EP1306138A2 - Process for the continuous coating of a strip with a fluid film in crosslinkable polymer - Google Patents
Process for the continuous coating of a strip with a fluid film in crosslinkable polymer Download PDFInfo
- Publication number
- EP1306138A2 EP1306138A2 EP02292532A EP02292532A EP1306138A2 EP 1306138 A2 EP1306138 A2 EP 1306138A2 EP 02292532 A EP02292532 A EP 02292532A EP 02292532 A EP02292532 A EP 02292532A EP 1306138 A2 EP1306138 A2 EP 1306138A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polymer
- film
- strip
- temporary additive
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
- B05D1/265—Extrusion coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0218—Pretreatment, e.g. heating the substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/068—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using ionising radiations (gamma, X, electrons)
Definitions
- the present invention relates to a continuous coating process at least one face of at least one strip by a mono fluid film or multilayer of crosslinkable polymer free of solvent or diluent and the softening temperature is above 50 ° C.
- crosslinkable polymers to be hardened by heat treatment, by irradiation (UV radiation, electron beam %), after their application on the strip or by any other suitable process.
- crosslinkable organic coatings such as paints or varnishes for example
- paints or varnishes for example
- a technique particularly used to deposit coatings with base of crosslinkable polymers free of solvent or diluent on a strip running is dusting. This technique consists in applying on tape a layer of polymer in powder form and then melt the polymer to re-spread it, and cook it for a few minutes at a temperature conventionally between 180 and 200 ° C so as to form a film.
- This process consists in forming a crosslinkable polymer film melted by forced flow through a nozzle supplied with crosslinkable polymer melted either in an extruder or in a barrel void, on a cylinder preferably deformable surface applicator in contact with the surface of the strip to be coated. Transfer of the film formed by forced flow on the strip in scrolling is achieved by friction of the applicator cylinder and the strip, the scrolling of the two surfaces taking place in opposite directions, we then speak of reverse transfer (reverse in French). Cooking these polymers is carried out under conditions different from those of powder polymers standard; The cooking temperature is higher, around 230 to 270 ° C, and the cooking time much shorter, of the order of 10 to 60 s.
- This reverse transfer coating process does not allow use standard powder polymers whose viscosity is too high high so that they can be extruded without risk of crosslinking in good conditions, i.e. with sufficient flow and pressure drop acceptable.
- Solvent-free crosslinkable polymer formulations or diluent and whose particularity is to present a temperature at the start of higher crosslinking than that of powder polymers, as well as a viscosity have therefore been developed for this type of process.
- the transfer process reverse remains difficult to implement, because we are still forced to heat the polymer to decrease its viscosity before forming a film by forced flow through the nozzle.
- This process has the disadvantage of requiring very precise adjustment of the temperatures at the barrel or extruder, and at the nozzle. In addition, it does not make it possible to obtain coatings having a state always satisfactory surface area.
- the present invention therefore aims to remedy the drawbacks prior art methods by providing a method of continuous coating of strips with a crosslinkable polymer free of solvent or diluent and whose softening temperature is higher at 50 ° C., which makes it possible to avoid any risk of the start of crosslinking of the polymer untimely before film formation, and to obtain a thin film of polymer cross-linked of uniform thickness and having a surface state free of craters.
- the inventors have demonstrated that the addition of this temporary additive strongly reduces the viscosity of the polymer. From then on, it becomes possible increase the difference between the polymer film formation temperature crosslinkable and the temperature at which the polymer begins to crosslink by decreasing the polymer film formation temperature, which reduces the risk of crosslinking before film formation. So completely unexpected, the inventors have also found that by adding to the polymer crosslinkable a temporary additive with a boiling point included between the polymer film formation temperature minus 30 ° C and the temperature at the start of crosslinking of the polymer, the formation of craters in the crosslinked polymer film.
- the temporary additive not only acts as a temporary plasticizer of the polymer, but also improves the surface appearance of the film.
- the invention applies not only to metal strips, as for example steel, aluminum or an aluminum alloy, but also glass, plastic, plywood, or other suitable material, and the tape may have been previously painted or covered with a coating on one or two faces.
- the solvent or diluent-free crosslinkable polymer can be crosslinkable thermally, or even by irradiation (UV or beam electrons).
- irradiation UV or beam electrons
- the compositions thermosets based on hydroxylated polyesters and blocked isocyanates and reference will be made to application WO95 / 21706 for a general description of products of this type, well known to those skilled in the art.
- Polymers crosslinkable by irradiation can be radical systems or cationic, even hybrid systems.
- the polymer can usually contain fillers, pigments, additives such as catalysts, plasticizers, stabilizers or any other known additive.
- additive is understood to mean temporary, an additive that is added to the crosslinkable polymer, before formation of polymer film, and that we do not find, or almost not, in the composition of the crosslinked polymer film. This temporary additive is neither a solvent or diluent of the crosslinkable polymer.
- the polymers used in this process have temperatures of softening, start of flow and start of different crosslinking.
- the temperature at the start of crosslinking is the temperature from which an increase in viscosity is observed more than 10% in less than 15 min.
- the polymers used in the context of the present invention are such that their softening temperature is higher than 50 ° C, which means that they are solid or very viscous at ambient temperature.
- the strip is continuously scrolled on at least one support, and a fluid film of the said strip is deposited on the strip.
- a temporary additive is added to the crosslinkable polymer before the film is formed, the boiling point T e of which is between the formation temperature T F of the polymer film mixed with the temporary additive minus 30 ° C, and the start temperature of crosslinking of the polymer T r . Since the crosslinkable polymer does not dissolve in the temporary additive, a homogeneous mixture is not formed.
- This temporary additive acts as a temporary plasticizer for the polymer, making it less viscous, which makes it possible to melt the polymer / temporary additive mixture in the extruder or in the barrel-void, at a temperature T F of at least 10 °. C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive.
- the temporary additive produces significant foaming of the polymer.
- the degassing of the polymer is thus facilitated before the crosslinking of the polymer, and a crosslinked polymer film free of craters is obtained.
- the inventors have demonstrated that when the boiling point T e of the temporary additive is equal to or greater than the temperature at which the crosslinking begins to cross-link with the polymer, the additive does not have time to act and it generates numerous craters by rupture of the already crosslinked polymer film.
- the boiling point T e of the temporary additive is preferably equal to the forming temperature T F of the polymer film mixed with the temporary additive more or less 20 ° C. In fact, when the boiling point T e of the temporary additive is lower than the formation temperature T F of the polymer film mixed with the temporary additive minus 20 ° C., the additive tends to vaporize in the 'extruder or in the barrel emptier. The temporary additive still acts as a temporary plasticizer for the polymer, but loses its effect on the surface appearance of the polymer film.
- the boiling point T e of the temporary additive is chosen as a function of the crosslinkable polymer according to the invention of which it is desired to form a film by forced flow. It is between 70 and 155 ° C, preferably between 90 and 120 ° C.
- the temporary additive retained is water.
- the temporary additive is preferably added in liquid form in a proportion between 1 and 5% by weight of the crosslinkable polymer, preferably between 2 and 4%.
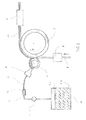
- Figure 1 there is shown a coating installation, by reverse transfer, of a moving band B, by a fluid polymer film crosslinkable, comprising means for melting the polymer, means for formation of the polymer film, and means for reverse transfer of the film to band B.
- the polymer melting means consist of an extruder 1 comprising a hopper 1a into which the polymer is introduced in the form solid particles, and means for heating and kneading the polymer consisting of a worm 1b which pushes the molten polymer to through a die.
- the extruder may also include a flow control of the molten polymer (not shown) like a pump that we have between the exit of the extruder and the means of forming the polymer film. Feeding the molten polymer to the means of film formation takes place, for example, through a hose heater 2.
- the heater hose 2 can advantageously be equipped with a heating homogenization system 10 of the molten polymer, as for example a static mixer.
- the means for forming the polymer film comprise a nozzle 3 provided with a slot bearing against the deformable surface of a cylinder applicator 4.
- the molten polymer film forcibly flows through of the slot of the nozzle 3 on the applicator cylinder 4.
- the slot of the nozzle 3 is provided with means for adjusting the position of the edges of the nozzle slot relative to the surface of the applicator cylinder 4. Due to the parallelism of the nozzle 3 and applicator cylinder 4, a film is formed thereon of uniform thickness.
- the means for reverse transfer of the polymer film consist of the applicator cylinder 4 and a support cylinder 5 of the band B, which are rotated in the opposite direction.
- the applicator cylinder 4 is in contact with the surface of strip B, which is in contact with the cylinder support 5 and is driven in scrolling according to arrow F by means drive (not shown).
- the applicator cylinder 4 is generally deformable and is formed of a steel core coated with a layer elastomer, while the support cylinder 5 is most often dimensionally stable.
- the coating installation according to the invention may also include preheating means 6, such as an induction furnace, which make it possible to bring the strip B to a temperature between the formation temperature T F of the film of polymer mixed with the temporary additive and the temperature T r at the start of crosslinking of the polymer, so as to improve the quality of the adhesion between the polymer and the strip B.
- preheating means 6 such as an induction furnace, which make it possible to bring the strip B to a temperature between the formation temperature T F of the film of polymer mixed with the temporary additive and the temperature T r at the start of crosslinking of the polymer, so as to improve the quality of the adhesion between the polymer and the strip B.
- a mixture of the polymer in the form of solid particles with the temporary additive in liquid form in a first step, a mixture of the polymer in the form of solid particles with the temporary additive in liquid form, and in a second step, introduces this mixture into the hopper 1a of the extruder 1.
- the additive is added temporary by injection into one of the zones of the extruder 1, preferably at a mixing zone of the extrusion screw 1b so as to obtain a better dispersion of the additive in the polymer.
- the temporary additive is added by injection into the heating homogenization system 10 of the molten polymer, preferably at the inlet of the system 10 to promote the dispersion of the temporary additive in the polymer.
- the film of the temporary polymer / additive mixture is formed by forced flow through the nozzle 3 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with an additive. temporary.
- the coated strip BR then passes through means of crosslinking 7 which can be constituted, for example, by an induction furnace or convection when the polymer is crosslinkable thermally, or else again by UV lamps or by electron beams when it's photocrosslinkable. In the latter case, the effect of the radiation to that of temperature to accelerate the hardening of the polymer.
- crosslinking 7 can be constituted, for example, by an induction furnace or convection when the polymer is crosslinkable thermally, or else again by UV lamps or by electron beams when it's photocrosslinkable. In the latter case, the effect of the radiation to that of temperature to accelerate the hardening of the polymer.
- the means of conditioning the polymer film are formed by an internal cylinder heating system applicator and / or by an external heating system such as for example infrared lamps.
- the applicator cylinder 4 is rotated in the direction of travel of the band B, and in this case the polymer film formed is transferred to the applicator cylinder 4 by forced flow from the applicator cylinder 4 onto the strip B by compressing it between the support cylinder 5 of the strip B and the applicator cylinder 4. This is of the direct transfer coating process.
- the installation can include a taker cylinder (not shown) located upstream of the cylinder applicator 4, and in this case the slot of the nozzle 3 is in abutment against the surface of the taker cylinder.
- the fluid polymer film is formed in the molten state on the take-up cylinder.
- the film is transferred to the applicator cylinder 4, the surface of the gripping cylinder moving in contact with the surface of the cylinder applicator 4 either in the opposite direction or in the same direction. Then, we transfers the film from the applicator cylinder 4 to the strip B, either by transfer direct, either by reverse transfer.
- the installation does not does not include an applicator cylinder 4.
- the slot of the nozzle 3 is then in direct support against the surface of strip B, and the film formed by flow forced through the nozzle is deposited directly on the strip B.
- Figure 2 differs from the previous one in that the means for melting the polymer consist of a barrel void 8 comprising a barrel 8a and a heating plate 8b equipped with a pump 9 allowing control the flow of molten polymer.
- the supply of the polymer melted to nozzle 3 takes place, for example, through a hose heater 2.
- the heater hose 2 can advantageously be equipped with a heating homogenization system 10 of the molten polymer, as for example a static mixer.
- the temporary additive is added by injection into an area of the drum-caster where the polymer is melted.
- the polymer / temporary additive mixture is melted in the barrel 8 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive.
- the temporary additive is added by injection into the heating homogenization system 10 of the molten polymer, preferably at the inlet of the system 10 to promote the dispersion of the temporary additive in the polymer.
- the film of the temporary polymer / additive mixture is formed by forced flow through a nozzle 3 at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with an additive. temporary.
- the crosslinkable polymer is used in the form of solid particles, into which the additive has been previously incorporated temporary.
- a mixture containing the polymer is prepared solid particles with the additive in liquid form, we melt this mix for example in an extruder, and we form a sheet that we let cool.
- the tablecloth After the tablecloth has completely cooled, it is ground so as to obtain the polymer in the form of solid particles and incorporating the temporary additive.
- This polymer incorporating the temporary additive is then implemented, i.e. it is melted either in the extruder 1 or in the drum emptier 8 so as to form a film by forced flow through the nozzle 3.
- the temporary additive is injected under pressure.
- an injection needle supplied by a high pressure piston pump.
- the purpose of this example is to illustrate the plasticizing effect of a temporary additive according to the invention when added to a crosslinkable polymer thermosetting.
- thermosetting crosslinkable polymer is as follows: Hydroxylated polyester resin 55% Uretdione hardener 10% TiO 2 pigment (for a white appearance of the final coating) 33% Additives (spreading agent, catalysts ...) 2%
- This composition was developed to be applied on a strip running according to the reverse transfer coating process.
- One side of a steel strip was coated with a layer of this crosslinkable thermosetting polymer, using the reverse transfer coating method as illustrated in FIG. 1.
- the polymer was extruded, and a fluid film of the polymer was formed on the applicator cylinder by forced flow of the molten polymer through the nozzle at a temperature T fo of 130 ° C (measured in the nozzle).
- polymers can be extruded standard powder, i.e. polymers with higher viscosity and the crosslinking start temperature is lower than that of the polymer previously described.
- composition of a standard powder polymer is as follows: Carboxylated polyester resin 60% TGIC hardener (Triglycidylisocyanurate) 5% TiO 2 pigment (for a white appearance of the final coating) 33% Additives (spreading agent, catalysts ...) 2%
- the viscosity of this polymer is too high to be able to be extruded at a temperature below its crosslinking start temperature minus 10 ° C.
- the viscosity drops sufficiently so that the polymer / temporary additive mixture can be extruded under good flow conditions, so as to form a film by forced flow through the nozzle. at a temperature T F of 115 ° C.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Abstract
Description
La présente invention concerne un procédé de revêtement en continu d'au moins une face d'au moins une bande par un film fluide mono ou multicouche en polymère réticulable exempt de solvant ou de diluant et dont la température de ramollissement est supérieure à 50°C.The present invention relates to a continuous coating process at least one face of at least one strip by a mono fluid film or multilayer of crosslinkable polymer free of solvent or diluent and the softening temperature is above 50 ° C.
Elle s'applique aux polymères réticulables devant être durcis par traitement thermique, par irradiation (rayonnement UV, faisceau d'électrons...), après leur application sur la bande ou par tout autre procédé adapté.It applies to crosslinkable polymers to be hardened by heat treatment, by irradiation (UV radiation, electron beam ...), after their application on the strip or by any other suitable process.
Le dépôt de revêtements organiques réticulables, tels que des peintures ou des vernis par exemple, est notamment utilisé pour protéger des bandes métalliques contre la corrosion ou bien encore pour les recouvrir de peinture. Pour ces deux usages, il est important que le film obtenu présente une épaisseur constante ainsi qu'un excellent état de surface exempt de cratères, que ce soit pour garantir une protection contre la corrosion ou pour obtenir un bon aspect et une teinte uniforme de la bande. On a donc cherché à développer des techniques permettant d'obtenir des bandes revêtues d'un film mince de polymère réticulable ayant à la fois une épaisseur constante et un état de surface le meilleur possible.The deposition of crosslinkable organic coatings, such as paints or varnishes for example, is used in particular to protect tapes against corrosion or to cover them with paint. For these two uses, it is important that the film obtained has a constant thickness and an excellent surface condition free of craters, whether to provide protection against corrosion or to obtain a good appearance and uniform shade of the strip. So we tried to develop techniques for obtaining film-coated strips thin crosslinkable polymer having both a constant thickness and a the best possible surface condition.
Une technique particulièrement utilisée pour déposer des revêtements à base de polymères réticulables exempts de solvant ou de diluant sur une bande en défilement est le poudrage. Cette technique consiste à appliquer sur la bande une couche de polymère sous forme de poudre, puis à fondre le polymère pour le ré-étaler, et le cuire pendant quelques minutes à une température comprise conventionnellement entre 180 et 200 °C de manière à former un film.A technique particularly used to deposit coatings with base of crosslinkable polymers free of solvent or diluent on a strip running is dusting. This technique consists in applying on tape a layer of polymer in powder form and then melt the polymer to re-spread it, and cook it for a few minutes at a temperature conventionally between 180 and 200 ° C so as to form a film.
Cependant le poudrage ne permet pas de réaliser des revêtements organiques minces d'épaisseur uniforme, à des vitesses élevées et à des coûts raisonnables. Le revêtement obtenu par poudrage n'est jamais parfaitement lisse et présente toujours un aspect "peau d'orange". C'est pourquoi, pour réaliser des revêtements organiques minces et uniformes sur une bande en défilement à grande vitesse et à des coûts raisonnables, en mettant en oeuvre des polymères dont la formulation est proche de celles des polymères poudre standard appliqués selon le procédé du poudrage en bande évoqué précédemment, c'est à dire des polymères solides ou très visqueux à température ambiante et dont la température de ramollissement est supérieure à la température ambiante, soit supérieure à 50°C, on préfère utiliser le procédé décrit ci-dessous.However, dusting does not allow coatings to be produced thin organic matter of uniform thickness, at high speeds and at reasonable costs. The coating obtained by powdering is never perfectly smooth and always has an "orange peel" appearance. It is why, to achieve thin and uniform organic coatings on a tape running at high speed and at reasonable cost, in using polymers whose formulation is close to those of standard powder polymers applied using the strip dusting process previously mentioned, that is to say solid or very viscous polymers with room temperature and whose softening temperature is higher at room temperature, i.e. above 50 ° C, it is preferable to use the process described below.
Ce procédé consiste à former un film de polymère réticulable fondu par écoulement forcé au travers d'une buse alimentée en polymère réticulable fondu soit dans une extrudeuse, soit dans un vide-fût, sur un cylindre applicateur de préférence de surface déformable en contact avec la surface de la bande à revêtir. Le transfert du film formé par écoulement forcé sur la bande en défilement est réalisé par friction du cylindre applicateur et de la bande, le défilement des deux surfaces s'effectuant en sens contraire, on parle alors de transfert reverse (inverse en langue française). La cuisson de ces polymères est réalisée dans des conditions différentes de celles des polymères poudre standard; La température de cuisson est plus élevée, de l'ordre de 230 à 270 °C, et le temps de cuisson beaucoup plus court, de l'ordre de 10 à 60 s.This process consists in forming a crosslinkable polymer film melted by forced flow through a nozzle supplied with crosslinkable polymer melted either in an extruder or in a barrel void, on a cylinder preferably deformable surface applicator in contact with the surface of the strip to be coated. Transfer of the film formed by forced flow on the strip in scrolling is achieved by friction of the applicator cylinder and the strip, the scrolling of the two surfaces taking place in opposite directions, we then speak of reverse transfer (reverse in French). Cooking these polymers is carried out under conditions different from those of powder polymers standard; The cooking temperature is higher, around 230 to 270 ° C, and the cooking time much shorter, of the order of 10 to 60 s.
Ce procédé de revêtement par transfert reverse ne permet pas de mettre en oeuvre des polymères poudre standard dont la viscosité est trop élevée pour qu'on puisse les extruder sans risque de réticulation dans de bonnes conditions, c'est à dire avec un débit suffisant et une perte de charge acceptable. Des formulations de polymères réticulables exempts de solvant ou de diluant et dont la particularité est de présenter une température de début de réticulation plus élevée que celle des polymères poudre, ainsi qu'une viscosité plus faible, ont donc été développées pour ce type de procédé. Cependant malgré l'emploi de ce type de polymère réticulable, le procédé de transfert reverse reste difficile à mettre en oeuvre, car on est quand même obligé de chauffer le polymère pour diminuer sa viscosité avant d'en former un film par écoulement forcé au travers de la buse. Si l'on ne chauffe pas assez le polymère, sa viscosité ne diminue pas suffisamment et cela l'empêche de s'écouler avec un débit suffisant et une perte de charge acceptable. En revanche si l'on chauffe trop le polymère, celui-ci commence à réticuler avant l'étape de cuisson, ce qui empêche le film de polymère de se former correctement et ce qui risque de bloquer les outils de revêtements.This reverse transfer coating process does not allow use standard powder polymers whose viscosity is too high high so that they can be extruded without risk of crosslinking in good conditions, i.e. with sufficient flow and pressure drop acceptable. Solvent-free crosslinkable polymer formulations or diluent and whose particularity is to present a temperature at the start of higher crosslinking than that of powder polymers, as well as a viscosity have therefore been developed for this type of process. However despite the use of this type of crosslinkable polymer, the transfer process reverse remains difficult to implement, because we are still forced to heat the polymer to decrease its viscosity before forming a film by forced flow through the nozzle. If you don't heat the polymer, its viscosity does not decrease enough and this prevents it from flow with sufficient flow and an acceptable pressure drop. In however if the polymer is heated too much, it begins to crosslink before the baking step, which prevents the polymer film from forming correctly and this could block the coating tools.
Ce procédé présente l'inconvénient d'exiger un réglage très précis des températures au niveau du vide-fût ou de l'extrudeuse, et au niveau de la buse. En outre, il ne permet pas d'obtenir des revêtements présentant un état de surface toujours satisfaisant.This process has the disadvantage of requiring very precise adjustment of the temperatures at the barrel or extruder, and at the nozzle. In addition, it does not make it possible to obtain coatings having a state always satisfactory surface area.
La présente invention a donc pour but de remédier aux inconvénients des procédés de l'art antérieur en mettant à disposition un procédé de revêtement en continu de bandes par un polymère réticulable exempt de solvant ou de diluant et dont la température de ramollissement est supérieure à 50 °C, qui permette d'éviter tout risque de début de réticulation du polymère intempestive avant la formation du film, et d'obtenir un film mince de polymère réticulé d'épaisseur uniforme et présentant un état de surface exempt de cratères.The present invention therefore aims to remedy the drawbacks prior art methods by providing a method of continuous coating of strips with a crosslinkable polymer free of solvent or diluent and whose softening temperature is higher at 50 ° C., which makes it possible to avoid any risk of the start of crosslinking of the polymer untimely before film formation, and to obtain a thin film of polymer cross-linked of uniform thickness and having a surface state free of craters.
A cet effet, l'invention a pour objet un procédé de revêtement en continu d'au moins une face d'au moins une bande par un film fluide mono ou multicouche en polymère réticulable, exempt de solvant ou de diluant, présentant une température de début de réticulation Tr, et dont la température de ramollissement est supérieure à 50°C, caractérisé en ce qu'il comprend les étapes suivantes :
- on fait défiler en continu la bande sur au moins un support,
- on dépose, sur la bande, un film fluide d'un mélange dudit polymère avec un additif temporaire, à l'état fondu, ledit film étant obtenu par fusion puis écoulement forcé dudit mélange polymère/additif temporaire, la température de formation dudit film TF est inférieure à la température de début de réticulation moins 20 °C, et ledit additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF moins 30 °C et la température de début de réticulation Tr.
- the strip is continuously scrolled on at least one support,
- a fluid film of a mixture of said polymer with a temporary additive is deposited on the strip in the molten state, said film being obtained by melting and then forced flow of said polymer / temporary additive mixture, the temperature of formation of said film T F is lower than the start of crosslinking temperature minus 20 ° C, and said temporary additive has a boiling point Te between the temperature of formation of said film T F minus 30 ° C and the start of crosslinking temperature T r .
Les inventeurs ont mis en évidence que l'ajout de cet additif temporaire diminue fortement la viscosité du polymère. Dès lors, II devient possible d'augmenter l'écart entre la température de formation du film de polymère réticulable et la température de début de réticulation du polymère en diminuant la température de formation du film de polymère, ce qui permet de réduire le risque de réticulation avant formation du film. De manière tout à fait inattendue, les inventeurs ont également constaté qu'en ajoutant au polymère réticulable un additif temporaire dont la température d'ébullition est comprise entre la température de formation du film de polymère moins 30 °C et la température de début de réticulation du polymère, on évite la formation de cratères dans le film de polymère réticulé.The inventors have demonstrated that the addition of this temporary additive strongly reduces the viscosity of the polymer. From then on, it becomes possible increase the difference between the polymer film formation temperature crosslinkable and the temperature at which the polymer begins to crosslink by decreasing the polymer film formation temperature, which reduces the risk of crosslinking before film formation. So completely unexpected, the inventors have also found that by adding to the polymer crosslinkable a temporary additive with a boiling point included between the polymer film formation temperature minus 30 ° C and the temperature at the start of crosslinking of the polymer, the formation of craters in the crosslinked polymer film.
L'additif temporaire joue non seulement le rôle de plastifiant temporaire du polymère, mais améliore également l'aspect de surface du film.The temporary additive not only acts as a temporary plasticizer of the polymer, but also improves the surface appearance of the film.
Le procédé selon l'invention peut également présenter les caractéristiques suivantes :
- l'additif temporaire présente une température d'ébullition Te comprise entre la température de formation dudit film TF plus ou moins 20 °C,
- l'additif temporaire présente une température d'ébullition Te comprise entre 70 et 155 °C, de préférence entre 90 et 120 °C,
- on ajoute l'additif temporaire sous forme liquide audit polymère,
- l'additif temporaire est choisi parmi l'éthanol, l'eau, l'acétate de butyle, l'acétate d'amyle et la cyclohexanone, seuls ou en mélanges,
- on ajoute l'additif temporaire au polymère dans une proportion comprise entre 1 et 5 % en poids du polymère réticulable, de préférence entre 2 et 4 %,
- on incorpore préalablement l'additif temporaire au polymère, on conditionne le mélange polymère/additif temporaire sous forme de particules solides, puis on fond ledit mélange soit dans une extrudeuse, soit dans un vide-fût,
- on incorpore l'additif temporaire au polymère et on conditionne directement le mélange polymère/additif temporaire sous forme solide dans un fût,
- on réalise préalablement un mélange du polymère sous forme de particules solides avec l'additif temporaire sous forme liquide, puis on introduit ce mélange dans au moins une trémie d'une extrudeuse,
- on ajoute l'additif temporaire au polymère dans une extrudeuse, et on fond le mélange polymère/additif temporaire dans l'extrudeuse à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire au polymère par injection dans l'extrudeuse,
- on ajoute l'additif temporaire au polymère au niveau d'une zone de malaxage du polymère fondu.
- on ajoute l'additif temporaire dans un vide-fût, et on fond le mélange polymère/additif temporaire dans le vide-fût à une température TF d'au moins 10°C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire par injection dans une zone du vide-fût où l'on fond le polymère.
- on ajoute l'additif temporaire dans la zone d'entrée d'un système d'homogénéisation chauffant du polymère fondu, et on forme le film du mélange polymère/additif temporaire par écoulement forcé dans une buse à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire,
- on ajoute l'additif temporaire par injection sous pression,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur de surface déformable, ledit cylindre applicateur étant entraíné en rotation dans le sens de défilement de la bande, puis on transfère ledit film du cylindre applicateur sur la bande en le comprimant entre le support de la bande et le cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre applicateur de surface déformable, ledit cylindre applicateur étant entraíné en rotation dans le sens inverse au sens de défilement de la bande, puis on transfère ledit film du cylindre applicateur sur la bande en comprimant le support de la bande et le cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur, ledit cylindre preneur étant entraíné en rotation dans le sens inverse au sens de rotation du cylindre applicateur,
- on dépose le film fluide de polymère à l'état fondu sur la bande, par écoulement forcé dudit polymère à l'état fondu, sur un cylindre preneur situé en amont du cylindre applicateur, ledit cylindre preneur étant entraíné en rotation dans le même sens que le sens de rotation du cylindre applicateur,
- entre la formation par écoulement forcé sur le cylindre applicateur ou preneur du film et le transfert de ce film de ce cylindre applicateur ou preneur sur la bande, on conditionne thermiquement le polymère réticulable pour abaisser la viscosité de ce polymère,
- on dépose le film fluide de polymère à l'état fondu par écoulement forcé dudit polymère, directement sur la bande,
- on préchauffe la bande en défilement à une température comprise entre la température de formation TF du film de polymère mélangé à l'additif temporaire et la température Tr de début de réticulation,
- l'épaisseur du revêtement obtenu par ce procédé est comprise entre 3 et 100 µm, de préférence entre 5 et 50 µm,
- la bande est une bande métallique.
- the temporary additive has a boiling point Te of between the temperature of formation of said film T F plus or minus 20 ° C,
- the temporary additive has a boiling point T e of between 70 and 155 ° C, preferably between 90 and 120 ° C,
- the temporary additive is added in liquid form to said polymer,
- the temporary additive is chosen from ethanol, water, butyl acetate, amyl acetate and cyclohexanone, alone or in mixtures,
- the temporary additive is added to the polymer in a proportion of between 1 and 5% by weight of the crosslinkable polymer, preferably between 2 and 4%,
- the temporary additive is incorporated into the polymer beforehand, the polymer / temporary additive mixture is conditioned in the form of solid particles, then the said mixture is melted either in an extruder or in a barrel-emptier,
- the temporary additive is incorporated into the polymer and the polymer / temporary additive mixture is directly conditioned in solid form in a barrel,
- the polymer is mixed beforehand in the form of solid particles with the temporary additive in liquid form, then this mixture is introduced into at least one hopper of an extruder,
- the temporary additive is added to the polymer in an extruder, and the polymer / temporary additive mixture is melted in the extruder at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the non-polymer film mixed with a temporary additive,
- the temporary additive is added to the polymer by injection into the extruder,
- the temporary additive is added to the polymer at a kneading zone of the molten polymer.
- the temporary additive is added to a barrel void, and the polymer / temporary additive mixture is melted in the barrel void at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive,
- the temporary additive is added by injection into an area of the drum-caster where the polymer is melted.
- the temporary additive is added to the inlet zone of a heating homogenization system for the molten polymer, and the film of the polymer / temporary additive mixture is formed by forced flow through a nozzle at a temperature T F of at least 10 ° C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive,
- the temporary additive is added by pressure injection,
- the fluid polymer film in the molten state is deposited on the strip, by forced flow of the said polymer in the molten state, on an applicator cylinder with a deformable surface, said applicator cylinder being rotated in the direction of travel of the strip then transferring said film from the applicator cylinder onto the strip by compressing it between the support of the strip and the applicator cylinder,
- the fluid polymer film in the molten state is deposited on the strip, by forced flow of said polymer in the molten state, on an applicator cylinder with a deformable surface, said applicator cylinder being rotated in the opposite direction to the direction of travel of the strip, then said film is applied from the applicator cylinder to the strip, compressing the support of the strip and the applicator cylinder,
- the fluid polymer film in the molten state is deposited on the strip, by forced flow of the said polymer in the molten state, on a gripping cylinder situated upstream of the applicator cylinder, said gripping cylinder being rotated in the opposite direction to the direction of rotation of the applicator cylinder,
- the fluid polymer film in the molten state is deposited on the strip, by forced flow of the said polymer in the molten state, on a gripping cylinder situated upstream of the applicator cylinder, said gripping cylinder being rotated in the same direction as the direction of rotation of the applicator cylinder,
- between the formation by forced flow on the applicator cylinder or taker of the film and the transfer of this film from this applicator cylinder or taker onto the strip, the crosslinkable polymer is thermally conditioned to lower the viscosity of this polymer,
- the fluid polymer film is deposited in the molten state by forced flow of said polymer, directly on the strip,
- the strip running is preheated to a temperature between the formation temperature T F of the polymer film mixed with the temporary additive and the temperature T r at the start of crosslinking,
- the thickness of the coating obtained by this process is between 3 and 100 μm, preferably between 5 and 50 μm,
- the strip is a metallic strip.
Les caractéristiques et avantages de la présente invention apparaítront mieux au cours de la description qui va suivre, donnée à titre d'exemple non limitatif, en référence aux figures annexées sur lesquelles :
- La figure 1 est une vue schématique en coupe d'une installation de revêtement en continu d'une bande selon l'invention.
- La figure 2 est une vue schématique en coupe d'une variante de l'installation de la figure 1.
- Figure 1 is a schematic sectional view of a continuous coating installation of a strip according to the invention.
- FIG. 2 is a schematic sectional view of a variant of the installation of FIG. 1.
L'invention s'applique non seulement aux bandes de métal, comme par exemple l'acier, l'aluminium ou un alliage d'aluminium, mais aussi de verre, de plastique, de contreplaqué, ou de tout autre matériau adapté, et la bande peut avoir été préalablement peinte ou couverte d'un revêtement sur une ou deux faces.The invention applies not only to metal strips, as for example steel, aluminum or an aluminum alloy, but also glass, plastic, plywood, or other suitable material, and the tape may have been previously painted or covered with a coating on one or two faces.
Le polymère réticulable exempt de solvant ou de diluant peut être réticulable de façon thermique, ou bien encore par irradiation (UV ou faisceau d'électrons). Par exemple, on citera à titre indicatif, les compositions thermodurcissables à base de polyesters hydroxylés et d'isocyanates bloqués, et on se référera à la demande WO95/21706 pour une description générale de produits de ce type, bien connus de l'homme du métier. Les polymères réticulables par irradiation peuvent être des systèmes radicalaires ou cationiques, voire des systèmes hybrides.The solvent or diluent-free crosslinkable polymer can be crosslinkable thermally, or even by irradiation (UV or beam electrons). For example, there may be mentioned by way of indication, the compositions thermosets based on hydroxylated polyesters and blocked isocyanates, and reference will be made to application WO95 / 21706 for a general description of products of this type, well known to those skilled in the art. Polymers crosslinkable by irradiation can be radical systems or cationic, even hybrid systems.
Le polymère peut contenir de façon usuelle des charges, des pigments, des additifs comme des catalyseurs, des plastifiants, des stabilisants ou tout autre additif connu.The polymer can usually contain fillers, pigments, additives such as catalysts, plasticizers, stabilizers or any other known additive.
Dans le cadre de la présente invention, on entend par additif temporaire, un additif qu'on ajoute au polymère réticulable, avant la formation du film de polymère, et qu'on ne retrouve pas, ou quasiment pas, dans la composition du film de polymère réticulé. Cet additif temporaire n'est ni un solvant, ni un diluant du polymère réticulable.In the context of the present invention, the term “additive” is understood to mean temporary, an additive that is added to the crosslinkable polymer, before formation of polymer film, and that we do not find, or almost not, in the composition of the crosslinked polymer film. This temporary additive is neither a solvent or diluent of the crosslinkable polymer.
Les polymères utilisés dans ce procédé possèdent des températures de ramollissement, de début d'écoulement et de début de réticulation différentes.The polymers used in this process have temperatures of softening, start of flow and start of different crosslinking.
D'une manière générale, la température de début de réticulation est la température à partir de laquelle on observe un accroissement de la viscosité supérieure à 10% en moins de 15 min.. Les polymères utilisés dans le cadre de la présente invention sont tels que leur température de ramollissement est supérieure à 50 °C, ce qui signifie qu'ils sont solides ou très visqueux à température ambiante.In general, the temperature at the start of crosslinking is the temperature from which an increase in viscosity is observed more than 10% in less than 15 min. The polymers used in the context of the present invention are such that their softening temperature is higher than 50 ° C, which means that they are solid or very viscous at ambient temperature.
Pour revêtir en continu au moins une face d'au moins une bande par un film fluide mono ou multicouche en polymère réticulable, on fait défiler en continu la bande sur au moins un support, et on dépose, sur la bande, un film fluide dudit polymère à l'état fondu, obtenu par fusion puis écoulement forcé du polymère, la température de formation Tfo de ce film étant inférieure à la température de début de réticulation Tr du polymère d'au moins 10 °C.To continuously coat at least one face of at least one strip with a monolayer or multi-layer fluid film of crosslinkable polymer, the strip is continuously scrolled on at least one support, and a fluid film of the said strip is deposited on the strip. polymer in the molten state, obtained by melting then forced flow of the polymer, the formation temperature T fo of this film being lower than the start of crosslinking start temperature T r of the polymer by at least 10 ° C.
Selon l'invention, on ajoute au polymère réticulable, avant la formation du film, un additif temporaire, dont la température d'ébullition Te est comprise entre la température de formation TF du film de polymère mélangé à l'additif temporaire moins 30 °C, et la température de début de réticulation du polymère Tr. Le polymère réticulable ne se dissolvant pas dans l'additif temporaire, on ne forme pas un mélange homogène. Cet additif temporaire joue le rôle de plastifiant temporaire du polymère en le rendant moins visqueux, ce qui permet de fondre le mélange polymère/additif temporaire dans l'extrudeuse ou dans le vide-fût, à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire. On peut ainsi former le film fluide de polymère à l'état fondu sur le cylindre applicateur, par écoulement forcé du polymère au travers de la buse, à une température TF d'au moins 10 °C inférieure à la température de formation Tfo du film de polymère non mélangé à un additif temporaire. Par conséquent, on augmente l'écart entre la température de début de réticulation Tr du polymère et la température de formation TF dudit film de polymère mélangé à l'additif temporaire de plus de 20 °C, et on évite ainsi tout risque de réticulation du polymère avant de former le film de polymère.According to the invention, a temporary additive is added to the crosslinkable polymer before the film is formed, the boiling point T e of which is between the formation temperature T F of the polymer film mixed with the temporary additive minus 30 ° C, and the start temperature of crosslinking of the polymer T r . Since the crosslinkable polymer does not dissolve in the temporary additive, a homogeneous mixture is not formed. This temporary additive acts as a temporary plasticizer for the polymer, making it less viscous, which makes it possible to melt the polymer / temporary additive mixture in the extruder or in the barrel-void, at a temperature T F of at least 10 °. C lower than the formation temperature T fo of the polymer film not mixed with a temporary additive. It is thus possible to form the fluid polymer film in the molten state on the applicator cylinder, by forced flow of the polymer through the nozzle, at a temperature T F of at least 10 ° C lower than the formation temperature T fo polymer film not mixed with a temporary additive. Consequently, the difference between the start of crosslinking start temperature T r of the polymer and the formation temperature T F of said polymer film mixed with the temporary additive is increased by more than 20 ° C., and this avoids any risk of crosslinking the polymer before forming the polymer film.
En outre, au cours de la fusion du polymère réticulable, de la formation par écoulement forcé du polymère à l'état fondu et avant que le film de polymère ne se réticule, l'additif temporaire produit un moussage important du polymère. Le dégazage du polymère est ainsi facilité avant la réticulation du polymère, et on obtient un film de polymère réticulé exempt de cratères.In addition, during the melting of the crosslinkable polymer, the formation by forced flow of the polymer in the molten state and before the film of polymer does not cross-link, the temporary additive produces significant foaming of the polymer. The degassing of the polymer is thus facilitated before the crosslinking of the polymer, and a crosslinked polymer film free of craters is obtained.
Les inventeurs ont mis en évidence que lorsque la température d'ébullition Te de l'additif temporaire est égale ou supérieure à la température de début de réticulation du polymère, l'additif n'a pas le temps d'agir et il génère de nombreux cratères par rupture du film de polymère déjà réticulé.The inventors have demonstrated that when the boiling point T e of the temporary additive is equal to or greater than the temperature at which the crosslinking begins to cross-link with the polymer, the additive does not have time to act and it generates numerous craters by rupture of the already crosslinked polymer film.
La température d'ébullition Te de l'additif temporaire est de préférence égale à la température de formation TF du film de polymère mélangé à l'additif temporaire plus ou moins 20 °C. En effet, lorsque la température d'ébullition Te de l'additif temporaire est inférieure à la température de formation TF du film de polymère mélangé à l'additif temporaire moins 20 °C, l'additif a tendance à se vaporiser dans l'extrudeuse ou dans le vide-fût. L'additif temporaire agit toujours comme plastifiant temporaire du polymère, mais perd de son effet sur l'aspect de surface du film de polymère.The boiling point T e of the temporary additive is preferably equal to the forming temperature T F of the polymer film mixed with the temporary additive more or less 20 ° C. In fact, when the boiling point T e of the temporary additive is lower than the formation temperature T F of the polymer film mixed with the temporary additive minus 20 ° C., the additive tends to vaporize in the 'extruder or in the barrel emptier. The temporary additive still acts as a temporary plasticizer for the polymer, but loses its effect on the surface appearance of the polymer film.
La température d'ébullition Te de l'additif temporaire est choisie en fonction du polymère réticulable selon l'invention dont on souhaite former un film par écoulement forcé. Elle est comprise entre 70 et 155 °C, de préférence comprise entre 90 et 120 °C. The boiling point T e of the temporary additive is chosen as a function of the crosslinkable polymer according to the invention of which it is desired to form a film by forced flow. It is between 70 and 155 ° C, preferably between 90 and 120 ° C.
Avantageusement, l'additif temporaire est choisi parmi l'éthanol (Te = 78 °C), l'eau (Te = 100 °C), l'acétate de butyle (Te = 126 °C), l'acétate d'amyle (Te = 149 °C) et la cyclohexanone (Te = 155°C), seuls ou en mélange.Advantageously, the temporary additive is chosen from ethanol (T e = 78 ° C), water (T e = 100 ° C), butyl acetate (T e = 126 ° C), acetate amyl (T e = 149 ° C) and cyclohexanone (T e = 155 ° C), alone or as a mixture.
Plus préférentiellement l'additif temporaire retenu est l'eau.More preferably, the temporary additive retained is water.
On ajoute l'additif temporaire de préférence sous forme liquide dans une proportion comprise entre 1 et 5 % en poids du polymère réticulable, de préférence entre 2 et 4 %.The temporary additive is preferably added in liquid form in a proportion between 1 and 5% by weight of the crosslinkable polymer, preferably between 2 and 4%.
Si on ajoute au polymère moins de 1 % d'additif temporaire, on n'observe pas d'effet de plastification du polymère, et pas d'amélioration notable de l'aspect de surface du film réticulé.If less than 1% temporary additive is added to the polymer, does not observe any plasticizing effect of the polymer, and no improvement notable for the surface appearance of the crosslinked film.
Si on ajoute plus de 5 % d'additif temporaire au polymère, le polymère est saturé en additif temporaire, une partie de l'additif ne se disperse pas et reste sous forme de gouttelettes.If more than 5% temporary additive is added to the polymer, the polymer is saturated with temporary additive, part of the additive does not disperse and remains as droplets.
Sur la figure 1, on a représenté une installation de revêtement, par transfert reverse, d'une bande B en défilement, par un film fluide de polymère réticulable, comprenant des moyens de fusion du polymère, des moyens de formation du film de polymère, et des moyens de transfert reverse du film sur la bande B.In Figure 1, there is shown a coating installation, by reverse transfer, of a moving band B, by a fluid polymer film crosslinkable, comprising means for melting the polymer, means for formation of the polymer film, and means for reverse transfer of the film to band B.
Les moyens de fusion du polymère sont constitués d'une extrudeuse 1
comprenant une trémie 1a dans laquelle on introduit le polymère sous forme
de particules solides, et des moyens de chauffage et de malaxage du
polymère constitués d'une vis sans fin 1b qui pousse le polymère fondu à
travers une filière. L'extrudeuse peut également comporter un organe de
régulation du débit du polymère fondu (non représenté) comme une pompe
que l'on dispose entre la sortie de l'extrudeuse et les moyens de formation du
film de polymère. L'alimentation du polymère fondu jusqu'aux moyens de
formation du film s'effectue, par exemple, par l'intermédiaire d'un flexible
chauffant 2. Le flexible chauffant 2 peut avantageusement être équipé d'un
système d'homogénéisation chauffant 10 du polymère fondu, comme par
exemple un mélangeur statique.The polymer melting means consist of an
Les moyens de formation du film de polymère comprennent une buse 3
munie d'une fente en appui contre la surface déformable d'un cylindre
applicateur 4. Le film de polymère fondu s'écoule de manière forcée au travers
de la fente de la buse 3 sur le cylindre applicateur 4. La fente de la buse 3 est
pourvue de moyens de réglage de la position des bords de la fente de la buse
par rapport à la surface du cylindre applicateur 4. Du fait du parallélisme de la
buse 3 et du cylindre applicateur 4, il se forme sur ce dernier un film
d'épaisseur uniforme.The means for forming the polymer film comprise a
Les moyens de transfert reverse du film de polymère sont constitués du
cylindre applicateur 4 et d'un cylindre de support 5 de la bande B, qui sont
entraínés en rotation dans le sens inverse. Le cylindre applicateur 4 est en
contact avec la surface de la bande B, laquelle est en appui sur le cylindre
support 5 et est entraínée en défilement selon la flèche F par des moyens
d'entraínement (non représentés). Le cylindre applicateur 4 est généralement
déformable et est formé d'une âme en acier revêtue d'une couche
d'élastomère, alors que le cylindre de support 5 est le plus souvent
indéformable.The means for reverse transfer of the polymer film consist of the
applicator cylinder 4 and a
L'installation de revêtement selon l'invention peut également comprendre des moyens de préchauffage 6, tels qu'un four à induction, qui permettent de porter la bande B à une température comprise entre la température de formation TF du film de polymère mélangé à l'additif temporaire et la température Tr de début de réticulation du polymère, de manière à améliorer la qualité de l'adhésion entre le polymère et la bande B.The coating installation according to the invention may also include preheating means 6, such as an induction furnace, which make it possible to bring the strip B to a temperature between the formation temperature T F of the film of polymer mixed with the temporary additive and the temperature T r at the start of crosslinking of the polymer, so as to improve the quality of the adhesion between the polymer and the strip B.
Selon un premier mode de réalisation de l'invention, on réalise dans une
première étape, un mélange du polymère sous forme de particules solides
avec l'additif temporaire sous forme liquide, et dans une seconde étape, on
introduit ce mélange dans la trémie 1a de l'extrudeuse 1.According to a first embodiment of the invention, it is carried out in a
first step, a mixture of the polymer in the form of solid particles
with the temporary additive in liquid form, and in a second step,
introduces this mixture into the hopper 1a of the
Selon un autre mode de réalisation de l'invention, on ajoute l'additif
temporaire par injection dans l'une des zones de l'extrudeuse 1, de préférence
au niveau d'une zone de malaxage de la vis d'extrusion 1b de manière à
obtenir une meilleure dispersion de l'additif dans le polymère.According to another embodiment of the invention, the additive is added
temporary by injection into one of the zones of the
On peut ainsi fondre le mélange polymère/additif temporaire dans
l'extrudeuse 1 à une température TF d'au moins 10 °C inférieure à la
température de formation Tfo du film de polymère non mélangé à un additif
temporaire. It is thus possible to melt the polymer / temporary additive mixture in the
Selon un autre mode de réalisation de l'invention, on ajoute l'additif
temporaire par injection dans le système d'homogénéisation chauffant 10 du
polymère fondu, de préférence à l'entrée du système 10 pour favoriser la
dispersion de l'additif temporaire dans le polymère. De cette façon, on forme le
film du mélange polymère/additif temporaire par écoulement forcé dans la
buse 3 à une température TF d'au moins 10 °C inférieure à la température de
formation Tfo du film de polymère non mélangé à un additif temporaire.According to another embodiment of the invention, the temporary additive is added by injection into the
Lorsqu'on a fondu le mélange polymère/additif temporaire dans
l'extrudeuse 1 et formé le film fluide de polymère à l'état fondu par écoulement
forcé au travers de la buse 3, on transfère le film de polymère du cylindre
applicateur sur la bande B, en comprimant le cylindre support 5 de la bande B
et le cylindre applicateur 4, le cylindre applicateur 4 étant entraíné en rotation
dans le sens inverse au sens de défilement de la bande B.When the temporary polymer / additive mixture has been melted in
La bande revêtue BR passe ensuite au travers de moyens de réticulation 7 qui peuvent être constitués, par exemple, par un four à induction ou à convection lorsque le polymère est réticulable par voie thermique, ou bien encore par des lampes à UV ou par des faisceaux d'électrons lorsqu'il est photoréticulable. Dans ce dernier cas, on combine avantageusement l'effet du rayonnement à celui de la température pour accélérer le durcissement du polymère.The coated strip BR then passes through means of crosslinking 7 which can be constituted, for example, by an induction furnace or convection when the polymer is crosslinkable thermally, or else again by UV lamps or by electron beams when it's photocrosslinkable. In the latter case, the effect of the radiation to that of temperature to accelerate the hardening of the polymer.
De façon à faciliter le transfert du film de polymère formé par écoulement forcé, du cylindre applicateur 4 sur la bande B, on peut avantageusement conditionner thermiquement le polymère pour abaisser sa viscosité à une valeur inférieure à la viscosité mesurée dans les conditions de l'écoulement forcé. Les moyens de conditionnement du film de polymère (non représentés) sont formés par un système de chauffage interne du cylindre applicateur et/ou par un système de chauffage externe comme par exemple des lampes à infrarouge.In order to facilitate the transfer of the polymer film formed by forced flow from the applicator cylinder 4 onto the strip B, it is possible to advantageously thermally condition the polymer to lower its viscosity at a value lower than the viscosity measured under the conditions of forced flow. The means of conditioning the polymer film (not shown) are formed by an internal cylinder heating system applicator and / or by an external heating system such as for example infrared lamps.
Selon un autre mode de réalisation de l'invention, le cylindre applicateur
4 est entraíné en rotation dans le sens de défilement de la bande B, et dans ce
cas on transfère le film de polymère formé sur le cylindre applicateur 4 par
écoulement forcé, du cylindre applicateur 4 sur la bande B en le comprimant
entre le cylindre de support 5 de la bande B et le cylindre applicateur 4. Il s'agit
du procédé de revêtement par transfert direct.According to another embodiment of the invention, the applicator cylinder
4 is rotated in the direction of travel of the band B, and in this
case the polymer film formed is transferred to the applicator cylinder 4 by
forced flow from the applicator cylinder 4 onto the strip B by compressing it
between the
Selon un autre mode de réalisation de l'invention, l'installation peut
comprendre un cylindre preneur (non représenté) situé en amont du cylindre
applicateur 4, et dans ce cas la fente de la buse 3 est en appui contre la
surface du cylindre preneur. On forme le film fluide de polymère à l'état fondu
sur le cylindre preneur. On transfère le film sur le cylindre applicateur 4, la
surface du cylindre preneur défilant au contact de la surface du cylindre
applicateur 4 soit dans le sens inverse, soit dans le même sens. Puis, on
transfère le film du cylindre applicateur 4 sur la bande B soit par transfert
direct, soit par transfert reverse.According to another embodiment of the invention, the installation can
include a taker cylinder (not shown) located upstream of the cylinder
applicator 4, and in this case the slot of the
Selon un autre mode de réalisation de l'invention, l'installation ne
comprend pas de cylindre applicateur 4. La fente de la buse 3 est alors en
appui direct contre la surface de la bande B, et le film formé par écoulement
forcé au travers de la buse se dépose directement sur la bande B.According to another embodiment of the invention, the installation does not
does not include an applicator cylinder 4. The slot of the
L'installation de la figure 2 diffère de la précédente par le fait que les
moyens de fusion du polymère sont constitués d'un vide-fût 8 comprenant un
fût 8a et un plateau 8b chauffant équipé d'une pompe 9 permettant de
contrôler le débit de polymère fondu.The installation of Figure 2 differs from the previous one in that the
means for melting the polymer consist of a
Comme dans l'installation de la figure 1, l'alimentation du polymère
fondu jusqu'à la buse 3 s'effectue, par exemple, par l'intermédiaire d'un flexible
chauffant 2. Le flexible chauffant 2 peut avantageusement être équipé d'un
système d'homogénéisation chauffant 10 du polymère fondu, comme par
exemple un mélangeur statique.As in the installation in Figure 1, the supply of the polymer
melted to
Selon un mode de réalisation de l'invention dans le cas de l'installation
2, on ajoute l'additif temporaire par injection dans une zone du vide-fût où l'on
fond le polymère. De cette manière, on fond le mélange polymère/additif
temporaire dans le vide-fût 8 à une température TF d'au moins 10°C inférieure
à la température de formation Tfo du film de polymère non mélangé à un additif
temporaire.According to one embodiment of the invention in the case of
Selon un autre mode de réalisation de l'invention, on ajoute l'additif
temporaire par injection dans le système d'homogénéisation chauffant 10 du
polymère fondu, de préférence à l'entrée du système 10 pour favoriser la
dispersion de l'additif temporaire dans le polymère. De cette façon, on forme le
film du mélange polymère/additif temporaire par écoulement forcé dans une
buse 3 à une température TF d'au moins 10 °C inférieure à la température de
formation Tfo du film de polymère non mélangé à un additif temporaire.According to another embodiment of the invention, the temporary additive is added by injection into the
Selon un mode de réalisation de l'invention commun aux installations
des figures 1 et 2, on met en oeuvre le polymère réticulable sous forme de
particules solides, dans lequel on a préalablement incorporé l'additif
temporaire. Pour obtenir le polymère réticulable sous forme solide incorporant
déjà l'additif temporaire, on prépare un mélange contenant le polymère sous
forme de particules solides avec l'additif sous forme liquide, on fond ce
mélange par exemple dans une extrudeuse, et on en forme une nappe qu'on
laisse refroidir. Après refroidissement complet de la nappe, on la broie de
manière à obtenir le polymère sous forme de particules solides et incorporant
l'additif temporaire. Ce polymère incorporant l'additif temporaire est ensuite
mis en oeuvre, c'est à dire qu'on le fond soit dans l'extrudeuse 1, soit dans le
vide-fût 8 de manière à en former un film par écoulement forcé au travers de la
buse 3.According to an embodiment of the invention common to the installations
Figures 1 and 2, the crosslinkable polymer is used in the form of
solid particles, into which the additive has been previously incorporated
temporary. To obtain the crosslinkable polymer in solid form incorporating
already the temporary additive, a mixture containing the polymer is prepared
solid particles with the additive in liquid form, we melt this
mix for example in an extruder, and we form a sheet that we
let cool. After the tablecloth has completely cooled, it is ground
so as to obtain the polymer in the form of solid particles and incorporating
the temporary additive. This polymer incorporating the temporary additive is then
implemented, i.e. it is melted either in the
Dans le cas particulier de l'installation 2, on peut conditionner
directement le mélange polymère/additif temporaire sous forme solide dans le
fût 8a. Pour cela, on fond directement, par exemple par extrusion, le mélange
polymère réticulable/additif temporaire dans un fût 8a, sans passer par l'étape
intermédiaire de formation de particules solides de polymère réticulable
incorporant l'additif temporaire. Puis, on laisse refroidir le mélange de manière
à obtenir un bloc du mélange polymère/additif temporaire solide dans le fût 8a
directement utilisable pour former un film par écoulement forcé selon
l'invention.In the particular case of
Selon un mode préféré de l'invention et commun aux deux installations, on injecte l'additif temporaire sous pression. A cet effet, on utilise par exemple une aiguille d'injection alimentée par une pompe à piston haute pression.According to a preferred embodiment of the invention and common to the two installations, the temporary additive is injected under pressure. For this purpose, for example, an injection needle supplied by a high pressure piston pump.
L'effet fluidifiant de l'additif temporaire dans le polymère présente d'autres avantages :
- La viscosité des polymères poudre classiques peut être suffisamment abaissée pour qu'on puisse former un film fluide de polymère à l'état fondu par écoulement forcé sur la bande B en défilement ; on pourra ainsi obtenir des films organiques minces et uniformes à des coûts raisonnables, en évitant d'avoir recours à des formulations de polymère spécialement mises au point pour ce type de procédé de revêtement et qui sont plus coûteuses.
- Les inventeurs ont mis en évidence que le couple de transfert entre le cylindre applicateur 4 et la bande B diminue lorsqu'on ajoute un additif temporaire au polymère, le cylindre applicateur 4 est donc moins sollicité et la durée son utilisation augmente sensiblement.
- Les inventeurs ont également mis en évidence qu'à température constante le débit de polymère fondu dans l'extrudeuse 1 augmente, on peut ainsi diminuer la température d'extrusion du polymère tout en conservant un bon écoulement du polymère
- Le nettoyage de l'extrudeuse 1 et de la buse 3 est plus facile et plus rapide ; Ainsi, lorsque l'on souhaite changer de type de polymère ou changer la couleur du polymère, la productivité de la ligne de revêtement est moins diminuée.
- The viscosity of conventional powder polymers can be lowered enough so that a fluid polymer film in the molten state can be formed by forced flow on the moving strip B; thin and uniform organic films can thus be obtained at reasonable costs, avoiding the need for polymer formulations specially developed for this type of coating process and which are more expensive.
- The inventors have shown that the transfer torque between the applicator cylinder 4 and the strip B decreases when a temporary additive is added to the polymer, the applicator cylinder 4 is therefore less stressed and the duration of its use increases significantly.
- The inventors have also demonstrated that at constant temperature the flow rate of molten polymer in the
extruder 1 increases, it is thus possible to decrease the extrusion temperature of the polymer while retaining good flow of the polymer - Cleaning the
extruder 1 and thenozzle 3 is easier and faster; Thus, when it is desired to change the type of polymer or to change the color of the polymer, the productivity of the coating line is less decreased.
La description qui vient d'être donnée de différents modes de réalisation n'est nullement limitative. Ainsi, on pourra par exemple mettre en oeuvre le procédé selon l'invention pour revêtir de façon simultanée ou non, chacune des faces de la bande B en défilement.The description which has just been given of various embodiments is in no way limiting. Thus, we can for example implement the process according to the invention for coating simultaneously or not, each of the faces of the moving strip B.
Les exemples suivants ont pour but d'illustrer l'invention.The following examples are intended to illustrate the invention.
Cet exemple a pour but d'illustrer l'effet plastifiant d'un additif temporaire selon l'invention lorsqu'il est ajouté à un polymère réticulable thermodurcissable.The purpose of this example is to illustrate the plasticizing effect of a temporary additive according to the invention when added to a crosslinkable polymer thermosetting.
A titre d'exemple, la composition du polymère réticulable
thermodurcissable est la suivante :
Cette composition a été mise au point pour être appliquée sur une bande en défilement selon le procédé de revêtement par transfert reverse.This composition was developed to be applied on a strip running according to the reverse transfer coating process.
Les caractéristiques de ce polymère sont par exemple :
On a revêtu d'une couche de ce polymère réticulable thermodurcissable une face d'une bande d'acier, en mettant en oeuvre le procédé de revêtement par transfert reverse tel qu'illustré à la Fig. 1. A cet effet, on a extrudé le polymère, et on a formé, sur le cylindre applicateur, un film fluide du polymère par écoulement forcé du polymère fondu au travers de la buse à une température Tfo de 130 °C (mesurée dans la buse).One side of a steel strip was coated with a layer of this crosslinkable thermosetting polymer, using the reverse transfer coating method as illustrated in FIG. 1. To this end, the polymer was extruded, and a fluid film of the polymer was formed on the applicator cylinder by forced flow of the molten polymer through the nozzle at a temperature T fo of 130 ° C (measured in the nozzle).
On a ensuite ajouté au polymère réticulable thermodurcissable respectivement 2 % d'eau (Te = 100 °C), et 2 % d'acétate de butyle (Te = 126 °C) à titre d'additif temporaire. Puis comme précédemment, on a extrudé le mélange polymère/additif temporaire, et on a formé un film fluide du mélange polymère/additif temporaire par écoulement forcé du mélange sur le cylindre applicateur à une température TF de 130 °C (mesurée dans la buse).2% water (Te = 100 ° C) and 2% butyl acetate (Te = 126 ° C) were then added to the thermosetting crosslinkable polymer, respectively, as a temporary additive. Then as before, the polymer / temporary additive mixture was extruded, and a fluid film of the polymer / temporary additive mixture was formed by forced flow of the mixture over the applicator cylinder at a temperature T F of 130 ° C (measured in the nozzle ).
Au cours de l'application du revêtement sur la bande d'acier on a mesuré les cinq variables suivantes :
- le couple de l'extrudeuse qui représente la puissance absorbée par le travail de cisaillement du polymère fondu dans l'extrudeuse, et par suite représente la viscosité du polymère. Plus le polymère est fluide (faible viscosité), moins l'extrudeuse fournit d'effort pour faire avancer le polymère et moins le couple de l'extrudeuse est élevé,
- la pression dans l'extrudeuse qui est la pression du polymère fondu en sortie de l'extrudeuse,
- la pression dans la buse qui est la pression du polymère fondu mesurée après la formation du film par écoulement forcé et juste avant l'application de ce film sur le cylindre applicateur,
- le couple de transfert du cylindre applicateur par rapport à la bande d'acier qui représente l'effort nécessaire pour décoller le film de polymère fondu du cylindre applicateur et le transférer sur la bande,
- le débit du polymère fondu dont on forme un film par écoulement forcé.
- the torque of the extruder which represents the power absorbed by the shearing work of the molten polymer in the extruder, and consequently represents the viscosity of the polymer. The more fluid the polymer (low viscosity), the less effort the extruder makes to advance the polymer and the less the torque of the extruder,
- the pressure in the extruder which is the pressure of the molten polymer leaving the extruder,
- the pressure in the nozzle which is the pressure of the molten polymer measured after the film is formed by forced flow and just before the application of this film on the applicator cylinder,
- the transfer torque of the applicator cylinder relative to the steel strip which represents the effort necessary to peel the molten polymer film from the applicator cylinder and transfer it to the strip,
- the flow rate of the molten polymer from which a film is formed by forced flow.
Ces cinq variables sont corrélées à la viscosité du polymère. En effet, lorsque la viscosité du polymère diminue, les couples et les pressions diminuent, alors que le débit de polymère augmente.These five variables are correlated with the viscosity of the polymer. Indeed, when the viscosity of the polymer decreases, the torques and the pressures decrease as the polymer throughput increases.
On a reporté ces cinq variables au tableau I.
extrudeuse
(%)
extrudeuse
(bar)
(bar)
transfert
(daN.m)
(kg/h)
temporaire
d'eau
d'acétate de
butyle
extruder
(%)
extruder
(bar)
(bar)
transfer
(Nm)
(Kg / h)
temporary
water
acetate
butyl
A la lecture de ce tableau, on constate que l'additif temporaire joue bien un rôle de plastifiant temporaire du polymère puisqu'il fait baisser la viscosité du mélange polymère/additif temporaire, ce qui se traduit par une diminution du couple dans l'extrudeuse.Reading this table, we see that the temporary additive plays well a role of temporary plasticizer of the polymer since it lowers the viscosity of the temporary polymer / additive mixture, which results in a reduction torque in the extruder.
En ajoutant 2 % d'additif temporaire au polymère, il a été possible d'extruder ultérieurement le mélange polymère/additif temporaire et former un film du mélange par écoulement forcé à une température de 20 à 30 °C inférieure à la température de formation du polymère sans additif Tfo, soit à une température TF comprise entre 100 et 110 °C. By adding 2% of temporary additive to the polymer, it was possible to subsequently extrude the polymer / temporary additive mixture and form a film of the mixture by forced flow at a temperature of 20 to 30 ° C below the formation temperature of the polymer without additive T fo , ie at a temperature T F of between 100 and 110 ° C.
En outre lorsque l'additif temporaire choisi est l'eau, on a pu constater que la bande d'acier revêtu du film de polymère présentait un très bel aspect de surface dépourvu de cratères.Furthermore, when the temporary additive chosen is water, it has been observed that the steel strip coated with the polymer film had a very nice appearance surface without craters.
Cet exemple a pour but de montrer que grâce à l'invention, qui permet d'extruder ou de fondre un polymère à une température moins proche de la température de début de réticulation dans des conditions assurant un écoulement correct du polymère fondu, on peut extruder des polymères poudre standard, c'est à dire des polymères dont la viscosité est plus élevée et la température de début de réticulation est plus faible que celles du polymère décrit précédemment.The purpose of this example is to show that thanks to the invention, which allows to extrude or melt a polymer at a temperature less close to the crosslinking start temperature under conditions ensuring correct flow of molten polymer, polymers can be extruded standard powder, i.e. polymers with higher viscosity and the crosslinking start temperature is lower than that of the polymer previously described.
A titre d'exemple, la composition d'un polymère poudre standard est la
suivante :
Les caractéristiques de ce polymère thermodurcissable sont par exemple :
La viscosité de ce polymère est trop importante pour pouvoir être extrudé à une température inférieure à sa température de début de réticulation moins 10 °C. En revanche en ajoutant à ce polymère 2 % d'eau, la viscosité baisse suffisamment pour que le mélange polymère/additif temporaire puisse être extrudé dans de bonnes conditions d'écoulement, de manière à former un film par écoulement forcé au travers de la buse à une température TF de 115°C.The viscosity of this polymer is too high to be able to be extruded at a temperature below its crosslinking start temperature minus 10 ° C. On the other hand, by adding 2% water to this polymer, the viscosity drops sufficiently so that the polymer / temporary additive mixture can be extruded under good flow conditions, so as to form a film by forced flow through the nozzle. at a temperature T F of 115 ° C.
Claims (25)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0114086A FR2831470A1 (en) | 2001-10-29 | 2001-10-29 | PROCESS FOR CONTINUOUSLY COATING A STRIP WITH A FLUID CROSSLINKABLE POLYMER FILM |
| FR0114086 | 2001-10-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1306138A2 true EP1306138A2 (en) | 2003-05-02 |
| EP1306138A3 EP1306138A3 (en) | 2006-08-02 |
Family
ID=8868922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02292532A Ceased EP1306138A3 (en) | 2001-10-29 | 2002-10-15 | Process for the continuous coating of a strip with a fluid film in crosslinkable polymer |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1306138A3 (en) |
| JP (1) | JP2003164796A (en) |
| AU (1) | AU2002301628B2 (en) |
| FR (1) | FR2831470A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008071638A1 (en) * | 2006-12-14 | 2008-06-19 | W.R. Grace & Co.-Conn. | Metal substrate coating process |
| WO2014031987A3 (en) * | 2012-08-23 | 2014-08-07 | Selwyn Gary S | Chemical stick finishing method and apparatus |
| CN114302773A (en) * | 2020-08-04 | 2022-04-08 | 株式会社东芝 | Coating device and coating method |
| CN115315318A (en) * | 2021-03-04 | 2022-11-08 | 株式会社东芝 | Coating device and coating method |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2661363A1 (en) * | 1990-04-26 | 1991-10-31 | Pagendarm Gmbh | DEVICE FOR DEPOSITING A COATING COMPOSITION LAYER ON A SUBSTRATE BAND. |
| EP0622127A1 (en) * | 1993-04-30 | 1994-11-02 | Minnesota Mining And Manufacturing Company | Coating process and apparatus |
| DE19542097A1 (en) * | 1995-11-11 | 1997-05-15 | Hans Josef May | Device for coating metal bands with fluid material |
| US5639514A (en) * | 1992-07-08 | 1997-06-17 | Courtaulds Coatings (Holdings) Limited | Process for coating a metal substrate for packaging end use |
| FR2767074A1 (en) * | 1997-08-08 | 1999-02-12 | Lorraine Laminage | METHOD AND DEVICE FOR THE CONTINUOUS COATING OF AT LEAST ONE METAL STRIP WITH A FILM OF FLUID CROSSLINKABLE POLYMER |
| WO2000035594A1 (en) * | 1998-12-16 | 2000-06-22 | Sollac | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film |
| WO2000035593A1 (en) * | 1998-12-16 | 2000-06-22 | Sollac | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film |
| FR2814688A1 (en) * | 2000-09-29 | 2002-04-05 | Usinor | METHOD AND APPARATUS FOR CONTINUOUSLY COATING AT LEAST ONE FACE OF A METAL BAND BY A SINGLE FLUID FILM OR A MULTILAYER OF POLYMERIC RETICULABLE POLYMERS |
| FR2814689A1 (en) * | 2000-09-29 | 2002-04-05 | Usinor | METHOD AND DEVICE FOR CONTINUOUSLY COATING AT LEAST ONE FACE OF A METAL STRIP WITH A MULTILAYER FLUID FILM OF RETICULABLE POLYMER |
-
2001
- 2001-10-29 FR FR0114086A patent/FR2831470A1/en not_active Withdrawn
-
2002
- 2002-10-15 EP EP02292532A patent/EP1306138A3/en not_active Ceased
- 2002-10-24 AU AU2002301628A patent/AU2002301628B2/en not_active Ceased
- 2002-10-29 JP JP2002314938A patent/JP2003164796A/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2661363A1 (en) * | 1990-04-26 | 1991-10-31 | Pagendarm Gmbh | DEVICE FOR DEPOSITING A COATING COMPOSITION LAYER ON A SUBSTRATE BAND. |
| US5639514A (en) * | 1992-07-08 | 1997-06-17 | Courtaulds Coatings (Holdings) Limited | Process for coating a metal substrate for packaging end use |
| EP0622127A1 (en) * | 1993-04-30 | 1994-11-02 | Minnesota Mining And Manufacturing Company | Coating process and apparatus |
| DE19542097A1 (en) * | 1995-11-11 | 1997-05-15 | Hans Josef May | Device for coating metal bands with fluid material |
| FR2767074A1 (en) * | 1997-08-08 | 1999-02-12 | Lorraine Laminage | METHOD AND DEVICE FOR THE CONTINUOUS COATING OF AT LEAST ONE METAL STRIP WITH A FILM OF FLUID CROSSLINKABLE POLYMER |
| WO2000035594A1 (en) * | 1998-12-16 | 2000-06-22 | Sollac | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film |
| WO2000035593A1 (en) * | 1998-12-16 | 2000-06-22 | Sollac | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film |
| FR2814688A1 (en) * | 2000-09-29 | 2002-04-05 | Usinor | METHOD AND APPARATUS FOR CONTINUOUSLY COATING AT LEAST ONE FACE OF A METAL BAND BY A SINGLE FLUID FILM OR A MULTILAYER OF POLYMERIC RETICULABLE POLYMERS |
| FR2814689A1 (en) * | 2000-09-29 | 2002-04-05 | Usinor | METHOD AND DEVICE FOR CONTINUOUSLY COATING AT LEAST ONE FACE OF A METAL STRIP WITH A MULTILAYER FLUID FILM OF RETICULABLE POLYMER |
Non-Patent Citations (1)
| Title |
|---|
| "Le Petit Larousse Grand Format 2002" juillet 2001 (2001-07), LAROUSSE , XP002213586 Cité pour montrer qu'un additif temporaire tel que précisé dans les revendications 4 et 5 pour améliorer les caractéristiques d'application, est un diluant. * page 335, colonne du milieu, alinéa DILUANT * * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008071638A1 (en) * | 2006-12-14 | 2008-06-19 | W.R. Grace & Co.-Conn. | Metal substrate coating process |
| WO2014031987A3 (en) * | 2012-08-23 | 2014-08-07 | Selwyn Gary S | Chemical stick finishing method and apparatus |
| CN114302773A (en) * | 2020-08-04 | 2022-04-08 | 株式会社东芝 | Coating device and coating method |
| CN114302773B (en) * | 2020-08-04 | 2023-10-20 | 株式会社东芝 | Coating device and coating method |
| EP4194104A4 (en) * | 2020-08-04 | 2024-05-29 | Kabushiki Kaisha Toshiba | Application apparatus and application method |
| CN115315318A (en) * | 2021-03-04 | 2022-11-08 | 株式会社东芝 | Coating device and coating method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1306138A3 (en) | 2006-08-02 |
| FR2831470A1 (en) | 2003-05-02 |
| AU2002301628B2 (en) | 2007-08-16 |
| JP2003164796A (en) | 2003-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1326719B1 (en) | Method and device for continuously coating at least one metal strip surface with a single-layer or multilayer crosslinkable polymer fluid film | |
| EP1140376B1 (en) | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film | |
| EP0003701B1 (en) | Method of and apparatus for extruding a crosslinked product | |
| CH645178A5 (en) | PIPE COATED WITH COATING AND MANUFACTURING METHOD. | |
| EP1001848B1 (en) | Method and device for continuous coating of at least one metal strip with a fluid cross-linkable polymer film | |
| FR3052386A1 (en) | FILAMENT FOR 3D PRINTING, METHOD FOR MANUFACTURING SUCH FILAMENT, AND METHOD FOR MANUFACTURING OBJECT BY 3D PRINTING | |
| EP3017084A1 (en) | Process for preparing for removal a metal coating by thermal spraying on a substrate | |
| FR2602172A1 (en) | PROCESS FOR THE PREPARATION OF A RUBBER COMPOSITION COMPRISING AT LEAST ONE ADHESIVE RESIN | |
| FR3039554A1 (en) | PROCESS FOR FIBROUS MATERIAL PRE-IMPREGNATED WITH A THERMOPLASTIC POLYMER USING A LIQUID CRYSTAL POLYMER | |
| EP1306138A2 (en) | Process for the continuous coating of a strip with a fluid film in crosslinkable polymer | |
| CA2355383C (en) | Method and device for continuously coating at least a metal strip with a crosslinkable polymer fluid film | |
| WO2002026399A1 (en) | Method and device for continuously coating a metal strip with a multilayer crosslinkable polymer fluid film | |
| BE1008711A3 (en) | Means and method for applying a material finishing layer plastic surface of a composite article; composite article coated. | |
| EP1551567B1 (en) | Method and device for continuously coating at least one substrate with a film | |
| EP1412095B1 (en) | Method and device for continuously coating a strip with a fluid film having a pre-determined thickness and made from a crosslinkable polymer that is free from solvent and diluent | |
| EP1132188B1 (en) | Method for producing components for lighting or signaling devices for motor vehicles | |
| FR2795671A1 (en) | METHOD FOR MANUFACTURING OPTICAL PARTS FOR LIGHTING OR SIGNALING OF MOTOR VEHICLES | |
| BE897218A (en) | PROCESS FOR COATING A METAL BODY | |
| FR2787354A1 (en) | Continuously coating metal strip with thinner film of crosslinkable polymer comprises forming molten polymer on surface of applicator roll and lowering its viscosity before complete transfer to strip supported by cylinder | |
| CA2346561A1 (en) | Method and device for continuously coating a metal strip with a polymer composition | |
| WO1996005043A1 (en) | Means and method for applying a finishing layer of plastic material to the surface of a pipe, and pipe thus coated |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ARCELOR FRANCE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20070202 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070907 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20080408 |