EP1306138A2 - Procédé de revêtement en continu d'une bande par un film fluide en polymère réticulable - Google Patents
Procédé de revêtement en continu d'une bande par un film fluide en polymère réticulable Download PDFInfo
- Publication number
- EP1306138A2 EP1306138A2 EP02292532A EP02292532A EP1306138A2 EP 1306138 A2 EP1306138 A2 EP 1306138A2 EP 02292532 A EP02292532 A EP 02292532A EP 02292532 A EP02292532 A EP 02292532A EP 1306138 A2 EP1306138 A2 EP 1306138A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polymer
- film
- strip
- temporary additive
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
- B05D1/265—Extrusion coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0218—Pretreatment, e.g. heating the substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/068—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using ionising radiations (gamma, X, electrons)
Definitions
- the present invention relates to a continuous coating process at least one face of at least one strip by a mono fluid film or multilayer of crosslinkable polymer free of solvent or diluent and the softening temperature is above 50 ° C.
- crosslinkable polymers to be hardened by heat treatment, by irradiation (UV radiation, electron beam %), after their application on the strip or by any other suitable process.
- crosslinkable organic coatings such as paints or varnishes for example
- paints or varnishes for example
- a technique particularly used to deposit coatings with base of crosslinkable polymers free of solvent or diluent on a strip running is dusting. This technique consists in applying on tape a layer of polymer in powder form and then melt the polymer to re-spread it, and cook it for a few minutes at a temperature conventionally between 180 and 200 ° C so as to form a film.
- This process consists in forming a crosslinkable polymer film melted by forced flow through a nozzle supplied with crosslinkable polymer melted either in an extruder or in a barrel void, on a cylinder preferably deformable surface applicator in contact with the surface of the strip to be coated. Transfer of the film formed by forced flow on the strip in scrolling is achieved by friction of the applicator cylinder and the strip, the scrolling of the two surfaces taking place in opposite directions, we then speak of reverse transfer (reverse in French). Cooking these polymers is carried out under conditions different from those of powder polymers standard; The cooking temperature is higher, around 230 to 270 ° C, and the cooking time much shorter, of the order of 10 to 60 s.
- This reverse transfer coating process does not allow use standard powder polymers whose viscosity is too high high so that they can be extruded without risk of crosslinking in good conditions, i.e. with sufficient flow and pressure drop acceptable.
- Solvent-free crosslinkable polymer formulations or diluent and whose particularity is to present a temperature at the start of higher crosslinking than that of powder polymers, as well as a viscosity have therefore been developed for this type of process.
- the transfer process reverse remains difficult to implement, because we are still forced to heat the polymer to decrease its viscosity before forming a film by forced flow through the nozzle.
- This process has the disadvantage of requiring very precise adjustment of the temperatures at the barrel or extruder, and at the nozzle. In addition, it does not make it possible to obtain coatings having a state always satisfactory surface area.
- the present invention therefore aims to remedy the drawbacks prior art methods by providing a method of continuous coating of strips with a crosslinkable polymer free of solvent or diluent and whose softening temperature is higher at 50 ° C., which makes it possible to avoid any risk of the start of crosslinking of the polymer untimely before film formation, and to obtain a thin film of polymer cross-linked of uniform thickness and having a surface state free of craters.
- the inventors have demonstrated that the addition of this temporary additive strongly reduces the viscosity of the polymer. From then on, it becomes possible increase the difference between the polymer film formation temperature crosslinkable and the temperature at which the polymer begins to crosslink by decreasing the polymer film formation temperature, which reduces the risk of crosslinking before film formation. So completely unexpected, the inventors have also found that by adding to the polymer crosslinkable a temporary additive with a boiling point included between the polymer film formation temperature minus 30 ° C and the temperature at the start of crosslinking of the polymer, the formation of craters in the crosslinked polymer film.
- the temporary additive not only acts as a temporary plasticizer of the polymer, but also improves the surface appearance of the film.
- the invention applies not only to metal strips, as for example steel, aluminum or an aluminum alloy, but also glass, plastic, plywood, or other suitable material, and the tape may have been previously painted or covered with a coating on one or two faces.
- the solvent or diluent-free crosslinkable polymer can be crosslinkable thermally, or even by irradiation (UV or beam electrons).
- irradiation UV or beam electrons
- the compositions thermosets based on hydroxylated polyesters and blocked isocyanates and reference will be made to application WO95 / 21706 for a general description of products of this type, well known to those skilled in the art.
- Polymers crosslinkable by irradiation can be radical systems or cationic, even hybrid systems.
- the polymer can usually contain fillers, pigments, additives such as catalysts, plasticizers, stabilizers or any other known additive.
- additive is understood to mean temporary, an additive that is added to the crosslinkable polymer, before formation of polymer film, and that we do not find, or almost not, in the composition of the crosslinked polymer film. This temporary additive is neither a solvent or diluent of the crosslinkable polymer.
- the polymers used in this process have temperatures of softening, start of flow and start of different crosslinking.
- the temperature at the start of crosslinking is the temperature from which an increase in viscosity is observed more than 10% in less than 15 min.
- the polymers used in the context of the present invention are such that their softening temperature is higher than 50 ° C, which means that they are solid or very viscous at ambient temperature.
- the strip is continuously scrolled on at least one support, and a fluid film of the said strip is deposited on the strip.
- a temporary additive is added to the crosslinkable polymer before the film is formed, the boiling point T e of which is between the formation temperature T F of the polymer film mixed with the temporary additive minus 30 ° C, and the start temperature of crosslinking of the polymer T r . Since the crosslinkable polymer does not dissolve in the temporary additive, a homogeneous mixture is not formed.
- This temporary additive acts as a temporary plasticizer for the polymer, making it less viscous, which makes it possible to melt the polymer / temporary additive mixture in the extruder or in the barrel-void, at a temperature T F of at least 10 °. C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive.
- the temporary additive produces significant foaming of the polymer.
- the degassing of the polymer is thus facilitated before the crosslinking of the polymer, and a crosslinked polymer film free of craters is obtained.
- the inventors have demonstrated that when the boiling point T e of the temporary additive is equal to or greater than the temperature at which the crosslinking begins to cross-link with the polymer, the additive does not have time to act and it generates numerous craters by rupture of the already crosslinked polymer film.
- the boiling point T e of the temporary additive is preferably equal to the forming temperature T F of the polymer film mixed with the temporary additive more or less 20 ° C. In fact, when the boiling point T e of the temporary additive is lower than the formation temperature T F of the polymer film mixed with the temporary additive minus 20 ° C., the additive tends to vaporize in the 'extruder or in the barrel emptier. The temporary additive still acts as a temporary plasticizer for the polymer, but loses its effect on the surface appearance of the polymer film.
- the boiling point T e of the temporary additive is chosen as a function of the crosslinkable polymer according to the invention of which it is desired to form a film by forced flow. It is between 70 and 155 ° C, preferably between 90 and 120 ° C.
- the temporary additive retained is water.
- the temporary additive is preferably added in liquid form in a proportion between 1 and 5% by weight of the crosslinkable polymer, preferably between 2 and 4%.
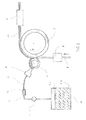
- Figure 1 there is shown a coating installation, by reverse transfer, of a moving band B, by a fluid polymer film crosslinkable, comprising means for melting the polymer, means for formation of the polymer film, and means for reverse transfer of the film to band B.
- the polymer melting means consist of an extruder 1 comprising a hopper 1a into which the polymer is introduced in the form solid particles, and means for heating and kneading the polymer consisting of a worm 1b which pushes the molten polymer to through a die.
- the extruder may also include a flow control of the molten polymer (not shown) like a pump that we have between the exit of the extruder and the means of forming the polymer film. Feeding the molten polymer to the means of film formation takes place, for example, through a hose heater 2.
- the heater hose 2 can advantageously be equipped with a heating homogenization system 10 of the molten polymer, as for example a static mixer.
- the means for forming the polymer film comprise a nozzle 3 provided with a slot bearing against the deformable surface of a cylinder applicator 4.
- the molten polymer film forcibly flows through of the slot of the nozzle 3 on the applicator cylinder 4.
- the slot of the nozzle 3 is provided with means for adjusting the position of the edges of the nozzle slot relative to the surface of the applicator cylinder 4. Due to the parallelism of the nozzle 3 and applicator cylinder 4, a film is formed thereon of uniform thickness.
- the means for reverse transfer of the polymer film consist of the applicator cylinder 4 and a support cylinder 5 of the band B, which are rotated in the opposite direction.
- the applicator cylinder 4 is in contact with the surface of strip B, which is in contact with the cylinder support 5 and is driven in scrolling according to arrow F by means drive (not shown).
- the applicator cylinder 4 is generally deformable and is formed of a steel core coated with a layer elastomer, while the support cylinder 5 is most often dimensionally stable.
- the coating installation according to the invention may also include preheating means 6, such as an induction furnace, which make it possible to bring the strip B to a temperature between the formation temperature T F of the film of polymer mixed with the temporary additive and the temperature T r at the start of crosslinking of the polymer, so as to improve the quality of the adhesion between the polymer and the strip B.
- preheating means 6 such as an induction furnace, which make it possible to bring the strip B to a temperature between the formation temperature T F of the film of polymer mixed with the temporary additive and the temperature T r at the start of crosslinking of the polymer, so as to improve the quality of the adhesion between the polymer and the strip B.
- a mixture of the polymer in the form of solid particles with the temporary additive in liquid form in a first step, a mixture of the polymer in the form of solid particles with the temporary additive in liquid form, and in a second step, introduces this mixture into the hopper 1a of the extruder 1.
- the additive is added temporary by injection into one of the zones of the extruder 1, preferably at a mixing zone of the extrusion screw 1b so as to obtain a better dispersion of the additive in the polymer.
- the temporary additive is added by injection into the heating homogenization system 10 of the molten polymer, preferably at the inlet of the system 10 to promote the dispersion of the temporary additive in the polymer.
- the film of the temporary polymer / additive mixture is formed by forced flow through the nozzle 3 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with an additive. temporary.
- the coated strip BR then passes through means of crosslinking 7 which can be constituted, for example, by an induction furnace or convection when the polymer is crosslinkable thermally, or else again by UV lamps or by electron beams when it's photocrosslinkable. In the latter case, the effect of the radiation to that of temperature to accelerate the hardening of the polymer.
- crosslinking 7 can be constituted, for example, by an induction furnace or convection when the polymer is crosslinkable thermally, or else again by UV lamps or by electron beams when it's photocrosslinkable. In the latter case, the effect of the radiation to that of temperature to accelerate the hardening of the polymer.
- the means of conditioning the polymer film are formed by an internal cylinder heating system applicator and / or by an external heating system such as for example infrared lamps.
- the applicator cylinder 4 is rotated in the direction of travel of the band B, and in this case the polymer film formed is transferred to the applicator cylinder 4 by forced flow from the applicator cylinder 4 onto the strip B by compressing it between the support cylinder 5 of the strip B and the applicator cylinder 4. This is of the direct transfer coating process.
- the installation can include a taker cylinder (not shown) located upstream of the cylinder applicator 4, and in this case the slot of the nozzle 3 is in abutment against the surface of the taker cylinder.
- the fluid polymer film is formed in the molten state on the take-up cylinder.
- the film is transferred to the applicator cylinder 4, the surface of the gripping cylinder moving in contact with the surface of the cylinder applicator 4 either in the opposite direction or in the same direction. Then, we transfers the film from the applicator cylinder 4 to the strip B, either by transfer direct, either by reverse transfer.
- the installation does not does not include an applicator cylinder 4.
- the slot of the nozzle 3 is then in direct support against the surface of strip B, and the film formed by flow forced through the nozzle is deposited directly on the strip B.
- Figure 2 differs from the previous one in that the means for melting the polymer consist of a barrel void 8 comprising a barrel 8a and a heating plate 8b equipped with a pump 9 allowing control the flow of molten polymer.
- the supply of the polymer melted to nozzle 3 takes place, for example, through a hose heater 2.
- the heater hose 2 can advantageously be equipped with a heating homogenization system 10 of the molten polymer, as for example a static mixer.
- the temporary additive is added by injection into an area of the drum-caster where the polymer is melted.
- the polymer / temporary additive mixture is melted in the barrel 8 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive.
- the temporary additive is added by injection into the heating homogenization system 10 of the molten polymer, preferably at the inlet of the system 10 to promote the dispersion of the temporary additive in the polymer.
- the film of the temporary polymer / additive mixture is formed by forced flow through a nozzle 3 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with an additive. temporary.
- the crosslinkable polymer is used in the form of solid particles, into which the additive has been previously incorporated temporary.
- a mixture containing the polymer is prepared solid particles with the additive in liquid form, we melt this mix for example in an extruder, and we form a sheet that we let cool.
- the tablecloth After the tablecloth has completely cooled, it is ground so as to obtain the polymer in the form of solid particles and incorporating the temporary additive.
- This polymer incorporating the temporary additive is then implemented, i.e. it is melted either in the extruder 1 or in the drum emptier 8 so as to form a film by forced flow through the nozzle 3.
- the temporary additive is injected under pressure.
- an injection needle supplied by a high pressure piston pump.
- the purpose of this example is to illustrate the plasticizing effect of a temporary additive according to the invention when added to a crosslinkable polymer thermosetting.
- thermosetting crosslinkable polymer is as follows: Hydroxylated polyester resin 55% Uretdione hardener 10% TiO 2 pigment (for a white appearance of the final coating) 33% Additives (spreading agent, catalysts ...) 2%
- This composition was developed to be applied on a strip running according to the reverse transfer coating process.
- One side of a steel strip was coated with a layer of this crosslinkable thermosetting polymer, using the reverse transfer coating method as illustrated in FIG. 1.
- the polymer was extruded, and a fluid film of the polymer was formed on the applicator cylinder by forced flow of the molten polymer through the nozzle at a temperature T fo of 130 ° C (measured in the nozzle).
- polymers can be extruded standard powder, i.e. polymers with higher viscosity and the crosslinking start temperature is lower than that of the polymer previously described.
- composition of a standard powder polymer is as follows: Carboxylated polyester resin 60% TGIC hardener (Triglycidylisocyanurate) 5% TiO 2 pigment (for a white appearance of the final coating) 33% Additives (spreading agent, catalysts ...) 2%
- the viscosity of this polymer is too high to be able to be extruded at a temperature below its crosslinking start temperature minus 10 ° C.
- the viscosity drops sufficiently so that the polymer / temporary additive mixture can be extruded under good flow conditions, so as to form a film by forced flow through the nozzle. at a temperature T F of 115 ° C.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Laminated Bodies (AREA)
- Paper (AREA)
Abstract
Description
- on fait défiler en continu la bande sur au moins un support,
- on dépose, sur la bande, un film fluide d'un mélange dudit polymère avec un additif temporaire, à l'état fondu, ledit film étant obtenu par fusion puis écoulement forcé dudit mélange polymère/additif temporaire, la température de formation dudit film TF est inférieure à la température de début de réticulation moins 20 °C, et ledit additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF moins 30 °C et la température de début de réticulation Tr.
- l'additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF plus ou moins 20 °C,
- l'additif temporaire présente une température d'ébullition Te comprise entre 70 et 155 °C, de préférence entre 90 et 120 °C,
- on ajoute l'additif temporaire sous forme liquide audit polymère,
- l'additif temporaire est choisi parmi l'éthanol, l'eau, l'acétate de butyle, l'acétate d'amyle et la cyclohexanone, seuls ou en mélanges,
- on ajoute l'additif temporaire au polymère dans une proportion comprise entre 1 et 5 % en poids du polymère réticulable, de préférence entre 2 et 4 %,
- on incorpore préalablement l'additif temporaire au polymère, on conditionne le mélange polymère/additif temporaire sous forme de particules solides, puis on fond ledit mélange soit dans une extrudeuse, soit dans un vide-fût,
- on incorpore l'additif temporaire au polymère et on conditionne directement le mélange polymère/additif temporaire sous forme solide dans un fût,
- on réalise préalablement un mélange du polymère sous forme de particules solides avec l'additif temporaire sous forme liquide, puis on introduit ce mélange dans au moins une trémie d'une extrudeuse,
- on ajoute l'additif temporaire au polymère dans une extrudeuse, et on fond le mélange polymère/additif temporaire dans l'extrudeuse à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire au polymère par injection dans l'extrudeuse,
- on ajoute l'additif temporaire au polymère au niveau d'une zone de malaxage du polymère fondu.
- on ajoute l'additif temporaire dans un vide-fût, et on fond le mélange polymère/additif temporaire dans le vide-fût à une température TF d'au moins 10°C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire par injection dans une zone du vide-fût où l'on fond le polymère.
- on ajoute l'additif temporaire dans la zone d'entrée d'un système d'homogénéisation chauffant du polymère fondu, et on forme le film du mélange polymère/additif temporaire par écoulement forcé dans une buse à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire par injection sous pression,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur de surface déformable, ledit cylindre applicateur étant entraíné en rotation dans le sens de défilement de la bande, puis on transfère ledit film du cylindre applicateur sur la bande en le comprimant entre le support de la bande et le cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur de surface déformable, ledit cylindre applicateur étant entraíné en rotation dans le sens inverse au sens de défilement de la bande, puis on transfère ledit film du cylindre applicateur sur la bande en comprimant le support de la bande et le cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur, ledit cylindre preneur étant entraíné en rotation dans le sens inverse au sens de rotation du cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur, ledit cylindre preneur étant entraíné en rotation dans le même sens que le sens de rotation du cylindre applicateur,
- entre la formation par écoulement forcé sur le cylindre applicateur ou preneur du film et le transfert de ce film de ce cylindre applicateur ou preneur sur la bande, on conditionne thermiquement le polymère réticulable pour abaisser la viscosité de ce polymère,
- on dépose le film fluide de polymère à l'état fondu par écoulement forcé dudit polymère, directement sur la bande,
- on préchauffe la bande en défilement à une température comprise entre la température de formation TF du film de polymère mélangé à l'additif temporaire et la température Tr de début de réticulation,
- l'épaisseur du revêtement obtenu par ce procédé est comprise entre 3 et 100 µm, de préférence entre 5 et 50 µm,
- la bande est une bande métallique.
- La figure 1 est une vue schématique en coupe d'une installation de revêtement en continu d'une bande selon l'invention.
- La figure 2 est une vue schématique en coupe d'une variante de l'installation de la figure 1.
- La viscosité des polymères poudre classiques peut être suffisamment abaissée pour qu'on puisse former un film fluide de polymère à l'état fondu par écoulement forcé sur la bande B en défilement ; on pourra ainsi obtenir des films organiques minces et uniformes à des coûts raisonnables, en évitant d'avoir recours à des formulations de polymère spécialement mises au point pour ce type de procédé de revêtement et qui sont plus coûteuses.
- Les inventeurs ont mis en évidence que le couple de transfert entre le cylindre applicateur 4 et la bande B diminue lorsqu'on ajoute un additif temporaire au polymère, le cylindre applicateur 4 est donc moins sollicité et la durée son utilisation augmente sensiblement.
- Les inventeurs ont également mis en évidence qu'à température constante le débit de polymère fondu dans l'extrudeuse 1 augmente, on peut ainsi diminuer la température d'extrusion du polymère tout en conservant un bon écoulement du polymère
- Le nettoyage de l'extrudeuse 1 et de la buse 3 est plus facile et plus rapide ; Ainsi, lorsque l'on souhaite changer de type de polymère ou changer la couleur du polymère, la productivité de la ligne de revêtement est moins diminuée.
| Résine polyester hydroxylée | 55 % |
| Durcisseur uretdione | 10 % |
| Pigment TiO2 (pour un aspect blanc du revêtement final) | 33 % |
| Additifs (agent d'étalement, catalyseurs...) | 2 % |
| Température (°C) | 110 | 120 | 130 | 140 | 150 |
| Viscosité (Pa.s) | 450 | 250 | 130 | 65 | 30 |
- le couple de l'extrudeuse qui représente la puissance absorbée par le travail de cisaillement du polymère fondu dans l'extrudeuse, et par suite représente la viscosité du polymère. Plus le polymère est fluide (faible viscosité), moins l'extrudeuse fournit d'effort pour faire avancer le polymère et moins le couple de l'extrudeuse est élevé,
- la pression dans l'extrudeuse qui est la pression du polymère fondu en sortie de l'extrudeuse,
- la pression dans la buse qui est la pression du polymère fondu mesurée après la formation du film par écoulement forcé et juste avant l'application de ce film sur le cylindre applicateur,
- le couple de transfert du cylindre applicateur par rapport à la bande d'acier qui représente l'effort nécessaire pour décoller le film de polymère fondu du cylindre applicateur et le transférer sur la bande,
- le débit du polymère fondu dont on forme un film par écoulement forcé.
| POLYMERE | Couple extrudeuse (%) | P sortie extrudeuse (bar) | P buse (bar) | Couple de transfert (daN.m) | Débit (kg/h) |
| Sans additif temporaire | 50 | 130 | 20 | 20 | 10 |
| Avec 2% d'eau | 30 | 80 | 10 | 15 | 15 |
| Avec 2% d'acétate de butyle | 35 | 95 | 13 | 17 | 13,5 |
| Résine polyester carboxylée | 60 % |
| Durcisseur TGIC (Triglycidylisocyanurate) | 5 % |
| Pigment TiO2 (pour un aspect blanc du revêtement final) | 33 % |
| Additifs (agent d'étalement, catalyseurs...) | 2 % |
| Température (°C) | 110 | 120 | 130 | 140 |
| Viscosité (Pa.s) | 5000 | 2000 | 750 | 300 |
Claims (25)
- Procédé de revêtement en continu d'au moins une face d'au moins une bande (B) par un film fluide mono ou multicouche en polymère réticulable, exempt de solvant ou de diluant, présentant une température de début de réticulation Tr, et dont la température de ramollissement est supérieure à 50°C, caractérisé en ce qu'il comprend les étapes suivantes :on fait défiler en continu la bande (B) sur au moins un support (5),on dépose, sur la bande (B), un film fluide d'un mélange dudit polymère avec un additif temporaire, à l'état fondu, ledit film étant obtenu par fusion puis écoulement forcé dudit mélange polymère/additif temporaire, la température de formation dudit film TF est inférieure à la température de début de réticulation moins 20 °C, et ledit additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF moins 30 °C et la température de début de réticulation Tr.
- Procédé de revêtement selon la revendication 1, caractérisé en ce que ledit additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF plus ou moins 20 °C.
- Procédé de revêtement selon la revendication 1 ou 2, caractérisé en ce que l'additif temporaire présente une température d'ébullition Te comprise entre 70 et 155 °C, de préférence entre 90 et 120 °C.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 3, caractérisé en ce que l'on ajoute l'additif temporaire sous forme liquide audit polymère.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 4, caractérisé en ce que l'additif temporaire est choisi parmi l'éthanol, l'eau, l'acétate de butyle, l'acétate d'amyle et la cyclohexanone, seuls ou en mélanges.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 5, caractérisé en ce que l'on ajoute l'additif temporaire au polymère dans une proportion comprise entre 1 et 5 % en poids du polymère réticulable, de préférence entre 2 et 4 %.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on incorpore préalablement l'additif temporaire au polymère, on conditionne le mélange polymère/additif temporaire sous forme de particules solides, puis l'on fond ledit mélange soit dans une extrudeuse (1), soit dans un vide-fût (8).
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on incorpore l'additif temporaire au polymère et l'on conditionne directement le mélange polymère/additif temporaire sous forme solide dans un fût.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on réalise préalablement un mélange du polymère sous forme de particules solides avec l'additif temporaire sous forme liquide, puis l'on introduit ce mélange dans au moins une trémie (1a) d'une extrudeuse(1).
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on ajoute l'additif temporaire au polymère dans une extrudeuse (1), et l'on fond le mélange polymère/additif temporaire dans l'extrudeuse (1) à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire.
- Procédé de revêtement selon la revendication 10, caractérisé en ce que l'on ajoute l'additif temporaire au polymère par injection dans l'extrudeuse (1).
- Procédé de revêtement selon la revendication 11, caractérisé en ce que l'on ajoute l'additif temporaire au polymère au niveau d'une zone de malaxage du polymère fondu.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on ajoute l'additif temporaire dans un vide-fût (8), et l'on fond le mélange polymère/additif temporaire dans le vide-fût (8) à une température TF d'au moins 10°C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire.
- Procédé de revêtement selon la revendication 13, caractérisé en ce que l'on ajoute l'additif temporaire par injection dans une zone du vide-fût (8) où l'on fond le polymère.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on ajoute l'additif temporaire dans la zone d'entrée d'un système d'homogénéisation chauffant (10) du polymère fondu, et l'on forme le film du mélange polymère/additif temporaire par écoulement forcé dans une buse (3) à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire.
- Procédé de revêtement selon l'une quelconque des revendications 10 à 15, caractérisé en ce que l'on ajoute l'additif temporaire par injection sous pression.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 16, caractérisé en ce que l'on dépose le film fluide de polymère à l'état fondu sur la bande (B), par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur (4) de surface déformable, ledit cylindre applicateur (4) étant entraíné en rotation dans le sens de défilement de la bande (B), puis l'on transfère ledit film du cylindre applicateur (4) sur la bande (B) en le comprimant entre le support (5) de la bande (B) et le cylindre applicateur (4).
- Procédé de revêtement selon l'une quelconque des revendications 1 à 16, caractérisé en ce que l'on dépose le film fluide de polymère à l'état fondu sur la bande (B), par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur (4) de surface déformable, ledit cylindre applicateur (4) étant entraíné en rotation dans le sens inverse au sens de défilement de la bande (B), puis l'on transfère ledit film du cylindre applicateur (4) sur la bande (B) en comprimant le support (5) de la bande (B) et le cylindre applicateur (4).
- Procédé de revêtement selon la revendication 17 ou 18, caractérisé en ce que l'on dépose le film fluide de polymère à l'état fondu sur la bande (B), par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur (4), ledit cylindre preneur étant entraíné en rotation dans le sens inverse au sens de rotation du cylindre applicateur (4).
- Procédé de revêtement selon la revendication 17 ou 18, caractérisé en ce que l'on dépose le film fluide de polymère à l'état fondu sur la bande (B), par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur (4), ledit cylindre preneur étant entraíné en rotation dans le même sens que le sens de rotation du cylindre applicateur (4).
- Procédé de revêtement selon l'une quelconque des revendications 16 à 20, caractérisé en ce que, entre la formation par écoulement forcé sur le cylindre applicateur (4) ou preneur du film et le transfert de ce film de ce cylindre applicateur (4) ou preneur sur la bande (B), l'on conditionne thermiquement le polymère réticulable pour abaisser la viscosité de ce polymère
- Procédé de revêtement selon l'une quelconque des revendications 1 à 16, caractérisé en ce que l'on dépose le film fluide de polymère à l'état fondu par écoulement forcé dudit polymère, directement sur la bande (B).
- Procédé de revêtement selon l'une quelconque des revendications 1 à 22, caractérisé en ce que l'on préchauffe la bande (B) en défilement à une température comprise entre la température de formation TF du film de polymère mélangé à l'additif temporaire et la température Tr de début de réticulation.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 23, caractérisé en ce que l'épaisseur du revêtement obtenu par ledit procédé est comprise entre 3 et 100 µm, de préférence entre 5 et 50 µm.
- Procédé de revêtement selon l'une quelconque des revendications 1 à 24, caractérisé en ce que la bande (B) est une bande métallique.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0114086A FR2831470A1 (fr) | 2001-10-29 | 2001-10-29 | Procede de revetement en continu d'une bande par un film fluide en polymere reticulable |
| FR0114086 | 2001-10-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1306138A2 true EP1306138A2 (fr) | 2003-05-02 |
| EP1306138A3 EP1306138A3 (fr) | 2006-08-02 |
Family
ID=8868922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02292532A Ceased EP1306138A3 (fr) | 2001-10-29 | 2002-10-15 | Procédé de revêtement en continu d'une bande par un film fluide en polymère réticulable |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1306138A3 (fr) |
| JP (1) | JP2003164796A (fr) |
| AU (1) | AU2002301628B2 (fr) |
| FR (1) | FR2831470A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008071638A1 (fr) * | 2006-12-14 | 2008-06-19 | W.R. Grace & Co.-Conn. | Procédé de revêtement d'un substrat métallique |
| WO2014031987A3 (fr) * | 2012-08-23 | 2014-08-07 | Selwyn Gary S | Procédé de finissage chimique à l'aide d'un bâton et appareil correspondant |
| CN114302773A (zh) * | 2020-08-04 | 2022-04-08 | 株式会社东芝 | 涂敷装置以及涂敷方法 |
| CN115315318A (zh) * | 2021-03-04 | 2022-11-08 | 株式会社东芝 | 涂敷装置及涂敷方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2661363A1 (fr) * | 1990-04-26 | 1991-10-31 | Pagendarm Gmbh | Dispositif pour deposer une couche de composition d'enduction sur une bande de substrat. |
| EP0622127A1 (fr) * | 1993-04-30 | 1994-11-02 | Minnesota Mining And Manufacturing Company | Appareil et procédé de revêtement |
| DE19542097A1 (de) * | 1995-11-11 | 1997-05-15 | Hans Josef May | Vorrichtung zum Beschichten von Metallbändern |
| US5639514A (en) * | 1992-07-08 | 1997-06-17 | Courtaulds Coatings (Holdings) Limited | Process for coating a metal substrate for packaging end use |
| FR2767074A1 (fr) * | 1997-08-08 | 1999-02-12 | Lorraine Laminage | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film en polymere reticulable fluide |
| WO2000035594A1 (fr) * | 1998-12-16 | 2000-06-22 | Sollac | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable |
| WO2000035593A1 (fr) * | 1998-12-16 | 2000-06-22 | Sollac | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable |
| FR2814688A1 (fr) * | 2000-09-29 | 2002-04-05 | Usinor | Procede et dispositif de revetement en continu d'au moins une face d'une bande metalique par un film fluide monocouche ou multicouches en polymeres reticulable |
| FR2814689A1 (fr) * | 2000-09-29 | 2002-04-05 | Usinor | Procede et dispositif de revetement en continu d'au moins une face d'une bande metallique par un film fluide multicouches en polymere reticulable |
-
2001
- 2001-10-29 FR FR0114086A patent/FR2831470A1/fr not_active Withdrawn
-
2002
- 2002-10-15 EP EP02292532A patent/EP1306138A3/fr not_active Ceased
- 2002-10-24 AU AU2002301628A patent/AU2002301628B2/en not_active Ceased
- 2002-10-29 JP JP2002314938A patent/JP2003164796A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2661363A1 (fr) * | 1990-04-26 | 1991-10-31 | Pagendarm Gmbh | Dispositif pour deposer une couche de composition d'enduction sur une bande de substrat. |
| US5639514A (en) * | 1992-07-08 | 1997-06-17 | Courtaulds Coatings (Holdings) Limited | Process for coating a metal substrate for packaging end use |
| EP0622127A1 (fr) * | 1993-04-30 | 1994-11-02 | Minnesota Mining And Manufacturing Company | Appareil et procédé de revêtement |
| DE19542097A1 (de) * | 1995-11-11 | 1997-05-15 | Hans Josef May | Vorrichtung zum Beschichten von Metallbändern |
| FR2767074A1 (fr) * | 1997-08-08 | 1999-02-12 | Lorraine Laminage | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film en polymere reticulable fluide |
| WO2000035594A1 (fr) * | 1998-12-16 | 2000-06-22 | Sollac | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable |
| WO2000035593A1 (fr) * | 1998-12-16 | 2000-06-22 | Sollac | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable |
| FR2814688A1 (fr) * | 2000-09-29 | 2002-04-05 | Usinor | Procede et dispositif de revetement en continu d'au moins une face d'une bande metalique par un film fluide monocouche ou multicouches en polymeres reticulable |
| FR2814689A1 (fr) * | 2000-09-29 | 2002-04-05 | Usinor | Procede et dispositif de revetement en continu d'au moins une face d'une bande metallique par un film fluide multicouches en polymere reticulable |
Non-Patent Citations (1)
| Title |
|---|
| "Le Petit Larousse Grand Format 2002" juillet 2001 (2001-07), LAROUSSE , XP002213586 Cité pour montrer qu'un additif temporaire tel que précisé dans les revendications 4 et 5 pour améliorer les caractéristiques d'application, est un diluant. * page 335, colonne du milieu, alinéa DILUANT * * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008071638A1 (fr) * | 2006-12-14 | 2008-06-19 | W.R. Grace & Co.-Conn. | Procédé de revêtement d'un substrat métallique |
| WO2014031987A3 (fr) * | 2012-08-23 | 2014-08-07 | Selwyn Gary S | Procédé de finissage chimique à l'aide d'un bâton et appareil correspondant |
| CN114302773A (zh) * | 2020-08-04 | 2022-04-08 | 株式会社东芝 | 涂敷装置以及涂敷方法 |
| CN114302773B (zh) * | 2020-08-04 | 2023-10-20 | 株式会社东芝 | 涂敷装置以及涂敷方法 |
| CN115315318A (zh) * | 2021-03-04 | 2022-11-08 | 株式会社东芝 | 涂敷装置及涂敷方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2831470A1 (fr) | 2003-05-02 |
| JP2003164796A (ja) | 2003-06-10 |
| AU2002301628B2 (en) | 2007-08-16 |
| EP1306138A3 (fr) | 2006-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1326719B1 (fr) | Procede et dispositif de revetement en continu d'au moins une face d'une bande metallique par un film fluide monocouche ou multicouches en polymere reticulable | |
| EP1140376B1 (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable | |
| EP0003701B1 (fr) | Procédé et dispositif d'extrusion d'un produit réticulé | |
| CH645178A5 (fr) | Tuyau revetu d'un enduit et procede de fabrication. | |
| EP1001848B1 (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film en polymere reticulable fluide | |
| FR3052386A1 (fr) | Filament pour impression 3d, procede de fabrication d'un tel filament, et procede de fabrication d'un objet par impression 3d | |
| FR2529829A1 (fr) | Procede pour l'enrobage de corps metalliques | |
| EP1306138A2 (fr) | Procédé de revêtement en continu d'une bande par un film fluide en polymère réticulable | |
| CA2355383C (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable | |
| WO2002026399A1 (fr) | Procede et dispositif de revetement en continu d'au moins une face d'une bande metallique par un film fluide multicouches en polymere reticulable | |
| BE1008711A3 (fr) | Moyens et procede d'application d'une couche de finition de matiere plastique a la surface d'un article composite; article composite revetu. | |
| EP1412095B1 (fr) | Procede et dispositif de revetement en continu d'une bande par un film fluide d'epaisseur predeterminee en polymere reticulable exempt de solvant ou de diluant | |
| EP1132188B1 (fr) | Procédé de fabrication de composants pour dispositifs d'éclairage ou de signalisation de véhicules automobiles | |
| EP1551567A2 (fr) | Procede et dispositif de revetement en continu d au moins un substrat par un film | |
| AU2001228183B2 (en) | A coating method | |
| FR2795671A1 (fr) | Procede de fabrication de pieces optiques pour eclairage ou signalisation de vehicules automobiles | |
| TW201231280A (en) | Laminate comprising a color layer and process for production thereof | |
| FR2787354A1 (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable | |
| CA2346561A1 (fr) | Procede et dispositif de revetement en continu d'une bande metallique par une composition polymere | |
| WO1996005043A1 (fr) | Moyens et procede d'application d'une couche de finition de matiere plastique a la surface d'un tuyau; tuyau revetu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ARCELOR FRANCE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20070202 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070907 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20080408 |