EP1372184A2 - Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe - Google Patents
Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe Download PDFInfo
- Publication number
- EP1372184A2 EP1372184A2 EP03012802A EP03012802A EP1372184A2 EP 1372184 A2 EP1372184 A2 EP 1372184A2 EP 03012802 A EP03012802 A EP 03012802A EP 03012802 A EP03012802 A EP 03012802A EP 1372184 A2 EP1372184 A2 EP 1372184A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- electrode
- shaft
- bushing
- electrode system
- lamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229910001507 metal halide Inorganic materials 0.000 title claims description 9
- 150000005309 metal halides Chemical class 0.000 title claims description 9
- 229910052721 tungsten Inorganic materials 0.000 claims description 12
- 239000011195 cermet Substances 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 11
- 239000010937 tungsten Substances 0.000 claims description 11
- 239000000919 ceramic Substances 0.000 claims description 8
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 3
- 230000035515 penetration Effects 0.000 claims 2
- 229910052750 molybdenum Inorganic materials 0.000 description 18
- 229910052758 niobium Inorganic materials 0.000 description 15
- 239000010955 niobium Substances 0.000 description 15
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 12
- 239000011733 molybdenum Substances 0.000 description 12
- 230000008018 melting Effects 0.000 description 11
- 238000002844 melting Methods 0.000 description 11
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 10
- 238000005476 soldering Methods 0.000 description 8
- 229910000679 solder Inorganic materials 0.000 description 7
- 238000003466 welding Methods 0.000 description 4
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 3
- 229910052753 mercury Inorganic materials 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000002893 slag Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 150000004820 halides Chemical class 0.000 description 2
- 229910052702 rhenium Inorganic materials 0.000 description 2
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/04—Electrodes; Screens; Shields
- H01J61/06—Main electrodes
- H01J61/073—Main electrodes for high-pressure discharge lamps
- H01J61/0732—Main electrodes for high-pressure discharge lamps characterised by the construction of the electrode
Definitions
- the invention is based on an electrode system for a metal halide lamp and associated lamp according to the preamble of claim 1. These are in particular lamps with an output of at least 20 W, preferably from 100 W, up to powers of 400 W, possibly over 1000 W.
- EP-A 587 238 describes a metal halide lamp with a ceramic discharge vessel known, in which a two-part implementation in an elongated Stopper capillary by means of glass solder at the end of the Plug is sealed.
- the outer part of the bushing is permeable Material (niobium stick), the inner part made of halide-resistant material (for example a pen made of tungsten or molybdenum).
- halide-resistant material for example a pen made of tungsten or molybdenum.
- another solution is used, namely the replacement of the inner Mo pin part with a cermet part.
- Whose thermal expansion coefficient can be set between that of other metal parts and that of ceramics.
- a disadvantage of such solutions is that the connection between the inner part of the bushing and the electrode is very prone to breakage. This applies both to the further processing of the electrode system and in Lifetime behavior of the system when the lamp is in operation. Ultimately, can cause the electrodes to kink to burst the discharge tubes during operation.
- WO 01/82331 tries this by a multi-part arrangement of the Bypass implementation.
- this only solves the basic problem insufficient.
- the diameter of the electrode is smaller than that of the inner part, the two components by melting the End of the inner part and embedding the electrode end therein become. Melting is often done by brazing or laser soldering.
- the inner part mostly consists of molybdenum or Mo-containing cermet. there but the melting amount on the inner part can not be within the required Accuracy can be ensured reproducibly. Remedy would offer an increase in the melting length. However, that is the limit towards the maximum permissible "welding hump height".
- the maximum allowable amount of the cant is determined by the minimum allowable Capillary inner diameter of the discharge vessel determined.
- a means for positive locking in particular a notch or groove, near the end of the electrode facing the bushing appropriate. It is so close to the end of the shaft that it is from the Material of the bushing from the connection area or melting area is encased.
- the agent comprises at least one local depression or notch.
- a circumferential depression is preferred, which is V-shaped or U-shaped, can be designed rectangular or trough-shaped.
- the notch can for example by grinding or punching.
- This notch can be an irregular or regular reduction in the Cross section of the electrode. In particular, it is a circumferential notch or U-shaped or V-shaped groove.
- the recess is a provisional fixation option for a possible coil at the distal end of an extended one Electrode shaft provides by melting the end area the execution is then finally and particularly securely fixed, similar as is known as a fixing option from US-A 5 451 837.
- the implementation can be made in one piece, or in two or more parts be constructed by the outer part of niobium or another hydrogen permeable Material, while the inner part has properties, that favors the connection with the shaft (see below).
- the inner part can be replaced by an extended shaft of the electrode so that the connection technology according to the invention on the connection between the only remaining outer bushing part and accordingly elongated core pin is applied.
- the known structure of ceramic discharge vessels also includes a Elongated capillary tube (hereinafter called capillary), where through this capillary an electrically conductive, one or two part Implementation related to the discharge from an inner part and there is an outer pin-shaped part, is passed vacuum-tight.
- the bushing is usually sealed on the outside of the stopper with glass solder.
- an electrode is attached with its shaft, which in the interior of the discharge vessel protrudes.
- the lamp power is preferably between 20 and 400 W, however Larger powers (2000 W and more) are also possible.
- the attached table shows the dimensions for different lamp powers (35, 70 and 150 W) of the following parts: lamp core pin groove execution Abschmelz Scheme power material AD [ ⁇ m] Depth T [ ⁇ m] Width B [ ⁇ m] Final distance [ ⁇ m] material AD [ ⁇ m] Length [ ⁇ m] 35 W 200 30 50 50 Mo or Nb 560 150 70 W 300 50 100 50 Mo or Nb 680 225 70 W 300 60 70 70 Mo or Nb 680 225 150 W 500 70 100 70 Cermet with Mo or Nb 800 270 150 W 500 90 80 70 Cermet with Mo or Nb 800 250
- Core pin material and outer diameter in ⁇ m; Groove in the core pin: depth T, width B and distance of the groove from the distal end of the pin, each in ⁇ m; Implementation: material and outer diameter in ⁇ m; Melting area: Length of the connection area of both components in ⁇ m.
- connection between the two components implementation and The core pin is made by laser soldering.
- the inner end region is the Implementation (hereinafter referred to as the melting range), with the electrode in contact, made of Mo, W, or a cermet, the W in one Contains amount that keeps it weldable.
- the diameter of both to be connected Parts can be approximately the same size in this embodiment.
- the Electrode is preferably made of tungsten. Your first end is in the connection area embedded, the second end faces the discharge.
- the Shaft of the electrode can still be used to limit the dead volume Helix, preferably made of molybdenum, be covered, as is known per se.
- the inner part of the current feedthrough by extending the electrode core pin (usually from Tungsten) to the outer lead-through part (usually made of niobium) replace in accordance with EP-A 1 056 115.
- the elongated shaft of the electrode can also be used with a helix to limit the dead volume, preferably made of molybdenum, as in the case of the two-part Power supply (EP-A 587 238) practiced.
- the feedthrough or at least the outer part thereof in the case of a two-part feedthrough consists of an outer part which is adapted to the (aluminum oxide) ceramic and is permeable to H 2 and O 2 (in particular a niobium pin or tube, but also the use of Tantalum is possible), which is covered with glass solder and sealed.
- the inner part of the implementation consists made of a halide resistant metal (preferably molybdenum or Tungsten or its alloys) or a corresponding cermet.
- Prefers is the material molybdenum.
- the inner part is only partly on his outer end covered with glass solder and melted.
- the inside part is in particular a pen made of cermet or molybdenum or of the higher melting Tungsten.
- the tungsten can have a rhenium additive either as an alloy or as a plating on the surface.
- the Rhenium increases the high temperature resistance and corrosion resistance of tungsten.
- molybdenum is especially for mercury-containing Suitable fillings
- W is advantageous for mercury-free fillings used. In particular, W is also for relatively small watt lamps from 70 W. suitable.
- the inner part of the two-part bushing is on one side with the outer Part (niobium stick or tube) and on the other side with the electrode connected.
- the inner part can itself be constructed in several parts, for example described in WO 01/82331.
- the stopper can be made in one part, but also in several parts. For example can in a manner known per se a stopper capillary from an annular Be part of the plug.
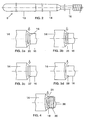
- a metal halide lamp with an output of 150 W is shown schematically in FIG. It consists of a cylindrical outer bulb 1 made of quartz glass which defines a lamp axis and is squeezed (2) and base (3) on two sides.
- the axially arranged discharge vessel 4 made of Al 2 O 3 ceramic is cylindrical or bulbous in shape and has two ends 6. It is held in the outer bulb 1 by means of two current leads 7, which are connected to the base parts 3 via foils 8.
- the power supply lines 7 are welded to bushings 9, which are each fitted in an end plug 12 at the end 6 of the discharge vessel.
- the stopper part is designed as an elongated capillary tube 12 (stopper capillary).
- the end 6 of the discharge vessel and the stopper capillary 12 are, for example, sintered together directly.
- the bushings 9 each consist of two parts.
- the outer part 13 is designed as a niobium stick and extends up to about a quarter of the length the capillary tube 12 into this.
- the inner part 14 extends inside of the capillary tube 12 towards the discharge volume. It stops on the discharge side Electrodes 15, consisting of an electrode shaft 16 Tungsten and one pushed onto the discharge end of the shaft Spiral 17.
- the inner part 14 of the implementation is on the one hand with the Electrode shaft 15 laser soldered and on the other hand with the outer part 13 the execution laser-welded.
- the niobium stick 13 is approximately 3 mm deep the stopper capillary 12 inserted and sealed by means of glass solder 10.
- the discharge vessel is filled, e.g. Argon, from mercury and additives to metal halides.
- a metal halide filling without Mercury, preferably xenon and in particular a high ignition gas Pressure well above 1.3 bar can be selected.
- FIG. 2 An electrode system is shown in detail in FIG. 2.
- implementation 9 is a system consisting of a niobium stick (or tube) as an outer part 13 and a molybdenum pin as the inner part 14.
- the niobium pin 13 is on the discharge side with the inner part 14 made of molybdenum butt welded. Inner part 14 is in the same way on the discharge side soldered to the electrode shaft 16.
- the alternative is to use an inner part 14 made of cermet with a high proportion of Mo, the remainder Al 2 O 3 .
- the shaft 16 has a diameter of 0.4 mm.
- the diameter of the inner Part is 0.8 mm, the outer part is 0.88 mm.
- the inner part 14 has that is, a 100% larger diameter than the electrode shaft 16.
- FIG. 3a The principle of the connection according to the invention is shown in FIG. 3a.
- the lamp power considered about 0.5 mm to 2 mm away from the lead-through end of the electrode shaft 16 circumferential groove 18 attached. It also has one, depending on performance Depth of 0.5 to 2 mm and a width of 0.5 to 2 mm.
- the melting area 25 extends beyond the groove 18, which is here is rectangular, from.
- the melted molybdenum serves as a solder for embedding the tungsten shaft 16.
- the groove enables an additional one Form fit and serves as a reservoir for excess melt or the slag generated when segregating cermet.
- the groove can also have a circumferential groove with a different shape
- a cross section in particular a V-shaped recess 26 (Fig. 3b) or a trough-shaped puncture 27 (Fig. 3c).
- a positive locking device that consists of two opposite one another There are notches 28 in the shaft (FIG. 3d).
- Figure 4 is on the shaft 36, which is greatly elongated and therefore replaces the inner lead-through part, a coil 20 for displacement of the dead volume is applied, which is made of molybdenum consists. The last turn 21 is held in the groove 18. While the manufacture becomes a provisional fixation up to laser welding achieved to produce the melting area.
- FIG. 5 shows an embodiment in which the bushing 30 (one-piece made of niobium) with the extended core pin 31 made of tungsten or is welded. Both components have approximately the same outside diameter.
- the means for positive locking is a notch 32.
- the connection area 33 which can contain material from both components shown here very schematically.
- FIG. 6 A further embodiment is shown in FIG. 6, in which, in addition to the first Groove 37 remote from the discharge, a second groove 38 in the vicinity of the front, discharge-side End of the shaft 39 ensures that the second Spiral end can be fixed.
- the helix is not shown. benefits result here in particular from the simplification of the automatic Orientation for the subsequent laser soldering.
- Both notches 37 and 38 are shaped like a trough with sloping side walls.
Landscapes
- Vessels And Coating Films For Discharge Lamps (AREA)
- Discharge Lamp (AREA)
Abstract
Description
| Lampe | Kernstift | Nut | Durchführung | Abschmelzbereich | ||||
| Leistung | Material | AD [µm] | Tiefe T [µm] | Breite B [µm] | Endabstand [µm] | Material | AD [µm] | Länge [µm] |
| 35 | W | 200 | 30 | 50 | 50 | Mo oder Nb | 560 | 150 |
| 70 | W | 300 | 50 | 100 | 50 | Mo oder Nb | 680 | 225 |
| 70 | W | 300 | 60 | 70 | 70 | Mo oder Nb | 680 | 225 |
| 150 | W | 500 | 70 | 100 | 70 | Cermet mit Mo oder Nb | 800 | 270 |
| 150 | W | 500 | 90 | 80 | 70 | Cermet mit Mo oder Nb | 800 | 250 |
| Kernstift: Material und Außendurchmesser in µm; | ||||||||
| Nut im Kernstift: Tiefe T, Breite B und Abstand der Nut vom entladungsfernen Ende des Stifts, jeweils in µm; | ||||||||
| Durchführung: Material und Außendurchmesser in µm; | ||||||||
| Abschmelzbereich: Länge des Verbindungsbereichs beider Komponenten in µm. |
- Figur 1
- eine Metallhalogenidlampe mit keramischem Entladungsgefäß;
- Figur 2
- das Elektrodensystem der Lampe der Figur 1 im Detail;
- Figur 3
- den Verbindungsbereich des Elektrodensystems der Figur 2 mit verschieden geformten Kerben (a bis d);
- Figur 4
- ein weiteres Ausführungsbeispiel des Verbindungsbereichs;
- Figur 5
- ein weiteres Ausführungsbeispiel des Verbindungsbereichs;
- Figur 6
- ein weiteres Ausführungsbeispiel eines Endbereichs.
Claims (13)
- Elektrodensystem für eine Metallhalogenidlampe, bestehend aus einer elektrisch leitenden Durchführung (9) und einer damit verbundenen Elektrode mit einem Schaft (16), wobei die Durchführung und die Elektrode einen Verbindungsbereich mit aufgeschmolzenen Material besitzen, in den die Elektrode mit ihrem der Durchführung zugewandten Ende des Schaftes eingebettet ist, und wobei der Schaft der Elektrode aus Wolfram gefertigt ist, dadurch gekennzeichnet, dass die Elektrode innerhalb des Verbindungsbereichs ein Mittel zum Formschluss aufweist, das aus einer zumindest lokalen Vertiefung am Schaft der Elektrode besteht.
- Elektrodensystem nach Anspruch 1, dadurch gekennzeichnet, dass die Durchführung aus einem inneren Teil (14) und einem äußeren Teil (13) besteht, wobei die Elektrode mit dem inneren Teil verbunden ist.
- Elektrodensystem nach Anspruch 2, dadurch gekennzeichnet, dass der innere Teil aus einem schweißfähigen Cermet besteht.
- Elektrodensystem nach Anspruch 1, dadurch gekennzeichnet, dass die Durchführung und der Elektrodenschaft zylindrisch sind, wobei der Durchmesser der Durchführung 80 bis 300 % des Durchmessers des Elektrodenschafts beträgt.
- Elektrodensystem nach Anspruch 1, dadurch gekennzeichnet, dass das Mittel zum Formschluss aus zwei einander gegenüberliegenden lokale n oder einer umlaufenden Vertiefung am Schaft besteht.
- Elektrodensystem nach Anspruch 5, dadurch gekennzeichnet, dass die Vertiefung U- oder V-förmig ist, wobei der Boden des U oder V eine maximale Einstichtiefe T definiert.
- Elektrodensystem nach Anspruch 6, dadurch gekennzeichnet, dass die maximale Einstichtiefe T 25 bis 40 % des Durchmessers des Schafts beträgt.
- Elektrodensystem nach Anspruch 1, dadurch gekennzeichnet, dass das Mittel zum Formschluss 0,1 bis 2 mm von dem der Durchführung zugewandten Ende des Schaftes beabstandet ist.
- Elektrodensystem nach Anspruch 1, dadurch gekennzeichnet, dass die Elektrode zusätzlich eine Wendel am entladungsfernen Ende umfasst, die den Schaft ummantelt, wobei das der Durchführung zugewandte Ende der Wendel in der Vertiefung am Schaft verankert ist.
- Entladungslampe mit einem Elektrodensystem nach Anspruch 1.
- Entladungslampe nach Anspruch 10, dadurch gekennzeichnet, dass die Lampe ein keramisches Entladungsgefäß, insbesondere aus Al2O3, enthält.
- Entladungslampe nach Anspruch 11, dadurch gekennzeichnet, dass das Entladungsgefäß zwei Enden (6) besitzt, die mit keramischen Stopfen verschlossen sind, die jeweils ein langgezogenes Kapillarrohr (12), im folgenden Stopfenkapillare genannt, enthalten, und wobei durch diese Stopfenkapillare (12) eine elektrisch leitende Durchführung (9) hindurchgeführt ist, wobei an der Durchführung eine Elektrode (16) mit einem Schaft (15) befestigt ist, die in das Innere des Entladungsgefäßes hineinragt.
- Entladungslampe nach Anspruch 10, dadurch gekennzeichnet, dass die Lampe eine Metallhalogenidfüllung besitzt.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2002126762 DE10226762A1 (de) | 2002-06-14 | 2002-06-14 | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe |
| DE10226762 | 2002-06-14 | ||
| DE20210400U DE20210400U1 (de) | 2002-07-04 | 2002-07-04 | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe |
| DE20210400U | 2002-07-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1372184A2 true EP1372184A2 (de) | 2003-12-17 |
| EP1372184A3 EP1372184A3 (de) | 2006-05-31 |
Family
ID=29585337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03012802A Withdrawn EP1372184A3 (de) | 2002-06-14 | 2003-06-05 | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6995514B2 (de) |
| EP (1) | EP1372184A3 (de) |
| JP (1) | JP2004022545A (de) |
| CA (1) | CA2432255A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010069677A1 (de) * | 2008-12-17 | 2010-06-24 | Osram Gesellschaft mit beschränkter Haftung | Entladungslampe |
| CN110444465A (zh) * | 2018-05-02 | 2019-11-12 | 欧司朗有限公司 | 用于放电灯的电极,放电灯和用于制造电极的方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7615929B2 (en) * | 2005-06-30 | 2009-11-10 | General Electric Company | Ceramic lamps and methods of making same |
| JP2007073200A (ja) * | 2005-09-02 | 2007-03-22 | Osram Melco Toshiba Lighting Kk | 高圧放電ランプ |
| JP4852718B2 (ja) * | 2005-09-07 | 2012-01-11 | 岩崎電気株式会社 | 電極支持体、それを用いた金属蒸気放電灯、および電極支持体の製造方法 |
| DE202006002833U1 (de) * | 2006-02-22 | 2006-05-04 | Patent-Treuhand-Gesellschaft für elektrische Glühlampen mbH | Hochdruckentladungslampe mit keramischem Entladungsgefäß |
| JP2011034980A (ja) * | 2010-11-04 | 2011-02-17 | Osram Melco Toshiba Lighting Kk | 高圧放電ランプ |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5829570A (ja) * | 1981-08-14 | 1983-02-21 | Pioneer Electronic Corp | 金属製の軸状物と、之に嵌插する回転体との取付構造 |
| JPH0589839A (ja) * | 1991-09-26 | 1993-04-09 | Toshiba Lighting & Technol Corp | 管球用ウエルズ |
| EP0700070A2 (de) * | 1994-09-01 | 1996-03-06 | Osram Sylvania Inc. | Kathode für Hochintensitäts-Entladungslampe |
| JP2001068062A (ja) * | 1999-01-29 | 2001-03-16 | Ngk Insulators Ltd | セラミック放電管の電極構造及びそのセラミック放電管を用いた高圧放電灯 |
| EP1150334A1 (de) * | 1999-01-26 | 2001-10-31 | Hamamatsu Photonics K.K. | Elektrode für entladungsröhre und mit solcher elektrode versehener entladungsröhre |
| WO2001082331A1 (en) * | 2000-04-19 | 2001-11-01 | Koninklijke Philips Electronics N.V. | High-pressure discharge lamp |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0587238B1 (de) | 1992-09-08 | 2000-07-19 | Koninklijke Philips Electronics N.V. | Hochdruckentladungslampe |
| JP3238909B2 (ja) | 1999-05-24 | 2001-12-17 | 松下電器産業株式会社 | メタルハライドランプ |
| EP1271595B1 (de) * | 2001-06-13 | 2013-06-05 | Ushiodenki Kabushiki Kaisha | Ultrahochdruck-Entladungslampe vom Kurzbogentyp |
| US6805603B2 (en) * | 2001-08-09 | 2004-10-19 | Matsushita Electric Industrial Co., Ltd. | Electrode, manufacturing method thereof, and metal vapor discharge lamp |
-
2003
- 2003-06-05 EP EP03012802A patent/EP1372184A3/de not_active Withdrawn
- 2003-06-12 CA CA002432255A patent/CA2432255A1/en not_active Abandoned
- 2003-06-13 US US10/460,265 patent/US6995514B2/en not_active Expired - Fee Related
- 2003-06-16 JP JP2003170790A patent/JP2004022545A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5829570A (ja) * | 1981-08-14 | 1983-02-21 | Pioneer Electronic Corp | 金属製の軸状物と、之に嵌插する回転体との取付構造 |
| JPH0589839A (ja) * | 1991-09-26 | 1993-04-09 | Toshiba Lighting & Technol Corp | 管球用ウエルズ |
| EP0700070A2 (de) * | 1994-09-01 | 1996-03-06 | Osram Sylvania Inc. | Kathode für Hochintensitäts-Entladungslampe |
| EP1150334A1 (de) * | 1999-01-26 | 2001-10-31 | Hamamatsu Photonics K.K. | Elektrode für entladungsröhre und mit solcher elektrode versehener entladungsröhre |
| JP2001068062A (ja) * | 1999-01-29 | 2001-03-16 | Ngk Insulators Ltd | セラミック放電管の電極構造及びそのセラミック放電管を用いた高圧放電灯 |
| WO2001082331A1 (en) * | 2000-04-19 | 2001-11-01 | Koninklijke Philips Electronics N.V. | High-pressure discharge lamp |
Non-Patent Citations (3)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN Bd. 006, Nr. 106 (M-213), 10. Mai 1983 (1983-05-10) -& JP 58 029570 A (PIONEER KK), 21. Februar 1983 (1983-02-21) * |
| PATENT ABSTRACTS OF JAPAN Bd. 017, Nr. 424 (E-1410), 6. August 1993 (1993-08-06) -& JP 05 089839 A (TOSHIBA LIGHTING & TECHNOL CORP), 9. April 1993 (1993-04-09) * |
| PATENT ABSTRACTS OF JAPAN Bd. 2000, Nr. 20, 10. Juli 2001 (2001-07-10) -& JP 2001 068062 A (NGK INSULATORS LTD), 16. März 2001 (2001-03-16) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010069677A1 (de) * | 2008-12-17 | 2010-06-24 | Osram Gesellschaft mit beschränkter Haftung | Entladungslampe |
| CN110444465A (zh) * | 2018-05-02 | 2019-11-12 | 欧司朗有限公司 | 用于放电灯的电极,放电灯和用于制造电极的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050280370A1 (en) | 2005-12-22 |
| US6995514B2 (en) | 2006-02-07 |
| EP1372184A3 (de) | 2006-05-31 |
| CA2432255A1 (en) | 2003-12-14 |
| JP2004022545A (ja) | 2004-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0887839B1 (de) | Hochdruckentladungslampe mit keramischem Entladungsgefäss | |
| EP0607149B1 (de) | Verfahren zum herstellen einer metallhalogenid-entladungslampe mit keramischem entladungsgefäss | |
| EP0887841B1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäss | |
| EP0887840B1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäss | |
| EP0602530A2 (de) | Verfahren zur Herstellung einer vakuumdichten Abdichtung zwischen einem keramischen und einem metallischen Partner, insbesondere für Entladungsgefässe und -lampen | |
| DE9422090U1 (de) | Keramisches Entladungsgefäß | |
| EP2020018B1 (de) | Hochdruckentladungslampe | |
| DE69403176T2 (de) | Elektrische Lampe | |
| EP0639853B1 (de) | Hochdruckentladungslampe mit keramischem Entladungsgefäss | |
| EP1372184A2 (de) | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe | |
| DE102006052715B4 (de) | Verfahren zur Herstellung einer quecksilberfreien Bogenentladungsröhre mit jeweils einem Einkristall an den Elektrodenspitzen | |
| EP1730766B1 (de) | Elektrodensystem für eine hochdruckentladungslampe | |
| DE10026802A1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäß | |
| EP1351278B1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäss | |
| DE10256389A1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäß | |
| EP1048052B1 (de) | Verfahren zur herstellung einer elektrode für entladungslampen | |
| EP0764970B1 (de) | Hochdruckentladungslampe | |
| DE10226762A1 (de) | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe | |
| DE10159580B4 (de) | Bogenentladungsröhre und Verfahren zu deren Herstellung | |
| DE202004013922U1 (de) | Metallhalogenidlampe mit keramischem Entladungsgefäß | |
| DE20210400U1 (de) | Elektrodensystem für eine Metallhalogenidlampe und zugehörige Lampe | |
| DE102006011732A1 (de) | Metallhalogenidlampe mit keramischen Entladungsgefäß | |
| DE69408787T2 (de) | Entladungslampe mit einem bimetallischen Schalter versehen und zu einer Lampe passender bimetallischen Schalter | |
| DE60111103T2 (de) | Hochdruckentladungslampe | |
| DE102005058896A1 (de) | Hochdruckentladungslampe mit keramischem Entladungsgefäß |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23K 1/18 20060101ALI20060411BHEP Ipc: H01J 61/36 20060101ALI20060411BHEP Ipc: H01J 61/073 20060101AFI20030927BHEP |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20070103 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |