EP1439143A1 - Method and device for forming stacks of printed products, comprising an additional sheet - Google Patents
Method and device for forming stacks of printed products, comprising an additional sheet Download PDFInfo
- Publication number
- EP1439143A1 EP1439143A1 EP03029875A EP03029875A EP1439143A1 EP 1439143 A1 EP1439143 A1 EP 1439143A1 EP 03029875 A EP03029875 A EP 03029875A EP 03029875 A EP03029875 A EP 03029875A EP 1439143 A1 EP1439143 A1 EP 1439143A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stacking
- shaft
- stack
- partial
- partial stack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/04—Forming counted batches in delivery pile or stream of articles by inserting marker slips in pile or stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/32—Auxiliary devices for receiving articles during removal of a completed pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/16—Forming counted batches in delivery pile or stream of articles by depositing articles in batches on moving supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4211—Forming a pile of articles alternatively overturned, or swivelled from a certain angle
- B65H2301/42112—Forming a pile of articles alternatively overturned, or swivelled from a certain angle swivelled from 180°
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/426—Forming batches
- B65H2301/4263—Feeding end plate or end sheet before formation or after completion of a pile
Definitions
- the present invention relates to a method and a Device for making with an additional sheet provided stacks of printed products with the Features of the preamble of claim 1 and 6 respectively.
- a method and a facility of this kind are for example from CH-A-667 065 and the corresponding US-A-4,565,130.
- a shaft which according to the respective Rotate the pre-piles against each other by 180 ° be delivered.
- the in a device for Provide loose and printed cover sheets prepared cover pages are created using a Cover sheet conveyor inserted into the shaft so that one printed cover sheet each on the finished stack or to lie below the stack to be built up in the shaft comes.
- EP-A-0 968 947 and the corresponding US-A-6,241,233 disclose a device in which at the same time ejecting a finished stack from the shaft Cover sheet is pulled into the shaft on which the next stack comes to lie.
- Stack of Printing products each have an increased thickness have excellent edges, are wrapped in such a way that those stack pages where the excellent Edges are arranged, completely covered by the wrapping and so that they are well protected. Since the mentioned stacks in one Direction across the excellent edges not very stable the stacks are parallel to the excellent ones Edges from a stacking shaft in which they are formed are ejected directly between the forks of a Fork couple. The stack is pressed between the forks and the fork pair becomes together with the pressed stack passed through a curtain of wrapping material.
- a press fork can with a movable compartment for one in the ejection position on a stack of cover sheet or Equipped with another flat product his.
- EP-A-0 586 802 and the corresponding US-A-5,370,382 disclose an apparatus for forming stacks folded printed products, in which a Pre-stacking shaft closed at the bottom with slide plates and intermediate floor elements above the slide plates can be inserted into the stacking shaft, on which to The beginning of a partial stack formation Printed products are placed on top of each other. As soon as one certain number of printed products are stacked the intermediate floor elements from the stacking shaft pulled out, causing the stacked printed products fall on the slide plates and the partial stack below Feeding of further printed products is completed. The finished partial stack is then moved apart the slide plates on a raised and lowered Set down shaft bottom.
- an additional sheet arranged between two adjacent partial stacks.
- This can cause it to separate from stacked partial stacks to a separator sheet act, for example colored and unprinted or is also printed.
- This is preferably done by adding an additional sheet to a pre-stacking shaft is introduced, in which the printed products to the Partial stacks can be stacked. Since not everyone anymore reception-specific finished stacks wrapped for themselves, must be strapped or strapped stands for Packaging, i.e. Wrapping, strapping or strapping and the removal of the finished stacks a long cycle time to disposal.
- the device shown in the figures has a stacking device 10, a device 12 for feeding additional sheets 14 and one directly to the stacking device 10 subsequent strapping station 16.
- the Device 12 for feeding the additional sheets 14 is in the example shown for providing and Printing the additional sheets 14 formed.
- the stacking device 10 and in particular the special training of Schachtes are in the same day Swiss Patent application No. 2003 0051/03. In terms of Structure and operation of the stacking device 10 is expressly referred to that patent application.
- the stacking device 10 has a pre-stacking device 18 on, the pre-stacking shaft 20 on all four sides by means of guide profiles 22 and below from two in the pre-stacking shaft 20 retractable and extendable from this Slider plates 24 is limited. At a distance above the slide plates 24 are in the pre-stacking shaft 20, For example, fork-like intermediate floor elements 26 can be retracted and extendable again.
- the construction and the Operation of this pre-stacking device 18 and its Interact with a rotatable one underneath Shaft are from EP-A-0 586 802 and the corresponding US-A-5,370,382.
- the pre-stacking device 18 are printed products 28, in present case folded newspapers, in scale formation by means of a feed conveyor designed as a belt conveyor 30 can be fed in such a way that the pre-stacking shaft 20 of is loaded at the top.
- the pre-stacking device 18 is also the device 12 assigned to feed the additional sheets 14 such that which has a pair of conveyor rollers for the cover sheets 14 Outlet 32 from the side immediately above the Slider plates 24 open into the pre-stacking shaft 20 below.
- Fig. 1 lies on the in the pre-stacking shaft 20 retracted slide plates 24 a printed Additional sheet 14 - a so-called cover sheet - on which a partial stack 34 of a certain number, in the present case five, printed products 28 is located.
- the stacking device has below the pre-stacking device 18 10 a shaft 36 which is vertical central axis of rotation 38 rotatable and its shaft floor 40th can be raised and lowered using an appropriate drive is.
- each the shaft 36 is rotated through 180 ° about the axis of rotation 38, so that the partial stacks 34 placed on top of one another in this are each rotated 180 ° relative to each other.
- the shaft floor 40 is raised until it or the top of the printed products stacked on it 28 itself a short distance below the slide plates 24 located.
- the slide plates 24 are again in the pre-stacking shaft 20 retracted as soon as the complete delivered Partial stack 34 is located in the shaft 36.
- a stack 54 of five is located in the shaft 14 Partial stacks 34, one each between the partial stacks 34 Additional sheet 14 is arranged. With these additional sheets 14 is preferably colored, optionally unprinted dividers. By means of these separator sheets the separation of the partial stacks 34 can be seen particularly well.
- the shaft 36 is at its four corners by one in vertical direction extending angle profile 42, 42 'limited.
- the seen in an ejection direction A on the upstream lying end of the shaft 36 arranged angle profiles are at 42, the downstream end arranged angle profiles designated 42 '.
- the angle profiles 42 are each on an upper and a lower Endless chain 44 attached, which in the ejection direction A seen on the upstream and the downstream End of the shaft 36 around corresponding sprockets 46 is performed.
- the angle profiles 42 ' are each corresponding on another upper and another lower chain 48 arranged, which guided around further sprockets 50 are, which are mounted coaxially to the sprockets 46 are.
- each other opposite angle profiles 42 can be moved synchronously by simultaneously driving the corresponding chains 44, with the drive motor 52 via a reversing gear arranged on the other side of the shaft 36 Chains 44 is connected.
- the angle profiles 42 'synchronous by means of another, Drive motor, not shown, can be driven.
- the angle profiles 42, 42 'are by means of the drive motors 52 are brought into a position in which they limit the shaft 36 in such a way that between them and the printed products to be stacked or already stacked 28 there is a gap to lift and lowering by means of the shaft floor 40 without injury to enable the printed products 28 arranged thereon.
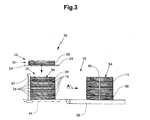
- Fig. 3 shows a finished stack formed in the shaft 36 54 during the ejection in the ejection direction A by means of the angle profiles 42.
- a previously formed outcast Finished stack 54 was in the strapping station 16 strapped by means of a band 56 and is for Transport away on a conveyor designed as a belt conveyor 58.
- the Strapping station 16 of the finished stack 54 before strapping with a tape 56 in a known manner with a film 60 can be wrapped.
- the strapping station 16 designed as a wrapping and strapping station, or the strapping station 16 is a wrapping station upstream, which the finished stack 54 of the Coming from stacking device 10 coming first. Devices suitable for this purpose are from the prior art known.
- the shaft floor 40 is cruciform, as shown in FIG. 1 and 2 is removable.
- this enables stacking of printed products 28 with a format that is smaller is the length of the shaft bottom 40 in the direction of ejection A measured because the profiles 42 and 42 'on the arms of the shaft floor running in the direction of ejection A 40 can move past.
- the ejection of a finished stack 54 already during lowering of the shaft floor 40 begin in its lower end position.
- a Finished stack formed in the shaft 36 one layer of each forming partial stack 34 from each other by an additional sheet 14 are separated.
- the finished stack 54 is in the ejection direction A ejected from the shaft 36 and the strapping station 16 fed while in the pre-stacking device 18 already the first partial stack 34 of the next finished stack 54 to be formed.
- This Partial stack 34 lies on a cover sheet - additional sheet - 14 on, which in the pre-stacking shaft 20 through the outlet 32 has been supplied.
- the intermediate floor elements 26 are retracted into the pre-stacking shaft 20 in order to the next one delivered by the feed conveyor 30 To stack printed products 28.
- the shaft 36 is rotated about the axis of rotation 38 by 180 ° and the shaft floor 40 raised so far that the top product of the partial stack 34 lying on it a short distance below the slide plates 24 themselves is located in order to then pull out the slide plates 24 from the pre-stacking shaft 20 to the next partial stack take.
- the bottom part stack 34 of the future finished stack 54 an additional sheet 14 - that Cover page - on; the partial stacks 34 are by means of a Separator separated from each other and have the corresponding Number of printed products 28.
- Printing products 28 is assigned between a Cover sheet and a slip sheet or on a slip sheet to arrange two or more sub-stacks 34, which are not separated by another additional sheet 14, but to each other are offset from one another by 180 °.
- the device 12 for feeding and optionally providing and printing the additional sheets 14 of the pre-stacking device 18 is assigned, a large processing capacity achieved. All the more so when the pre-stacking device 18 provided with intermediate floor elements 26 is.
- a device for feeding, supplying and printing of cover sheets can for example be designed in this way be that a web of paper drawn off from a supply roll printed and by this by means of a cutting device during feeding into the pre-stacking chute in each case a section is cut off. It is, of course, it is also conceivable that additional sheets are pulled from a magazine, if necessary, these are printed and then in the pre-stacking shaft 20 will be introduced. For a large processing capacity Any stacking device should preferably be enabled 10 its own device 12 for feeding and, if necessary, providing and printing the additional sheets 14 assigned.
- the feed conveyor 30 can also be a clamp conveyor act in which each printed product 28 held by a clamp, fed to the pre-stacking shaft 20 as for example from CH-A-667 065 and the corresponding US-A-4,565,130, DE-A-27 52 513 or DE-A-31 30 945 is known.
- the outlet 32 of the device 12 for feeding the additional sheets 14 even at a greater distance above the slide plates 24 can open into the pre-stacking shaft 20, so that the cover sheets 14 each lie on the partial stack 34 come.
- the outlet 32 is preferably located as in FIG 1, in the slide plates 24th
- the shaft 36 can also be designed as this is known in the art.
- the shaft 36 needs not necessarily to be rotatable about its axis.
- Ejection of finished stacks 54 is also opposed the direction of ejection A possible; for this is on the strapping station 16 facing away from the stacking device 10 arranged a conveyor.
- a rotatable shaft 36 is in front of the Recording another sub-stack 34 rotated or not turned. Additional sheets 14 can thus be the same aligned sub-stacks 34 are arranged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forming Counted Batches (AREA)
- Basic Packing Technique (AREA)
- Discharge By Other Means (AREA)
- Credit Cards Or The Like (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft ein Verfahren und eine Einrichtung zum Herstellen von mit einem Zusatzblatt versehenen Stapeln von Druckereiprodukten mit den Merkmalen des Oberbegriffs des Patentanspruchs 1 bzw. 6.The present invention relates to a method and a Device for making with an additional sheet provided stacks of printed products with the Features of the preamble of claim 1 and 6 respectively.
Ein Verfahren und eine Einrichtung dieser Art sind beispielsweise aus der CH-A-667 065 und der entsprechenden US-A-4,565,130 bekannt.A method and a facility of this kind are for example from CH-A-667 065 and the corresponding US-A-4,565,130.
Unterhalb eines Vorstapelschachtes, in welchem die von oben zugeführten Druckereiprodukte zu Vorstapeln gestapelt werden, befindet sich ein Schacht, welchem nach jeweiligem Drehen um 180° die Vorstapel gegeneinander verdreht abgegeben werden. Die in einer Vorrichtung zum Bereitstellen loser und bedruckter Deckblätter aufbereiteten Deckblätter werden mittels eines Deckblattförderers in den Schacht eingeführt, so dass jeweils ein bedrucktes Deckblatt auf den Fertigstapel oder unterhalb des im Schacht aufzubauenden Stapels zu liegen kommt.Below a pre-stacking shaft, in which the from Printing products listed above are stacked into pre-stacks there is a shaft, which according to the respective Rotate the pre-piles against each other by 180 ° be delivered. The in a device for Provide loose and printed cover sheets prepared cover pages are created using a Cover sheet conveyor inserted into the shaft so that one printed cover sheet each on the finished stack or to lie below the stack to be built up in the shaft comes.
Die EP-A-0 968 947 und die entsprechende US-A-6,241,233 offenbaren eine Vorrichtung, bei welcher gleichzeitig mit dem Ausstossen eines Fertigstapels aus dem Schacht ein Deckblatt in den Schacht hineingezogen wird, auf welchem der nächste Stapel zu liegen kommt.EP-A-0 968 947 and the corresponding US-A-6,241,233 disclose a device in which at the same time ejecting a finished stack from the shaft Cover sheet is pulled into the shaft on which the next stack comes to lie.
Bei einem aus der EP-A-0 894 721 bekannten Verfahren und bei einer entsprechenden Vorrichtung wird jeweils der Fertigstapel aus aufeinander um 180° verdreht abgelegten Teilstapeln mit Hilfe eines Schiebers aus dem Schacht ausgestossen und einem Drucker und Ausleger zugeführt, mit Hilfe derer der Stapel mit einem Deckblatt bestückt wird. Wiederum mit Hilfe eines Schiebers wird der bestückte Stapel in eine Umreifungsposition gefördert und umreift.In a method known from EP-A-0 894 721 and with a corresponding device, the Finished stacks made from one another rotated by 180 ° Partial stacking with the help of a slide from the shaft ejected and fed to a printer and delivery, with With the help of which the stack is equipped with a cover sheet. Again, with the help of a slide, the loaded one Stacked and strapped to a strapping position.
Ein weiteres Verfahren und eine weitere Vorrichtung zur Schutzumhüllung von Stapeln von Druckereierzeugnissen sind aus der WO-A-00/34127 bekannt. Stapel von Druckereiprodukten die je eine durch eine erhöhte Dicke ausgezeichnete Kante aufweisen, werden derart umhüllt, dass diejenigen Stapelseiten, in denen die ausgezeichneten Kanten angeordnet sind, von der Umhüllung ganz bedeckt und damit gut geschützt sind. Da die genannten Stapel in einer Richtung quer zu den ausgezeichneten Kanten wenig stabil sind, werden die Stapel parallel zu den ausgezeichneten Kanten aus einem Stapelschacht, in dem sie gebildet werden, ausgestossen direkt zwischen die Gabeln eines Gabelpaares. Der Stapel wird zwischen den Gabeln gepresst und das Gabelpaar zusammen mit dem gepressten Stapel wird durch einen Vorhang eines Umhüllungsmaterials geführt. Das Umhüllungsmaterial wird dann um das Gabelpaar und um den Stapel geschlossen und der umhüllte Stapel wird anschliessend an die Erstellung der Umhüllung durch eine Relativbewegung zwischen Gabelpaar und Stapel vom Gabelpaar getrennt und weggefördert. Eine Pressgabel kann mit einem beweglichen Fach für ein in der Ausstossposition auf einen Stapel aufzubringenden Deckblatt oder zum Aufbringen eines anderen flachen Produktes ausgerüstet sein. Bei der Trennung vom umhüllten Stapel und Gabelpaar wird das Fach mit dem Gabelpaar aus der Umhüllung gezogen und bleibt das Deckblatt auf dem Stapel liegen.Another method and another device for Protective wrapping of stacks of printed matter are known from WO-A-00/34127. Stack of Printing products each have an increased thickness have excellent edges, are wrapped in such a way that those stack pages where the excellent Edges are arranged, completely covered by the wrapping and so that they are well protected. Since the mentioned stacks in one Direction across the excellent edges not very stable the stacks are parallel to the excellent ones Edges from a stacking shaft in which they are formed are ejected directly between the forks of a Fork couple. The stack is pressed between the forks and the fork pair becomes together with the pressed stack passed through a curtain of wrapping material. The Wrapping material is then wrapped around the fork pair and around the Stack closed and the wrapped stack will following the creation of the envelope by a Relative movement between pair of forks and stack from Fork pair separated and carried away. A press fork can with a movable compartment for one in the ejection position on a stack of cover sheet or Equipped with another flat product his. When separating from the covered stack and pair of forks the compartment with the pair of forks is pulled out of the casing and the cover sheet remains on the stack.
Die EP-A-0 586 802 und die entsprechende US-A-5,370,382 offenbaren eine Vorrichtung zum Bilden von Stapeln aus gefalteten Druckereiprodukten, bei welcher ein Vorstapelschacht unten mittels Schieberplatten geschlossen ist und oberhalb der Schieberplatten Zwischenbodenelemente in den Stapelschacht einschiebbar sind, auf welchem zu Beginn einer Teilstapelbildung die zugeführten Druckereiprodukte aufeinander abgelegt werden. Sobald eine bestimmte Anzahl Druckereiprodukte gestapelt ist, werden die Zwischenbodenelemente aus dem Stapelschacht herausgezogen, wodurch die gestapelten Druckereiprodukte auf die Schieberplatten fallen und der Teilstapel unter Zuführung weiterer Druckereiprodukte fertiggestellt wird. Der fertige Teilstapel wird dann durch Auseinanderfahren der Schieberplatten auf einen heb- und senkbaren Schachtboden abgesetzt.EP-A-0 586 802 and the corresponding US-A-5,370,382 disclose an apparatus for forming stacks folded printed products, in which a Pre-stacking shaft closed at the bottom with slide plates and intermediate floor elements above the slide plates can be inserted into the stacking shaft, on which to The beginning of a partial stack formation Printed products are placed on top of each other. As soon as one certain number of printed products are stacked the intermediate floor elements from the stacking shaft pulled out, causing the stacked printed products fall on the slide plates and the partial stack below Feeding of further printed products is completed. The finished partial stack is then moved apart the slide plates on a raised and lowered Set down shaft bottom.
Gemäss den bekannten Verfahren und mit den bekannten Einrichtungen werden die empfängerspezifische Anzahl von Druckereiprodukten zu einem Fertigstapel gestapelt und mit einem Deckblatt versehen, dann mit einer Folie umhüllt oder mittels eines Bandes umbunden. Sind mehreren Empfängern nacheinander eine kleinere Anzahl Druckereiprodukte auszuliefern, werden die Fertigstapel mit der entsprechend geringen Anzahl Druckereiprodukte zusammengebracht, aufeinandergestapelt und für den Transport und das Handling nochmals umhüllt oder gebunden. Dies bedingt Vorrichtungen zum Zwischenlagern, aufeinander Ablegen und Umhüllen oder Binden der Fertigstapel. According to the known methods and with the known Facilities will be the recipient-specific number of Printed products stacked into a finished batch and with cover sheet, then covered with a film or tied with a ribbon. Are several Consecutively a smaller number Delivering printed products becomes the finished batch with the correspondingly small number of printed products brought together, stacked and for the Transport and handling wrapped or tied again. This requires interim storage devices Laying down and wrapping or binding the finished stacks.
Es ist deshalb eine Aufgabe der vorliegenden Erfindung, das bekannte Verfahren und die gattungsgemässe Einrichtung derart weiterzubilden, dass auf die genannten zusätzlichen Vorrichtungen verzichtet werden kann.It is therefore an object of the present invention the known method and the generic device to develop in such a way that on the mentioned additional Devices can be dispensed with.
Diese Aufgabe wird mit einem gattungsgemässen Verfahren und mit einer gattungsgemässen Einrichtung gelöst, welches bzw. welche die Merkmale im Kennzeichen des Anspruchs 1 bzw. 6 aufweist.This task is accomplished with a generic method and solved with a generic device, which or which the features in the characterizing part of claim 1 or 6.
Erfindungsgemäss wird zwischen zwei benachbarte Teilstapel ein Zusatzblatt angeordnet. Dabei kann es sich zum Trennen von aufeinanderliegenden Teilstapeln, um ein Trennblatt handeln, das beispielsweise farbig und unbedruckt oder auch bedruckt ist. In bevorzugter Weise geschieht dies, indem jeweis ein Zusatzblatt in einen Vorstapelschacht eingeführt wird, in welchem die Druckereiprodukte zu den Teilstapeln gestapelt werden. Da nun nicht mehr jeder empfangsspezifische Fertigstapel für sich umhüllt, umschnürt oder umreift werden muss, steht für die Verpackung, d.h. Umhüllen, Umschnüren oder Umreifen und den Abtransport der Fertigstapel eine grosse Zykluszeit zur Verfügung.According to the invention, between two adjacent partial stacks an additional sheet arranged. This can cause it to separate from stacked partial stacks to a separator sheet act, for example colored and unprinted or is also printed. This is preferably done by adding an additional sheet to a pre-stacking shaft is introduced, in which the printed products to the Partial stacks can be stacked. Since not everyone anymore reception-specific finished stacks wrapped for themselves, must be strapped or strapped stands for Packaging, i.e. Wrapping, strapping or strapping and the removal of the finished stacks a long cycle time to disposal.
Bevorzugte Ausführungsformen des erfindungsgemässen Verfahrens und Ausbildungsformen der erfindungsgemässen Einrichtung sind in den abhängigen Patentansprüchen angegeben.Preferred embodiments of the invention Process and training forms of the inventive Setup are in the dependent claims specified.
Das erfindungsgemässe Verfahren und die erfindungsgemässe Einrichtung wird anhand eines in der Zeichnung dargestellten Ausführungsbeispiels näher beschrieben. Es zeigen rein schematisch:
- Fig. 1
- in Seitenansicht eine erfindungsgemässe Vorrichtung zum Stapeln von Druckereiprodukten;
- Fig. 2
- in Draufsicht die in der Fig. 1 gezeigte Vorrichtung mit einer daran anschliessenden Umreifungsstation; und
- Fig. 3
- weiter vereinfacht in Ansicht die Vorrichtung mit Umreifungsstation gemäss Fig. 2.
- Fig. 1
- in side view an inventive device for stacking printed products;
- Fig. 2
- In plan view, the device shown in Figure 1 with a subsequent strapping station. and
- Fig. 3
- the device with strapping station according to FIG. 2 is further simplified in view.
Die in den Figuren gezeigte Einrichtung weist eine Stapelvorrichtung
10, eine Vorrichtung 12 zum Zuführen von Zusatzblättern
14 sowie eine unmittelbar an die Stapelvorrichtung
10 anschliessende Umreifungsstation 16 auf. Die
Vorrichtung 12 zum Zuführen der Zusatzblätter 14 ist im
gezeigten Beispiel gleichzeitig zum Bereitstellen und zum
Bedrucken der Zusatzblätter 14 ausgebildet. Die Stapelvorrichtung
10 und insbesondere die spezielle Ausbildung des
Schachtes sind in der gleichentags eingereichten Schweizer
Patentanmeldung Nr. 2003 0051/03 beschrieben. Bezüglich
Aufbau und Funktionsweise der Stapelvorrichtung 10 wird
ausdrücklich auf jene Patentanmeldung verwiesen.The device shown in the figures has a
Die Stapelvorrichtung 10 weist eine Vorstapeleinrichtung
18 auf, deren Vorstapelschacht 20 auf allen vier Seiten
mittels Führungsprofilen 22 und unten von zwei in den Vorstapelschacht
20 einfahrbaren und aus diesem ausfahrbaren
Schieberplatten 24 begrenzt ist. In einem Abstand oberhalb
der Schieberplatten 24 sind in den Vorstapelschacht 20,
beispielsweise gabelartige Zwischenbodenelemente 26 einfahrbar
und daraus wieder ausfahrbar. Der Aufbau und die
Funktionsweise dieser Vorstapeleinrichtung 18 und deren
Zusammenwirken mit einem darunter angeordneten, drehbaren
Schacht sind aus der EP-A-0 586 802 und der entsprechenden
US-A-5,370,382 bekannt. The
Der Vorstapeleinrichtung 18 sind Druckereiprodukte 28, im
vorliegenden Fall gefaltete Zeitungen, in Schuppenformation
mittels eines als Bandförderer ausgebildeten Zuförderers
30 derart zuführbar, dass der Vorstapelschacht 20 von
oben beschickt wird.The
Weiter ist der Vorstapeleinrichtung 18 die Vorrichtung 12
zum Zuführen der Zusatzblätter 14 derart zugeordnet, dass
der ein Förderrollenpaar für die Deckblätter 14 aufweisende
Auslass 32 von der Seite her unmittelbar oberhalb der
Schieberplatten 24 unten in den Vorstapelschacht 20 einmündet.
In der Fig. 1 liegt auf den in den Vorstapelschacht
20 eingefahrenen Schieberplatten 24 ein bedrucktes
Zusatzblatt 14 - ein sogenanntes Deckblatt - auf, auf welchem
sich ein Teilstapel 34 aus einer bestimmten Anzahl,
im vorliegenden Fall fünf, Druckereiprodukten 28 befindet.
Wie mit Pfeilen angedeutet, werden die Zwischenbodenelemente
26 in den Vorstapelschacht 20 eingefahren, um die
nächsten mittels des Zuförderers 30 zugeführten Druckereiprodukte
28 auf diesen zu stapeln, bis der Teilstapel 34
durch Ausfahren der Schieberplatten 24 aus dem Vorstapelschacht
20 abgegeben worden ist, die Schieberplatten 24
wieder in den Vorstapelschacht 20 eingefahren und gegebenenfalls
ein neues Zusatzblatt 14 für den nächsten Teilstapel
34 in den Vorstapelschacht 20 eingeführt worden
ist.The
Unterhalb der Vorstapeleinrichtung 18 weist die Stapelvorrichtung
10 einen Schacht 36 auf, der um eine vertikale
zentrale Drehachse 38 drehbar und dessen Schachtboden 40
mittels eines entsprechenden Antriebs heb- und senkbar
ist. Nach der Übernahme jeweils eines Teilstapels 34 kann
der Schacht 36 um 180° um die Drehachse 38 gedreht werden,
so dass die in diesem aufeinander abgelegten Teilstapel 34
jeweils um 180° relativ zueinander gedreht sind. Um die
Fallhöhe der Teilstapel 34 beim Herausziehen der Schieberplatten
24 aus dem Vorstapelschacht 20 zu verringern und
damit eine hohe Qualität der Stapelung zu erzielen, wird
jeweils der Schachtboden 40 soweit angehoben, bis er bzw.
das oberste der auf ihm gestapelten Druckereiprodukte 28
sich mit geringem Abstand unterhalb der Schieberplatten 24
befindet. Beim anschliessenden Absenken des Schachtbodens
40 werden die Schieberplatten 24 wieder in den Vorstapelschacht
20 eingefahren, sobald sich der vollständige abgegebene
Teilstapel 34 im Schacht 36 befindet.The stacking device has below the
Im Schacht 14 befindet sich ein Fertigstapel 54 aus fünf
Teilstapeln 34, wobei zwischen den Teilstapeln 34 je ein
Zusatzblatt 14 angeordnet ist. Bei diesen Zusatzblättern
14 handelt es sich um vorzugsweise farbige, gegebenenfalls
unbedruckte Trennblätter. Mittels dieser Trennblätter ist
die Trennung der Teilstapel 34 besonders gut erkennbar.A
Der Schacht 36 ist an seinen vier Ecken durch je ein in
vertikaler Richtung verlaufendes Winkelprofil 42, 42' begrenzt.
Die in einer Ausstossrichtung A gesehen am stromaufwärts
liegenden Ende des Schachtes 36 angeordneten Winkelprofile
sind mit 42, die am stromabwärts liegenden Ende
angeordneten Winkelprofile mit 42' bezeichnet. Die Winkelprofile
42 sind je an einer oberen und an einer unteren
endlosen Kette 44 befestigt, welche in Ausstossrichtung A
gesehen am stromaufwärts gelegenen und am stromabwärts gelegenen
Ende des Schachtes 36 um entsprechende Kettenräder
46 geführt ist. Entsprechend sind die Winkelprofile 42' je
an einer weiteren oberen und einer weiteren unteren Kette
48 angeordnet, welche um weitere Kettenräder 50 geführt
sind, welche gleichachsig zu den Kettenrädern 46 gelagert
sind. Mittels eines Antriebsmotors 52 sind die einander
gegenüberliegenden Winkelprofile 42 synchron bewegbar
durch den gleichzeitigen Antrieb der entsprechenden Ketten
44, wobei der Antriebsmotor 52 über ein Umkehrgetriebe mit
den auf der anderen Seite des Schachtes 36 angeordneten
Ketten 44 verbunden ist. In entsprechender Art und Weise
sind die Winkelprofile 42' synchron mittels eines weiteren,
nicht gezeigten Antriebsmotors antreibbar.The
In den Fig. 1 und 2 sind die Winkelprofile 42, 42' mittels
der Antriebsmotoren 52 in eine Position verbracht, in welcher
sie den Schacht 36 derart begrenzen, dass zwischen
ihnen und den zu stapelnden bzw. bereits gestapelten Druckereiprodukten
28 ein Spalt vorhanden ist, um ein Anheben
und Absenken mittels des Schachtbodens 40 ohne Verletzung
der darauf angeordneten Druckereiprodukte 28 zu ermöglichen.
Jedoch befinden sich die Winkelprofile 42, 42' in
einer derartigen Lage, dass die Druckereiprodukte 28 keinesfalls
aus dem Schacht 36 herausgleiten können.1 and 2, the angle profiles 42, 42 'are by means of
the
Zum Drehen des Schachtes 36 werden die auf den beiden Seiten
des Schachtes 36 angeordneten Winkelprofile 42, 42'
mittels der Antriebsmotoren 52 jeweils aufeinander zu bewegt,
bis sie an den gestapelten Druckereiprodukten 28 anliegen.
Dadurch ist ein sehr schnelles Drehen des Schachtes
36 gewährleistet, ohne dass die Gefahr vorhanden ist,
dass im Schacht 36 vorhandene Druckereiprodukte 28 verschoben
oder verdreht werden.To turn the
Zum Ausstossen eines Fertigstapels 54 in Ausstossrichtung
A aus dem Schacht 36 und gleichzeitigen Zuführen zur Umreifungsstation
16 werden vorerst die weiteren Winkelprofile
42' oder diese zusammen mit den Winkelprofilen 42 in
Ausstossrichtung A bewegt, wodurch einerseits sich die
Winkelprofile 42' aus der Bewegungsbahn des Fertigstapels
54 hinaus um die zugeordneten weiteren Kettenräder 50 in
den Bereich des aussenliegenden Rücktrums der weiteren
Ketten 48 bewegen und andererseits die Winkelprofile 42'
den Fertigstapel 54 aus dem Schacht 36 ausstossen. Sobald
der Ausstossvorgang beendet ist, werden die Winkelprofile
42 und 42' mittels der Antriebsmotoren 52 wieder in die in
den Fig. 1 und 2 gezeigte Stellung verbracht.For ejecting a
Fig. 3 zeigt einen im Schacht 36 gebildeten Fertigstapel
54 während des Ausstossens in Ausstossrichtung A mittels
der Winkelprofile 42. Die hier nicht dargestellten Winkelprofile
42' befinden sich ausserhalb der Bewegungsbahn des
Fertigstapels 54 im Bereich des Rücktrums der entsprechenden
weiteren Ketten 48. Ein vorgängig gebildeter ausgestossener
Fertigstapel 54 wurde in der Umreifungsstation
16 mittels eines Bandes 56 umreift und befindet sich zum
Wegtransport auf einem als Bandförderer ausgebildeten Wegförderer
58. Wie strichpunktiert angedeutet, kann in der
Umreifungsstation 16 der Fertigstapel 54 vor dem Umreifen
mit einem Band 56 in bekannter Art und Weise mit einer Folie
60 umhüllt werden. In diesem Fall ist die Umreifungsstation
16 als Umhüllungs- und Umreifungsstation ausgebildet,
oder ist der Umreifungsstation 16 eine Umhüllungsstation
vorgeschaltet, welcher die Fertigstapel 54 von der
Stapelvorrichtung 10 herkommend zuerst zugeführt werden.
Dazu geeignete Vorrichtungen sind aus dem Stand der Technik
bekannt.Fig. 3 shows a finished stack formed in the
Der Vollständigkeit halber sei erwähnt, dass der Schachtboden
40 kreuzförmig ausgebildet ist, wie dies den Fig. 1
und 2 entnehmbar ist. Dies ermöglicht einerseits das Stapeln
von Druckereiprodukten 28 mit einem Format, das kleiner
ist als die Länge des Schachtbodens 40 in Ausstossrichtung
A gemessen, da sich die Profile 42 und 42' an den
in Ausstossrichtung A verlaufenden Armen des Schachtbodens
40 vorbeibewegen können. Gleichzeitig ist jedoch die Stabilität
für die gestapelten Druckereiprodukte 28 durch die
rechtwinklig zur Ausstossrichtung A verlaufenden Arme des
Schachtbodens 40 gewährleistet. Andererseits kann das Ausstossen
eines Fertigstapels 54 bereits während des Absenkens
des Schachtbodens 40 in seine untere Endlage beginnen.For the sake of completeness it should be mentioned that the
Zu dem in den Fig. 1 und 2 gezeigten Zeitpunkt ist ein
Fertigstapel im Schacht 36 gebildet, dessen je eine Lage
bildende Teilstapel 34 durch je ein Zusatzblatt 14 voneinander
getrennt sind. Der Fertigstapel 54 wird in Ausstossrichtung
A aus dem Schacht 36 ausgestossen und der Umreifungsstation
16 zugeführt, während in der Vorstapeleinrichtung
18 bereits der erste Teilstapel 34 des nächsten
zu bildenden Fertigstapels 54 gebildet worden ist. Dieser
Teilstapel 34 liegt auf einem Deckblatt - Zusatzblatt - 14
auf, welches in den Vorstapelschacht 20 durch den Auslass
32 zugeführt worden ist. Die Zwischenbodenelemente 26 werden
in den Vorstapelschacht 20 eingefahren, um darauf die
nächstfolgenden mittels des Zuförderers 30 angelieferten
Druckereiprodukte 28 zu stapeln. Sobald der Fertigstapel
54 aus dem Schacht 36 ausgestossen ist, wird der Schachtboden
40 bis unter die Schieberplatten 24 angehoben, worauf
diese aus dem Vorstapelschacht 20 herausgezogen werden
und der darauf liegende Teilstapel 34 mit dem Zusatzblatt
14 auf den Schachtboden 40 zu liegen kommt. Nach dem Einfahren
der Schieberplatten 24 wird ein neues Zusatzblatt
14 - ein Trennblatt - zugeführt und werden die Zwischenbodenelemente
26 aus dem Vorstapelschacht 20 ausgefahren, um
dann den auf dem Zusatzblatt 14 liegenden Teilstapel 34
auf den Schieberplatten 24 zu vervollständigen. Währenddessen
wird der Schacht 36 um die Drehachse 38 um 180° gedreht
und der Schachtboden 40 so weit angehoben, dass das
oberste Produkt des auf ihm aufliegenden Teilstapels 34
mit geringem Abstand unterhalb der Schieberplatten 24 sich
befindet, um dann beim Herausziehen der Schieberplatten 24
aus dem Vorstapelschacht 20 den nächsten Teilstapel zu
übernehmen. Hier weist auch der unterste Teilstapel 34 des
zukünftigen Fertigstapels 54 ein Zusatzblatt 14 - das
Deckblatt - auf; die Teilstapel 34 sind mittels eines
Trennblatts voneinander getrennt und weisen die entsprechende
Anzahl Druckereiprodukte 28 auf.At the time shown in Figs. 1 and 2 is a
Finished stack formed in the
Es ist auch möglich, falls einem Empfänger eine grosse Anzahl
Druckereiprodukte 28 zugeordnet ist, zwischen einem
Deckblatt und einem Trennblatt oder auf einem Trennblatt
zwei oder mehr Teilstapel 34 anzuordnen, welche nicht
durch ein weiteres Zusatzblatt 14 getrennt, jedoch zueinander
um 180° versetzt aufeinander abgelegt sind.It is also possible if a recipient has a large
Da die Vorrichtung 12 zum Zuführen und gegebenenfalls Bereitstellen
und Bedrucken der Zusatzblätter 14 der Vorstapeleinrichtung
18 zugeordnet ist, wird eine grosse Verarbeitungskapazität
erzielt. Dies umsomehr, wenn die Vorstapeleinrichtung
18 mit Zwischenbodenelementen 26 versehen
ist.Since the
Eine Vorrichtung zum Zuführen, Bereitstellen und Bedrucken
von Deckblättern kann beispielsweise derart ausgebildet
sein, dass eine von einer Vorratsrolle abgezogene Papierbahn
bedruckt und von dieser mittels einer Schneideinrichtung
während des Zuführens in den Vorstapelschacht jeweils
ein Abschnitt abgetrennt wird. Es ist selbstverständlich
auch denkbar, dass von einem Magazin Zusatzblätter abgezogen,
diese gegebenenfalls bedruckt und dann in den Vorstapelschacht
20 eingeführt werden. Um eine grosse Verarbeitungskapazität
zu ermöglichen ist vorzugsweise jeder Stapelvorrichtung
10 eine eigene Vorrichtung 12 zum Zuführen
und gegebenenfalls Bereitstellen und Bedrucken der Zusatzblätter
14 zugeordnet. A device for feeding, supplying and printing
of cover sheets can for example be designed in this way
be that a web of paper drawn off from a supply roll
printed and by this by means of a cutting device
during feeding into the pre-stacking chute in each case
a section is cut off. It is, of course,
it is also conceivable that additional sheets are pulled from a magazine,
if necessary, these are printed and then in the
Beim Zuförderer 30 kann es sich auch um einen Klammertransporteur
handeln, bei welchem jedes Druckereiprodukt
28 von einer Klammer gehalten, dem Vorstapelschacht 20 zugeführt
wird, wie dies beispielsweise aus der CH-A-667 065
und der entsprechenden US-A-4,565,130, der DE-A-27 52 513
oder DE-A-31 30 945 bekannt ist.The
Der Vollständigkeit halber sei erwähnt, dass der Auslass
32 der Vorrichtung 12 zum Zuführen der Zusatzblätter 14
auch in einem grösseren Abstand oberhalb der Schieberplatten
24 in den Vorstapelschacht 20 einmünden kann, so dass
die Deckblätter 14 jeweils auf-den Teilstapel, 34 zu liegen
kommen. Bevorzugt befindet sich der Auslass 32, wie in
Fig. 1 gezeigt, bei den Schieberplatten 24.For the sake of completeness it should be mentioned that the
Der Schacht 36 kann auch ausgebildet sein, wie dies aus
dem Stand der Technik bekannt ist. Der Schacht 36 braucht
nicht zwingend um seine Achse drehbar zu sein.The
Es ist auch ein Ausstossen von Fertigstapeln 54 entgegen
der Ausstossrichtung A möglich; dazu ist auf der der Umreifungsstation
16 abgewandten Seite der Stapelvorrichtung
10 ein Wegförderer angeordnet.Ejection of
Ein drehbarer Schacht 36 wird je nach Bedürfnis vor der
Aufnahme eines weiteren Teilstapels 34 gedreht oder nicht
gedreht. Somit können Zusatzblätter 14 zwischen gleich
ausgerichteten Teilstapeln 34 angeordnet werden.A
Sämtliche Funktionen der Einrichtung werden mittels einer nicht gezeigten Steuerung gesteuert.All functions of the facility are carried out using a Control not shown controlled.
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH522003 | 2003-01-14 | ||
| CH522003 | 2003-01-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1439143A1 true EP1439143A1 (en) | 2004-07-21 |
| EP1439143B1 EP1439143B1 (en) | 2006-08-30 |
Family
ID=32514188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03029875A Expired - Lifetime EP1439143B1 (en) | 2003-01-14 | 2003-12-27 | Method and device for forming stacks of printed products, comprising an additional sheet |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7052006B2 (en) |
| EP (1) | EP1439143B1 (en) |
| AT (1) | ATE337998T1 (en) |
| AU (1) | AU2004200127B2 (en) |
| CA (1) | CA2454926A1 (en) |
| DE (1) | DE50304840D1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2138439A2 (en) | 2008-05-23 | 2009-12-30 | Ferag AG | Device for stacking flat products, in particular printed products |
| CH710406A1 (en) * | 2014-11-25 | 2016-05-31 | Ferag Ag | Device for strapping stacks of products. |
| CN108975034A (en) * | 2018-08-28 | 2018-12-11 | 霍山县雁江印务有限公司 | A kind of stacking machine and its control system for stacking control based on cardboard |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9440816B2 (en) * | 2013-11-07 | 2016-09-13 | Xerox Corporation | Systems and methods for implementing unique stack registration using rotating shelf structures for set compiling in image forming devices |
| CN103991744A (en) * | 2014-05-22 | 2014-08-20 | 广东明泰电力装备制造有限公司 | Automatic material collecting mechanism of numerical control shearing machine |
| US9592989B2 (en) * | 2015-04-29 | 2017-03-14 | Xerox Corporation | High speed multi-bin card collation system |
| AU2015411838A1 (en) * | 2015-10-16 | 2018-04-19 | O&M Halyard International Unlimited Company | Method and system for automated stacking and loading of wrapped facemasks into a carton in a manufacturing line |
| US10414613B2 (en) * | 2016-10-07 | 2019-09-17 | Geo. M. Martin Company | Stacker load change cycle |
| CN107032170B (en) * | 2017-06-12 | 2019-08-16 | 浙江东经科技股份有限公司 | Cardboard hay stacker |
| EP3428095B1 (en) * | 2017-07-10 | 2021-09-15 | HP Scitex Ltd | Transporting sheets of print media |
| CN109368353B (en) * | 2018-10-26 | 2021-02-05 | 江苏新益机械有限公司 | Continuous discharging device for uncoiling leveling line |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH667065A5 (en) * | 1983-11-30 | 1988-09-15 | Ferag Ag | DEVICE FOR PRODUCING STACKS OF PRINTED PRODUCTS WITH A COVER SHEET. |
| US5286016A (en) * | 1992-09-16 | 1994-02-15 | Brackett, Inc. | Apparatus and method for inserting sheets into lapstream in a direction opposite to conveying direction |
| US5704602A (en) * | 1996-10-18 | 1998-01-06 | Xerox Corporation | System for automatic print jobs separations in folders |
| EP0968947A2 (en) * | 1998-07-03 | 2000-01-05 | Ferag AG | Device for stacking flat articles |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE23641E (en) * | 1953-04-14 | Sheetsxsheet i | ||
| US2382998A (en) * | 1941-08-02 | 1945-08-21 | Bernard L Kleinschmidt | Sheet pile marker |
| US4183704A (en) * | 1976-10-29 | 1980-01-15 | Rima Enterprises | Compensating stacker for printed signatures |
| CH623288A5 (en) * | 1977-10-24 | 1981-05-29 | Ferag Ag | |
| CH652840A5 (en) * | 1981-08-11 | 1985-11-29 | Grapha Holding Ag | DEVICE FOR NUMBERING THE PRINTED SHEETS OF A DOMESTIC CURRENT. |
| DE3823806A1 (en) * | 1988-07-14 | 1990-01-18 | Jagenberg Ag | DEVICE FOR STACKING SHEETS, IN PARTICULAR OF CARDBOARD SHEETS |
| EP0586802B1 (en) * | 1992-07-22 | 1996-10-23 | Ferag AG | Device for stacking folded printed products |
| DE4333575A1 (en) * | 1993-10-01 | 1995-04-06 | Boewe Systec Ag | Method and device for forming and moving stacks from printed sheets, in particular documents |
| DE59807047D1 (en) | 1997-07-04 | 2003-03-06 | Ferag Ag | Method and device for strapping individual objects or stacks of objects |
| ATE230369T1 (en) * | 1998-12-07 | 2003-01-15 | Ferag Ag | METHOD AND DEVICE FOR PROTECTIVE COVERING STACKS OF PRINTED PRODUCTS |
| DE19947329B4 (en) * | 1999-10-01 | 2005-04-28 | D E Pfaff Ingenieurbuero Gmbh | Apparatus for vertically forming sub-stacks of printed products |
-
2003
- 2003-12-27 AT AT03029875T patent/ATE337998T1/en not_active IP Right Cessation
- 2003-12-27 EP EP03029875A patent/EP1439143B1/en not_active Expired - Lifetime
- 2003-12-27 DE DE50304840T patent/DE50304840D1/en not_active Expired - Lifetime
-
2004
- 2004-01-07 AU AU2004200127A patent/AU2004200127B2/en not_active Ceased
- 2004-01-08 CA CA002454926A patent/CA2454926A1/en not_active Abandoned
- 2004-01-13 US US10/755,951 patent/US7052006B2/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH667065A5 (en) * | 1983-11-30 | 1988-09-15 | Ferag Ag | DEVICE FOR PRODUCING STACKS OF PRINTED PRODUCTS WITH A COVER SHEET. |
| US5286016A (en) * | 1992-09-16 | 1994-02-15 | Brackett, Inc. | Apparatus and method for inserting sheets into lapstream in a direction opposite to conveying direction |
| US5704602A (en) * | 1996-10-18 | 1998-01-06 | Xerox Corporation | System for automatic print jobs separations in folders |
| EP0968947A2 (en) * | 1998-07-03 | 2000-01-05 | Ferag AG | Device for stacking flat articles |
Non-Patent Citations (1)
| Title |
|---|
| SULLIVAN A T: "STANDARD FOLDERS FOR JOB SEPARATION AS PART OF FINISHER FOR COPIER OR PRINTER", XEROX DISCLOSURE JOURNAL, XEROX CORPORATION. STAMFORD, CONN, US, vol. 23, no. 1, 1998, pages 45 - 46, XP000780331 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2138439A2 (en) | 2008-05-23 | 2009-12-30 | Ferag AG | Device for stacking flat products, in particular printed products |
| EP2138439B1 (en) * | 2008-05-23 | 2015-05-20 | Ferag AG | Device for stacking flat products, in particular printed products |
| CH710406A1 (en) * | 2014-11-25 | 2016-05-31 | Ferag Ag | Device for strapping stacks of products. |
| EP3025970A1 (en) * | 2014-11-25 | 2016-06-01 | Ferag AG | Device for bundling product stacks |
| CN108975034A (en) * | 2018-08-28 | 2018-12-11 | 霍山县雁江印务有限公司 | A kind of stacking machine and its control system for stacking control based on cardboard |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1439143B1 (en) | 2006-08-30 |
| AU2004200127B2 (en) | 2009-09-24 |
| US20040139694A1 (en) | 2004-07-22 |
| AU2004200127A1 (en) | 2004-07-29 |
| CA2454926A1 (en) | 2004-07-14 |
| US7052006B2 (en) | 2006-05-30 |
| DE50304840D1 (en) | 2006-10-12 |
| ATE337998T1 (en) | 2006-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0847949B1 (en) | Device for forming a stack of printed sheets, where these are piled on the edge | |
| DE69506756T3 (en) | Method and device for handling sheets which are provided with information in a laser printer | |
| DE60311785T2 (en) | Vertically oriented lateral transfer system for interfolded leaves | |
| DE2827540B1 (en) | Stacking device for folding boxes | |
| DE69206869T2 (en) | Bundling apparatus and method | |
| DE60113580T2 (en) | Cutting machine for a variety of kitchen and / or toilet paper rolls | |
| DE3348075C2 (en) | ||
| DE3421915C2 (en) | ||
| DE2209566A1 (en) | Method and device for the manufacture of a large number of sheets of paper joined together books, brochures or booklets | |
| DE3006229C2 (en) | System for sorting and filing stacks of sheets | |
| CH660171A5 (en) | METHOD AND DEVICE FOR THE INTERMEDIATE STORAGE OF PRINTED PRODUCTS INCLUDING IN A DOMESTIC FLOW, LIKE NEWSPAPERS, MAGAZINES OR THE LIKE. | |
| DE2421271A1 (en) | METHOD AND DEVICE FOR THE FORMATION OF A FAN-FENED SERIES OF PRINT ARCHES | |
| CH647735A5 (en) | METHOD FOR PRODUCING STACKS FROM FOLDED PRINTED SHEETS AND DEVICE FOR CARRYING OUT THE METHOD. | |
| EP1439143B1 (en) | Method and device for forming stacks of printed products, comprising an additional sheet | |
| DE69812217T2 (en) | Machine for stacking sheets in bundles | |
| CH671924A5 (en) | ||
| EP2015998A2 (en) | Device and method for removing package bands and for feeding loose sheet material | |
| EP0309745B1 (en) | Device for stacking printed products continuously arriving in an imbricated product stream | |
| DE19533086A1 (en) | Method and device for stacking flat products, in particular printed products | |
| EP0243944B1 (en) | Device for the production of bundled piles of folded paper sheets | |
| WO1982000995A1 (en) | Device for stacking overlapping plane products,particularly printed products | |
| EP1350750B1 (en) | Method and device for forming piles of continuously delivered, flat ojects | |
| DE102005002532A1 (en) | Device and method for automated and simultaneous provision and change of at least two rolls of paper webs or the like for a downstream format cutter | |
| EP0591099B1 (en) | Method and device for making tied stacks of paper products | |
| EP1950159B1 (en) | Method and device for manufacturing a stacked arrangement of flat objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040913 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060830 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50304840 Country of ref document: DE Date of ref document: 20061012 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070212 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070531 |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061201 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061227 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070301 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50304840 Country of ref document: DE Representative=s name: KLUNKER IP PATENTANWAELTE PARTG MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181210 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190306 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50304840 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |