EP1439143A1 - Méthode et dispositif pour former des piles de produits d'imprimerie, comprenant une feuille additionnelle - Google Patents
Méthode et dispositif pour former des piles de produits d'imprimerie, comprenant une feuille additionnelle Download PDFInfo
- Publication number
- EP1439143A1 EP1439143A1 EP03029875A EP03029875A EP1439143A1 EP 1439143 A1 EP1439143 A1 EP 1439143A1 EP 03029875 A EP03029875 A EP 03029875A EP 03029875 A EP03029875 A EP 03029875A EP 1439143 A1 EP1439143 A1 EP 1439143A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stacking
- shaft
- stack
- partial
- partial stack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/04—Forming counted batches in delivery pile or stream of articles by inserting marker slips in pile or stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/32—Auxiliary devices for receiving articles during removal of a completed pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/16—Forming counted batches in delivery pile or stream of articles by depositing articles in batches on moving supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4211—Forming a pile of articles alternatively overturned, or swivelled from a certain angle
- B65H2301/42112—Forming a pile of articles alternatively overturned, or swivelled from a certain angle swivelled from 180°
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/426—Forming batches
- B65H2301/4263—Feeding end plate or end sheet before formation or after completion of a pile
Definitions
- the present invention relates to a method and a Device for making with an additional sheet provided stacks of printed products with the Features of the preamble of claim 1 and 6 respectively.
- a method and a facility of this kind are for example from CH-A-667 065 and the corresponding US-A-4,565,130.
- a shaft which according to the respective Rotate the pre-piles against each other by 180 ° be delivered.
- the in a device for Provide loose and printed cover sheets prepared cover pages are created using a Cover sheet conveyor inserted into the shaft so that one printed cover sheet each on the finished stack or to lie below the stack to be built up in the shaft comes.
- EP-A-0 968 947 and the corresponding US-A-6,241,233 disclose a device in which at the same time ejecting a finished stack from the shaft Cover sheet is pulled into the shaft on which the next stack comes to lie.
- Stack of Printing products each have an increased thickness have excellent edges, are wrapped in such a way that those stack pages where the excellent Edges are arranged, completely covered by the wrapping and so that they are well protected. Since the mentioned stacks in one Direction across the excellent edges not very stable the stacks are parallel to the excellent ones Edges from a stacking shaft in which they are formed are ejected directly between the forks of a Fork couple. The stack is pressed between the forks and the fork pair becomes together with the pressed stack passed through a curtain of wrapping material.
- a press fork can with a movable compartment for one in the ejection position on a stack of cover sheet or Equipped with another flat product his.
- EP-A-0 586 802 and the corresponding US-A-5,370,382 disclose an apparatus for forming stacks folded printed products, in which a Pre-stacking shaft closed at the bottom with slide plates and intermediate floor elements above the slide plates can be inserted into the stacking shaft, on which to The beginning of a partial stack formation Printed products are placed on top of each other. As soon as one certain number of printed products are stacked the intermediate floor elements from the stacking shaft pulled out, causing the stacked printed products fall on the slide plates and the partial stack below Feeding of further printed products is completed. The finished partial stack is then moved apart the slide plates on a raised and lowered Set down shaft bottom.
- an additional sheet arranged between two adjacent partial stacks.
- This can cause it to separate from stacked partial stacks to a separator sheet act, for example colored and unprinted or is also printed.
- This is preferably done by adding an additional sheet to a pre-stacking shaft is introduced, in which the printed products to the Partial stacks can be stacked. Since not everyone anymore reception-specific finished stacks wrapped for themselves, must be strapped or strapped stands for Packaging, i.e. Wrapping, strapping or strapping and the removal of the finished stacks a long cycle time to disposal.
- the device shown in the figures has a stacking device 10, a device 12 for feeding additional sheets 14 and one directly to the stacking device 10 subsequent strapping station 16.
- the Device 12 for feeding the additional sheets 14 is in the example shown for providing and Printing the additional sheets 14 formed.
- the stacking device 10 and in particular the special training of Schachtes are in the same day Swiss Patent application No. 2003 0051/03. In terms of Structure and operation of the stacking device 10 is expressly referred to that patent application.
- the stacking device 10 has a pre-stacking device 18 on, the pre-stacking shaft 20 on all four sides by means of guide profiles 22 and below from two in the pre-stacking shaft 20 retractable and extendable from this Slider plates 24 is limited. At a distance above the slide plates 24 are in the pre-stacking shaft 20, For example, fork-like intermediate floor elements 26 can be retracted and extendable again.
- the construction and the Operation of this pre-stacking device 18 and its Interact with a rotatable one underneath Shaft are from EP-A-0 586 802 and the corresponding US-A-5,370,382.
- the pre-stacking device 18 are printed products 28, in present case folded newspapers, in scale formation by means of a feed conveyor designed as a belt conveyor 30 can be fed in such a way that the pre-stacking shaft 20 of is loaded at the top.
- the pre-stacking device 18 is also the device 12 assigned to feed the additional sheets 14 such that which has a pair of conveyor rollers for the cover sheets 14 Outlet 32 from the side immediately above the Slider plates 24 open into the pre-stacking shaft 20 below.
- Fig. 1 lies on the in the pre-stacking shaft 20 retracted slide plates 24 a printed Additional sheet 14 - a so-called cover sheet - on which a partial stack 34 of a certain number, in the present case five, printed products 28 is located.
- the stacking device has below the pre-stacking device 18 10 a shaft 36 which is vertical central axis of rotation 38 rotatable and its shaft floor 40th can be raised and lowered using an appropriate drive is.
- each the shaft 36 is rotated through 180 ° about the axis of rotation 38, so that the partial stacks 34 placed on top of one another in this are each rotated 180 ° relative to each other.
- the shaft floor 40 is raised until it or the top of the printed products stacked on it 28 itself a short distance below the slide plates 24 located.
- the slide plates 24 are again in the pre-stacking shaft 20 retracted as soon as the complete delivered Partial stack 34 is located in the shaft 36.
- a stack 54 of five is located in the shaft 14 Partial stacks 34, one each between the partial stacks 34 Additional sheet 14 is arranged. With these additional sheets 14 is preferably colored, optionally unprinted dividers. By means of these separator sheets the separation of the partial stacks 34 can be seen particularly well.
- the shaft 36 is at its four corners by one in vertical direction extending angle profile 42, 42 'limited.
- the seen in an ejection direction A on the upstream lying end of the shaft 36 arranged angle profiles are at 42, the downstream end arranged angle profiles designated 42 '.
- the angle profiles 42 are each on an upper and a lower Endless chain 44 attached, which in the ejection direction A seen on the upstream and the downstream End of the shaft 36 around corresponding sprockets 46 is performed.
- the angle profiles 42 ' are each corresponding on another upper and another lower chain 48 arranged, which guided around further sprockets 50 are, which are mounted coaxially to the sprockets 46 are.
- each other opposite angle profiles 42 can be moved synchronously by simultaneously driving the corresponding chains 44, with the drive motor 52 via a reversing gear arranged on the other side of the shaft 36 Chains 44 is connected.
- the angle profiles 42 'synchronous by means of another, Drive motor, not shown, can be driven.
- the angle profiles 42, 42 'are by means of the drive motors 52 are brought into a position in which they limit the shaft 36 in such a way that between them and the printed products to be stacked or already stacked 28 there is a gap to lift and lowering by means of the shaft floor 40 without injury to enable the printed products 28 arranged thereon.
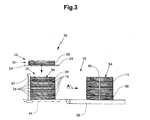
- Fig. 3 shows a finished stack formed in the shaft 36 54 during the ejection in the ejection direction A by means of the angle profiles 42.
- a previously formed outcast Finished stack 54 was in the strapping station 16 strapped by means of a band 56 and is for Transport away on a conveyor designed as a belt conveyor 58.
- the Strapping station 16 of the finished stack 54 before strapping with a tape 56 in a known manner with a film 60 can be wrapped.
- the strapping station 16 designed as a wrapping and strapping station, or the strapping station 16 is a wrapping station upstream, which the finished stack 54 of the Coming from stacking device 10 coming first. Devices suitable for this purpose are from the prior art known.
- the shaft floor 40 is cruciform, as shown in FIG. 1 and 2 is removable.
- this enables stacking of printed products 28 with a format that is smaller is the length of the shaft bottom 40 in the direction of ejection A measured because the profiles 42 and 42 'on the arms of the shaft floor running in the direction of ejection A 40 can move past.
- the ejection of a finished stack 54 already during lowering of the shaft floor 40 begin in its lower end position.
- a Finished stack formed in the shaft 36 one layer of each forming partial stack 34 from each other by an additional sheet 14 are separated.
- the finished stack 54 is in the ejection direction A ejected from the shaft 36 and the strapping station 16 fed while in the pre-stacking device 18 already the first partial stack 34 of the next finished stack 54 to be formed.
- This Partial stack 34 lies on a cover sheet - additional sheet - 14 on, which in the pre-stacking shaft 20 through the outlet 32 has been supplied.
- the intermediate floor elements 26 are retracted into the pre-stacking shaft 20 in order to the next one delivered by the feed conveyor 30 To stack printed products 28.
- the shaft 36 is rotated about the axis of rotation 38 by 180 ° and the shaft floor 40 raised so far that the top product of the partial stack 34 lying on it a short distance below the slide plates 24 themselves is located in order to then pull out the slide plates 24 from the pre-stacking shaft 20 to the next partial stack take.
- the bottom part stack 34 of the future finished stack 54 an additional sheet 14 - that Cover page - on; the partial stacks 34 are by means of a Separator separated from each other and have the corresponding Number of printed products 28.
- Printing products 28 is assigned between a Cover sheet and a slip sheet or on a slip sheet to arrange two or more sub-stacks 34, which are not separated by another additional sheet 14, but to each other are offset from one another by 180 °.
- the device 12 for feeding and optionally providing and printing the additional sheets 14 of the pre-stacking device 18 is assigned, a large processing capacity achieved. All the more so when the pre-stacking device 18 provided with intermediate floor elements 26 is.
- a device for feeding, supplying and printing of cover sheets can for example be designed in this way be that a web of paper drawn off from a supply roll printed and by this by means of a cutting device during feeding into the pre-stacking chute in each case a section is cut off. It is, of course, it is also conceivable that additional sheets are pulled from a magazine, if necessary, these are printed and then in the pre-stacking shaft 20 will be introduced. For a large processing capacity Any stacking device should preferably be enabled 10 its own device 12 for feeding and, if necessary, providing and printing the additional sheets 14 assigned.
- the feed conveyor 30 can also be a clamp conveyor act in which each printed product 28 held by a clamp, fed to the pre-stacking shaft 20 as for example from CH-A-667 065 and the corresponding US-A-4,565,130, DE-A-27 52 513 or DE-A-31 30 945 is known.
- the outlet 32 of the device 12 for feeding the additional sheets 14 even at a greater distance above the slide plates 24 can open into the pre-stacking shaft 20, so that the cover sheets 14 each lie on the partial stack 34 come.
- the outlet 32 is preferably located as in FIG 1, in the slide plates 24th
- the shaft 36 can also be designed as this is known in the art.
- the shaft 36 needs not necessarily to be rotatable about its axis.
- Ejection of finished stacks 54 is also opposed the direction of ejection A possible; for this is on the strapping station 16 facing away from the stacking device 10 arranged a conveyor.
- a rotatable shaft 36 is in front of the Recording another sub-stack 34 rotated or not turned. Additional sheets 14 can thus be the same aligned sub-stacks 34 are arranged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forming Counted Batches (AREA)
- Basic Packing Technique (AREA)
- Discharge By Other Means (AREA)
- Credit Cards Or The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH522003 | 2003-01-14 | ||
| CH522003 | 2003-01-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1439143A1 true EP1439143A1 (fr) | 2004-07-21 |
| EP1439143B1 EP1439143B1 (fr) | 2006-08-30 |
Family
ID=32514188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03029875A Expired - Lifetime EP1439143B1 (fr) | 2003-01-14 | 2003-12-27 | Méthode et dispositif pour former des piles de produits d'imprimerie, comprenant une feuille additionnelle |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7052006B2 (fr) |
| EP (1) | EP1439143B1 (fr) |
| AT (1) | ATE337998T1 (fr) |
| AU (1) | AU2004200127B2 (fr) |
| CA (1) | CA2454926A1 (fr) |
| DE (1) | DE50304840D1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2138439A2 (fr) | 2008-05-23 | 2009-12-30 | Ferag AG | Dispositif d'empilement de produits plats, notamment de produits d'impression |
| CH710406A1 (de) * | 2014-11-25 | 2016-05-31 | Ferag Ag | Vorrichtung zum Umreifen von Produktstapeln. |
| CN108975034A (zh) * | 2018-08-28 | 2018-12-11 | 霍山县雁江印务有限公司 | 一种基于纸板堆放控制的堆码机及其控制系统 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9440816B2 (en) * | 2013-11-07 | 2016-09-13 | Xerox Corporation | Systems and methods for implementing unique stack registration using rotating shelf structures for set compiling in image forming devices |
| CN103991744A (zh) * | 2014-05-22 | 2014-08-20 | 广东明泰电力装备制造有限公司 | 一种数控剪切机的自动集料机构 |
| US9592989B2 (en) * | 2015-04-29 | 2017-03-14 | Xerox Corporation | High speed multi-bin card collation system |
| JP6669861B2 (ja) * | 2015-10-16 | 2020-03-18 | オーアンドエム ハリヤード インターナショナル アンリミテッド カンパニー | 製造ラインにおいて、包装されたフェイスマスクをカートン内に自動的に積層させて充填するための方法及びシステム |
| US10414613B2 (en) * | 2016-10-07 | 2019-09-17 | Geo. M. Martin Company | Stacker load change cycle |
| CN107032170B (zh) * | 2017-06-12 | 2019-08-16 | 浙江东经科技股份有限公司 | 纸板堆码装置 |
| EP3428095B1 (fr) * | 2017-07-10 | 2021-09-15 | HP Scitex Ltd | Transport de feuilles de support d'impression |
| CN109368353B (zh) * | 2018-10-26 | 2021-02-05 | 江苏新益机械有限公司 | 一种开卷校平线的连续下料装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH667065A5 (de) * | 1983-11-30 | 1988-09-15 | Ferag Ag | Einrichtung zum herstellen von mit einem deckblatt versehenen stapeln von druckprodukten. |
| US5286016A (en) * | 1992-09-16 | 1994-02-15 | Brackett, Inc. | Apparatus and method for inserting sheets into lapstream in a direction opposite to conveying direction |
| US5704602A (en) * | 1996-10-18 | 1998-01-06 | Xerox Corporation | System for automatic print jobs separations in folders |
| EP0968947A2 (fr) * | 1998-07-03 | 2000-01-05 | Ferag AG | Dispositif pour empiler des articles plats |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE23641E (en) * | 1953-04-14 | Sheetsxsheet i | ||
| US2382998A (en) * | 1941-08-02 | 1945-08-21 | Bernard L Kleinschmidt | Sheet pile marker |
| US4183704A (en) * | 1976-10-29 | 1980-01-15 | Rima Enterprises | Compensating stacker for printed signatures |
| CH623288A5 (fr) * | 1977-10-24 | 1981-05-29 | Ferag Ag | |
| CH652840A5 (de) * | 1981-08-11 | 1985-11-29 | Grapha Holding Ag | Vorrichtung zum zaehlen der druckbogen eines schuppenstromes. |
| DE3823806A1 (de) * | 1988-07-14 | 1990-01-18 | Jagenberg Ag | Vorrichtung zum abstapeln von boegen, insbesondere von kartonboegen |
| DE59304271D1 (de) * | 1992-07-22 | 1996-11-28 | Ferag Ag | Vorrichtung zum Bilden von Stapeln aus gefalteten Druckereiprodukten |
| DE4333575A1 (de) * | 1993-10-01 | 1995-04-06 | Boewe Systec Ag | Verfahren und Vorrichtung zum Bilden und Versetzen von Stapeln aus bedruckten Blättern, insbesondere Belegen |
| DE59807047D1 (de) | 1997-07-04 | 2003-03-06 | Ferag Ag | Verfahren und Vorrichtung zum Umreifen von einzelnen Gegenständen oder von Stapeln von Gegenständen |
| DE59903938D1 (de) * | 1998-12-07 | 2003-02-06 | Ferag Ag | Verfahren und vorrichtung zur schutzumhüllung von stapeln von druckereierzeugnissen |
| DE19947329B4 (de) * | 1999-10-01 | 2005-04-28 | D E Pfaff Ingenieurbuero Gmbh | Vorrichtung zum vertikalen Bilden von Teilstapeln von Druckereiprodukten |
-
2003
- 2003-12-27 AT AT03029875T patent/ATE337998T1/de not_active IP Right Cessation
- 2003-12-27 DE DE50304840T patent/DE50304840D1/de not_active Expired - Lifetime
- 2003-12-27 EP EP03029875A patent/EP1439143B1/fr not_active Expired - Lifetime
-
2004
- 2004-01-07 AU AU2004200127A patent/AU2004200127B2/en not_active Ceased
- 2004-01-08 CA CA002454926A patent/CA2454926A1/fr not_active Abandoned
- 2004-01-13 US US10/755,951 patent/US7052006B2/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH667065A5 (de) * | 1983-11-30 | 1988-09-15 | Ferag Ag | Einrichtung zum herstellen von mit einem deckblatt versehenen stapeln von druckprodukten. |
| US5286016A (en) * | 1992-09-16 | 1994-02-15 | Brackett, Inc. | Apparatus and method for inserting sheets into lapstream in a direction opposite to conveying direction |
| US5704602A (en) * | 1996-10-18 | 1998-01-06 | Xerox Corporation | System for automatic print jobs separations in folders |
| EP0968947A2 (fr) * | 1998-07-03 | 2000-01-05 | Ferag AG | Dispositif pour empiler des articles plats |
Non-Patent Citations (1)
| Title |
|---|
| SULLIVAN A T: "STANDARD FOLDERS FOR JOB SEPARATION AS PART OF FINISHER FOR COPIER OR PRINTER", XEROX DISCLOSURE JOURNAL, XEROX CORPORATION. STAMFORD, CONN, US, vol. 23, no. 1, 1998, pages 45 - 46, XP000780331 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2138439A2 (fr) | 2008-05-23 | 2009-12-30 | Ferag AG | Dispositif d'empilement de produits plats, notamment de produits d'impression |
| EP2138439B1 (fr) * | 2008-05-23 | 2015-05-20 | Ferag AG | Dispositif d'empilement de produits plats, notamment de produits d'impression |
| CH710406A1 (de) * | 2014-11-25 | 2016-05-31 | Ferag Ag | Vorrichtung zum Umreifen von Produktstapeln. |
| EP3025970A1 (fr) * | 2014-11-25 | 2016-06-01 | Ferag AG | Dispositif de cerclage de produits empiles |
| CN108975034A (zh) * | 2018-08-28 | 2018-12-11 | 霍山县雁江印务有限公司 | 一种基于纸板堆放控制的堆码机及其控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1439143B1 (fr) | 2006-08-30 |
| AU2004200127B2 (en) | 2009-09-24 |
| CA2454926A1 (fr) | 2004-07-14 |
| US20040139694A1 (en) | 2004-07-22 |
| US7052006B2 (en) | 2006-05-30 |
| DE50304840D1 (de) | 2006-10-12 |
| ATE337998T1 (de) | 2006-09-15 |
| AU2004200127A1 (en) | 2004-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0847949B1 (fr) | Dispositif pour empiler un chant de feuilles imprimées | |
| DE69506756T3 (de) | Verfahren und Vorrichtung zum Handhaben von Bogen, die mit Informationen in einem Laserdrucker versehen sind | |
| DE60311785T2 (de) | Vertikal ausgerichtetes laterales Transfersystem für ineinandergefaltete Blätter | |
| DE2827540B1 (de) | Stapelvorrichtung fuer Faltschachteln | |
| DE69206869T2 (de) | Vorrichtung und Verfahren zum Bündeln | |
| DE60113580T2 (de) | Schneidemaschine für eine Vielzahl von Küchen- und/oder Toiletten-Papierrollen | |
| DE2232169A1 (de) | Einrichtung zur faltung von kartenmaterial | |
| DE3348075C2 (fr) | ||
| DE3421915C2 (fr) | ||
| DE2209566A1 (de) | Verfahren und Vorrichtung zur Her stellung aus einer Vielzahl von Papierbogen zusammengefugter Bucher, Broschüren oder Hefte | |
| DE3006229C2 (de) | Anlage zum Sortieren und Ablegen von Blätterstapeln | |
| CH660171A5 (de) | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften oder dgl. | |
| DE2421271A1 (de) | Verfahren und vorrichtung zur bildung einer eng aufgefaecherten reihe von druckboegen | |
| CH647735A5 (de) | Verfahren zur herstellung von stapeln aus gefalzten druckbogen und vorrichtung zur durchfuehrung des verfahrens. | |
| EP1439143B1 (fr) | Méthode et dispositif pour former des piles de produits d'imprimerie, comprenant une feuille additionnelle | |
| DE69812217T2 (de) | Maschine zum Stapeln von Bögen in Bündeln | |
| CH671924A5 (fr) | ||
| EP2015998A2 (fr) | Dispositif et procede pour enlever des bandes de paquet et pour alimenter des feuilles | |
| EP0309745B1 (fr) | Dispositif pour empiler des articles imprimés arrivant de façon continue en formation imbriquée | |
| DE19533086A1 (de) | Verfahren und Vorrichtung zum Stapeln von flächigen Erzeugnissen, insbesondere Druckereiprodukten | |
| EP0243944B1 (fr) | Dispositif pour fabriquer des paquets ou des piles de feuilles de papier pliées | |
| WO1982000995A1 (fr) | Dispositif pour l'empilage de produits plans imbriques, en particulier de produits imprimes | |
| EP1350750B1 (fr) | Méthode et dispositif pour former des piles d'objets plats arrivant en continu | |
| DE102005002532A1 (de) | Vorrichtung und Verfahren zum automatisierten und zeitgleichen Bereitstellen und Wechseln von mindestens zwei Rollen aus Papierbahnen oder dergleichen für einen nachgeordneten Formatschneider | |
| EP0591099B1 (fr) | Procédé et dispositif pour fabriquer des piles de produits en papier liées |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040913 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060830 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50304840 Country of ref document: DE Date of ref document: 20061012 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070212 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070531 |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061201 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061227 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070301 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50304840 Country of ref document: DE Representative=s name: KLUNKER IP PATENTANWAELTE PARTG MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181210 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190306 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50304840 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |