown in plan view has a plurality of hot air nozzles 31 which are connected via corresponding connecting lines 32 with fans 33 connected therein to a central heating system 34 with a burner 35.
- the envelope 7 With the warm air, the envelope 7 is first slightly heated in the region of the side surfaces of the stack 4 in order to soften the envelope 7. This heating takes place in the entry region of the shrinking station 30 at the beginning of the reaction zone 28.
- the shrinking station 30 has four parallel connecting lines in the region of the heating system 34 with the burner 35.
- the warm air nozzles 31 are arranged, with which warm air is blown onto the side surfaces of the packaging units 16.
- suction nozzles 36 are arranged, which are also connected to parallel to the connecting lines 32 extending connecting lines 37 and a fan 38.
- the warm air, which was previously blown from the hot air nozzles 31 onto the side surface of the packaging unit 16, is again sucked off via the fan 38, in order to carry out only heating and softening of the envelope 7 here.
- the envelope 7 is then heated via two adjacent warm air nozzles 31 and shrunk to the desired level.
- the packaging unit 16 passes through the cooling station 39, in which the packaging units 16 are cooled in a controlled manner via corresponding cold air nozzles 40.
- a shrinking station 30 may be connected multiple times within the compression zone 27 and the reaction zone 28.
- the generation of hot air can be done with different hot air nozzles 31. These may be individually heated or connected to a central heating system 34. Due to the design of the printing belts 25, 26 as permeable conveyor belts, the excess warm air can escape upwards and / or downwards and be sucked out there.
- the arrangement of the warm air nozzles 31 described above is provided on both sides of the printing belts 25, 26. The same applies to the alternative heat sources described below. Of course, combinations of the heat sources on one or both sides of the printing belts 25, 26 are possible.
- infrared radiators 41 are provided alone or in addition to convection hot air devices.
- the devices for heating the envelope 7 may be arranged rigidly, displaceable along the spatial axes and / or be rotatable about the spatial axes.
- the heating of the side surfaces of the envelope 7 is differentiated over the length of the system, as well as the height of the packaging units 16. It is a so-called gradient heating.
- non-shrunk or slightly shrunken areas of the envelope 7 can be made with panels that cover the corresponding areas in the heating of the enclosure 7.
- the diaphragms may also be designed as angle pieces and in particular with wavy edges, so that the cracks resulting from a possible bursting of the cooled casing 7 can not be extended unhindered along this transition area.
- the bulging of the envelope 7 and the shrinkage of the envelope 7 run synchronously to shorten the reaction times. In principle, it is of course also possible to start the shrinking process only when the final degree of compression of the stack 4 of the insulating panels 5 is reached, so that the shrinkage is limited to the reaction zone 28.
- a gradual heating of the surfaces of the envelope 7 can also be done with quartz glass emitters, on the back of heating wires are printed.
- the printed heating wires are electrically heated and can be arranged for example between two quartz glass panes.
- Such quartz glass emitters not only have the advantage of a very accurate control, but they also effect an energy transfer in all three ways, ie by heat conduction in direct contact, by radiation and by convection. The warming can reach the highest Compression can be continued or terminated after sufficient heating of the films previously.
- the quartz glass emitters can also be used with suction nozzles, which attract the sheath 7 to the quartz glass emitters.
- the shrinking station 30 according to FIG. 4 have left, are shrunk in a further shrinking station 42 nor the end faces of the packaging units 16.
- a corresponding shrinking station 42 is in FIG. 5 and connects to the shrinking station 30, which in FIG. 5 with an alternative equipping the heat radiator compared to FIG. 4 is trained.
- the shrinking station 42 has a conveyor belt 43, which at right angles to the pressure belts 25, 26 in accordance with FIG. 3 runs and connects to this.
- the packaging units 16 removed from the shrinking station 30 are thus deflected from their original conveying direction into a conveying direction running at right angles thereto, without their longitudinal axis orientation being changed.
- the packaging units 16 reach the area of a warm air station 44 with two hot air nozzles 45 arranged opposite one another, which blow hot air onto the end faces of the stack 4 and the sections of the envelope 7 which have not yet been shrunk there.
- the packaging units 16 are supplied to a cooling air station 46 with two cold air nozzles 47, which blow cold air onto the envelope 7 in the region of the end faces of the stack 4 in order to cool the sections of the envelope 7 shrunk there.
- the cold air nozzles 47 are also arranged opposite to each other like the hot air nozzles 45, so that both end faces can be cooled simultaneously. In this area too, gradient heating is advantageous, with which parts of the packaging unit 16 can be heated more strongly.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Basic Packing Technique (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Laminated Bodies (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung einer Verpackungs- und/oder Transporteinheit, bestehend aus einem Stapel mit mehreren, zumindest zwei Dämmstoffplatten aus zumindest begrenzt elastischem Material, insbesondere aus mit Bindemitteln gebundenen Mineralfasern, vorzugsweise Steinwolle und/oder Glaswolle, bei dem die Dämmstoffplatten von einem endlosen Faservlies abgetrennt, mit ihren großen Oberflächen aneinander liegend im Stapel angeordnet und anschließend mit zumindest einer den Stapel zumindest teilweise umgebenden, bei Wärmeeinwirkung schrumpfenden Umhüllung, vorzugsweise in Form einer Folie und/oder zumindest einer Banderole versehen werden und eine Vorrichtung zur Durchführung des Verfahrens.
- Für die Herstellung von bahnenförmigen oder plattenförmigen Dämmstoffen zur Wärme- und/oder Schalldämmung eignen sich natürliche Fasern wie Wolle, Flachs, Kokos, Hanf, Synthesefasern, wie beispielsweise Polyesterfasern oder künstlich hergestellte Glasfasern. Mineralwolle-Dämmstoffe stellen die mengenmäßig bedeutsamste Gruppe von Faserdämmstoffen dar.
- Handelsüblich werden die Mineralwolle-Dämmstoffe in Glaswolle- und Steinwolle-Dämmstoffe unterschieden. Glaswolle-Dämmstoffe werden aus silikatischen Schmelzen hergestellt, die hohe Anteile an Alkali- und Boroxiden aufweisen. Diese Schmelzen lassen sich durch Düsen zu Mineralfasern ausziehen, wobei sich diese Düsen in Wandungen schüsselartig ausgebildeter und rotierend angetriebener Zerfaserungsvorrichtungen angeordnet sind. Nach der Zerfaserung werden die Mineralfasern in der Regel mit einem organischen Bindemittel, vornehmlich einem Gemisch von Phenol-Harnstoff-Formaldehydharzen imprägniert. Die bei dieser Herstellungsweise entstehenden Mineralfasern sind relativ lang und glatt und werden unterhalb der Zerfaserungsvorrichtung auf einem Sammel- und Förderband aufgesammelt. Dabei werden die Mineralfasern in einer gewünschten Höhe aufgeschichtet und mit dem Förderband als Mineralfasermasse kontinuierlich abtransportiert. Diese Art der Aufschichtung eines aus der Mineralfasermasse gebildeten endlosen Mineralfaservlieses wird allgemein als direkte Aufsammlung bezeichnet. Da die Leistungsfähigkeit der verwendeten Zerfaserungsvorrichtungen mit einigen hundert Kilogramm Mineralfasern pro Stunde nicht allzu hoch ist, werden gewöhnlich mehrere Zerfaserungsvorrichtungen nacheinander auf eine Herstellungslinie, dass heißt ein Sammel- und Förderband geschaltet.
- Durch Herunterdrücken der aufgesammelten Mineralfasermasse auf die gewünschte Dicke wird in Abhängigkeit von der Fördergeschwindigkeit des endlosen Fasermassenstroms auch die Rohdichte des Mineralfaservlieses eingestellt. Dieses Mineralfaservlies wird anschließend einem Härteofen zugeführt, in dem die beispielhaft genannten duroplastischen Bindemittel ausgehärtet und das Mineralfaservlies fixiert wird. Zu diesem Zweck wird Heißluft durch das permeable Mineralfaservlies gesaugt, so dass der intensive Energietransfer zu einem raschen Aushärten der Bindemittel führt.
- Auf diese Weise werden für den normalen Hochbau geeignete Dämmfilze und Dämmstoffplatten mit Rohdichten zwischen ca. 12 kg/m3 und ca. 35 kg/m3 und druckbelastbare Dämmstoffplatten mit bis zu ca. 75 kg/m3 hergestellt. Der Anteil an organischen Bindemitteln in den Glaswolle-Dämmstoffen beträgt ca. 6 bis 8 Masse-%.
- Den Dämmfilzen und Dämmstoffplatten aus Glaswolle gemeinsam ist eine ausgesprochen schichtartige Struktur parallel zu ihren großen Oberflächen. Diese Struktur führt zu einer niedrigen Wärmeleitfähigkeit und einer hohen Verformbarkeit rechtwinklig zu den großen Oberflächen. Demgegenüber ist die Verbindung zwischen den einzelnen Mineralfasern rechtwinklig zu ihrer Längsachse, also die Querzugfestigkeit der Struktur sehr gering. Parallel zu den großen Oberflächen ist die Steifigkeit der Dämmfilzen und Dämmstoffplatten unabhängig von der Belastungsrichtung wesentlich höher.
- Dämmfilze aus Glaswolle lassen sich leicht und mit hohem Komprimierungsgrad von bis zu ca. 60 % aufrollen, ohne zu zerreißen und gewinnen die ursprüngliche Dicke auch weitgehend zurück. Dieser Behandlungsweise kommt entgegen, dass die Dickentoleranzen für den Anwendungstyp WL nach DIN 18165 Teil 1 deutlich größere Überdicken zulassen als es bei Dämmstoffplatten des Anwendungstyps W der Fall ist. Die Dämmfilze können deshalb mit einer relativ großen Überdicke zur Kompensation von Festigkeitsverlusten hergestellt und anschließend komprimiert werden.
- Dämmstoffplatten aus Glaswolle dürfen weniger hoch komprimiert werden, um nicht aus einem zulässigen Dicken-Toleranzfeld herauszufallen. Da die Kompressionsgrade nicht stufenlos, sondern in Verbindung mit denn üblichen Verpackungseinheiten oder Groß-, Verpackungs- bzw. Transporteinheiten und in Relation zu den Volumina, insbesondere der Höhe der Transportmittel (LKW, Eisenbahnwaggon) abgestimmt werden, führen bereits Kompressionsgrade von etwa 20 % bei den Verpackungseinheiten zu erheblichen Kosteneinsparungen.
- Steinwolle-Dämmstoffe werden aus silikatischen Schmelzen hergestellt, die reich an Erdalkalien, Eisenoxiden sind und als Netzwerksbildner nicht unbeträchtlich Anteile an Aluminiumoxid enthalten. Steinwolle-Dämmstoffe wurden ursprünglich nur aus Diabas und chemisch verwandten Basalten mit geringen Mengen an Kalk oder Dolomit produziert. Heute enthalten die Rohstoffmischungen hohe Anteile an geeigneten Reststoffen aus der Herstellung anderer Materialien und anfallende Abfallstoffe aus der Herstellung bzw. dem Recycling von Mineralfaser-Dämmstoffen.
- Die früher hergestellte Hüttenwolle bestand zumeist aus Hochofenschlacken und geringen Zugaben an quarzhaltigen Gesteinen. Hochofenschlacken werden heute auch bei der Produktion von Steinwolle-Dämmstoffen verarbeitet. Die eigenständige Spezies Hüttenwolle wird hierzulande nicht mehr angeboten.
- Die Schmelze für die Herstellung von Steinwolle-Dämmstoffen weist eine sehr steile Abhängigkeit der Viskosität von der Temperatur auf, so dass nur ein schmales Temperaturintervall für die Mineralfaserbildung zur Verfügung steht. Die Schmelze wird in der Mehrzahl der Fabrikationsstätten auf sogenannten Kaskaden-Zerfaserungsmaschinen verarbeitet. Diese Maschinen besitzen üblicherweise vier versetzt untereinander angeordnete, um horizontale Achsen rotierende Walzen. Die Schmelze wird in einer dünnen Schicht nacheinander über die Walzen geleitet. In Abhängigkeit von Rotationsgeschwindigkeit, vorhandenen Keimen und Temperatur lösen sich aus der Schmelze zunächst flüssige Körper, die entweder Kugel- oder Faserform, sowie sonstige Zwischenformen annehmen. Auf diese Weise können aus der Schmelze etwa 50 Masse-% brauchbare Mineralfasern gewonnen werden. Die andere Hälfte der Schmelze geht in kugelige bis stengelige Partikel über, die durch Windsichtung von der Mineralfasermasse getrennt werden. Dennoch verbleiben in der Mineralfasermasse ca. 25 bis 30 Masse-% kugeliger Partikel. Die Zerfaserungsmaschinen sind mit bis zu ca. 5 t Durchsatz pro Stunde wesentlich leistungsfähiger als die für die Herstellung von Glaswolle verwendeten Zerfaserungsvorrichtungen.
- Die Mineralfasern der Steinwolle werden mit Bindemitteln gebunden, die wie bei der Herstellung von Glaswolle in Wasser gelöst bzw. kolloidal verteilt sind. Durch ein schlagartiges Verdampfen des Wassers wird den aus der Schmelze gebildeten Partikeln in kürzester Zeit soviel Energie entzogen, dass die Partikel und damit auch die Mineralfasern glasig erstarren. Die in dem Wasserdampf bzw. dem Aerosol-Nebel vorhandenen Bindemitteltröpfchen schlagen sich auf den Mineralfasern nieder und verbinden die einzelnen Mineralfasern punktförmig miteinander. Bei Anteilen von ca. 1,5 bis ca. 4,5 Masse-% organischer Bindemittel wird nur ein Bruchteil der entstehenden Mineralfasern mit Bindemitteln imprägniert bzw. auf diese Weise miteinander verbunden werden. Dies gilt ebenfalls im Hinblick auf die Bindung der Mineralfasern bei Glaswolle-Dämmstoffen.
- Die einzelnen Mineralfasern der Steinwolle sind wesentlich kürzer als die Mineralfasern der Glaswolle. Die Steinwolle-Mineralfasern sind in sich verkrümmt und verhaken sich im Luftstrom leicht miteinander und bilden dabei mehr oder minder große Flocken.
- Die Steinwolle-Mineralfasern können direkt aufgesammelt werden. Bei einer Produktionsanlage mit hoher Leistung gelingt aber keine völlig homogene Verteilung der Mineralfasern über die Länge, Breite und Höhe eines herzustellenden Mineralfaservlieses. Weiterhin besteht der Nachteil, dass ein endloser Mineralfasermassenstrom entweder durch große Wassermengen abgekühlt werden muss oder die Polykondensationsreaktion der verwendeten Harzmischungen läuft weiter, was zu einer vorzeitigen Aushärtung der Bindemittel führt. Das Entfernen des Wassers ist mit einem hohen Energiebedarf verbunden und somit unwirtschaftlich. Alle diese negativen Aspekte haben dazu geführt, dass die mit Bindemitteln imprägnierten Mineralfasern in einem möglichst dünnen Primärvlies auf einem Förderband abgelegt und abtransportiert werden. Da sehr große Luftmengen für den Transport und die damit verbundene Trennung von den nichtfasrigen Bestandteilen eingesetzt werden, erfolgt eine ausreichende Kühlung des Primärvlieses. Dieses Primärvlies wird nun quer zur Förderrichtung eines weiteren Förderbandes auf diesem zweiten Förderband mit Hilfe einer Pendelvorrichtung mäandrierend abgelegt. Je nach Dicke und Breite des Primärvlieses, beispielsweise 2 oder 4 m und seinem Flächengewicht, beispielsweise ca. 300 bis ca. 800 g/m2, liegen in der aus dem Primärvlies gebildeten sekundären Mineralfaserschicht ca. 4 bis ca. 12 Lagen schräg und jeweils um den Pendelschlag versetzt übereinander. Um die Primärvlieslagen im sekundären Mineralfaservlies zu einem homogenen Körper zu verbinden, werden sie zum einen in horizontaler Richtung ganz leicht, und zum anderen und dies insbesondere in vertikaler Richtung zusammengedrückt.
- Bei aus dem sekundären Mineralfaservlies hergestellten Dämmstoffplatten, die eine höhere Tragfähigkeit aufweisen sollen, wird das sekundäre Mineralfaservlies stärker in Längs- wie auch in vertikaler Richtung gestaucht. Dabei werden die einzelnen Mineralfasern in eine steile Lage zu den großen Oberflächen des sekundären Mineralfaservlieses gebracht und gleichzeitig die Rohdichte der Mineralfasermasse deutlich erhöht.
- Die Aushärtung des Bindemittels erfolgt bei den Steinwolle-Dämmstoffen in Analogie zu den Glaswolle-Dämmstoffen mittels Heißluft in einem Härteofen.
- Unmittelbar nach dem Verlassen des Härtofens wird Raumluft durch das endlose und ausgehärtetes Bindemittel aufweisende Mineralfaservlies gesaugt, um die Temperatur des Mineralfaservlieses zu senken. Die dabei erreichte Temperatur ist abhängig von dem Volumen und der Temperatur der hindurchgesaugten Raumluft, der Größe des Mineralfaservliesmassenstroms und seines durch die Struktur bedingten Strömungswiderstandes. Die Temperatur der Oberflächen des Mineralfaservlieses und die im Inneren gespeicherte Wärmenergie sowie der Wärmeabfluss sind unterschiedlich.
- Die untere Grenze der Rohdichte von Steinwolle-Dämmstoffplatten beträgt zur Zeit etwa 24 kg/m3, was etwa 15 - 17 kg Mineralfasern/m3 entspricht. Als obere Grenze der auf die beschriebene Weise hergestellten Dämmstoffplatten liegt in etwa bei ca. 55 kg/m3 (38,5 kg Mineralfasern/m3). Die Mineralfaser-Äquivalente werden hier als wesentliche Darstellungselemente angegeben, weil die nicht gebundenen nichtfaserigen Bestandteile die hier in erster Linie relevanten mechanischen Eigenschaften nur unwesentlich oder gar nicht beeinflussen.
- Da die meisten Produktionsanlagen zur Herstellung von Steinwolle-Dämmstoffplatten eine Breite von 2 m aufweisen, wird das endlose bahnenförmige Mineralfaservlies üblicherweise in Längsrichtung mittig aufgespalten und die Dämmstoffplatten in der gewünschten Breite von den Teilbahnen abgetrennt. Bei abweichenden Plattenformaten kann auch eine andere Vorgehensweise gewählt werden.
- Glaswolle-Dämmstoffe können auch noch mit geringen Dicken einlagig hergestellt werden. Um dünne Steinwolle-Dämmstoffplatten zu gewinnen, wird das endlose Mineralfaservlies bereits auf der Herstellungslinie horizontal in zwei bis vier Schichten aufgetrennt
- Eine von dem Mineralfaservlies abgetrennte Dämmplatte weist demzufolge in ihrer Längsrichtung eine deutlich höhere Steifigkeit und Biegezugfestigkeit auf als quer zu ihrer Längsrichtung. Die in sich verwirbelten und dadurch mechanisch intensiv ineinander verhakten einzelnen Mineralfasern bzw. die ursprünglich flockenartigen, nunmehr natürlich deformierten Anordnungen führen in Verbindung mit den geringen Bindemittelgehalten zu einer deutlich höheren Elastizität in vertikaler Richtung. Die Steinwolle-Dämmstoffplatten lassen sich deshalb nur mit deutlich höherem Krafteinsatz komprimieren und entwickeln wegen der höheren Federkonstante der Mineralfasermasse auch eine dementsprechend hohe Gegen- oder Rückstellkraft. Durch zu hohe Verformungen besteht weiterhin das Risiko, dass die Mineralfasern zerbrechen, umgelagert werden oder die Bindungen zwischen den Mineralfasern zerstört werden. Dabei können irreversible Strukturveränderungen eintreten. Da die verformenden Kräfte in erster Linie rechtwinklig zu den großen Oberflächen angreifen, wird entweder nicht mehr die angestrebte Nenndicke erreicht oder bei Freisetzen großer Spannungen diese Nenndicke in unzulässiger Weise überschritten werden.
- Die abgetrennten Dämmstoffplatten werden, soweit erforderlich von anhaftendem Sägestaub befreit und in einem Stapel übereinander bzw. nach einer Drehung nebeneinander angeordnet bzw. gestapelt. Die Höhe des Stapels wird durch das Gewicht der Dämmstoffplatten und durch die noch handhabbare Größe einer aus dem Stapel gebildeten Verpackungseinheit begrenzt. Üblich sind deshalb Stapelhöhen von ca. 20 cm bis ca. 60 cm, vorzugsweise aber wird die Höhe auf unter ca. 50 cm begrenzt.
- Der Stapel Dämmstoffplatten wird mit Folien und/oder Banderolen umhüllt, die den Stapel zusammenhalten und gegen Umwelteinflüsse, wie Feuchtigkeit schützen. Ferner dienen die Folien und/oder Banderolen der Handhabung der Verpackungseinheit.
- Als Folien haben sich solche aus Polyolefinen, wie Polyethylen und Copolymeren mit beispielsweise Ethylen und Vinylacetat oder Polypropylen wegen ihrer Werkstoffeigenschaften, insbesondere ihrer guten Schrumpfeigenschaften, der vergleichsweise hohen Schrumpfkräfte bei Raumtemperatur sowie anderer Vorteilen bei der Anwendung und nicht zuletzt wegen ihres günstigen Preises besonders bewährt.
- Polyethylen entsteht durch die Polymerisation des Ethylens. Bei der sogenannten Hochdruckpolymerisation werden in erster Linie verzweigte Polyethylene mit niedriger bis mittlerer Dichte gebildet (Low Density Poly-Ethylen; Abkürzung LDPE). Sehr geringe Dichten weisen die LLDPE-Typen Polyethylene auf. Die sogenannte Niederdruckpolymerisation ergibt überwiegend lineare Polyethylene mit hoher Dichte (High Density Poly-Ethylen; Abkürzung HDPE). Die Copolymerisation mit anderen ungesättigten Komponenten erlaubt die Entwicklung von Kunststoffen mit speziellen Eigenschaften.
- Während üblicherweise Polyolfine den Oberbegriff für Polyethylen und Copolymerisate, Polypropylen, Polymethylpenten, Polyisobutylen u.a. darstellt, wird in der
EP 1 050 466 A1 zwischen Polyethylenfolie (PE-Folie) und Polyolefinfolie (PO-Folie) unterschieden. Die PE-Folien werden diesem Stand der Technik zufolge in Dicken von ca. 25 bis ca. 250 µm, die PO-Folien mit Dicken von ca. 8 µm bis 35 µm, insbesondere jedoch 15µm bis ca. 19 µm eingesetzt. - Schrumpffolien werden zumeist nach dem Blas- und dem Chill-Roll-Verfahren aus Granulaten hergestellt. Die Granulate enthalten u.a. Gleitmittelkonzentrate, Farbmittel, Antioxydantien und UV-Absorber. Die Folien werden in einem zweiten Arbeitsgang gereckt, zumeist sogar biaxial, um die Dicke auf das gewünschte Maß zu reduzieren und um durch die Orientierung der Molekülketten durch äußere Krafteinwirkung eine Erhöhung der Festigkeit in dieser Richtung zu erreichen. Unter Aufrechterhaltung der Zugkräfte wird der O-rientierungszustand durch Abkühlung fixiert Dabei sollen relativ hohe elastische Anteile, die zu Eigenspannungen führen, bewahrt bleiben. Diese inneren Rückstellkräfte führen bei höheren Temperaturen zu der hier gewünschten schnellen Rückverformung, d.h. zum Schrumpfen. Mit der biaxialen Reckung können die Festigkeitswerte in Längs- und in Querrichtung gezielt eingestellt werden.
- Die mechanischen Eigenschaften der Folien werden durch folgende Angaben charakterisiert:
- Zugspannung σ als die auf den kleinsten Anfangsquerschnitt des Probekörpers bezogene Kraft;
- Zugkraft (σB) als Zugspannung bei der Höchstkraft Fmax ;
- Reißfestigkeit (σR) als die Zugspannung im Augenblicke des Reißen;
- Streckspannung (σS) als die Zugspannung, bei der die Steigung der Kraft-Längenänderungskurve zum erstenmal gleich Null wird; Dehnung.
- Demgegenüber stellt die Schrumpfkraft diejenige Kraft dar, die während und nach Einwirkung von Wärme auf einen bestimmten Probekörper von diesem ausgeübt wird, wenn er an zwei Enden so eingespannt wird, dass er sich nicht verkürzen kann. Von Bedeutung ist hier die maximale Schrumpfkraft in der Wärme, die bei einer bestimmten Temperatur und nach Abkühlung auf Raumtemperatur bestimmt wird. Hiervon zu unterscheiden sind spezifischen Schrumpfkräfte, die zeitabhängig sind. Eine weitere wichtige Eigenschaft von schrumpfbaren Folien ist die Spannungsrelaxation, die das zeitliche Abklingen einer Spannung in einem verformten Material angibt, wenn diese Verformung konstant gehalten wird.
- Bei der bekannten Vorgehensweise wird der Stapel Dämmstoffplatten auf einem Förderband einer Banderolierstation zugeführt und mit einer Umhüllung versehen. Derartige Banderolierstationen für andere Gegenstände sind in der bereits genannten
EP 1 050 466 A1 und derEP 718 198 A1 - Zum Verschweißen werden die zusammengeführten thermoplastischen Kunststofffolien bis zum plastischen Fließen erwärmt und unter Druck miteinander verbunden. Die Verschweißung verändert die Struktur der miteinander verbundenen Kunststofffolien. Nur wirklich gute Schweißnähte erreichen annähernd die Bruchfestigkeit der Grundwerkstoffe.
- Für den vorliegenden Anwendungsfall werden bevorzugt Schrumpffolien verwendet, die aus LDPE oder Mischungen von LLDPE und LDPE bestehen. Um Material einzusparen , werden die Dicken der Kunststofffolien auf ca. 20 µm bis ca. 100 µm, vorzugsweise ca. 35 µm bis ca. 65 µm reduziert. Für die Verbindung der Kunststofffolien wird das Wärmeimpulsschweißen bevorzugt. Hierbei werden die Heizelemente durch Stromstöße, die auf die Art und Dicke der zu verbindenden Folien abgestimmt werden, in kürzester Zeit erwärmt. Es werden Doppelbalken verwendet, die zwei parallel verlaufende Schweißnähte herstellen. Die beiden Folienbahnen werden zwischen den Balken bzw. den Schweißnähten mit Hilfe eines dazwischen angeordneten Glühdrahts durchtrennt. Der obere Balken wird wieder in die Ruhestellung zurückgefahren. Mit diesen Verfahrensschritten können zum einen Banderolen um den Stapel der Dämmstoffplatten, zum anderen ein Folienvorhang hergestellt werden. Wegen der Arbeitsbreite der Schweißbalken erfolgt die Banderolierung mit einem gewissen Spiel. Die Kunststofffolie liegt unterhalb des Stapels und an der Seitenfläche, die gegen den Folienvorhang gedrückt wird, fest an und hängt an der gegenüberliegenden, hinteren Seitenfläche zunächst lose herunter.
- Die Banderole ist deutlich breiter als der Stapel Dämmstoffplatten. Der Überhang auf jeder Stirnfläche des Stapels der Dämmstoffplatten kann wenige Zentimeter betragen oder bis deutlich über die halbe Höhe des Stapels der Dämmstoffplatten reichen. Wegen des Rückstellvermögens der Dämmstoffplatten und der Schrumpfung der Banderole wird eine bündige oder nur leicht überbreite Banderole vermeiden. Es besteht sonst die Gefahr, dass die Dämmstoffplatten an den Enden der Verpackungseinheit umlaufend aus der Banderole herausrutscht, was primär zu einer optischen Beeinträchtigung führen würde.
- Die über die Stirnflächen des Stapels hinausragenden Folienabschnitte hängen herunter und liegen auf dem Förderband auf.
- Der Stapel Dämmstoffplatten mit der Umhüllung aus Kunststofffolie wird anschließend einem Schrumpftunnel zugeführt, wie er beispielsweise der
EP 1 050 466 A1 , derUS 6 151 871 A1 oder derEP 1 044 883 A1 zu entnehmen ist. Die Erwärmung der Kunststofffolien erfolgt mit Hilfe von erwärmter Luft, die an die Oberflächen des Stapels Dämmstoffplatten herangeführt wird. Die Höhe der Lufttemperatur wird nach dem Durchsatz durch den Schrumpftunnel und der Dicke der Kunststofffolien eingestellt. Ein üblicher Temperaturbereich liegt beispielsweise zwischen ca. 130 und 170 °C. Der banderolierte Stapel Dämmstoffplatten liegt zu diesem Zweck auf einem gut luftdurchlässigen Förderband auf, das beispielsweise aus in Abständen montierten Metallstäben oder einem Drahtgeflecht besteht. Die mit Abstand montierten dünnen Metallstäbe behindern das Zusammenziehen der Folien wenig. - Nach dem Schrumpfvorgang haben sich die Kunststofffolien eng an die Oberflächen der Dämmstoffplatten des Stapels angelegt und halten diesen Stapel zusammen. Da der Reibungskoeffizient der Dämmstoffplatten sehr hoch ist, genügen auch dünne Kunststofffolien mit geringer Schrumpfkraft bei Raumtemperatur, um die Dämmstoffplatten gegen ein Verrutschen innerhalb des Stapels zu sichern. Durch den Schrumpfvorgang verändert sich auch die Lage der zuvor zwischen den Folienbahnen hergestellten Schweißnähte. Sie befinden sich nunmehr jeweils im unteren Drittel der beiden Seitenflächen des Stapels.
- Die Luftführung im Schrumpftunnel wird so ausgebildet, dass die an den Stirnflächen des Stapels überhängenden Kunststofffolien zur Mitte jeder Stirnfläche umgebogen und in dieser Lage miteinander verschweißt werden. Die Erwärmung kann hier intensiver sein als im Bereich der Seitenflächen des Stapels, um ein partielles Verschweißen bzw. ein stärkeres Umschrumpfen zu erreichen. Dadurch legen sich die Kunststofffolien eng an den Stapel der Dämmstoffplatten an und stabilisieren ihn somit auch in Längsrichtung. Die durch das Schrumpfen dickeren und auch festeren Folienbereiche auf den Stirnflächen erlauben hier auch ein Eingreifen mit den Händen und das Handhaben der Verpackungseinheit. Die zumeist im Bereich der Seitenflächen des Stapels sehr dünnen und durch das Schrumpfen gespannten Kunststofffolien weisen demgegenüber eine deutlich geringere Festigkeit auf, so dass es in diesen Bereichen oft zu Beschädigungen der Umhüllung kommt.
- Die Umhüllung weist häufig auch Öffnungen als Folge unterschiedlicher Erwärmung bzw. behinderter Schrumpfung auf. Insbesondere kann die Umhüllung durch harte Dämmstoffplatten an deren Kanten oder im Bereich der Schweißnähte aufreißen. Ursächlich hierfür sind einmal von vornherein mangelhafte Schweißnähte, aber auch die zweimalige Erwärmung der Nähte. Bei näherer Betrachtung sind auch deutliche Verformungen der Kunststofffolien oder Verfärbungen bei farbigen Kunststofffolien in einem Bereich von ca. 10 bis ca. 20 mm auf beiden Seiten der Schweißnähte zu erkennen.
- Bei einer Materialstärke der Kunststofffolie im Ausgangszustand von ca. 63 µm bis ca. 64 µm ergibt sich nach dem Schrumpfvorgang eine im wesentlichen einheitliche Materialstärke von ca. 63 µm, so dass die Dickenunterschiede innerhalb der Messgenauigkeit einer Mikrometerschraube liegen. In unmittelbar an die Schweißnähte angrenzenden Bereichen betragen die Dicken jedoch nur noch ca. 50 µm.
- Über die Schweißnähte hinausgehende, ca. 5 bis 10 mm breite Bereiche der Kunststofffolien sind zudem häufig partiell mehr oder weniger stark verschweißt, was natürlich das gleichmäßige Schrumpfen der Kunststofffolien behindert. Diese lokal hohen Spannungen können wiederum das Aufreißen der Kunststofffolien verursachen, zumindest aber begünstigen.
- Bei einer Lagerung der Verpackungseinheiten im Freien sind diese der Witterung und insbesondere dem Zutritt von Regenwasser ausgesetzt, welches in der Regel über die teilweise offenen Stirnflächen der Verpackungseinheiten eindringt und die Dämmstoffplatten schädigt. Dieses Problem lässt sich in einfacher Weise durch eine vollständig geschlossen ausgebildet Umhüllung ausschließen. Entsprechende Umhüllungen sind aber aufwendig und damit kostenintensiv herzustellen. In der
EP 1 044 883 A1 ist zu diesem Zweck ein Schweißrahmen beschrieben, mit dessen Hilfe eine umlaufende Scheißnaht und damit eine geschlossen Umhüllung geschaffen werden kann. Bei der in derEP 1 050 466 A1 beschriebenen Lösung erfolgt ein Verschließen der Stirnflächen einer Umhüllung aus einer Kunststofffolie durch ein gezieltes Anströmen von Warm- und Druckluft über eine Vielzahl von speziell angeordneten Düsen - Um Dämmstoffplatten aus Steinwolle in Richtung parallel zur Flächennormalen ihrer großen Oberflächen komprimieren zu können ohne dass damit ein dauernder Verlust an Materialstärke nach dem Aufheben der Druckkräfte verbunden ist, müssen die Dämmstoffplatten elastifiziert werden. Unter Elastifizierung wird hier eine Verringerung der Federkonstanten durch eine gleichmäßige Auflockerung der Struktur in Richtung der gewünschten Beanspruchung verstanden, was einer äquivalenten Reduktion der Federkonstanten der Mineralfasermasse entspricht. In der
DE 101 46 765 A1 sind Methoden zur Elastifizierung von Steinwolle-Dämmstoffplatten beschrieben. Das wirkungsvollste Vorgehen besteht in einem mehrfach hintereinander erfolgenden Zusammendrücken der einzelnen Dämmstoffplatten. Das wiederholte Zusammenpressen und Entlasten ermöglicht Umlagerungen in der Struktur, während bei einer einmaligen Kompression häufig überkomprimiert werden muss, was aber zumeist mit einer unerwünschten Zerstörung der Struktur einhergeht. Da die Mineralwolle-Dämmstoffe, insbesondere aber die Steinwolle-Dämmstoffe keine gleichmäßig kompressible Struktur aufweisen, ist auch die Art der Krafteinleitung von Bedeutung. Die Kompression zur Auflockerung der Struktur sollte deshalb aktiv von unten und von oben erfolgen. Da sich die Werkstoffeigenschaft der Dämmstoffplatten in abgeschwächter Form auch in dem Dämmstoffstapel wiederfindet, der zu einer Verpackungseinheit zusammengefasst werden soll, wird in derDE 101 46 765 A1 vorgeschlagen, unterschiedlich elastifizierte Dämmstoffplatten zusammen zu verpacken. Dabei bilden die weniger vorkomprimierten bzw. weniger elastifizierten Dämmstoffplatten die untere und die obere Decklage. - Hiervon ausgehend liegt der Erfindung die Aufgabe zugrunde, ein Verfahren nach Anspruch 1 zur Herstellung einer Verpackungs- und/oder Transporteinheit, bestehend aus einem Stapel mit mehreren, zumindest zwei Dämmstoffplatten aus zumindest begrenzt elastischem Material derart weiterzubilden, dass die Nachteile des Standes der Technik vermieden werden, insbesondere eine einfachere Verfahrensführung zur Verbesserung der Stabilität der Umhüllung und zum Schutz der Dämmstoffplatten zu erzielen.
- Zur Lösung dieser Aufgabestellung sind die Merkmale der Ansprüche 1 oder 19 vorgesehen.
- Demzufolge wird der Stapel Dämmstoffplatten zuerst mit der Kunststofffolie umhüllt und anschließend komprimiert und schließlich im komprimierten Zustand der Erwärmung zugeführt.
- Weitere Merkmale der Erfindung ergeben sich aus den Unteransprüchen und den nachfolgenden Erläuterungen:
- Bei einer üblichen Verpackungseinheit aus einem Stapel Dämmstoffplatten und einer Umhüllung aus schrumpfbarer Kunststofffolie mit größeren Dicken von beispielsweise ca. 55 bis 100 µm, vorzugsweise ≤ 80 µm verlaufen die Schweißnähte von miteinander zu verbindenden, die Umhüllungen ausbildenden Folienbahnen parallel zur Längsachse des Stapels entlang der beiden Seitenflächen des Stapels. Die Schweißnähte bzw. die Flächenbereiche der Kunststofffolie mit den Schweißnähte werden beispielsweise mit Luft, CO2-Dampf (Trockeneis), fein versprühtem Wasser oder einem alternativen Kühlmedium schnell herunter gekühlt. Damit soll verhindert werden, dass diese Flächenbereiche im nachfolgenden Schrumpfungsprozess stärker erhitzt werden und dadurch mehr schrumpfen als die Kunststofffolie im Bereich der weiteren Flächenbereiche, insbesondere im Bereich der Seitenflächen und/oder Stirnflächen des Stapels.
- Die Kunststofffolien können im Bereich der beiden Stirnflächen des Stapels stärker geschrumpft werden, als im Bereich der großen Oberflächen des Stapels der Dämmstoffplatten. Die Umhüllung kann im Bereich der Stirnflächen des Stapels geschlossen oder partiell offen ausgebildet werden.
- Die Verpackungseinheiten werden mit den sich aus den Taktzeiten der Banderolierstation ergebenden Abständen nacheinander einer Kompressionsstation mit integrierter Dekompressionseinrichtung zugeführt. Zumindest dieser Bereich einer erfindungsgemäßen Vorrichtung ist zur Vermeidung von Umwelteinflüssen auf das Ergebnis der Schrumpfung der Kunststofffolie in einem Gehäuse angeordnet.
- Vor dem Einlauf der Verpackungseinheiten in die Kompressionsstation werden die Verpackungseinheiten um 90 Grad gedreht und positioniert, so dass die Verpackungseinheiten mit einer ihrer Stirnflächen voran in die Kompressionsstation einlaufen. Damit erfolgt die Kompression der Dämmstoffplatten in ihrer Längsrichtung und damit bei Steinwolle-Dämmstoffplatten genau in der Richtung der Pendelbewegung bei der Ablage des Primärvlieses. Diese Vorgehensweise reduziert bei einem steilen Anstieg der Stauchung die Gefahr, dass die Dämmstoffplatten in einer ihrer großen Oberflächen aufreißen.
- Die Kompressionsstation besteht aus einem unteren und einem oberen Förderband, welche beabstandet zueinander in dem Gehäuse angeordnet sind. Der Abstand zwischen den Förderbändern ist einstellbar.
- Um einen gleichmäßigen und die Eigenschaften der Dämmstoffplatten nicht übermäßig negativ beeinflussenden Anstieg des Drucks in den Dämmstoffplatten und eine entsprechende Anpassung der Dämmstoffplatten an die Zwangsspannungen zu erreichen, sind die druckausübenden Förderbänder mit Neigungen zwischen ca. 1,5 % und bei gut stauchfähigen Dämmstoffplatten auch bis 4 % aufeinander zulaufend angeordnet. Alternativ kann vorgesehen sein, dass nur ein Förderband, insbesondere das obere Förderband aus seiner horizontalen Ausrichtung zum gegenüberliegenden Förderband geneigt angeordnet ist. Bei dieser Ausgestaltung ist der Neigungswinkel größer ausgebildet, so dass eine Neigung zwischen ca. 4 und 8 % besteht. Die Förderband können hinsichtlich ihrer Neigung zueinander einstellbar sein, um unterschiedliche Kompressionen bei unterschiedlichen Dämmstoffplatten einstellen zu können.
- Vorzugsweise bestehen die Förderbänder aus in sich drucksteifen Elementen, beispielsweise aus mit Metallstäben ausgesteiften Kunststoffplatten oder aus trogförmigen Metallgliedern. Nach einem weiteren Merkmal der Erfindung sind die Förderbänder mit beispielsweise Polytetrafluorethylen, Silikon oder dergleichen beschichtet, um ein Ankleben der Kunststofffolien an den Förderbändern zu verhindern.
- Die Dämmstoffplatten in der Verpackungseinheit werden deutlich stärker komprimiert als der angestrebte Kompressionsgrad in der fertigen Verpackungseinheit. Diese Überhöhung der Kompression kann bis zu etwa 50 % betragen und wird nur dadurch begrenzt, dass irreversible Beschädigungen der Struktur der Dämmstoffplatten zu vermeiden sind. Diese Kompression kann eine vorangegangene Elastifizierung der einzelnen Dämmstoffplatten wirkungsvoll ergänzen.
- Während der Kompression der Dämmstoffplatten beginnen die über die Seitenflächen des Stapels gespannten Kunststofffolienbereiche auszubeulen. Je flacher die Neigung der Förderbänder relativ zueinander ist, desto geringer ist hierbei die Gefahr, dass die ausbeulenden Kunststofffolienbereiche deutlich senkrecht verlaufende Falten werfen.
- Mit dem Beginn des Ausbeulens der Kunststofffolienbereiche werden diese Bereiche erwärmt, um den Schrumpfvorgang fortzusetzen. Die Erwärmung der Kunststofffolien erfolgt in der Weise, dass die am weitesten ausgebeulten Bereiche am stärksten erwärmt werden.
- Die Erwärmung der Kunststofffolien erfolgt beispielsweise mit elektrisch beheizten Wendeln oder Quarzstäben mit über die Länge der Kompressionsstation unterschiedlich Heizleistungen Die mit Reflektoren ausgerüsteten Strahler können starr angeordnet oder in regelmäßigen Bewegungen auf und ab geschwenkt werden. Die Verteilung der Warmluft kann durch Ventilatoren unterstützt werden.
- Alternativ oder in Ergänzung erfolgt die Erwärmung der Kunststofffolienflächen mit Warmluft, die außerhalb des Gehäuses erwärmt und durch Düsen gezielt auf die zu erwärmenden Flächen der Kunststofffolie geleitet wird. Die Anströmgeschwindigkeit kann über die Länge des zu behandelnden Stapels der Dämmstoffplatten unterschiedlich sein. Normalerweise ist die Anströmgeschwindigkeit so gering, dass die Kunststofffolien nicht auf die Dämmstoff platten gepresst werden. Bei einer schärferen Anströmung können die Kunststofffolien auch in eine Flatterbewegung versetzt werden, um sie von de Oberflächen der Dämmstoffplatten frei zu halten. Mit Hilfe der Düsen können die Kunststofffolien mit unterschiedlich hoch aufgeheizter Warmluft angeblasen werden .
- Um eine besonders rasche Erwärmung vorzunehmen, kann auch trockener Heißdampf eingesetzt werden.
- Die Erwärmung kann bis zur höchsten Kompression fortgesetzt werden oder nach ausreichender Erwärmung der Kunststofffolien vorher beendet werden.
- An die Kompressionsstation kann sich eine Reaktionszone anschließen, in der die Verpackungseinheit mit dem letzten Kompressionsgrad gehalten wird, damit der Schrumpfungsvorgang gleichmäßig einsetzt bzw. abläuft. Dieser Vorgang kann durch eine gleichmäßige Temperierung des die Verpackungseinheit umgebenden Raums kontrolliert werden.
- Anschließend wird die komprimierte Verpackungseinheit in eine Dekompressionsstation befördert, in der die Stauchung der Dämmstoffplatten allmählich aufgehoben wird. Die Dekompression kann schneller erfolgen als die Kompression. Dazu werden die Seitenflächen des Stapels gegebenenfalls zonar oder in Abfolge mit Warmluft, Raum- oder Druckluft oder einem Wassernebel gezielt abgekühlt.
- Bei den auf diese Weise hergestellte Verpackungseinheiten ergibt sich in der Regel eine ungleiche Schrumpfung über den Umfang der Verpackungseinheiten. Hieraus ergibt sich auch eine Zunahme der Materialstärke der über den Seitenflächen des Stapels am stärksten geschrumpften Kunststofffolie auf beispielsweise ca. 180 bis 200 µm, während die Materialstärke der Kunststofffolie auf der Ober- und Unterseite des Stapels etwa 80 bis 90 µm beträgt.
- Im Übergangsbereich zwischen den unterschiedlich geschrumpften Kunststofffolienbereichen besteht eine Gefahr des Aufreißens der gespannten Kunststofffolie durch einen abrupten Anstieg der Materialstärke der Kunststofffolie. Zur Vermeidung dieser Gefahr ist ein allmählicher Anstieg der Materialstärke anzustreben bzw. der abrupte Anstieg der Materialstärke zu vermeiden. Der Übergangsbereich sollte darüber hinaus mit einem Abstand zu einer benachbarten Kante des Stapels der Dämmstoffplatten angeordnet sein, da im Kantenbereich eine lineare Einspannstelle der Kunststofffolie liegt und demzufolge die stärksten Dehnungen auftreten können. Der Abstand des schrumpfungsbedingten Übergangsbereichs unterschiedlicher Materialstärken der Kunststofffolienbereiche von der Kante des Stapels sollte deshalb mehr als ca. 2 cm betragen. Dieser Abstand kann vorzugsweise durch die gezielte Erwärmung, eventuell mit einer ergänzenden Kühlung der Randzonen des Übergangsbereiches ausgebildet werden.
- Derselbe Effekt wird erreicht, wenn Winkelelemente oder Blenden auf beiden Seiten der Verpackungseinheit angeordnet werden, die die nicht zu erwärmenden Bereiche der Kunststofffolie abdecken. Diese Winkelelemente oder Blenden können beispielsweise an den Förderbändern in der Kompressionsstation und/oder Schrumpfstation vorgesehen sein, wobei die Winkelelemente oder Blenden mit den Förderbändern die Schrumpfstation durchlaufen. Ein völlige Abschirmung der Seitenflächen ist aber zur Erzielung gleichmäßiger Übergänge nicht sinnvoll.
- Um eine Rissbildung in den Kunststofffolien in Längsrichtung zu begrenzen, können die Kanten der Winkelelemente oder Blenden wellenförmig ausgebildet sein.
- Als rissempfindlich können sich auch die senkrechten Kanten der Verpackungseinheiten erweisen, da sich hier Einspannstellen zwischen den vorher auf den Stirnflächen stärker geschrumpften Kunststofffolien und jetzt unverändert bleibenden Zonen ausbilden. Grundsätzlich kann dieser Rissbildung in entsprechender Weise begegnet werden.
- Alternativ zu der voranstehend beschriebenen Ausbildung einer Umhüllung kann auch eine Banderole vorgesehen sein, deren Schweißnähte auf den oberen und unteren Deckflächen des Stapels angeordnet sind. Diese Anordnung der Schweißnähte wird möglich, wenn die Dämmstoffplatten vorher hochkant gegeneinander gestellt und anschließend mit der Umhüllung umgeben werden. Auch in diesem Fall wird der Stapel zuvor um 90 Grad gedreht und entweder seitlich gehalten oder in Längsrichtung solange zusammengepresst werden, bis die Banderole aufgebracht ist. Die Banderole wird wie zuvor beschrieben auch in diesem Fall vorgeschrumpft bevor die Dämmstoffplatten komprimiert und im komprimierten Zustand der Schrumpfstation zugeführt werden. Spätestens vor der Kompressionsvorrichtung erfolgt eine weitere Drehung des verpackten und mit einer vorgeschrumpften Banderole oder Umhüllung versehenen Stapels Dämmstoffplatten um 90 Grad, so dass der Stapel wieder seine Ausgangsposition einnimmt.
- Bei den voranstehend beschriebenen Vorgehensweisen werden die Stirnflächen der Verpackungseinheiten nicht angeschrumpft. Das Anschrumpfen der im Bereich der Stirnflächen überstehenden Kunststofffolienbereiche kann beispielsweise dadurch verhindert werden, dass diese Kunststofffolienbereiche während des Vorschrumpfens und/oder des Schrumpfvorgangs durch senkrecht stehende seitlich angeordnete Seitenbänder an den Stapel angepresst und somit der Wärmeeinwirkung entzogen werden.
- Diese Vorgehensweise führt zu einer zumindest nach der Vorschrumpfung offene Banderole, so dass die Kunststofffolie in der Schrumpfstation über die gesamte Länge der Verpackungseinheit gleichmäßig erwärmt werden kann und demzufolge entsprechend gleichmäßig schrumpft. Hierdurch werden die Zugspannungen und damit die Rissgefahr in der Kunststofffolie reduziert, wodurch die Verwendung dünnerer Kunststofffolien möglich wird, was zu einer Senkung der Verpackungskosten und der Kosten für die Entsorgung der Verpackungsmaterialien auf Baustellen führt.
- Bei dieser Vorgehensweise ist es vorteilhaft, die Verpackungseinheiten im Anschluss an die Kompressionsstation und/oder Dekompressionseinrichtung und/oder Schrumpfstation um 90 Grad zu drehen. Durch gezieltes Anströmen mit Warmluft werden dann die seitlich nunmehr deutlich steiferen Kunststofffolienbereiche ebenso wie die über die oberen und unteren Oberflächen des Stapels hinausragenden Kunststofffolienbereiche umgebogen und leicht miteinander nachgeschrumpft. Der Schrumpfungsgrad ist in den zentralen Bereichen der Stirnflächen deutlich höher als in den Randbereichen zwischen den Stirnflächen und den Oberflächen bzw. Seitenflächen des Stapels. Es kann hier eine Ringbildung mit beginnender Verschweißung ausgebildet werden.
- Die Erwärmung der Kunststofffolien kann auch mit Hilfe eines vorzugsweise spiralig bewegten Laserstahls erfolgen.
- Es hat sich als besonders vorteilhaft erwiesen, wenn als Folie oder Banderole eine mehrschichtige Folie, insbesondere eine Verbundfolie verwendet wird, die bei geringerem Schrumpfungsgrad eine erhöhte Reißfestigkeit aufweist.
- Das voranstehend beschriebene Verfahren wird in vorteilhafter Weise mit einer Vorrichtung nach Anspruch 21, welche eine Banderolierstation hat, in der ein Stapel aus mehreren übereinander oder nebeneinander angeordneten Dämmstoffplatten, insbesondere aus Mineralfasern, mit zumindest einer unter Wärmeeinwirkung schrumpfenden Folie umgeben. Darüber hinaus weist diese Vorrichtung eine Kompressionsstation auf, in der der mit der Folie umgebende Stapel zumindest in Richtung der Flächennormalen der großen Oberflächen der Dämmstoffplatten und/oder in Richtung rechtwinklig zur Flächennormalen der großen Oberflächen der Dämmstoffplatten komprimiert wird. Schließlich ist bei der erfindungsgemäßen Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens eine Schrumpfstation vorgesehen, in der die Folie bei komprimiertem Stapel derart geschrumpft wird, dass die Folie insbesondere insgesamt flächig an zumindest einem Teil der Außenflächen des Stapels anliegt.
- Für die Herstellung einer Verpackungseinheit mit einem Stapel komprimierter Dämmplatten werden Folienbahnen in der Banderolierstation mittels zumindest eines Schweißbalkens zu einem Folienvorhang miteinander verschweißt, gegen den der Stapel aus Dämmplatten gefördert wird. Durch die Förderung des Stapels der Dämmplatten wird der Folienvorhang an der Ober- und Unterseite des Stapels angeordnet und schließlich an der der voraneilenden Seitenfläche gegenüberliegenden Seitenfläche des Stapels durch einen weiteren Schweißvorgang mit dem Schweißbalken zu einer Umhüllung verbunden, die anschließend von den Folienbahnen abgetrennt wird. Die Folienbahnen werden durch geeignete, beispielsweise ballige Umlenkrollen und/oder Bürstwalzen mit symmetrischer, nach außen gerichteter spiraliger Anordnung der Borsten geführt, so dass zum einen der Abzugwiderstand von entsprechenden Vorratsrollen verringert wird und zum anderen die durch den Zug ausgelösten Querfaltenbildungen in den Folienabschnitten weitgehend unterbleibt. Gleichzeitig wird die Zugspannung verringert, die durch den gegen den Folienvorhang laufenden Stapel der Dämmplatten bewirkt wird.
- Um eine exakte Positionierung des Stapels bei der Banderolierung zu erreichen, kann ein in den Förderweg einfahrbarer Anschlag vorgesehen sein, an dem die Dämmstoffplatten des Stapels bzw. der Stapel ausgerichtet werden, bevor der Stapel banderoliert wird. Der Anschlag kann taktweise in den Förderweg eingeschoben bzw. herausgeschoben werden. Vorzugsweise ist der Anschlag im Bereich des Folienvorhangs angeordnet, so dass der Folienvorhang zwischen Anschlag und Stapel angeordnet ist.
- Entlang der in Förderrichtung rückwärtigen Seitenfläche des Stapels der Dämmplatten ist eine federnd befestigte Umlenkrolle oder eine mit geringer Geschwindigkeit entgegen der Förderrichtung laufende Bürstwalze vorgesehen, die bei sich absenkendem Schweißbalken den Folienvorhang auf die rückwärtige Seitenfläche des Stapels der Dämmplatten drückt. Die Umlenkrolle bzw. Bürstwalze kann durch eine zweite Walze oder eine Andruckplatte ergänzt sein. Durch die Auslenkbewegungen der Umlenkrolle bzw. Bürstwalze, wobei selbstverständlich für die obere und die untere Folienbahn auch mehrere Umlenkrollen oder Bürstwalzen vorgesehen sein können, soweit die Schweißnaht nicht im Bereich der Förderebene ausgeführt wird, wird die Banderole glatt an den Stapel der Dämmstoffplatten geführt, um Faltenbildungen zu vermeiden.
- Anschließend werden mit dem Schweißbalken zwei Schweißnähte hergestellt, zwischen denen die Umhüllung vom Folienvorhang durch eine Trennvorrichtung getrennt wird.
- Die auf diese Weise hergestellte Umhüllung oder Banderole liegt eng an dem Stapel der Dämmstoffplatten an. Hieraus folgt, dass ein nunmehr durchzuführender Vorschrumpfungsprozess mit weniger Energie und in kürzerer Zeit ausgeführt werden kann. Darüber hinaus kann aufgrund des engen Anliegens der Kunststofffolie an dem Stapel Dämmplatten eine dünnere Kunststofffolie verwendet werden, die im nachfolgenden Schrumpfungsprozess auch durch geringere Energien geschrumpft werden kann.
- Der Schweißbalken wirkt mit einem Widerlager zusammen, das in der Ebene eines unteren Förderbandes angeordnet ist, um die auszuführenden Schweißnähte möglichst weit unten, d.h. im Bereich der untersten Dämmplatte des Stapels auszubilden. Beide Schweißnähte befinden sich somit im Bereich der untersten Dämmplatte des Stapels. Die nachfolgende Vorschrumpfung zieht die Schweißnähte von dieser ursprünglichen Position nach oben.
- Die Positionierung der Schweißnähte kann natürlich auch derart erfolgen, dass die vordere Schweißnaht wie immer in den Bereich der Förderebene und die hintere Schweißnaht nach oben gelegt wird, was aber voraussetzt, dass das Widerlager für den Schweißbalken in eine obere Position überführt wird, in der die Schweißnaht gebildet wird. Bei unterschiedlich hohen Stapeln von Dämmplatten erfordert eine solche Vorgehensweise eine genaue Erfassung der Abmessungen des Stapels und eine entsprechend aufwendige Verfahrenssteuerung.
- Bei einer alternativen Ausführungsvariante ist vorgesehen, dass eine lose Banderole in der üblichen Form hergestellt wird. Hierzu wird der Stapel Dämmplatten seitlich durch zwei auf die Stirnflächen des Stapels einwirkende Druckplatten gehalten, die beispielsweise mit in die Dämmplatten eindringende Stift besetzt sind. Die vordere Schweißnaht wird etwas erhöht über der Förderebene positioniert. Nach der Herstellung der Banderole wird die Förderrichtung geändert, so dass das Förderband die Banderole unter den Stapel der Dämmplatten einzieht. Liegt die ursprünglich in Förderrichtung vorn liegende Schweißnaht unterhalb des Stapels, wird das Förderband gestoppt. Zu diesem Zeitpunkt befindet sich die zweite, ursprünglich hinten liegende Schweißnaht im vorderen Bereich der oberen großen Oberfläche der obersten Dämmplatte im Stapel. Bei dieser Vorgehensweise kann der Rücktransport der Banderole durch Saugdüsen unterstützt werden, die über die Oberfläche der Banderole geführt werden. Der Stapel kann zu diesem Zweck aber auch mittels der voranstehend beschriebenen Seitenplatten angehoben werden.
- Ergänzend kann vorgesehen sein, dass im Bereich des Schweißbalkens eine Kühlvorrichtung für die Schweißnaht vorgesehen ist, wobei die Kühlvorrichtung insbesondere kalte Luft, Wassernebel und/oder CO2-Dampf auf die Schweißnaht fördert. Damit soll verhindert werden, dass die bereits vorerhitzten Bereiche der Kunststofffolie mit der Schweißnaht in der anschließenden Schrumpfstation zu stark erhitzt und geschrumpft werden.
- Es ist nach einem weiteren Merkmal der Erfindung vorgesehen, dass die Verpackungseinheit im Bereich ihrer auf dem Förderband aufliegenden Unterseite stärker erhitzt wird, so dass beide im Bereich der untersten Dämmplatte vorgesehenen Schweißnähte aufgrund der stärkeren Schrumpfung der Folie im Bereich der Unterseite in diesen Bereich gezogen werden und bei nachfolgenden Schrumpfungsverfahren nicht stärker thermisch belastet werden.
- Nachdem der Stapel Dämmplatten mit der Banderole bzw. Umhüllung umgeben ist und die Umhüllung vorgeschrumpft wurde, wird die derart gebildete Verpackungseinheit in Längsrichtung ausgerichtet und einer Kompressionsstation mit integrierter Dekompressionseinrichtung zugeführt. In dieser Kompressionsstation wird der banderolierte Stapel Dämmplatten komprimiert und geführt dekomprimiert, um die Dämmplatten zu elastifizieren. Diese Kompression kann entweder in einer bereits voranstehend beschriebenen Kompressionsstation mit zwei beabstandet angeordneten Förderbändern erfolgen oder mit einem Stempel ausgeführt werden, der auf die Oberfläche des Stapels Dämmplatten aufsetzt und diese komprimiert und anschließend gezielt dekomprimiert. Alternativ kann die Kompression auch zwischen zwei aufeinander zu bewegbare Stempel durchgeführt werden. In die Stempel können Förderbänder integriert werden, die das Einschieben und Ausschieben eines Stapels Dämmplatten ausführen. Anschließend gelangt der Stapel Dämmplatten unter Beibehaltung der letzten Kompression in die Schrumpfstation, in der die Umhüllung bzw. Banderole eng anliegend angeschrumpft wird.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung der zugehörigen Zeichnung, in der eine bevorzugte Ausführungsform einer erfindungsgemäßen Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens dargestellt ist. In der Zeichnung zeigen:
- Figur 1
- eine Banderolier- und Schrumpfstation nach dem Stand der Technik in Seitenansicht;
- Figur 2
- eine Banderolierstation in Seitenansicht;
- Figur 3
- eine Kompressions- und Schrumpfstation in Seitenansicht;
- Figur 4
- die Kompressions- und Schrumpfstation gemäß
Figur 3 in Draufsicht und - Figur 5
- eine weitere Ausführungsform einer Kompressions- und Schrumpfstation in Draufsicht.
- In
Figur 1 ist eine Banderolier- und Schrumpfstation 2, 17 einer Vorrichtung 1 zur Herstellung einer Verpackungs- und/oder Transporteinheit 16 aus einem Stapel 4 mehrerer Dämmstoffplatten 5 dargestellt. Diese Vorrichtung 1 ist aus dem Stand der Technik bekannt. - Die Banderolierstation 2 besteht aus einem zwei hintereinander angeordnete Förderbandabschnitte aufweisenden unteren Förderband 3 zur Förderung des Stapels 4 aus mehreren Dämmstoffplatten 5 in Richtung eines Pfeiles 6. Der Stapel 4 wird in der Banderolierstation 2 mit einer Umhüllung 7 umgeben, die auf den beiden Seitenflächen sowie der Oberfläche und der Unterfläche des Stapels 4 und damit der Dämmstoffplatten 5 aufliegt. Die Umhüllung besteht aus zwei miteinander verschweißten Kunststofffolienbahnen 8 und 9, die von nicht näher dargestellten Folienwickeln abgezogen werden. Die beiden Kunststofffolienbahnen 8 und 9 bilden einen zwischen den Förderbandabschnitten angeordneten Folienvorhang, gegen den der Stapel 4 mittels des ersten Förderbandabschnitts des Förderbandes 3 gefördert wird. Nachdem der Stapel 4 vollständig mit den Kunststofffolienbahnen 8 und 9 im Bereich der voranstehend genannten Flächen abgedeckt ist, werden die Kunststofffolienbahnen 8 und 9 ein zweites Mal miteinander verschweißt, so dass die Kunststofffolienbahnen 8 und 9 die an vier Flächen des Stapels 4 anliegende geschlossene Umhüllung 7 ausbilden.
- Zu diesem Zweck weist die Vorrichtung 1 im Bereich der Banderolierstation 2 einen Schweißbalken 10 auf, der in Richtung der Pfeile 11 bewegbar ist. In der Förderebene des Förderbandes 3 ist ein Widerlager 12 für den Schweißbalken 10 angeordnet. Schweißbalken 10 und Widerlager 12 sind jeweils U-förmig ausgebildet, wobei in den freien Enden der Schenkel des Schweißbalkens 10 die entsprechenden Vorrichtungen zur Ausbildung von Schweißnähten 13 angeordnet sind, mit denen die Schweißnähte 13 als sich über die gesamte Breite der Kunststofffolienbahnen 8, 9 erstreckende lineare Verbindungsstellen ausgebildet werden.
- Zwischen den beiden Schenkeln des Schweißbalkens 10 ist eine nicht näher dargestellte Trennvorrichtung vorgesehen, mit der die Umhüllung 7 nach Ausbildung der Schweißnähte 13 von dem Folienvorhang, bestehend aus den Kunststofffolienbahnen 8 und 9 getrennt wird. Die Trennvorrichtung kann beispielsweise als beheizter Metalldraht ausgebildet sein.
- Ergänzend weist die Banderolierstation 2 ein oberes Förderband 14 auf, welches zum einen der Förderung des Stapels 4 und zum anderen dem Andrücken der oberen Kunststofffolienbahn 8 an den Stapel 4 dient. Das Förderband 14 ist entsprechend dem Pfeil 15 in seinem Abstand zum unteren Förderband 3 verstellbar angeordnet.
- Nachdem der Stapel 4 der Dämmstoffplatten 5 mit der Umhüllung 7 umgeben und die Umhüllung 7 von den Kunststofffolienbahnen 8 und 9 abgetrennt ist, wird die derart ausgebildete Verpackungseinheit 16 einer Schrumpfstation 17 zugeführt, die ein wärmeisoliertes Gehäuse 18 aufweist, in der ein Förderband 19 angeordnet ist. Das Förderband 19 besteht aus einzelnen luftdurchlässigen Kettengliedern 20.
- In dem Gehäuse 18 wird mittels an sich bekannter Wärmequellen, wie beispielsweise Infrarotstrahlern oder dergleichen eine Temperatur erzeugt, bei der die Umhüllung 7 schrumpft und sich eng an die Dämmstoffplatten 5 anlegt.
- Anschließend wird die Verpackungseinheit 16 aus der Schrumpfstation 17 herausgefördert und nach Abkühlung dem Versand zugeführt.
- Die in den
Figuren 2 bis 5 dargestellten Stationen in der Vorrichtung 1 zeichnet sich erfindungsgemäß durch folgende Verbesserungen aus: - Innerhalb der Banderolierstation 2 ist ergänzend ein Anschlag 21 vorgesehen, der in den Förderweg eingefahren oder aus diesem herausgefahren werden kann. Der Anschlag 21 dient der Ausrichtung des Stapels 4 vor dem Schließen der Umhüllung 7 und gleichzeitig dem Andrücken der Kunststofffolienbahn 8 an die in Förderrichtung vorne liegende Seitenfläche des Stapels 4.
- Darüber hinaus weist der Schweißbalken 10 an seiner dem Förderband 3 bzw. dem Stapel 4 zugewandten Fläche eine erste obere Walze 22 und eine zweite untere, federbelastete Walze 23 auf, die gemeinsam an der Kunststofffolienbahn 8 im Bereich der der in Förderrichtung vorne liegenden Seitenfläche gegenüberliegenden Seitenfläche des Stapels 4 anliegen und dort die Kunststofffolienbahn 8 an den Stapel 4 drücken, um bereits während des Verschweißens der beiden Kunststofffolienbahn 8 und 9 zum Schließen der Umhüllung 7 eine vollständig an den entsprechenden Flächen des Stapels 4 anliegende Umhüllung 7 auszubilden. Hierbei ist auch die Walze 22 federnd gelagert, um ein ständiges Anliegen an dem Stapel 4 sicherzustellen.
- Nachdem die zweite Schweißnaht 13 ausgebildet und die Kunststofffolienbahnen 8, 9 von dem Folienvorhang getrennt wurden, wird der Anschlag 21 aus dem Förderweg herausgefahren und die Verpackungseinheit 16 mittels der Förderbänder 3 und 14 einer in den
Figuren 3 und4 dargestellten Kompressions- und Schrumpfstation 24, 30 zugeführt. Hierzu werden die Verpackungseinheiten 16 vor der Kompressions- und Schrumpfstation 24, 30 um 90° gedreht, so dass die Verpackungseinheiten 16 mit einer Stirnfläche des Stapels 4 voran in die Kompressions- und Schrumpfstation 24, 30 einläuft. Die in der Banderolierstation 2 quer zur Förderrichtung verlaufenden Seitenflächen des Stapels 4 verlaufen demzufolge in der Kompressions- und Schrumpfstation 24, 30 parallel zur Förderrichtung. - Die Kompressionsstation 24 besteht aus einem oberen Druckband 25 und einem unteren Druckband 26, wobei die Kompressionsstation 24 in eine Kompressionszone 27, eine Reaktionszone 28 und eine Dekompressionszone 29 unterteilt ist.
- In der Kompressionszone 27 sind die Druckbänder 25, 26 derart ausgebildet, dass sich der Abstand zwischen den Druckbändern 25, 26 verringert und die dort einlaufenden Dämmstoffplatten 5 im Stapel 4 zusammen mit der Umhüllung 7 komprimiert werden. An die Kompressionszone 27 schließt sich die Reaktionszone 28 an, in der die Druckbänder 25, 26 einen gleichbleibenden Abstand voneinander haben und in der der Stapel 4 der Dämmstoffplatten 5 mit dem letzten Kompressionsgrad der Kompressionszone 27 gehalten wird. In dieser Reaktionszone 28 findet die Schrumpfung der Umhüllung 7 statt. Zu diesem Zweck sind in
Figur 3 nicht näher dargestellte Wärmequellen vorgesehen, die zumindest die Reaktionszone 28 auf eine für eine Schrumpfung der Umhüllung 7 erforderliche Temperatur aufheizen. Die Länge der Reaktionszone 28 entspricht zumindest der Länge einer Verpackungseinheit 16. Von Bedeutung ist die Länge der Reaktionszone 28 insoweit, dass zu vermeiden ist, einen Teil der Verpackungseinheit 16 bereits zu dekomprimieren, während ein anderer Teil der Verpackungseinheit 16 noch komprimiert wird. Die Dekompression kann aber grundsätzlich schneller erfolgen, als die Kompression. Am Ende der Reaktionszone 28 kann eine Kühlstation 39 (Figur 4 ) vorgesehen sein, mit der die vorgeschrumpfte Umhüllung 7 gekühlt wird, um einen eventuell noch anhaltenden Schrumpfungsprozess zu beenden. Hierzu werden die Seitenflächen, d.h. die parallel zur Förderrichtung verlaufenden Flächen der Verpackungseinheit 16 zonar mit Raum- oder Druckluft oder einem Wassernebel gezielt abgekühlt. Die Reaktionszone 28 enthält somit auch die Schrumpfstation 30. - Im Anschluss an die Reaktionszone 28 gelangt die Verpackungseinheit 16 in die Dekompressionszone 29, in der die Verpackungseinheit 16 kontrolliert dekomprimiert wird. Diese kontrollierte Dekompression ist insbesondere bei solchen Dämmstoffplatten 5 von Vorteil, die eine relativ hohe Rückstellkraft aufweisen. Hierbei ist zu berücksichtigen, dass die Dämmstoffplatten 5 über das erforderliche Maß hinaus komprimiert werden. In der Dekompressionszone 29 kann dann die Überstauchung der Dämmstoffplatten 5 mit geringer Geschwindigkeit aufgehoben werden, ohne dass schlagartig auftretende Zugbeanspruchungen zu einer Dehnung der Umhüllung 7 führen, die gegebenenfalls zu einem Einreißen der Umhüllung 7 in ihren Kantenbereichen führen.
- Die sich in der Kompressionsstation 24 an die Kompressionszone 27 anschließende und in
Figur 4 in Draufsicht dargestellte Schrumpfstation 30 weist eine Vielzahl von Warmluftdüsen 31 auf, die über entsprechende Anschlussleitungen 32 mit darin eingeschalteten Ventilatoren 33 an ein zentrales Heizsystem 34 mit einem Brenner 35 angeschlossen sind. Mit der Warmluft wird die Umhüllung 7 im Bereich der Seitenflächen des Stapels 4 zunächst leicht erwärmt, um die Umhüllung 7 zu erweichen. Diese Erwärmung erfolgt im Eingangsbereich der Schrumpfstation 30 eingangs der Reaktionszone 28. Zu diesem Zweck weist die Schrumpfstation 30 im Bereich des Heizsystems 34 mit dem Brenner 35 vier parallele Anschlussleitungen auf. Am Ende der Anschlussleitungen 32 sind die Warmluftdüsen 31 angeordnet, mit denen warme Luft auf die Seitenflächen der Verpackungseinheiten 16 geblasen wird. Zwischen der ersten Warmluftdüse 31 und der zweiten Warmluftdüse 31 und zwischen der zweiten Warmluftdüse 31 und der dritten Warmluftdüse 31 sind Absaugdüsen 36 angeordnet, die ebenfalls an parallel zu den Anschlussleitungen 32 verlaufende Anschlussleitungen 37 angeschlossen sind und einen Ventilator 38 aufweisen. Über den Ventilator 38 wird die warme Luft, die zuvor aus den Warmluftdüsen 31 auf die Seitenfläche der Verpackungseinheit 16 geblasen wurde, wieder abgesaugt., um hier lediglich eine Erwärmung und Erweichung der Umhüllung 7 durchzuführen. - Am Ende der Reaktionszone 28 wird dann über zwei benachbarte Warmluftdüsen 31 die Umhüllung 7 erwärmt und auf das gewünschte Maß geschrumpft. Im Anschluss an die Schrumpfstation 30 durchläuft die Verpackungseinheit 16 die Kühlstation 39, in der die Verpackungseinheiten 16 kontrolliert über entsprechende Kaltluftdüsen 40 abgekühlt werden.
- Bei der Anordnung der Warmluftdüsen 31 und ihrer Ausrichtung ist der Einfluss der Schwerkraft auf die Verformung der Umhüllung 7 zu berücksichtigen. Die in
Figur 4 dargestellte Ausführungsform einer Schrumpfstation 30 kann innerhalb der Kompressionszone 27 und der Reaktionszone 28 mehrfach hintereinander geschaltet sein. Die Erzeugung der Warmluft kann mit unterschiedlichen Warmluftdüsen 31 erfolgen. Diese können einzeln beheizt oder an ein zentrales Heizsystem 34 angeschlossen sein. Durch die Ausgestaltung der Druckbänder 25, 26 als permeable Förderbänder kann die überschüssige Warmluft nach oben und/oder unten entweichen und dort abgesaugt werden. Die voranstehend beschriebene Anordnung der Warmluftdüsen 31 ist auf beiden Seiten der Druckbänder 25, 26 vorgesehen. Gleiches gilt für die nachfolgend beschriebenen alternativen Wärmequellen. Selbstverständlich sind auch Kombinationen der Wärmequellen auf einer oder beiden Seiten der Druckbänder 25, 26 möglich. - Anstelle der dargestellten Warmluftdüsen 31 können die auch in
Figur 4 dargestellten Infrarotstrahler 41 allein oder in Ergänzung zu Konvektions-Warmluftgeräten vorgesehen werden. Die Vorrichtungen zur Erwärmung der Umhüllung 7 können starr angeordnet sein, entlang der Raumachsen verschiebbar und/oder um die Raumachsen drehbar sein. Die Erwärmung der Seitenflächen der Umhüllung 7 erfolgt differenziert über die Länge der Anlage, wie auch über die Höhe der Verpackungseinheiten 16. Es handelt sich um eine sogenannte Gradienten-Erwärmung. - Eine langsame Erwärmung der Umhüllung 7 verhindert, dass sich Falten in der Umhüllung 7 bilden, während die Kompression des Stapels 4 gehalten wird. Die am weitesten ausgebeulten zentralen Bereiche der Umhüllung 7 werden am stärksten erwärmt. In unmittelbarer Nähe der Druckbänder 25, 26 soll die Erwärmung und damit die Schrumpfung deutlich geringer sein. Es wird angestrebt, den Schrumpfvorgang vor den Kanten der Verpackungseinheit 16 kontinuierlich und nicht abrupt auslaufen zu lassen. Hiermit soll die Gefahr des späteren Aufreißens der gespannten Umhüllung 7 verringert werden. Als angemessenen Abstand haben sich ca. 1 bis 3 cm herausgestellt. Diese Bereiche können selbstverständlich auch größer ausgebildet sein, was aber zu Lasten der hoch geschrumpften Bereiche geht, die dann um so mehr geschrumpft werden müssen.
- Die Ausbildung derartiger nicht oder wenig geschrumpfter Bereiche der Umhüllung 7 kann mit Blenden vorgenommen werden, die die entsprechenden Bereiche bei der Erwärmung der Umhüllung 7 abdecken. Die Blenden können auch als Winkelstücke und insbesondere mit wellenförmigen Kanten ausgebildet sein, damit die durch ein mögliches Aufplatzen der erkalteten Umhüllung 7 entstehenden Risse nicht ungehindert entlang dieses Übergangsbereichs verlängert werden können.
- Das Ausbeulen der Umhüllung 7 und das Schrumpfen der Umhüllung 7 laufen synchron ab, um die Reaktionszeiten abzukürzen. Prinzipiell ist es natürlich auch möglich, den Schrumpfvorgang erst dann zu beginnen, wenn der endgültige Kompressionsgrad des Stapels 4 der Dämmplatten 5 erreicht ist, so dass die Schrumpfung auf die Reaktionszone 28 beschränkt ist.
- Anstelle der Beheizung mit Warmluft kann auch trockener Heißdampf verwendet werden, da dieser einen guten Wärmeübergang bewirkt. Eine graduelle Beheizung der Flächen der Umhüllung 7 kann auch mit Quarzglasstrahlern erfolgen, auf deren Rückseite Heizdrähte aufgedruckt sind. Die aufgedruckten Heizdrähte werden elektrisch beheizt und können beispielsweise zwischen zwei Quarzglasscheiben angeordnet sein. Derartige Quarzglasstrahler haben nicht nur den Vorteil einer sehr genauen Ansteuerung, sondern sie bewirken auch einen Energietransfer auf allen drei Wegen, d.h. durch Wärmeleitung im direkten Kontakt, durch Strahlung und durch Konvektion. Die Erwärmung kann bis zur höchsten Kompression fortgesetzt werden oder nach ausreichender Erwärmung der Folien vorher beendet werden. Die Quarzglasstrahler können ebenfalls mit Absaugdüsen verwendet werden, welche die Umhüllung 7 an die Quarzglasstrahler heranziehen.
- Nachdem die Verpackungseinheiten 16 die Schrumpfstation 30 gemäß
Figur 4 verlassen haben, werden in einer weiteren Schrumpfstation 42 noch die Stirnflächen der Verpackungseinheiten 16 angeschrumpft. - Eine entsprechende Schrumpfstation 42 ist in
Figur 5 dargestellt und schließt sich an die Schrumpfstation 30 an, die inFigur 5 mit einer alternativen Bestückung der Wärmestrahler im Vergleich zuFigur 4 ausgebildet ist. - Die Schrumpfstation 42 weist ein Förderband 43 auf, welches im rechten Winkel zu den Druckbändern 25, 26 gemäß
Figur 3 verläuft und an diese anschließt. Die der Schrumpfstation 30 entnommenen Verpackungseinheiten 16 werden somit aus ihrer ursprünglichen Förderrichtung in eine hierzu rechtwinklig verlaufende Förderrichtung umgelenkt, ohne dass ihre Längsachsenausrichtung geändert wird. Über das Förderband 43 gelangen die Verpackungseinheiten 16 in den Bereich einer Warmluftstation 44 mit zwei gegenüberliegend angeordneten Warmluftdüsen 45, welche Warmluft auf die Stirnflächen des Stapels 4 und die dort bisher nicht angeschrumpften Abschnitte der Umhüllung 7 blasen. - Im Anschluss an die Warmluftstation 44 werden die Verpackungseinheiten 16 einer Kühlluftstation 46 mit zwei Kaltluftdüsen 47 zugeführt, welche kalte Luft auf die Umhüllung 7 im Bereich der Stirnflächen des Stapels 4 blasen, um die dort nunmehr geschrumpften Abschnitte der Umhüllung 7 abzukühlen. Die Kaltluftdüsen 47 sind ebenfalls wie die Warmluftdüsen 45 einander gegenüberliegend angeordnet, so dass beide Stirnflächen gleichzeitig gekühlt werden können. Auch in diesem Bereich ist eine Gradienten-Erwärmung vorteilhaft, mit der Teile der Verpackungseinheit 16 stärker erwärmt werden können.
Claims (31)
- Verfahren zur Herstellung einer Verpackungs- und/oder Transporteinheit, bestehend aus einem Stapel (4) mit mehreren, zumindest zwei Dämmstoffplatten (5) aus zumindest begrenzt elastischem Material, insbesondere aus mit Bindemitteln gebundenen Mineralfasern, vorzugsweise Steinwolle und/oder Glaswolle, bei dem die Dämmstoffplatten von einem endlosen Faservlies abgetrennt, mit ihren großen Oberflächen aneinander liegend im Stapel angeordnet und anschließend mit zumindest einer den Stapel zumindest teilweise umgebenden, bei Wärmeeinwirkung schrumpfenden Umhüllung (7), vorzugsweise in Form einer Folie und/oder zumindest einer Banderole versehen werden, wobei der Stapel (4) der Dämmstoffplatten (5) in der Umhüllung (7) komprimiert wird, bevor die Umhüllung (7) bei komprimiertem Stapel geschrumpft wird und wobei der Stapel nach dem Schrumpfvorgang geführt dekomprimiert wird.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung aus zwei Hälften einer Folie gebildet wird, die insbesondere im Bereich parallel zur Längsachse der Dämmstoffplatten miteinander verschweißt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung aus einer mehrschichtigen Folie, insbesondere einer Verbundfolie gebildet wird. - Verfahren nach Anspruch 2,
dadurch gekennzeichnet,
dass die Schweißnähte mit einem Kühlmittel, beispielsweise Luft, CO2-Dampf (Trockeneis) und/oder Wasser gekühlt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung in Teilbereichen, insbesondere im Bereich von Stirnseiten des Stapels stärker geschrumpft werden, als beispielsweise im Bereich der Seiten- und/oder großen Oberflächen des Stapels. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung im Bereich der Stirnseiten des Stapels geschlossen wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass der Stapel mit der Umhüllung vor dem Schrumpfvorgang komprimiert, anschließend geführt dekomprimiert und schließlich vor dem Schrumpfvorgang komprimiert wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dämmstoffplatten quer zur Längserstreckung von dem Faservlies abgetrennt und um 90° gedreht werden, bevor die Dämmstoffplatten in eine Kompressionsvorrichtung einlaufen. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet,
dass die Kompression der Dämmstoffplatten in ihrer Längsrichtung ausgeführt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass der Stapel der Dämmstoffplatten stärker komprimiert wird, als der angestrebte Kompressionsgrad der Verpackungs- und/oder Transporteinheit. - Verfahren nach Anspruch 10,
dadurch gekennzeichnet,
dass der Kompressionsgrad der Verpackungs- und/oder Transporteinheit im Stapel der Dämmstoffplatten vor dem Schrumpfvorgang um bis zu 50 % überschritten wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung während des Schrumpfvorgangs mit Warmluft und/oder trockenem Heißdampf beaufschlagt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Kompression des Stapels während des Schrumpfvorgangs vergrößert wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Kompression des Stapels nach dem Schrumpfvorgang vorzugsweise während einer Abkühlphase der Umhüllung aufrechterhalten wird. - Verfahren nach Anspruch 14,
dadurch gekennzeichnet,
dass die Abkühlphase bei gleichbleibender Temperatur durchgeführt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dekompression des Stapels in kürzerer Zeit durchgeführt wird, als die Kompression des Stapels. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Umhüllung, insbesondere im Bereich der Seitenflächen des Stapels während der Dekompression, vorzugsweise mit Warmluft, Druckluft und/oder einem Wassernebel gekühlt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dämmstoffplatten im Stapel vor der Umhüllung mit zumindest einer Banderole auf ihren in Längsrichtung verlaufenden Seitenflächen aufgestellt werden und die Banderole im Bereich zumindest einer großen Oberfläche einer außen im Stapel angeordneten Dämmstoffplatte verschweißt wird. - Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 18, mit einer Banderolierstation (2), in der ein Stapel (4) aus mehreren übereinander oder nebeneinander angeordneten Dämmstoffplatten (5), insbesondere aus Mineralfasern, mit zumindest einer unter Wärmeeinwirkung schrumpfenden Umhüllung (7) umgeben wird, einer Kompressionsstation, in der der mit der Umhüllung (7) umgebene Stapel (4) zumindest in Richtung der Flächennormalen der großen Oberflächen der Dämmstoffplatten (5) und/oder in Richtung rechtwinklig zur Flächennormalen der großen Oberflächen der Dämmstoffplatten (5) komprimiert wird und einer Schrumpfstation (30, 42), in der die Umhüllung (7) bei komprimiertem Stapel (4) derart geschrumpft wird, dass die Umhüllung (7) insbesondere insgesamt flächig an zumindest einem Teil der Außenflächen des Stapels (4) anliegt,
dadurch gekennzeichnet,
dass die Kompressionsstation (24) zumindest eine Dekompressionszone (29) aufweist, in der der in der Umhüllung (7) angeordnete Stapel (4) kontrolliert dekomprimiert wird. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Banderolierstation (2) einen quer zur Förderrichtung verlaufenden Anschlag (21) aufweist, an dem die Dämmstoffplatten (5) des Stapels (4) und/oder der Stapel (4) ausgerichtet werden. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Banderolierstation (2) zumindest einen Schweißbalken (10) hat, mit dem die beiden Enden einer die Umhüllung (7) bildenden Banderolen miteinander verschweißt werden und dass im Bereich des Schweißbalkens (10) eine vorzugsweise federnd gelagerte Andruckrolle (22), eine Bürstwalze und/oder eine Andruckplatte vorgesehen ist, die die Umhüllung (7) vor und während des Schweißprozesses an den Stapel (4) drückt. - Vorrichtung nach Anspruch 21,
dadurch gekennzeichnet,
dass im Bereich des Schweißbalkens (10) eine Kühlvorrichtung für die Schweißnaht (13) vorgesehen ist, wobei die Kühlvorrichtung insbesondere kalte Luft, Wassernebel und/oder CO2-Dampf auf die Schweißnaht fördert. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Banderolierstation (2) auf beiden Seiten eines den Stapel (4) fördernden Förderbandes (3) die Stirnflächen des Stapels (4) abdeckende Abdeckelemente, beispielsweise Seitenbänder aufweist, die ein Anschrumpfen der über die Stirnflächen des Stapels (4) hervorstehenden Abschnitte der Umhüllung (7) verhindern. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Kompressionsstation (24) zumindest ein, vorzugsweise zwei aufeinander zulaufende Druckbänder (25, 26) aufweist. - Vorrichtung nach Anspruch 24,
dadurch gekennzeichnet,
dass die Druckbänder (25, 26) mit einer Neigung zwischen 1,5 und 8 % aufeinander zu geneigt sind. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Kompressionsstation (24) eine Auflage und einen darüber angeordneten Druckstempel oder zwei gegenüberliegend angeordnete Druckstempel aufweist, an die sich zwei beabstandet angeordnete und parallel verlaufende Förderbänder anschließen, deren Abstand vorzugsweise verstellbar ist. - Vorrichtung nach Anspruch 24 oder 26,
dadurch gekennzeichnet,
dass die Druckbänder (25, 26) aus vorzugsweise trogförmigen Metallgliedern oder aus drucksteifen Kunststoffelementen bestehen, die insbesondere mit Metallstäben ausgesteift sind. - Vorrichtung nach Anspruch 24 oder 26,
dadurch gekennzeichnet,
dass die Oberflächen der Druckbänder (25, 26) nichthaftend ausgebildet sind und beispielsweise eine Silikon- oder Polytetrafluorethylen-Beschichtung haben. - Vorrichtung nach Anspruch 19,
dadurch gekennzeichnet,
dass die Schrumpfstation (30, 42) oberhalb und unterhalb des durchlaufenden Stapels (4) Heizeinrichtungen aufweist. - Vorrichtung nach Anspruch 29,
dadurch gekennzeichnet,
dass in der Schrumpfstation (30, 42) über den Abstand zwischen der oberen und der unteren Heizeinrichtung differierende Temperaturen einstellbar sind, so dass
beispielsweise die Unterseite des Stapels (4) stärker erhitzt wird, als die Oberseite des Stapels (4). - Vorrichtung nach Anspruch 29,
dadurch gekennzeichnet,
dass die Heizeinrichtungen als Warmluftdüsen (31, 45), Infrarotstrahler (41) und/oder Quarzglasstrahler ausgebildet sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10219174 | 2002-04-30 | ||
| DE10219174 | 2002-04-30 | ||
| PCT/EP2003/004352 WO2003093114A1 (de) | 2002-04-30 | 2003-04-25 | Verfahren zur herstellung einer verpackungseinheit und vorrichtung zur durchführung des verfahrens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1501732A1 EP1501732A1 (de) | 2005-02-02 |
| EP1501732B1 EP1501732B1 (de) | 2006-06-07 |
| EP1501732B2 true EP1501732B2 (de) | 2010-07-28 |
Family
ID=29285039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03727369A Expired - Lifetime EP1501732B2 (de) | 2002-04-30 | 2003-04-25 | Verfahren zur herstellung einer verpackungseinheit und vorrichtung zur durchführung des verfahrens |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1501732B2 (de) |
| AT (1) | ATE328798T1 (de) |
| AU (1) | AU2003233071A1 (de) |
| DE (2) | DE50303703D1 (de) |
| WO (1) | WO2003093114A1 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010024660A1 (en) * | 2008-08-27 | 2010-03-04 | Doeka Asia Sdn. Bhd. | A device for separating and packing elastic products |
| EP2256043A1 (de) * | 2009-05-28 | 2010-12-01 | Seelen A/S | Vierteilige Ausgussanordnung |
| EP2256044A1 (de) * | 2009-05-29 | 2010-12-01 | Seelen A/S | Kompressionsplatte |
| FI124460B (sv) * | 2009-08-25 | 2014-09-15 | Paroc Group Oy | Förpackning och/eller transportenhet för isolerskivor av mineralull samt förfarande och anordning för tillverkning av sådana |
| DE102010012597A1 (de) * | 2010-03-24 | 2011-09-29 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Einrichtung zum Transportieren von Objekten |
| DE102011052101B4 (de) * | 2011-07-25 | 2023-10-05 | Krones Aktiengesellschaft | Schrumpfvorrichtung mit Gebindekühlung |
| EP3129735B1 (de) * | 2014-04-09 | 2018-05-09 | Krones Aktiengesellschaft | Schrumpfvorrichtung mit gebindekühlung und verfahren zum erzeugen eines gleichmässigen, homogenen kühlmittelstroms |
| TWI655136B (zh) | 2014-06-27 | 2019-04-01 | 日商養樂多本社股份有限公司 | Shrinking label heat shrinking device |
| WO2017210734A1 (en) * | 2016-06-08 | 2017-12-14 | Enviro Bale Pty Ltd | A bagging arrangement for bagging bales of compressed material and a method of bagging compressed material with said bagging arrangement |
| EP3725693A1 (de) * | 2019-04-18 | 2020-10-21 | Herbert Bailer GmbH | Vorrichtung und verfahren zum erzeugen eines bedruckten folienverpackten dämmstoffelements |
| US11932437B2 (en) * | 2021-12-29 | 2024-03-19 | Tony Tateossian | Method of shaping and compressing toilet paper rolls |
| CN120922431B (zh) * | 2025-10-09 | 2026-01-27 | 交城义望铁合金节能环保科技有限责任公司 | 一种矿棉板预制模块生产热缩膜封装系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3362128A (en) † | 1965-02-12 | 1968-01-09 | Hayssen Mfg Company | Method of packaging articles |
| EP0072302B1 (de) † | 1981-07-31 | 1987-09-30 | Isover Saint-Gobain | Verfahren zum Behandeln von Blöcken aus zusammenpressbarem Material und durch dieses Verfahren verwirklichte Verpackungen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3958392A (en) * | 1973-12-05 | 1976-05-25 | H. G. Weber And Company, Inc. | Method and apparatus for heat shrinking film about articles |
| DE4005541A1 (de) * | 1990-02-22 | 1991-08-29 | Rockwool Int | Verfahren und vorrichtung zum komprimieren und verpacken von platten oder rollen aus mineralwolle |
| US5339605B1 (en) * | 1993-03-11 | 1998-08-04 | Signature Packaging Machinery | Product compression for shrink tunnel |
| FR2771375A1 (fr) * | 1997-11-25 | 1999-05-28 | Saint Gobain Isover | Procede et dispositif de conditionnement de materiaux compressibles |
-
2003
- 2003-04-25 EP EP03727369A patent/EP1501732B2/de not_active Expired - Lifetime
- 2003-04-25 AU AU2003233071A patent/AU2003233071A1/en not_active Abandoned
- 2003-04-25 DE DE50303703T patent/DE50303703D1/de not_active Expired - Lifetime
- 2003-04-25 WO PCT/EP2003/004352 patent/WO2003093114A1/de not_active Ceased
- 2003-04-25 DE DE10392088T patent/DE10392088D2/de not_active Expired - Fee Related
- 2003-04-25 AT AT03727369T patent/ATE328798T1/de active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3362128A (en) † | 1965-02-12 | 1968-01-09 | Hayssen Mfg Company | Method of packaging articles |
| EP0072302B1 (de) † | 1981-07-31 | 1987-09-30 | Isover Saint-Gobain | Verfahren zum Behandeln von Blöcken aus zusammenpressbarem Material und durch dieses Verfahren verwirklichte Verpackungen |
| US4799350A (en) † | 1981-07-31 | 1989-01-24 | Isover Saint-Gobain | Process for packaging panels of a compressible material and the packages produced by this process |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003093114A1 (de) | 2003-11-13 |
| DE50303703D1 (de) | 2006-07-20 |
| DE10392088D2 (de) | 2005-06-09 |
| EP1501732A1 (de) | 2005-02-02 |
| EP1501732B1 (de) | 2006-06-07 |
| AU2003233071A1 (en) | 2003-11-17 |
| ATE328798T1 (de) | 2006-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1501732B2 (de) | Verfahren zur herstellung einer verpackungseinheit und vorrichtung zur durchführung des verfahrens | |
| DE69530181T2 (de) | Isolierelement und verfahren und vorrichtung zur herstellung und zum verpacken | |
| AT408426B (de) | Verfahren zum kontinuierlichen herstellen von gegenständen aus einem folienumhüllten kern | |
| DE3701592C2 (de) | ||
| DE69812230T2 (de) | Verfahren und vorrichtung zur herstellung von verbundplatten | |
| US4349325A (en) | Apparatus for manufacturing plastic products | |
| DE60002419T2 (de) | Verfahren zur herstellung eines aus faserverstärktem thermoplastischem harz geformten produktes und dadurch hergestelltes produkt | |
| DE4106727C2 (de) | Verfahren zur Herstellung von umhüllten mikroporösen Wärmedämmformkörpern | |
| DE4405120A1 (de) | Verfahren und Vorrichtung zum Verpacken von Preßballen sowie Packmittelzuschnitt | |
| DE60038213T2 (de) | Isolationsmaterial und dessen herstellungsverfahren | |
| DE102020106030B4 (de) | Längstrennschweißeinrichtung für eine Verpackungsmaschine und Verfahren zum Verpacken eines Packguts mit einer aus einer oberen Papierbahn und einer unteren Papierbahn erzeugten Umverpackung | |
| DE102022112633A1 (de) | Verpackungsmaschine und Verfahren zum Verpacken von Gegenständen in einer Papierverpackung | |
| DE4005541A1 (de) | Verfahren und vorrichtung zum komprimieren und verpacken von platten oder rollen aus mineralwolle | |
| WO2006024421A2 (de) | Verfahren und vorrichtung zur herstellung einer mehrschichtigen sandwich-leichtbauplatte | |
| DE102005048238A1 (de) | Verfahren und Vorrichtung zum Bündeln von Stahlbunden sowie Bindeband hierfür | |
| DE10152385B4 (de) | Großgebinde aus mehreren jeweils zu einer Rolle gewickelten, folienverpackten Dämmstoffbahnen aus Mineralwolle, insbesondere Glaswolle | |
| EP3475173B1 (de) | Verfahren, vorrichtung und system zum öffnen von wertdokumentverpackungen | |
| EP1390262B1 (de) | Verfahren zur herstellung einer verpackungs- und/oder transporteinheit für plattenförmige dämmstoffe aus mineralfasern, verpackungs- und/oder transporteinheit sowie dämmstoffplatte | |
| EP1561847B1 (de) | Verfahren und Vorrichtung zur Herstellung von bahnen- oder plattenförmigen Dämmstoffen aus Mineralfasern | |
| DE102018102369B4 (de) | Folienverpackungsmaschine zum Verpacken von Gegenständen in Luftpolsterfolienverpackungen | |
| EP0273105B1 (de) | Verfahren und Anlage zur Herstellung bituminöser Dichtungsbahnen | |
| AT10637U1 (de) | Bandkalandervorrichtung und verfahren zum betrieb einer bandkalandervorrichtung | |
| DE102024106748B4 (de) | Längstrennschweißeinrichtung, Längstrennschweißsystem, Verpackungsmaschine und Verfahren | |
| DE102013113093B4 (de) | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von bahn- oder plattenförmigen Belägen | |
| DE102022111821A1 (de) | Verfahren zur Herstellung eines Verpackungselements |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041105 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE |
|
| REF | Corresponds to: |
Ref document number: 50303703 Country of ref document: DE Date of ref document: 20060720 Kind code of ref document: P |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SAINT-GOBAIN ISOVER G+H AG Effective date: 20070306 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20100728 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50303703 Country of ref document: DE Representative=s name: STENGER WATZKE RING INTELLECTUAL PROPERTY, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50303703 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH + CO OHG, 45966 GLADBECK, DE Effective date: 20140801 Ref country code: DE Ref legal event code: R082 Ref document number: 50303703 Country of ref document: DE Representative=s name: STENGER WATZKE RING INTELLECTUAL PROPERTY, DE Effective date: 20140801 Ref country code: DE Ref legal event code: R082 Ref document number: 50303703 Country of ref document: DE Representative=s name: RAUSCH WANISCHECK-BERGMANN BRINKMANN PARTNERSC, DE Effective date: 20140801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150325 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 328798 Country of ref document: AT Kind code of ref document: T Effective date: 20160425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160425 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50303703 Country of ref document: DE Representative=s name: BRINKMANN & PARTNER PATENTANWAELTE PARTNERSCHA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 50303703 Country of ref document: DE Representative=s name: RAUSCH WANISCHECK-BERGMANN BRINKMANN PARTNERSC, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220427 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50303703 Country of ref document: DE |