EP1357033A2 - Vorrichtung zum Umreifen von Warenstücken mit Band - Google Patents
Vorrichtung zum Umreifen von Warenstücken mit Band Download PDFInfo
- Publication number
- EP1357033A2 EP1357033A2 EP03007090A EP03007090A EP1357033A2 EP 1357033 A2 EP1357033 A2 EP 1357033A2 EP 03007090 A EP03007090 A EP 03007090A EP 03007090 A EP03007090 A EP 03007090A EP 1357033 A2 EP1357033 A2 EP 1357033A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- drive
- band
- roller
- belt
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/185—Details of tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/185—Details of tools
- B65B13/187—Motor means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/22—Means for controlling tension of binding means
Definitions
- the invention relates to a device for Strapping goods with tape, in particular Plastic strap, with a housing with Belt guide channel, one rotatable with the frame supported support roller, one to the support roller pressable by means of a drive Tensioner pulley, a clamping device for that Strap end of the strapping, one Clamping device for the fed tape, one Band connection device and one Strap separator.
- Such a device is, for example, from known from DE 100 26 200 A1.
- the well-known Device is relatively bulky because of that provided eccentric drive, which has a Handlebar lever controlled, held on the base frame is.
- Another disadvantage is that several Freewheels are provided, one with Brake and one as in one direction of rotation locking freewheel is formed. The Arrangement of the freewheels causes additional Material and assembly costs.
- an extreme compact and functional device create that on freewheels with brake or in one-way locking freewheels waived.
- the tension pulley with its drive shaft rotatable eccentrically in one side of the housing stored rotary shaft which is supported by stops fixed to the housing can be rotated to a limited extent and on which the drive or drive including gear is attached and with its output shaft rotatably with the drive shaft of the tension pulley is connected, and that the end face of the Tensioner roller with a friction lining on one backing plate fixed to the housing so that the rotary shaft when starting up the drive including drive or drive-gear unit and together with the drive shaft and idler pulley limited angular degree and the tension pulley is pressed on the support roller, with another same operating mode of the drive located between the tension pulley and the support pulley Band is tensioned and by reversing the Direction of drive the rotary shaft including drive or including drive-gear unit and velvet Drive shaft and idler pulley to a limited Angle degree is turned back and the tension pulley releasing the tape from the support roller is spaced.
- the appropriate tape mainly plastic tape
- the housing provided Tape guide channel are introduced so that it the gap between the support roller and the Tension roller penetrated. That from the device Leaving tape end can, for example, manually to be placed around the corresponding item and with the free end back into the device be introduced, with the free end of the Clamping device for the tape end of the Strapping is clamped. Then you can the drive for the tensioning roller in the tensioning direction be put into operation.
- the chosen arrangement achieves that first the drive or the drive together Gearbox through the fixed stops limited by a certain degree of angle.
- the time offset can be a few tenths of a second be.
- the switch is a delay switch.
- a belt transport drive is provided, the one driven Has transport roller, by means of which the belt can be pressed against the support roller and is transportable.
- the belt transport drive is an additional one Means are provided, the user first the supplied strapping through the Device leads and spends in target position. Then the belt transport drive can be turned on, by means of which the tape pressed against the support roller and on is transported. Depending on the Commissioning time of the belt transport drive can be the length of the belt being transported be determined. The user can then, after the belt transport drive is switched off, the Place the tape around the goods package and the tape end in insert the device to the others Operations for tensioning and welding the band by means of the device.
- the belt conveyor drive the tape is transported safely, regardless of different strip thicknesses and / or regardless of any flattening the support roller, which is usually a Has elastomer covering, it is provided that the Belt transport drive by means of a frame fixed mounted swing arm is pivotally mounted, the rocker arm by means of a spring Direction is pushed onto the support roller, so that the transport roller resilient to the support roller is pressed.
- the length the transported by the belt transport drive Band is adjustable so that the Belt transport drive after passing through the corresponding tape length is switched off.
- the Belt transport drive an electric motor, especially DC motor.
- the Direction of rotation of the belt transport drive Operation of a switch is reversible through the end of the tape around the package Band that in the clamping device for the Band end is inserted, can be actuated.
- the reversal of the belt transport drive can slightly delayed to operate the Switch done through the tape end so that again the risk of pinching or crushing the user is avoided.
- the switch is a Delay switch is.
- the drive of the rotating shaft depending on the Runtime of the reversed belt transport drive can be switched on, or depending on the load electromotive belt transport drive, especially DC shunt motor, at Reaching a certain clamping torque can be switched on by the current increase of the Belt transport drive recorded and from this the Switching process for the drive is derived or with a hydraulic or air motor Drive by means of a Flow pressure relief valve can be switched on is that when a certain one is reached Flow pressure in hydraulics or pneumatics triggers.
- the reversed Belt transport drive first reaches one certain tension of the strapping.
- the acquisition of the load condition will be reached a specific setpoint of the clamping torque determined and by means of an electronic Circuit converted into a signal by means of which the drive of the rotary shaft for actuating the Tensioner is switched.
- the load-dependent Detection can with electromotive Belt transport drives, for example DC shunt motors, thereby that the current increase of the belt transport drive recorded and from this the signals for the Triggering of the switching process can be derived.
- the clamping device for the fed, tensioned belt in the clamped position is switched when the target voltage state (time-dependent or load-dependent) is reached.
- the still free band, which is only with his End is clamped in the device tensioned by means of the tensioning device.
- the Tension which is either time-dependent or again load-dependent can be, the clamping device for the fed tensioned band in the clamped position transferred so that both ends of the Strapping are fixed.
- tape cutting device Band connecting device in particular Welding device is activated.
- a possibly preferred further education is seen in that with the drive coupled gear is a worm gear, whose worm rotates with the output shaft the drive is connected and its Worm gear directed coaxially to the tensioning gear shaft is, the transmission preferably as self-locking worm gear is designed.
- the Spring means is formed by disc springs that in an annular groove in the tension roller end face are inserted, in which the friction lining is inserted.
- the Device consists of a generally with 3rd designated housing, which fixed to the frame is supported and which is a tape guide channel in which the tape according to Figure 3 from below can be introduced and by corresponding guide elements again from the Device can be led out (in Figure 3 top left).
- the device comprises one on the frame 3 rotatably supported support roller 4, the preferably an elastomeric friction lining has, and one to the support roller 4th pressable and by means of a later described drive rotatable tension pulley 5th
- the device further comprises a Clamping device 6 for the end of the Goods package 1 laid tensioning strap 2 and one Clamping device 7 for the fed band 2 in Area of the goods package 1.
- the Device a belt cutting device 8, by means of which the fed tape from the incoming Tape can be cut off so that the strapped Item 1 after tensioning the tape can be removed and a Band connecting device, for example Welding device 9, by means of which the ends of the Band, which is placed around the item 1 and around the piece of goods is clamped, connected can.
- a Band connecting device for example Welding device 9
- the tension pulley 5 is with its drive shaft 10 rotatable eccentrically in one side of the housing mounted rotary shaft 11 mounted.
- Rotary shaft 11 is on the back of the device, that is on the back of the tension roller 5 a plate 12 attached to one radially projecting stop 13.
- the housing 3 has two stops 14, 15 on the back, the limit the rotational mobility of the rotating shaft.
- On the plate 12 attached to the rotary shaft 11 is the drive 16 (an electric motor) and the associated transmission 17 attached, so that it follows the rotating movement of the rotating shaft 11.
- the drive 16, 17 is with its output shaft rotatably with the drive shaft 10 of the tension pulley 5 connected.
- the face of the tension pulley 5 is based on a friction lining 18 backing plate 19 fixed to the housing, so that at commissioning of the drive 16.17 in Clamping direction the disc 12 with its stop 13 from the position according to FIG. 6 into the position is adjusted according to Figure 7, what the adjustment from the position according to FIG. 3 into the position corresponds to Figure 4.
- a friction lining 18 and the pressure plate 19 becomes one frictional counter bearing formed which corresponding movement of the disc 12 and the Drive unit 16.17 allows.
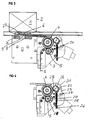
- a tape guide wedge 20 is provided, which with the rotary shaft 11th rotates. In the disengaged position of the tension pulley 5 3, this tape guide wedge 20 forms part of the tape guide.
- tension roller 5 located tension roller 5 according to Figure 4 is the Tape guide wedge 20 from the tape guide position in adjusted a position not leading the tape so that the tension roller 5 can be pressed against the support roller 4 is.
- a belt transport drive 21 provided of a driven transport roller 22, by means of which the band 2 against the Support roller 4 can be pressed and transported.
- the belt transport drive 21 is by means of a swing arm 23 mounted on the frame is pivotable supported.
- the pivot bearing is indicated at 24.
- the rocker 23 is biased by means of a Spring (helical tension spring) 25 to the support roller 4 pressed.
- the spring force can be adjusted by the Set screw 26 can be set.
- the belt transport drive 21 is by means of a the control switch, not shown switched on. Furthermore, the length of the Belt transport drive 21 transported belt 2 adjustable so that the belt transport drive 21 after running through the corresponding belt length off.
- the Belt transport drive 21 an electric motor, especially DC motor.
- the Direction of rotation of the belt transport drive 21 is reversible by pressing a switch. At the The transport roller rotates forward 22 in the view according to FIG Clockwise. When reversing the direction of rotation of the Transport drive is the belt 2, which around the goods package 1 is placed, already biased.
- the circuit of the belt transport drive in reverse direction of rotation takes place in that the End of band of the band wrapped around goods package 1 2 is inserted into the clamping device 6 and operated a switch 27 located there is coupled to the belt transport drive 21 in order to operate it in the reverse direction.
- the reversal of the Belt transport drive 21 slightly delayed for actuation of switch 27 respectively.
- the drive 16, 17 of the rotary shaft 10 is in Depends on the runtime of the rerouted Belt transport drive 21 switched or preferably depending on the load Electromotive belt transport drive 21 in that the current rise of the Belt transport drive 21 detected and from this the switching process for switching on the drive 16.17 is derived.
- the clamping device 7 for the supplied tensioned band 2 is in the clamped position switched when the target voltage state is reached.
- the Target voltage state depending on time or are recorded depending on the load, so that the Clamping device either by a Timer or by a Current rise circuit or the like is switched.
- the Tape separator 8 activated and the tape severed. Before that, the tape became relaxed that the drive 16,17 reversing is operated. Then in Disconnecting position of the belt cutting device 8 the connecting device for connecting the Band ends activated, especially the Welding device 9.
- this is with the drive 16 coupled gear 17 a worm gear, whose worm rotates with the output shaft of the drive 16 designed as an electric motor is connected and its worm wheel coaxial with Tensioning wheel shaft 10 is arranged.
- the gear is preferably as a self-locking Worm gear designed.
- the invention provides a device for Available with a compact structure and few extremely susceptible components is functional, being a semi-automatic Strapping of goods 1 is possible.
- the invention is not based on that Embodiment limited, but in the frame Revelation is often variable.
Abstract
Description
Es zeigt:
- Figur 1
- wesentliche Teile der erfindungsgemäßen Vorrichtung in Schrägansicht;
- Figur 2
- eine Ansicht analog Figur 1, wobei die Frontplatte der Vorrichtung entfernt ist;
- Figur 3
- die Vorrichtung in Frontansicht in einer Funktionslage;
- Figur 4
- desgleichen in der Spannlage;
- Figur 5
- einen Schnitt entsprechend der Schnittlinie V-V der Figur 6 gesehen;
- Figur 6
- die Vorrichtung in der Grundstellung gemäß Figur 3 von hinten gesehen;
- Figur 7
- die Vorrichtung in der Spannstellung gemäß Figur 4 von hinten gesehen;
- Figur 8
- die komplette Vorrichtung von schräg hinten gesehen.
Claims (21)
- Vorrichtung zum Umreifen von Warenstücken (1) mit Band (2), insbesondere Kunststoffband, mit einem Gehäuse (3) mit Bandführungskanal, einer gestellfest drehbar gehalterten Stützrolle (4), einer an die Stützrolle (4) andrückbaren mittels eines Antriebes (16,17) drehbaren Spannrolle (5), einer Klemmeinrichtung (6) für das Bandende des Umreifungsbandes (2), einer Klemmeinrichtung (7) für das zugeführte Band (2), einer Bandverbindungseinrichtung (9) sowie einer Bandtrennvorrichtung (8), dadurch gekennzeichnet, dass die Spannrolle (5) mit ihrer Antriebswelle (10) drehbar exzentrisch in einer gehäuseseitig gelagerten Drehwelle (11) gelagert ist, welche durch gehäusefeste Anschläge (14,15) begrenzt drehbar ist und an der der Antrieb (16) oder der Antrieb (16) samt Getriebe (17) befestigt ist und mit seiner Abtriebswelle drehfest mit der Antriebswelle (10) der Spannrolle (5) verbunden ist, und dass die Stirnfläche der Spannrolle (5) sich mit einem Reibbelag (18) an einer gehäusefesten Gegendruckplatte (19) abstützt, so dass bei Inbetriebnahme des Antriebes (16) die Drehwelle (11) samt Antrieb (16) bzw. samt Antriebs-Getriebe-Einheit (16,17) und samt Antriebswelle (10) und Spannrolle (5) um einen begrenzten Winkelgrad gedreht und die Spannrolle (5) an die Stützrolle (4) angedrückt ist, bei weiterer gleichsinniger Betriebsweise des Antriebes (16) das zwischen Spannrolle (5) und Stützrolle (4) befindliche Band (2) gespannt wird und durch Umkehr der Antriebsrichtung die Drehwelle (11) samt Antrieb (16) bzw. samt Antriebs-Getriebe-Einheit (16,17) und samt Antriebswelle (10) und Spannrolle (5), um einen begrenzten Winkelgrad zurückgedreht ist und die Spannrolle (5) von der Stützrolle (4) das Band (2) freigebend beabstandet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Inbetriebnahme des Antriebes (16) durch einen Schalter (27) ausgelöst ist, der durch das Bandende des um das Warenpaket (1) gelegten Bandes (2), das in die Klemmeinrichtung (6) für das Bandende eingeführt ist, betätigt ist.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die Inbetriebnahme des Antriebes (16) geringfügig zeitversetzt zur Betätigung des Schalters (27) erfolgt.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass der Schalter (27) ein Verzögerungsschalter ist.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass auf der Drehwelle (10) radial benachbart zur Spannrolle (5) ein Bandführungskeil (20) fixiert ist, der in der Außereingriffslage der Spannrolle (5) einen Teil der Bandführung bildet und bei in Spannlage befindlicher Spannrolle (5) aus der Bandführungslage in eine nicht bandführende Lage verstellt ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass ein Bandtransportantrieb (21) vorgesehen ist, der eine angetriebene Transportrolle (22) aufweist, mittels derer das Band (2) gegen die Stützrolle (4) andrückbar und transportierbar ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass der Bandtransportantrieb (21) mittels einer gestellfest gelagerten Schwinge (23) schwenkbar gehaltert ist, wobei die Schwinge (23) mittels einer Feder (25) in Richtung auf die Stützrolle (4) gedrängt ist, so dass die Transportrolle (22) an die Stützrolle (4) federnd angedrückt ist.
- Vorrichtung nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass der Bandtransportantrieb (21) mittels eines Bedienschalters einschaltbar ist.
- Vorrichtung nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, dass die Länge des vom Bandtransportantrieb (21) transportierten Bandes (2) einstellbar ist, so dass der Bandtransportantrieb (21) nach Durchlauf der entsprechenden Bandlänge abgeschaltet ist.
- Vorrichtung nach einem der Ansprüche 6 bis 9, dadurch gekennzeichnet, dass der Bandtransportantrieb (21) ein Elektromotor, insbesondere Gleichstrommotor, ist.
- Vorrichtung nach einem der Ansprüche 6 bis 10, dadurch gekennzeichnet, dass die Drehrichtung des Bandtransportantriebes (21) durch Betätigung eines Schalters (27) umkehrbar ist, der durch das Bandende des um das Warenpaket (1) gelegten Bandes (2), das in die Klemmeinrichtung (6) für das Bandende eingeführt ist, betätigbar ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Umsteuerung des Bandtransportantriebes (21) geringfügig zeitversetzt zur Betätigung des Schalters (27) erfolgt.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass der Schalter (27) ein Verzögerungsschalter ist.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der Antrieb (16) der Drehwelle (11) in Abhängigkeit von der Laufzeit des umgesteuerten Bandtransportantriebes (21) einschaltbar ist, oder lastabhängig bei einem elektromotorischen Bandtransportantrieb (21), insbesondere Gleichstromnebenschlussmotor, bei Erreichen eines bestimmten Spannmomentes einschaltbar ist, indem der Stromanstieg des Bandtransportantriebes (21) erfasst und aus diesem der Schaltvorgang für den Antrieb (16) abgeleitet wird oder bei einem Hydraulik- oder Luftmotor der Antrieb mittels eines Strömungsdruckbegrenzungsventils einschaltbar ist, das bei Erreichen eines bestimmten Strömungsdrucks in der Hydraulik oder Pneumatik auslöst.
- Vorrichtung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass die Klemmeinrichtung (7) für das zugeführte, gespannte Band (2) in Klemmstellung geschaltet ist, wenn der Sollspannungszustand (zeitabhängig oder lastabhängig) erreicht ist.
- Vorrichtung nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass bei in Klemmstellung befindlicher Klemmeinrichtung (7) für das zugeführte Band (2) die Bandtrennvorrichtung (8) aktiviert ist und das Band (2) vom zulaufenden Band (2) mittels der Bandtrennvorrichtung (8) abtrennbar ist.
- Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, dass bei in Trennstellung befindlicher Bandtrennvorrichtung (8) die Bandverbindungseinrichtung (9), insbesondere Schweißeinrichtung, aktiviert ist.
- Vorrichtung nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass das mit dem Antrieb (16) gekoppelte Getriebe (17) ein Schneckengetriebe ist, dessen Schnecke drehfest mit der Abtriebswelle des Antriebes (16) verbunden ist und dessen Schneckenrad koaxial zur Spannradwelle (10) gerichtet ist, wobei das Getriebe (17) vorzugsweise als selbsthemmendes Schneckengetriebe ausgelegt ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Transportrolle (22) auf ihrer dem Antrieb (21) abgewandten Fläche eine Drehhandhabe (28) zur manuellen Drehbetätigung aufweist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Reibbelag (18) der Spannrolle (5) sich unter der Wirkung eines Federmittels (29) an der Gegendruckplatte (19) abstützt.
- Vorrichtung nach Anspruch 20, dadurch gekennzeichnet, dass das Federmittel (29) durch Tellerfedern gebildet ist, die in eine Ringnut in der Spannrollenstirnfläche eingelegt sind, in die auch der Reibbelag (18) eingelegt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10218135A DE10218135B4 (de) | 2002-04-23 | 2002-04-23 | Vorrichtung zum Umreifen von Warenstücken mit Band |
| DE10218135 | 2002-04-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1357033A2 true EP1357033A2 (de) | 2003-10-29 |
| EP1357033A3 EP1357033A3 (de) | 2006-03-22 |
Family
ID=28685258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03007090A Withdrawn EP1357033A3 (de) | 2002-04-23 | 2003-03-28 | Vorrichtung zum Umreifen von Warenstücken mit Band |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6742323B2 (de) |
| EP (1) | EP1357033A3 (de) |
| CA (1) | CA2426134C (de) |
| DE (1) | DE10218135B4 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007070176A1 (en) * | 2005-12-14 | 2007-06-21 | Illinois Tool Works Inc. | Motor brake |
| CN106275558A (zh) * | 2016-09-13 | 2017-01-04 | 深圳市安思科电子科技有限公司 | 一种采用轴承支承的高效稳定的塑料管材缠膜系统 |
| EP3105128B1 (de) | 2014-02-10 | 2021-04-28 | Signode International IP Holdings LLC | Umreifungseinrichtung mit einer bandvorschubeinrichtung |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH698112B1 (de) * | 2005-09-05 | 2009-05-29 | Ats Tanner Banding Systems Ag | Banderolieren eines Packgutstapels. |
| JP5072886B2 (ja) * | 2009-03-04 | 2012-11-14 | キヤノン株式会社 | 記録装置 |
| US8281711B2 (en) * | 2011-01-04 | 2012-10-09 | Illinois Tool Works Inc. | Modular feed head with reversing motor |
| DE202011100668U1 (de) * | 2011-05-11 | 2012-08-14 | Herma Gmbh | Motorischer Vorroller mit Schlaufenbildner |
| ES2895662T3 (es) | 2012-09-24 | 2022-02-22 | Signode Int Ip Holdings Llc | Dispositivo de flejado con un balancín pivotante |
| ES2682769T3 (es) * | 2013-02-21 | 2018-09-21 | Hangzhou Youngsun Intelligent Equipment Co., Ltd. | Núcleo de máquina de embalaje |
| EP3125672B1 (de) | 2014-03-31 | 2018-06-27 | CNH Industrial America LLC | Riemengreifer für eine landwirtschaftliche ballenpresse |
| US10351275B2 (en) * | 2015-05-12 | 2019-07-16 | Signode Industrial Group Llc | Tension head with tension wheel cam biasing element for modular steel strapping machine |
| EP3907050B1 (de) * | 2020-05-06 | 2022-12-07 | Yang Bey Industrial Co., Ltd. | Vorrichtung zum schneiden von verpackungsbandlängen |
| CN114955050A (zh) * | 2022-04-21 | 2022-08-30 | 宁波钢铁有限公司 | 一种打捆机的捆带收紧控制系统及打捆机 |
| US20240025584A1 (en) * | 2022-07-21 | 2024-01-25 | Abb Schweiz Ag | Drive assembly |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10026200A1 (de) | 2000-05-26 | 2001-11-29 | Cyklop Gmbh | Vorrichtung zum Spannen von Umreifungsbändern |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE7603434L (sv) * | 1975-05-09 | 1976-11-10 | Hoesch Werke Ag | Bandspennanordning for ombindningsmaskiner |
| DE3249559A1 (de) * | 1982-05-29 | 1985-08-14 | Hoesch Ag, 4600 Dortmund | Vorschub- und spannvorrichtung fuer ein um ein packstueck zu spannendes umreifungsband |
| DE3220446A1 (de) * | 1982-05-29 | 1984-01-26 | Hoesch Werke Ag, 4600 Dortmund | Vorschub- und spannvorrichtung fuer ein um ein packstueck zu spannendes umreifungsband |
| JP2647685B2 (ja) * | 1988-04-15 | 1997-08-27 | シグノード株式会社 | 結束ストラップの操作装置 |
| JPH0649485B2 (ja) * | 1988-04-15 | 1994-06-29 | シグノード株式会社 | 結束ストラップの送出し、引戻し、引締め操作装置 |
| JP2857280B2 (ja) * | 1992-06-10 | 1999-02-17 | ストラパック株式会社 | 梱包機におけるバンド供給・引締方法及び装置 |
| IT1256240B (it) * | 1992-12-23 | 1995-11-29 | Sestese Off Mec | Dispositivo di controllo del trascinamento della reggia in una macchina reggiatrice |
| TW291470B (de) * | 1995-02-14 | 1996-11-21 | Nichiro Kogyo Kk | |
| EP0894718B1 (de) * | 1997-07-28 | 2003-04-16 | Orgapack GmbH | Bandschiebeeinrichtung einer Umreifungsmaschine |
| US6155032A (en) * | 1999-09-09 | 2000-12-05 | Lai; Chien-Fa | Automatic wrapper |
| DE10024049A1 (de) * | 2000-05-16 | 2001-11-22 | Mosca G Maschf | Verfahren und Vorrichtung zum Reibschweißen eines thermoplastischen Bandes |
| DE60108476T2 (de) * | 2001-04-09 | 2006-03-23 | Nichiro Kogyo Co. Ltd., Yokohama | Verschnürungsmaschine mit Bandführungskanal |
-
2002
- 2002-04-23 DE DE10218135A patent/DE10218135B4/de not_active Expired - Fee Related
-
2003
- 2003-03-28 EP EP03007090A patent/EP1357033A3/de not_active Withdrawn
- 2003-04-22 CA CA002426134A patent/CA2426134C/en not_active Expired - Fee Related
- 2003-04-22 US US10/420,958 patent/US6742323B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10026200A1 (de) | 2000-05-26 | 2001-11-29 | Cyklop Gmbh | Vorrichtung zum Spannen von Umreifungsbändern |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007070176A1 (en) * | 2005-12-14 | 2007-06-21 | Illinois Tool Works Inc. | Motor brake |
| US7556129B2 (en) | 2005-12-14 | 2009-07-07 | Illinois Tool Works, Inc, | Motor brake |
| EP3105128B1 (de) | 2014-02-10 | 2021-04-28 | Signode International IP Holdings LLC | Umreifungseinrichtung mit einer bandvorschubeinrichtung |
| US11312519B2 (en) | 2014-02-10 | 2022-04-26 | Signode Industrial Group Llc | Strapping apparatus |
| CN106275558A (zh) * | 2016-09-13 | 2017-01-04 | 深圳市安思科电子科技有限公司 | 一种采用轴承支承的高效稳定的塑料管材缠膜系统 |
| CN106275558B (zh) * | 2016-09-13 | 2018-09-28 | 安徽伊法拉电气有限公司 | 一种采用轴承支承的高效稳定的塑料管材缠膜系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6742323B2 (en) | 2004-06-01 |
| DE10218135B4 (de) | 2006-07-27 |
| DE10218135A1 (de) | 2003-11-13 |
| CA2426134C (en) | 2006-11-28 |
| CA2426134A1 (en) | 2003-10-23 |
| US20030221566A1 (en) | 2003-12-04 |
| EP1357033A3 (de) | 2006-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1283797B1 (de) | Vorrichtung zum spannen von umreifungsbändern | |
| EP2897866B1 (de) | Umreifungsvorrichtung mit einer schwenkbaren wippe | |
| DE10218135B4 (de) | Vorrichtung zum Umreifen von Warenstücken mit Band | |
| CH708294A2 (de) | Umreifungsvorrichtung. | |
| EP0999132B1 (de) | Umreifungsgerät | |
| DD202269A5 (de) | Vorrichtung zum spannen, verschliessen und abschneiden von kunststoffbaendern fuer packstueckumreifungen | |
| DE3028729A1 (de) | Umschuerungsgeraet | |
| EP0723512B1 (de) | Vorrichtung zum spannen und verschliessen von umreifungsbändern | |
| EP1066933B1 (de) | Motorkettesäge mit einer Kettenbremseinrichtung | |
| DE4425908C2 (de) | Umbindungsmaschine | |
| EP0744343B1 (de) | Spann- und Verschliessvorrichtung zum Umreifen eines Gegenstandes mit einem Kunststoffband | |
| DE2343368A1 (de) | Verpackungsmaschine | |
| DE3023526A1 (de) | Maschine zum umreifen von packstuecken mittels eines schweissbaren kunststoffbandes | |
| DE3229869C2 (de) | ||
| DE2612628A1 (de) | Hilfs- oder notantrieb fuer ein motorisch angetriebenes rolltor | |
| DE3819135C1 (de) | ||
| DE3525647C2 (de) | ||
| DE950836C (de) | Spann- und Verschliessmaschine fuer Packstuecke | |
| DE19754275C2 (de) | Handschraubgerät | |
| EP0523520B1 (de) | Hygienetoilette mit heb- und senkbarer Sitzbrille und Papierauflage | |
| WO1995029494A1 (de) | Spannvorrichtung für einen federspeicher | |
| DE2243543C3 (de) | Eintourenkupplung für den Binderwellen- und Nadelantrieb von landwirtschaftlichen Ballenpressen | |
| DE2748619C3 (de) | Schneidwerk einer Vorrichtung zum Zerkleinern von Schriftgut | |
| DE2529818A1 (de) | Freilaufknarre zum drehen von schrauben und dergleichen | |
| DE3035479A1 (de) | Antriebseinrichtung fuer insbesondere offsetdruckmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060408 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20061213 |