EP1342840B1 - Kalander und Verfahren zum Glätten einer Faserstoffbahn - Google Patents
Kalander und Verfahren zum Glätten einer Faserstoffbahn Download PDFInfo
- Publication number
- EP1342840B1 EP1342840B1 EP20030001198 EP03001198A EP1342840B1 EP 1342840 B1 EP1342840 B1 EP 1342840B1 EP 20030001198 EP20030001198 EP 20030001198 EP 03001198 A EP03001198 A EP 03001198A EP 1342840 B1 EP1342840 B1 EP 1342840B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- heat
- nip
- roll
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 11
- 238000009499 grossing Methods 0.000 title claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 9
- 230000001939 inductive effect Effects 0.000 claims description 4
- 230000000284 resting effect Effects 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 34
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/006—Calenders; Smoothing apparatus with extended nips
Definitions
- the invention relates to a calender for smoothing a fibrous web, in particular a paper or board web, with a broad nip formed by a roller and a jacket resting against it over a predetermined peripheral portion, and with a heating device. Furthermore, the invention relates to a method for smoothing a fibrous web, in particular a paper or board web, which is subjected to temperature and pressure in a nip, which is formed by a roller and a voltage applied thereto over a predetermined peripheral portion jacket.
- a broad nip formed by a roller and a mantle applied thereto over a predetermined peripheral portion has formed over a nip, which is formed by two rollers, the advantage that the residence time of the web in the nip is much longer.
- the compressive stress is lower even with otherwise equal forces than in a "normal" nip. It is therefore possible to use a wide nip for volume-saving smoothing of the web. This is particularly advantageous in the processing of cardboard webs.
- the jacket is pressed by means of a support shoe against the roller. He is so flexible that he can adapt to the curvature of the roller. The mantle is thus concave on a part of its circulation.
- the document EP 1 314 821 A2 which is prior art under Art. 54 (3) EPC, shows a calender for smoothing a fibrous web with a nip formed by a roll and a jacket resting against it over a predetermined peripheral portion, and with US Pat a heating device.
- the roller has a heat-insulating base, which is externally provided with a thin heat-conducting layer, which has a comparatively low heat capacity.
- the heater heats the surface layer.
- a heat balance between the web and the surface layer is at least substantially complete when the web leaves the nip.
- WO 95/10659 shows a calender.
- a roll of this calender has a base made of a steel alloy, on which a thinner surface layer is applied, which has a thickness of a few tenths of an inch and has an intimate contact with the surface of the hollow body.
- the surface layer may be formed of copper, for example.
- EP 0 258 169 A1 shows a press device for removing a liquid from a fibrous web.
- the fibrous web is passed through a press nip, which is formed between a roller and a circulating belt, wherein between the fibrous web and the circulating belt, a felt is guided.
- DE 39 37 246 A1 shows a calendering process in which a web is passed through a nip.
- the nip is formed by a heated roller and an elastically coated roller.
- the elastically coated roll is heated to a high temperature to smooth the web.
- the invention has for its object to avoid a Flashverdampfung at the exit of the broad nip.
- the roller has a heat-insulating body, which is externally provided with a thin heat-conducting layer whose heat capacity is low, the heat capacity of the heat-conducting layer and the speed of the web so are matched to one another that a heat transfer from the roller to the web is limited to a predetermined section of the broad nip and the surface temperature of the fibrous web at the exit of the broad nip is below 100 ° C.
- This residence time depends on the geometric extent of the broad nip and on the speed of the web passing through the nip.
- the heat transfer from the roller to the web can be determined in advance. You just have to Ensure that the heat transfer from the roller to the web is completed after a predetermined time, in which the web is still in the nip. The subsequent temperature compensation causes the web to cool sufficiently.
- the heat-conducting layer has a coefficient of thermal expansion which keeps a thermally induced change in width during operation below 1.3%. This avoids that the heat-conducting layer undergoes a change in width widthwise when it cools there due to the heat transfer to the web. Such a change in width could lead to wrinkles or other markings in the web.
- the load of the roller more specifically, the stress of the joint between the heat-conductive layer and the heat-insulating base body is kept small. Shear stresses that could lead to a detachment of the heat-conducting layer, occur practically not or only to a very small extent.
- the heater acts from the outside on the roller and / or the roller facing side of the web.
- the heater thus contributes heat from the outside into the heat-conducting layer. This is conveniently done just before the nip.
- a heat balance between the web and the heat-conducting layer which is associated with a temperature increase of the web and a reduction in temperature of the heat-conducting layer. Due to the relatively long residence time of the web in the nip resulting in temperature compensation operations over the cross section of the train.
- the web When entering the broad nip, the web can therefore thoroughly come into contact with a very hot heat-conducting layer of the roller, which has the corresponding positive effects on the smoothness of the surface. Since the web continues to rest on the very smooth surface of the roller during subsequent cooling of the web, the decrease in temperature does not result in any deterioration in the smoothness of the web. The smoothness once reached is rather “frozen", so that the web with the desired smoothness is present at the exit of the broad nip.
- the temperature compensation assumes that there is also a colder element in the elements forming the broad nip, for example the jacket. After a predetermined distance in the nip then a temperature compensation has taken place such that at the surface of the web, a temperature of 100 ° C is no longer reached.
- the heating device is designed as an inductive heating device.
- An inductive heating device has the advantage that it can apply in principle the entire cross section of the heat-conducting layer with an elevated temperature. The heat capacity of this layer is thus fully utilized.
- the length of the subsection is at most half the Breitnips.
- the web thus has the possibility to cool down over the other half, so that it is ensured that the web has a temperature of less than 100 ° C. at least at its surface at the outlet of the broad nip.
- the above object is achieved by limiting the heat transfer from the roller to the web to a predetermined section of the broad nip and brings the surface of the fibrous web to the exit of the broad nip below 100 ° C.
- this procedure makes use of the advantageous effects of an elevated temperature when processing the surface of the web.
- the elevated temperature is limited to a section at the beginning of the broad nip. Even within the broad nip, a complete temperature balance between the roller and the web at the surface takes place so that further heat transfer from the roller to the web is no longer possible.
- the web has the ability to effect a temperature compensation to colder areas of the broad nip, for example to the mantle, so that the vapor in the web can condense again to moisture.
- the roller is heated from the outside.
- the heat can be entered into the outer layer of the roller, wherein the heat absorption is limited by the heat capacity of this layer.
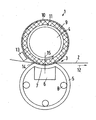
- the figure shows a calender 1 for smoothing a fibrous web 2, in particular a paper or board web, which will be referred to simply as "web" hereinafter.
- the web 2 runs for the purpose of smoothing through a nip 3, which is formed by a roller 4 and a jacket 5, which is pressed by means of a support shoe 6 against the circumference of the roller 4.
- the jacket 5 must be deformable so that it adapts to the curvature of the roller 4.
- the jacket 5 thus assumes a concave shape on a part of its circulation.
- the support shoe 6 has a pressure surface 7, which is provided in a manner not shown, but known per se with means for producing a lubrication.
- a pressure surface 7 is provided in a manner not shown, but known per se with means for producing a lubrication.
- openings may be provided here through which oil can escape in order to hydrostatically lubricate the contact surface between the support shoe 6 and the jacket 5.
- the jacket is guided over schematically illustrated guide rollers 8, so that it can rotate in the manner of a roller.
- Such a device is also referred to as a "shoe press”.
- the roller 4 has a heat-insulating base body 9, which is externally provided with a relatively thin layer 10 of a thermally conductive material.
- the base body 9 may consist of a plastic which is applied to a roller tube 11 and largely prevents heat transfer from the surface to the roller tube 11.
- the thin thermally conductive layer 10 may be formed of a metal, for example steel. It has due to their small extent only a very small heat capacity, but a very smooth surface.
- a heater 13 is arranged, which heats the surface of the roller 4 from the outside.
- the heater 13 is formed as an inductive heater, i. it generates by means of electrical and / or magnetic fields, for example eddy currents in the layer 10, which in turn lead to an increase in temperature of the layer 10.
- the heater 13 is arranged so close to the beginning 14 of the wide nip 3, that a significant cooling of the layer 10 has not yet taken place until entering the broad nip 3.
- the web 2 thus meets a relatively hot roller 4, when it enters the nip 3.
- the temperature of the surface of the roller 4 may well be in a range of 150 ° C to 200 ° C.
- a temperature compensation i. E. a heat transfer from the layer 10 to the web 2.
- the voltage applied to the roller 4 surface of the web 2 is heated very quickly.
- the associated high temperature and the smoothness of the surface of the layer 10 cause the web 2 is smoothed in any case on the voltage applied to the roller 4 side with high quality.
- the heat capacity of the layer 10 is relatively small, so that the heat transfer from the layer 10 to the web 2 is already completed a short time after entry into the nip 3.
- With a corresponding vote of the speed of the web 2 to the heat capacity of the layer 10 can ensure that the heat transfer to the web is limited to the first half of the broad nip 3.
- Within the web 2 is then carried out a temperature compensation to the colder side, so the jacket 5, so that the Surface temperature of the web 2 falls below the limit of 100 ° C.
- the layer 10 is formed of a material having a very small coefficient of thermal expansion. This avoids that the layer 10 contracts in the axial direction of the roller 4 when the layer 10 cools. Such a contraction could cause adverse phenomena in the web 2, such as wrinkles. Also, a stress on the connection between the layer 10 and the base body 9 could take place if the thermal expansion coefficient would be too large.
Landscapes
- Paper (AREA)
Description
- Die Erfindung betrifft einen Kalander zum Glätten einer Faserstoffbahn, insbesondere einer Papier- oder Kartonbahn, mit einem Breitnip, der durch eine Walze und einen daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel gebildet ist, und mit einer Heizeinrichtung. Ferner betrifft die Erfindung ein Verfahren zum Glätten einer Faserstoffbahn, insbesondere einer Papier- oder Kartonbahn, die in einem Breitnip, der durch eine Walze und einen daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel gebildet ist, mit Temperatur und Druck beaufschlagt wird.
- Ein derartiger Kalander und ein derartiges Verfahren sind aus EP 0 370 185 B2 bekannt. Auch WO 01/83883 A1 zeigt einen derartigen Kalander und ein derartiges Verfahren.
- Ein Breitnip, der durch eine Walze und einen daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel gebildet wird, hat gegenüber einem Nip, der durch zwei Walzen gebildet ist, den Vorteil, daß die Verweilzeit der Bahn im Breitnip wesentlich länger ist. Hinzu kommt, daß die Druckspannung auch bei ansonsten gleichen Kräften geringer ist als in einem "normalen" Nip. Man kann daher einen Breitnip zum volumenschonenden Glätten der Bahn verwenden. Dies ist insbesondere bei der Bearbeitung von Kartonbahnen von Vorteil.
- Der Mantel wird mit Hilfe eines Stützschuhs gegen die Walze gedrückt. Er ist dabei so flexibel, daß er sich der Krümmung der Walze anpassen kann. Der Mantel ist also auf einem Teil seines Umlaufs konkav ausgeformt.
- Man erhält bessere Glättewerte der Bahn, wenn man die Bahn nicht nur mit erhöhtem Druck, sondern auch mit erhöhter Temperatur beaufschlagt. In einem Breitnip hat diese Vorgehensweise allerdings unter Umständen einen Nachteil: Man kann am Ausgang des Breitnips vielfach einen sehr plötzlichen Dampfaustritt beobachten, eine sogenannte Flashverdampfung. Dies ist darauf zurückzuführen, daß die Bahn im Breitnip so weit aufgeheizt wird, und zwar nicht nur an ihrer Oberfläche, daß in der Bahn enthaltende Feuchtigkeit verdampft. Im Breitnip selbst kann der Dampf nicht aus der Bahn austreten, weil er durch die Walzenoberfläche und die Oberfläche des Mantels daran gehindert wird. Sobald aber diese beiden Begrenzungen von der Bahn abgenommen werden, tritt der Dampf aus. Der austretende Dampf kann die Oberfläche der Bahn regelrecht aufreißen, so daß die im Breitnip erzielte Glätte vor allem der Seite der Bahn, die an der Walze angelegen hat, wieder zerstört wird.
- Das zum Stand der Technik nach Art. 54(3) EPÜ zu zählende Dokument EP 1 314 821 A2 zeigt einen Kalander zu Glätten einer Faserstoffbahn mit einem Breitnip, der durch eine Walze und einem daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel gebildet ist, und mit einer Heizeinrichtung. Die Walze weist einen wärmeisolierenden Grundkörper auf, der außen mit einer dünnen wärmeleitenden Schicht versehen ist, die eine nur vergleichsweise geringe Wärmekapazität hat. Die Heizeinrichtung beheizt die Oberflächenschicht. Ein Wärmeausgleich zwischen der Bahn und der Oberflächenschicht ist zumindest weitgehend abgeschlossen, wenn die Bahn den Breitnip verläßt.
- WO 95/10659 zeigt einen Kalander. Eine Walze dieses Kalanders weist einen Grundkörper aus einer Stahllegierung auf, auf die eine dünnere Oberflächenschicht aufgebracht ist, die eine Dicke von wenigen Zehntel Zoll hat und einen innigen Kontakt mit der Oberfläche des Hohlkörpers aufweist. Die Oberflächenschicht kann beispielsweise aus Kupfer gebildet sein.
- EP 0 258 169 A1 zeigt eine Pressenvorrichtung zum Entfernen einer Flüssigkeit aus einer Faserstoffbahn. Die Faserstoffbahn wird durch eine Preßspalt geführt, der zwischen einer Walze und einem umlaufenden Band gebildet ist, wobei zwischen der Faserstoffbahn und dem umlaufenden Band ein Filz geführt ist.
- DE 39 37 246 A1 zeigt ein Kalandrierverfahren, bei dem eine Bahn durch einen Nip geführt wird. Der Nip ist gebildet durch eine beheizte Walze und eine elastisch beschichtete Walze. Die elastisch beschichtete Walze wird auf eine hohe Temperatur erwärmt, um die Bahn zu glätten.
- Der Erfindung liegt die Aufgabe zugrunde, eine Flashverdampfung am Ausgang des Breitnips zu vermeiden.
- Diese Aufgabe wird bei einem Kalander der eingangs genannten Art dadurch gelöst, daß die Walze einen wärme-isolierenden Grundkörper aufweist, der außen mit einer dünnen wärmeleitenden Schicht versehen ist, deren Wärmekapazität gering ist, wobei die Wärmekapazität der wärmeleitenden Schicht und die Geschwindigkeit der Bahn so aufeinander abgestimmt sind, daß ein Wärmeübergang von der Walze auf die Bahn auf einen vorbestimmten Teilabschnitt des Breitnips beschränkt ist und die Oberflächentemperatur der Faserstoffbahn am Ausgang des Breitnips unter 100°C liegt.
- Aufgrund der geringen Wärmekapazität ist es nun möglich, die Wärmeabgabe auf einen vorbestimmten Teilabschnitt des Breitnips zu beschränken. Die Wärmeabgabe ist also bereits innerhalb der Nipbreite abgeschlossen. In der verbleibenden Zeit im Breitnip erfolgt innerhalb der Papier- oder Kartonbahn ein Temperaturausgleich zur kälteren Seite, so daß die Oberflächentemperatur der Bahn am Ausgang des Breitnips unter 100°C liegt. In diesem Fall kondensiert der Dampf aber bereits wieder in der Bahn, bevor er am Ausgang des Breitnips austreten kann. Damit wird eine Flashverdampfung zuverlässig vermieden. Gleichwohl erzielt man im Breitnip mit Einsatz von erhöhter Temperatur eine verbesserte Oberflächeneigenschaft. Die Bahn hat eine bestimmte Verweilzeit im Breitnip. Diese Verweilzeit hängt von der geometrischen Erstreckung des Breitnips und von der Geschwindigkeit der durch den Breitnip durchlaufenden Bahn ab. Der Wärmeübergang von der Walze auf die Bahn läßt sich im voraus ermitteln. Man muß nun nur noch dafür sorgen, daß der Wärmeübergang von der Walze auf die Bahn bereits nach einer vorbestimmten Zeit, in der die Bahn sich noch im Breitnip befindet, abgeschlossen ist. Der danach folgende Temperaturausgleich führt dazu, daß die Bahn in ausreichendem Maße abkühlt.
- Vorzugsweise weist die wärmeleitende Schicht einen Wärmeausdehnungskoeffizienten auf, der eine thermisch bedingte Breitenänderung im Betrieb unter 1,3 % hält. Man vermeidet dadurch, daß die wärmeleitende Schicht eine Breitenänderung im Breitnip erfährt, wenn sie dort aufgrund der Wärmeabgabe an die Bahn abkühlt. Eine derartige Breitenänderung könnte zu Falten oder anderen Markierungen in der Bahn führen. Darüber hinaus wird durch den kleinen Wärmeausdehnungskoeffizienten die Belastung der Walze, genauer gesagt, die Belastung der Verbindungsstelle zwischen der wärmeleitenden Schicht und dem wärmeisolierenden Grundkörper klein gehalten. Scherspannungen, die zu einer Ablösung der wärmeleitenden Schicht führen könnten, treten praktisch nicht oder nur in einem sehr geringen Umfang auf.
- Bevorzugterweise wirkt die Heizeinrichtung von außen auf die Walze und/oder die der Walze zugewandte Seite der Bahn. Die Heizeinrichtung trägt also von außen Wärme in die wärmeleitende Schicht ein. Dies erfolgt zweckmäßigerweise sehr kurz vor dem Breitnip. Wenn die Bahn dann im Breitnip an der wärmeleitenden Schicht anliegt, erfolgt ein Wärmeausgleich zwischen der Bahn und der wärmeleitenden Schicht, was mit einer Temperaturerhöhung der Bahn und einer Temperaturverminderung der wärmeleitenden Schicht verbunden ist. Aufgrund der relativ langen Verweildauer der Bahn im Breitnip ergeben sich Temperaturausgleichsvorgänge über den Querschnitt der Bahn. Beim Eintritt in den Breitnip kann die Bahn daher durchaus mit einer sehr heißen wärmeleitenden Schicht der Walze in Berührung kommen, was die entsprechend positiven Auswirkungen auf die Glätte der Oberfläche hat. Da beim nachfolgenden Abkühlen der Bahn die Bahn nach wie vor an der sehr glatten Oberfläche der Walze anliegt, entsteht durch die Temperaturabsenkung keine Verschlechterung in der Glätte der Bahn. Die einmal erreichte Glätte wird vielmehr "eingefroren", so daß am Ausgang des Breitnips die Bahn mit der gewünschten Glätte vorliegt. Der Temperaturausgleich setzt natürlich voraus, daß es bei den den Breitnip bildenden Elementen auch ein kälteres Element gibt, beispielsweise den Mantel. Nach einer vorbestimmten Strecke im Nip hat dann ein Temperaturausgleich derart stattgefunden, daß an der Oberfläche der Bahn eine Temperatur von 100°C nicht mehr erreicht wird.
- Vorzugsweise ist die Heizeinrichtung als induktive Heizeinrichtung ausgebildet. Eine induktive Heizeinrichtung hat den Vorteil, daß sie im Prinzip den gesamten Querschnitt der wärmeleitenden Schicht mit einer erhöhten Temperatur beaufschlagen kann. Die Wärmekapazität dieser Schicht wird also vollständig ausgenutzt.
- Es ist besonders bevorzugt, daß die Länge des Teilabschnitts maximal die Hälfte des Breitnips beträgt. Die Bahn hat also über die andere Hälfte die Möglichkeit abzukühlen, so daß sichergestellt ist, daß die Bahn zumindest an ihrer Oberfläche am Ausgang des Breitnips eine Temperatur von unter 100°C aufweist.
- Verfahrensmäßig wird die oben genannte Aufgabe dadurch gelöst, daß man den Wärmeübergang von der Walze auf die Bahn auf einen vorbestimmten Teilabschnitt des Breitnips beschränkt und die Oberfläche der Faserstoffbahn bis zum Ausgang des Breitnips auf unter 100°C bringt.
- Mit dieser Vorgehensweise nutzt man einerseits die vorteilhaften Wirkungen einer erhöhten Temperatur bei der Bearbeitung der Oberfläche der Bahn aus. Die erhöhte Temperatur beschränkt sich jedoch auf einen Abschnitt am Beginn des Breitnips. Noch Innerhalb des Breitnips findet ein vollständiger Temperaturausgleich zwischen der Walze und der Bahn an der Oberfläche so statt, daß eine weitere Wärmeübertragung von der Walze auf die Bahn nicht mehr möglich ist. Damit hat die Bahn die Möglichkeit, einen Temperaturausgleich zu kälteren Bereichen des Breitnips, beispielsweise zum Mantel, herbeizuführen, so daß der Dampf in der Bahn wieder zu Feuchtigkeit kondensieren kann.
- Man verwendet eine Walze mit einem wärme-isolierenden Grundkörper, die außen eine dünne, wärmeleitende Schicht mit einer geringen Wärmekapazität aufweist. Dies ist eine relativ einfache Vorgehensweise, um den Wärmeübergang von der Walze auf die Bahn auf einen vorbestimmten Bereich des Nips zu beschränken.
- Vorzugsweise beheizt man die Walze von außen. Damit läßt sich die Wärme in die äußere Schicht der Walze eintragen, wobei die Wärmeaufnahme durch die Wärmekapazität dieser Schicht begrenzt ist.
- Die Erfindung wird im folgenden anhand eines bevorzugten Ausführungsbeispiels in Verbindung mit der Zeichnung näher beschrieben. Hierin zeigt die
- einzige Fig.:
- eine schematische Ansicht eines Kalanders zum Glätten einer Faserstoffbahn.
- Die Figur zeigt einen Kalander 1 zum Glätten einer Faserstoffbahn 2, insbesondere einer Papier- oder Kartonbahn, die im folgenden einfach als "Bahn" bezeichnet wird.
- Die Bahn 2 läuft zum Zwecke der Glättung durch einen Breitnip 3, der durch eine Walze 4 und einen Mantel 5, der mit Hilfe eines Stützschuhs 6 gegen den Umfang der Walze 4 gedrückt wird, gebildet ist. Der Mantel 5 muß dabei so verformbar sein, daß er sich der Krümmung der Walze 4 anpaßt. Der Mantel 5 nimmt also auf einem Teil seines Umlaufs eine konkave Form an.
- Die Stützschuh 6 weist eine Andruckfläche 7 auf, die in nicht näher dargestellter, aber an sich bekannter Weise mit Mitteln zum Erzeugen einer Schmierung versehen ist. Beispielsweise können hier Öffnungen vorgesehen sein, durch die Öl austreten kann, um die Berührungsfläche zwischen dem Stützschuh 6 und dem Mantel 5 hydrostatisch zu schmieren.
- Der Mantel ist über schematisch dargestellte Leitrollen 8 geführt, so daß er nach Art einer Walze umlaufen kann.
- Eine derartige Vorrichtung wird auch als "Schuhpresse" bezeichnet.
- Die Walze 4 weist einen wärmeisolierenden Grundkörper 9 auf, der außen mit einer relativ dünnen Schicht 10 aus einem wärmeleitenden Material versehen ist. Beispielsweise kann der Grundkörper 9 aus einem Kunststoff bestehen, der auf ein Walzenrohr 11 aufgebracht ist und einen Wärmeübergang von der Oberfläche zum Walzenrohr 11 weitgehend verhindert. Die dünne wärmeleitende Schicht 10 kann aus einem Metall gebildet sein, beispielsweise Stahl. Sie hat aufgrund ihrer geringen Ausdehnung nur eine sehr geringe Wärmekapazität, dafür aber eine sehr glatte Oberfläche.
- Kurz vor dem Breitnip 3, den die Bahn in Richtung eines Pfeiles 12 durchläuft, ist eine Heizeinrichtung 13 angeordnet, die die Oberfläche der Walze 4 von außen beheizt. Die Heizeinrichtung 13 ist als induktive Heizeinrichtung ausgebildet, d.h. sie erzeugt mit Hilfe von elektrischen und/oder magnetischen Feldern, beispielsweise Wirbelströme in der Schicht 10, die wiederum zu einer Temperaturerhöhung der Schicht 10 führen.
- Die Heizeinrichtung 13 ist dabei so dicht vor dem Beginn 14 des Breitnips 3 angeordnet, daß eine nennenswerte Abkühlung der Schicht 10 bis zum Eintritt in den Breitnip 3 noch nicht stattgefunden hat. Die Bahn 2 trifft also auf eine relativ heiße Walze 4, wenn sie in den Breitnip 3 eintritt. Die Temperatur der Oberfläche der Walze 4 kann durchaus in einem Bereich von 150°C bis 200°C liegen.
- Sobald die Bahn 2 und die Schicht 10 im Breitnip zusammentreffen, erfolgt ein Temperaturausgleich, d.h. ein Wärmeübergang von der Schicht 10 auf die Bahn 2. Dabei wird die an der Walze 4 anliegende Oberfläche der Bahn 2 sehr schnell aufgeheizt. Die damit verbundene hohe Temperatur und die Glätte der Oberfläche der Schicht 10 führen dazu, daß die Bahn 2 jedenfalls auf der an der Walze 4 anliegenden Seite mit hoher Qualität geglättet wird.
- Die Wärmekapazität der Schicht 10 ist jedoch relativ klein, so daß der Wärmeübergang von der Schicht 10 an die Bahn 2 bereits kurze Zeit nach dem Eintritt in den Breitnip 3 abgeschlossen ist. Bei einer entsprechenden Abstimmung der Laufgeschwindigkeit der Bahn 2 an die Wärmekapazität der Schicht 10 kann man dafür sorgen, daß der Wärmeübergang auf die Bahn auf die erste Hälfte des Breitnips 3 beschränkt ist. Ab einer fiktiven Grenze 15, die etwa in der Hälfte des Breitnips 3 liegt, erfolgt kein Wärmeübergang mehr von der Schicht 10 auf die Bahn 2. Innerhalb der Bahn 2 erfolgt dann ein Temperaturausgleich zur kälteren Seite hin, also zum Mantel 5, so daß die Oberflächentemperatur der Bahn 2 unter die Grenze von 100°C sinkt. Damit befindet sich im Innern der Bahn 2 kein Dampf mehr, der plötzlich durch die Oberflächen der Bahn 2 austreten könnte. Eine Flashverdampfung wird also vermieden.
- Die Schicht 10 ist aus einem Material gebildet, das einen sehr kleinen Wärmeausdehnungskoeffizienten aufweist. Damit wird vermieden, daß sich die Schicht 10 in Axialrichtung der Walze 4 zusammenzieht, wenn die Schicht 10 abkühlt. Ein derartiges Zusammenziehen könnte nachteilige Erscheinungen in der Bahn 2 bewirken, beispielsweise Falten. Auch könnte eine Beanspruchung an der Verbindung zwischen der Schicht 10 und dem Grundkörper 9 erfolgen, wenn der Wärmeausdehnungskoeffizient zu groß wäre.
- Natürlich ist es auch möglich, einen Teil der Wärme direkt auf die Oberfläche der Bahn 2 zu bringen, bevor die Bahn 2 in den Breitnip 3 eintritt. Eine derartige Temperaturbeaufschlagung kann beispielsweise mit heißer oder warmer Luft erfolgen.
- Auch hier ist aber aufgrund der geringen Wärmekapazität der Schicht 10 sichergestellt, daß etwa ab der Hälfte des Breitnips 3 keine Wärmezufuhr mehr zur Bahn 2 erfolgt, sondern die Bahn 2 abkühlen kann, so daß eine Flashverdampfung vermieden wird.
Claims (7)
- Kalander (1) zum Glätten einer Faserstoffbahn (2), insbesondere einer Papier- oder Kartonbahn, mit einem Breitnip (3), der durch eine Walze (4) und einen daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel (5) gebildet ist, und mit einer Heizeinrichtung (13), dadurch gekennzeichnet, daß die Walze (4) einen wärmeisolierenden Grundkörper (9) aufweist, der außen mit einer dünnen wärmeleitenden Schicht (10) versehen ist, deren Wärmekapazität gering ist, wobei die Wärmekapazität der wärmeleitenden Schicht (10) und die Geschwindigkeit der Bahn (2) so aufeinander abgestimmt sind, daß ein Wärmeübergang von der Walze (4) auf die Bahn (2) auf einen vorbestimmten Teilabschnitt des Breitnips (3) beschränkt ist und die Oberflächentemperatur der Faserstoffbahn (2) am Ausgang des Breitnips (3) unter 100°C liegt.
- Kalander nach Anspruch 1, dadurch gekennzeichnet, daß die wärmeleitende Schicht (10) einen Wärmeausdehnungskoeffizienten aufweist, der eine thermisch bedingte Breitenänderung im Betrieb unter 1,3 % hält.
- Kalander nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Heizeinrichtung (13) von außen auf die Walze (4) und/oder die der Walze (4) zugewandte Seite der Bahn (2) wirkt.
- Kalander nach Anspruch 3, dadurch gekennzeichnet, daß die Heizeinrichtung (13) als induktive Heizeinrichtung ausgebildet ist.
- Kalander nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Länge des Teilabschnitts maximal die Hälfte des Breitnips (3) beträgt.
- Verfahren zum Glätten einer Faserstoffbahn (2), insbesondere einer Papier- oder Kartonbahn, die in einem Breitnip (3), der durch eine Walze (4) und einen daran über einen vorbestimmten Umfangsabschnitt anliegenden Mantel (5) gebildet ist, mit Temperatur und Druck beaufschlagt wird, dadurch gekennzeichnet, daß man den Wärmeübergang von der Walze (4) auf die Bahn (2) auf einen vorbestimmten Teilabschnitt des Breitnips (3) beschränkt, indem man eine Walze (4) mit einem wärmeisolierenden Grundkörper (9) verwendet, die außen eine dünne, wärmeleitende Schicht (10) mit einer geringen Wärmekapazität aufweist, und die Oberfläche der Faserstoffbahn (2) bis zum Ausgang des Breitnips (3) auf unter 100°C bringt.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß man die Walze von außen beheizt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10206027 | 2002-02-14 | ||
| DE2002106027 DE10206027C2 (de) | 2002-02-14 | 2002-02-14 | Kalander und Verfahren zum Glätten einer Faserstoffbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1342840A1 EP1342840A1 (de) | 2003-09-10 |
| EP1342840B1 true EP1342840B1 (de) | 2007-03-07 |
Family
ID=27674620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030001198 Expired - Lifetime EP1342840B1 (de) | 2002-02-14 | 2003-01-22 | Kalander und Verfahren zum Glätten einer Faserstoffbahn |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1342840B1 (de) |
| DE (2) | DE10206027C2 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010030327A1 (de) | 2010-06-22 | 2011-12-22 | Voith Patent Gmbh | Bahnbehandlungsvorrichtung zum Glätten einer Faserstoffbahn |
| EP4151541B1 (de) * | 2021-09-20 | 2025-11-05 | Fameccanica.Data S.p.A. | Vorrichtung und verfahren zum erwärmen einer beweglichen bahn |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4738752A (en) * | 1986-08-12 | 1988-04-19 | Beloit Corporation | Heated extended nip press apparatus |
| DE3920204A1 (de) * | 1988-10-31 | 1990-05-10 | Escher Wyss Gmbh | Verfahren zum glaetten einer papier- oder kartonbahn |
| DE3937246C2 (de) * | 1988-11-11 | 2002-06-27 | Metso Paper Inc | Kalandrierverfahren |
| US4936970A (en) * | 1988-11-14 | 1990-06-26 | Ebonex Technologies, Inc. | Redox reactions in an electrochemical cell including an electrode comprising Magneli phase titanium oxide |
| CA2173140C (en) * | 1993-10-13 | 2000-10-31 | Gregory L. Wedel | Impulse dryer roll with shell of high thermal diffusivity |
| FI107814B (fi) * | 2000-04-18 | 2001-10-15 | Metso Paper Inc | Menetelmä kartonkirainan kalanteroimiseksi |
| FI108554B (fi) * | 2000-07-04 | 2002-02-15 | Metso Paper Inc | Termotela |
-
2002
- 2002-02-14 DE DE2002106027 patent/DE10206027C2/de not_active Expired - Fee Related
-
2003
- 2003-01-22 DE DE50306710T patent/DE50306710D1/de not_active Expired - Lifetime
- 2003-01-22 EP EP20030001198 patent/EP1342840B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE10206027C2 (de) | 2003-12-11 |
| DE10206027A1 (de) | 2003-09-04 |
| DE50306710D1 (de) | 2007-04-19 |
| EP1342840A1 (de) | 2003-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69803049T2 (de) | Verfahren zum kalandrieren und ein kalander zur durchführung des verfahrens | |
| DE69525724T2 (de) | Verfahren und Gerät zum Kalandrieren einer Papier- oder Kartonbahn | |
| EP0967324B1 (de) | Vorrichtung zum Glätten einer Materialbahn | |
| DE4138788C2 (de) | Vorrichtung zur Entwässerung einer Faserstoffbahn | |
| DE3920176A1 (de) | Walze und verfahren zu deren betrieb | |
| EP1314819B1 (de) | Kalander und Verfahren zum Glätten einer Papier- oder Kartonbahn | |
| EP1342840B1 (de) | Kalander und Verfahren zum Glätten einer Faserstoffbahn | |
| DE69703610T2 (de) | Verfahren zum kalendrieren einer papierbahn und kalender zur durchführung des verfahrens | |
| DE69721830T2 (de) | Verfahren und vorrichtung zur behandlung einer faserbahn | |
| EP1314820B1 (de) | Kalander zum Glätten einer Bahn aus Faserstoff | |
| EP4347949B1 (de) | Verfahren und vorrichtung | |
| DE4321061B4 (de) | Verfahren und Vorrichtung zur Beeinflussung von Dicke und Glanz und/oder Glätte bei der Behandlung von Faserstoffbahnen | |
| DE19822531B4 (de) | Kalanderwalze | |
| EP1314818B1 (de) | Vorrichtung und Verfahren zum Glätten einer Papier- oder Kartonbahn | |
| DE10157694B4 (de) | Glättzylinderanordnung | |
| DE10157686B4 (de) | Kalander und Verfahren zum Glätten einer Papier- oder Kartonbahn | |
| DE19911963A1 (de) | Verfahren zum Kalandern einer Papierbahn und ein Kalander nach diesem Verfahren | |
| EP1559831B1 (de) | Breitnip-Kalander | |
| EP1314667B2 (de) | Verfahren zum Aufwickeln einer Papier- oder Kartonbahn | |
| EP1057929A2 (de) | Elastische Walze und Verfahren zum Herstellen einer solchen | |
| EP1369527B1 (de) | Kalenderanordnung und Verfahren zum Behandeln einer Materialbahn | |
| EP1394320B1 (de) | Nasspressenanordnung | |
| DE102006037358B4 (de) | Kalanderanordnung | |
| EP2022892A2 (de) | Baugruppe mit Kalander und Trockenvorrichtung | |
| DE102020114812A1 (de) | Verfahren zum Herstellen eines flächigen Substrats |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030530 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AKX | Designation fees paid |
Designated state(s): DE FI SE |
|
| 17Q | First examination report despatched |
Effective date: 20050304 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PATENT GMBH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI SE |
|
| REF | Corresponds to: |
Ref document number: 50306710 Country of ref document: DE Date of ref document: 20070419 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20071210 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090114 Year of fee payment: 7 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120123 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20120625 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130122 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130801 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50306710 Country of ref document: DE Effective date: 20130801 |