EP1211761A1 - Méthode et appareil pour déterminer la qualité d'une connexion sertie - Google Patents
Méthode et appareil pour déterminer la qualité d'une connexion sertie Download PDFInfo
- Publication number
- EP1211761A1 EP1211761A1 EP02002743A EP02002743A EP1211761A1 EP 1211761 A1 EP1211761 A1 EP 1211761A1 EP 02002743 A EP02002743 A EP 02002743A EP 02002743 A EP02002743 A EP 02002743A EP 1211761 A1 EP1211761 A1 EP 1211761A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crimp
- force
- crimping
- curve
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0486—Crimping apparatus or processes with force measuring means
Definitions
- the invention relates to a method and a device to determine the quality of a crimp connection between a conductor and a contact, the device being a Crimp force generated by means of which the contact with the Conductors are electrically and mechanically non-detachably connectable.
- Crimping is introduced internationally and defined in terms of standardization. In practice, however also expressions such as pressing, squeezing, striking or Apply used. Crimping means that Manufacture of a non-detachable electrical and mechanical connection between a conductor and a Contact. During the crimping process, the material to be connected plastic, permanently deformed. Here, if present, poorly conductive surface layers broken up what the electrical conductivities favored. Correct crimping also prevents that Penetration of corrosive media even under difficult Operating conditions such as temperature changes or vibration.
- the goal of crimping is to make a good one mechanical and electrical connection that lasts remains qualitatively unchanged.
- Contact-specific crimping tools are used for crimping used with a fixed crimp anvil below and vertically movable crimp stamps on top. (Fig. 1 to Fig. 3).
- the wire crimper and the are in the crimping tool Insulation crimper mounted, which mostly over Grid discs with different height cams independently from each other in the vertical direction on the wire diameter or insulation diameter can be set. This Settings directly affect the quality of the Crimp.
- a sectional view of a flawlessly executed Crimp connection shows the originally individual rounds Stranded wires of the conductor compact to form polygons against each other pressed.
- the inner surface in the crimp area of the contact shows deformations of the contact points of the individual strands.
- Crimp connections Important criteria for the assessment of a Crimp connections are the crimp shape, the crimp height and the Drahtausreiss strength. These types of criteria are suitable but only when setting up the crimping machine and during the Production with random samples. To today's Quality requirements for all crimp connections sufficient resources must be available which are available for each Crimp connection during the crimping process record, evaluate, save and result-oriented Can influence machine data. To assess the Crimp connection (without mechanical destruction of the Crimp connection) is the crimping force in relation to the Crimp path or set at the crimp time. With appropriate Evaluation of the crimp data can be the quality of a Crimp connection can be reliably assessed.
- a procedure or facility for assessing the Quality of a crimp connection must have crimp errors like wrong ones Insulation crimp height, wrong wire crimp height, not detected wire strands during wire crimp, wrong or none Stripping length, incorrect insertion depth or when stripping Detect cut stranded wires and corresponding Generate error messages.
- a force sensor detects a standard crimping press the force during the crimping process, which is in digital form is saved as a force-dependent curve. This is compared to a reference curve. Depending on The size of the deviation from the reference is based on the type of Crimping error closed.
- a disadvantage of this device or this method is that despite large computer, storage and Computational effort no differentiated statement about the Quality of the crimp connection is possible.
- the invention seeks to remedy this.
- the invention as characterized in claim 1, solves the problem to avoid the disadvantages of the known device and a method and a device with improved To create error sensitivity.
- FIG. 1 to 3 show a crimping process in which the end a conductor 1 is connected to a contact 2.
- a open crimp zone 3 of contact 2 has a first Double tab 4 for the insulation crimp 5 and a second Double tab 6 for a wire crimp 7 on.
- Fig. 1 shows Crimp stamp 8, 9 in the top dead center position, the end of the Conductor insulation lies in the first double strap 4 and that The stripped conductor section lies in the second double strap 6.
- FIG. 2 when lowering the Crimp stamps 8, 9 the double tabs 4, 6 by means of wedge-shaped recesses 10 of the crimping dies 8, 9 pressed against each other.
- An anvil 9.1 serves as a support.
- FIG. 3 shows the finished Crimp connection with the insulation crimp 5, in which the first double strap 4 is pressed around the conductor insulation 11 and with the wire crimp 7, in which the second double tab 6 is pressed around a conductor wire 12.
- Fig. 4 shows a faultless crimp connection in which a window 13, the insulation 11 of the conductor end 1 and the Individual strands of the conductor wire 12 are visible. At the contact-side end of the wire crimp 7 are the Individual strands again visible.
- Fig. 5 shows how with a faultless wire crimp 7 second double lugs 6 with the formed as a strand Conductor wire 12 are crushed.
- 6 to 12 with 14 is a stand without a right Designated side wall on which a motor 15 and a Stator 14 mounted gear 16 is arranged. Furthermore are arranged on the stand 14 first guides 17 on which a crimp bear 18 is guided. One from transmission 16 driven shaft 19 has an eccentric pin at one end 20 on, at the other is a resolver 21 for detecting the Angle of rotation coupled.
- the crimp bear 18 consists of a in the first guides 17 guided slide 22 and out a tool holder 23 with force sensor 23.1 and holding fork 24.
- the slider 22 is in loose connection with the Eccentric pin 20, wherein the rotational movement of the Eccentric pin 20 in a linear movement of the slider 22 is implemented.
- the maximum stroke of the slider 22nd is determined by the top dead center and bottom dead center of the Eccentric pin 20 determined.
- the tool holder 23 is actuated usually a tool that is used together with a Tool belonging to the anvil 9.1 the crimp connection manufactures.
- a crimp simulator 25 is used instead of the tool.
- the stroke can be precise by means of an adjusting screw 26 be adjusted.
- An operator terminal 27 is provided for the crimping press. to Input of operating data and commands to a controller 28 the operator terminal 27 has a rotary knob 29 and one Keyboard 30 on and for visualizing data is one Display 31 provided.
- FIG. 7, 8 and 9 show details of the crimp simulator 25 for calibration of the force sensor 23.1.
- One in one Tool housing 32 guided punch 33 has one Carrier head 34, which is in loose connection with the Holding fork 24 of the tool holder 23 stands.
- On one foot 35 of the tool housing 32 is, for example, by means of a Screw 36 attached to a base plate 37, the one Load cell 38 carries.
- the force of the stamp 33 becomes via an intermediate piece 39 to the force transducer 38 transfer.
- the intermediate piece 39 is elastic and has Consequence that during the calibration the increase in force over time is stretchy.
- the force transducer 38 for example a Quartz force transducer is expensive, verifiable and has a very high quality linear characteristic.
- the built in the tool holder 23 Force sensor 23.1 is cheaper and has a larger one Linearity error.
- To calibrate the force sensor 23.1 is the stamp 33 from the top dead center position in the bottom dead center and back to top dead center moved and a force in the course and in the order of magnitude of a real crimping process.
- the Force course at the same time and exclusively from Force sensor 23.1 and detected by the force transducer 38 and stored, the force transducer 38 the verifiable Force curve recorded. This is also a force calibration at Force sensor 23.1 possible.
- the course of force and the through the non-linearity of the force sensor 23.1 Force deviations compared to the measured force curve of the Force transducer 38 are detected and in one Correction table filed.
- the crimp simulator 25 removed and the usual Crimping tool used. If the force sensor 23.1 the calibration process must be repeated. For measuring the crimping force in the manufacture of The force sensor 23.1 is sufficient for crimp connections because of the Force sensor 23.1 is calibrated and by the Non-linearity of the force sensor 23.1 conditional Measurement deviations corrected using the correction table become. That way, with a cheap, in itself inaccurate force sensor the crimp force curve exactly and be absolutely determined. It is also advantageous that a Manufacturer of crimp connections for his usual consisting of several identical crimping presses Machinery just an expensive crimp simulator for the Calibration of all crimping presses.
- FIG. 9a shows a voltage crimping force profile of the Force sensor 23.1. That is on the vertical axis of the diagram Voltage U, for example in volts and on the horizontal diagram axis is the crimping force CK, for example in kilonewtons. With pulled out Line is the nonlinear voltage curve of the Force sensor 23.1 shown. The broken line shows the linear voltage curve of the crimp simulator 25.
- a calibration process for example, one hundred Force values the associated voltage differences between the solid line and the broken line recorded and in the above correction table as Force / voltage value pair stored. In the manufacture of Crimp connections are made up of the corresponding force values read the correction table and the corresponding ones Voltage differences to the corresponding current measured voltages added.
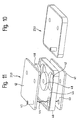
- Fig. 10 shows the force sensor 23.1, as in Tool holder 23 is installed.
- Fig. 11 shows the Individual parts of the force sensor 23.1.
- the force sensor 23.1 consists of a sensor housing 40 with an example plastic base 41 and cover 42. Die Inside of the bottom 41 and the lid 42 are with a electrically conductive layer, for example one Copper layer 43, laminated. Layer 43 of bottom 41 is by means of a connecting wire 44 to the inner conductor a connection socket 45 connected. The housing of the Connection socket 45 is directly coated with the Lid 42 connected.
- the sensor housing 40 has one Plastic existing intermediate floor 46 with less Thickness than the sensors 48, on the recesses 47th are arranged to hold the sensors 48, for example, piezo ceramic disks.
- the at Calibration process or during the crimping process on the cover 42 Exerted force is exerted exclusively on the sensors 48 and transferred from these to the floor 41.
- the pressure on the sensors 48 generate an electrical charge that is on the Connection socket 45 is measurable.
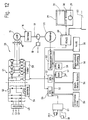
- Fig. 12 shows details of the controller 28 for the Crimping press.
- One at the entrance with a line filter 49 equipped converter 50 sets the mains voltage in one DC voltage with which an inverter 51 is fed.
- Controlled semiconductor switches Gu ... Gz of the inverter 51 chop the DC voltage in one Pulse width modulation method in three pulsed AC voltages in the motor 15, for example a Asynchronous motor ASM, sinusoidal currents of variable frequency produce.
- the rotational movement is from the motor 15 to the Transmission 16 and then transferred to the shaft 19 on the one end of the eccentric pin 20 and at the other end the resolver 21 is arranged.
- the eccentric pin 20 sets the crimp bear 18 in a linear movement.
- On Pulse generator 52 generates a function Set speed course for the control of Semiconductor switch Gu ...
- Gz necessary pulse pattern, that a driver stage 53 is fed in at the output the control lines of the semiconductor switches Gu ... Gz connected is.
- a computer 54 controls all functions of the Crimping press. For data exchange between the computer and the peripheral components are available to the bus system 55 Available.
- One automatically different Network device 56 adapting to network situations also generates the necessary for the operation of the controller 28 Auxiliary voltages.
- a battery-supported read-write memory 57 serves the Computer 54 as working memory.
- a read memory 58 the program for controlling the crimping press is stored.
- Other machines involved in the crimping process such as for example conductor feed or contact feed, Control devices, safety circuits, etc. are with the Reference numeral 59 denotes and communicate for example for synchronization via bus system 55 with the Control 28.
- the operator terminal 27 is by means of a serial interface 60 connected to the computer 54. If the crimp press becomes a parent Cable assembly unit 63 belongs to the Communication of the controller 28 with the assembly unit 63 also via the serial interface 60.
- a Evaluation unit 61 records the measured values of the force sensor 23.1 and the force transducer 38 and processes the Measurement data as shown above.
- User-specific menus can be menu-guided at the operator terminal 27
- Data such as password, language, units etc., company-specific data such as acceleration, deceleration, Frequency of the motor, position points along the stroke Synchronization of the peripheral involved in the crimping process Machines and facilities can be entered. Furthermore can access system information via operator terminal 27, service-relevant data, statistical evaluations, Communication protocol data, drive data etc. be accessed.
- Operating modes such as calibration of the Starting position of the crimp bear 18, calibration of the Force sensor 23.1, set-up mode for specifying the for respective tool necessary stroke, triggering a one-time crimping process to check the crimp connection, Crimping process with intermediate stop for positioning the Contact and subsequent pressing of the contact, Crimping with a selected stroke etc. can also menu-driven via control terminal 27 of control 28 given, the crimp bear 18 and thus that Crimping tool can be positioned by means of rotary knob 39.
- the resolver 21 used in the crimping press serves the purpose of Measurement of angular positions. It delivers an absolute Signal per revolution and is insensitive to Vibration exposure and temperature. Because of his mechanical construction, its angular information also remains received in the event of a power failure.
- the resolver 21 consists of a stator and one driven by the shaft 19 Rotor. There is a first stator winding and one on the stator second stator winding and a rotor winding on the rotor arranged. The rotor winding is replaced by a AC voltage U1 with constant amplitude and frequency, for example 5000 Hz excited. The second stator winding is shifted by 90 ° compared to the first stator winding arranged.
- the amplitude is however proportional to the sine or cosine of the mechanical Deflection angle ⁇ .
- the rotor winding is fed via an oscillator.
- a resolver interface 62 evaluates this Sine signal and the cosine signal of the resolver 21 with for example a resolution of 0.35 ° and converts the angle ⁇ into a digital value.
- 13 to 15 show the course of the crimping force typical contact family with different Crimpbeingn. That is on the vertical axis of the diagram Crimping force is CK and on the horizontal diagram axis the time, the deflection angle or the crimp path are plotted.
- the crimp path CW is from the deflection angle ⁇ of the Resolvers 21 derived.
- the curve with a solid line is one of, for example, ten error-free crimpings determined and the mean of these crimping forces representative reference curve. With a broken line the force curve of a faulty is shown Crimping.
- Fig. 13 shows the force profile of a crimp, in which Wire crimp 7 three out of nineteen individual strands of the Lead wire 12 is missing. The three single strands are either pushed back when positioning the conductor been cut off and / or stripped.
- a first zone Z1 of the force curve which is approximately the Closing process of the double tabs 4, 6 reproduces, lie the reference curve and the faulty crimp curve one another, which is represented by the signs + -.
- a second zone Z2 of the force curve which is about that Pressing the first double strap 4 into the conductor insulation 11 and the pressing of the second double strap 6 into the Reproduces conductor wire 12, the values of faulty crimping well below the reference values, what is represented by the sign ---.
- a third zone Z3 of the force curve which is about the final plastic deformation of the double tabs 4, 6, the faulty crimp values are still somewhat below the reference values, which is represented by the sign is.
- the area to the right of the third zone Z3 reproduces the force curve during the opening process of the tool. The curves coincide in this area largely independent of the crimping error.
- Fig. 14 shows the force profile of a crimp, in which the Conductor insulation 11 extends into the wire crimp 7.
- the Force course of the faulty crimp a clear one Cant compared to the reference curve on what with the Sign ++++ is shown. Closing the second Double strap 6 requires more because of the conductor insulation 11 Force.
- Fig. 15 shows the force curve of a crimp, in which the Conductor wire 12 only partially extends into the wire crimp 7.
- the second zone Z2 and in the third zone Z3 Force course of the faulty crimping clearly below the reference curve, what with the sign - or with the Sign --- is shown.
- the deformation of the Double tabs 4, 6 for incompletely filled Insulation crimp 4 and wire crimp 6 require less force.
- Zone 16 shows the crimping force curve with a Zoning to evaluate the deviations of the Crimp force curve K2 of a crimp Reference curve K1.
- the zones are formed due to the peak width of the reference curve K1 and the decrease in force between 90% and 10%.
- Other criteria Zones are possible, such as a first one Zone Z1 at 20% of the maximum force with the disadvantage that the Force increase is very dependent on contact and in Force course clear intermediate minimums are included can.
- a zoning with less is also possible or more than four zones.
- Zone widths of those already mentioned in FIGS. 13 to 15 Zones Z1, Z2, Z3 are designated W1, W2, W3.
- the maximum crimping force during the crimping process is Fp designated.
- the third zone Z3 extends from the 90% point of Force increase up to 90% point of the decrease in force.
- the area under the reference curve K1 with the width W3 is open 1000 ppt (parts per thousand) standardized.
- the fourth Zone Z4 associated width from 90% point to 10% point the decrease in force is designated W4. In this There are no significant deviations between the range Curves K1, K2 on because the force curve in this zone largely from rebounding the contact and / or the Crimping press is determined. W4 can therefore be used as a reference width to determine the first width W1 and the second width W2 can be used.
- the area with the width is used for evaluation W3 under the reference curve K1 and the difference areas used between the curves K1, K2.
- Clearly individual crimping forces D in very small, for example predetermined angular distances measured by the resolver 21 and added up to areas.
- the fourth zone width W4 a factor of the order of, for example, 0 ... Multiplied by 2.
- the third zone width W3 is determined through the 90% points of the reference crimp force curve K1.
- the average for the zone width is decisive Reference curve K1.
- Sensitivity Sensitivity
- S1, S2, S3 Sensitivity
- the order of magnitude of, for example, 0.5 ... 1 is taken into account.
- the respective surface of a zone is labeled F1, F2, Designated F3.
- the average is decisive for the area Reference curve K1.
- a first measured value is the sum of the positive and negative difference areas between the Reference curve K1 and the crimp force curve K2. Is that Crimp force curve K2 mostly above the reference curve K1, this creates a positive area. Is that Crimp force curve K2 mostly below the reference curve K1, this creates a negative area.
- the first measurement RS1 ... RS3 is created for zones Z1 ... Z3 and will in ppt relative to the normalized area of zone Z3 shown.
- a second measurement value is the sum of the Difference areas between the reference curve K1 and the Crimp force curve K2 regardless of whether the crimp force curve K2 lies above or below the reference curve K1.
- the second measured value RU1 ... RU3 is for zones Z1 ... Z3 created and is in ppt relative to the normalized area of the Zone Z3 shown.
- the total RUO is the sum of the Zone values RU1, RU2, RU3.
- the first measured value RS1, RS2, RS3 is with limit values (Limits) of zones Z1, Z2, Z3 compared. If at least one of the first measured values exceeds the limit values, a corresponding error message is generated.
- the Bad limit is the averaged, drift compensated reference curve
- the learning threshold is an early reference curve where Stop threshold is the averaged decisive drift-compensated reference curve.
- Stop threshold is the averaged decisive drift-compensated reference curve.
- the calculation of the respective limit values is 17 can be seen from FIG.
- the initial reference curve is the crimp force curve of the first Crimping.
- the averaged reference curve is the average of the Crimp force profiles of the first five, for example Crimping and is saved as an original reference curve.
- the drift compensated, averaged reference curve is that of Drifted, averaged reference curve. The drift is based on deviations from rated as good Crimp force profiles can be determined. The tracking takes place only with a small proportion of the ascertained Deviations.
- the first measured values RS1 ... RS3 can not only be used for the Triggering of error messages are used, but also for statements about the error and the Probability that it is a specific error is. If, as shown in FIG. 18a, the limit values of the When Type 1 arrives, it is fairly certain that in the Wire crimp 7, for example, more than 10% individual strands absence. If the Type 2 limits are met, it is sure that in wire crimp 7, for example, more than 10% Single strands are missing. If the limit values of type 3 arrive, it is quite certain that 7 for example, more than 10% of individual strands are missing.
- Fig. 18b shows the limit values for crimping with too deep Head 1.
- Fig. 18c shows the limit values for crimping with Insufficiently deeply inserted conductor 1. In the bold type Appropriate error messages are triggered by limit values.
- Another way to improve Error sensitivity is that the averaged Slope of the crimp force curve at the zone transitions is recorded.
- the error type of Zone 2 of FIG. 18a of the zone 2 fault type of FIG. 18c can be distinguished more precisely.
- the crimping force CK is determined by means of a Force sensor 23.1 measured.
- the crimping force CK is divided into the crimping dies 8, 9. Mentioned above Crimp force evaluation can also be performed on a crimp press are used, in which the crimping force per crimping die is measured. This makes precise statements about the Crimp force curve in the crimp stamp 8 for the insulation crimp 5 and about the crimp force curve in the crimp stamp 9 for the Wire crimp 7 and thus on the quality of the Insulation crimp 5 and wire crimp 7 possible.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02002743A EP1211761B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode et appareil pour déterminer la qualité d'une connexion sertie |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97810648 | 1997-09-11 | ||
| EP97810648 | 1997-09-11 | ||
| EP02002743A EP1211761B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode et appareil pour déterminer la qualité d'une connexion sertie |
| EP19980116524 EP0902509B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode pour déterminer la qualité d'une connexion sertie |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980116524 Division EP0902509B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode pour déterminer la qualité d'une connexion sertie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1211761A1 true EP1211761A1 (fr) | 2002-06-05 |
| EP1211761B1 EP1211761B1 (fr) | 2005-12-14 |
Family
ID=26148061
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02002743A Expired - Lifetime EP1211761B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode et appareil pour déterminer la qualité d'une connexion sertie |
| EP19980116524 Expired - Lifetime EP0902509B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode pour déterminer la qualité d'une connexion sertie |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980116524 Expired - Lifetime EP0902509B1 (fr) | 1997-09-11 | 1998-09-01 | Méthode pour déterminer la qualité d'une connexion sertie |
Country Status (1)
| Country | Link |
|---|---|
| EP (2) | EP1211761B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1515403A2 (fr) * | 2003-09-10 | 2005-03-16 | komax Holding AG | Dispositif de traitement de câble |
| DE102004043776B3 (de) * | 2004-09-10 | 2006-06-14 | Bernhard Schäfer Werkzeug- und Sondermaschinenbau GmbH | Motorisch angetriebene Crimpvorrichtung |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7024752B2 (en) | 2002-07-10 | 2006-04-11 | Komax Holding Ag | Crimping press with contact feed |
| EP1381123B1 (fr) * | 2002-07-10 | 2011-06-22 | Komax Holding AG | Presse de sertissage avec un dispositif d'alimentation |
| DE102008030773B4 (de) * | 2008-06-28 | 2013-12-24 | GFE - Gesellschaft für Fertigungstechnik und Entwicklung Schmalkalden e.V. | Anordnung zur Integration einer Messelektronik in Crimpzangen |
| US8746026B2 (en) | 2008-10-02 | 2014-06-10 | Komax Holding Ag | Method for determining the quality of a crimped connection between a conductor and a contact |
| US9331447B2 (en) * | 2010-12-07 | 2016-05-03 | Tyco Electronics Corporation | Crimping apparatus having a crimp quality monitoring system |
| TWI608677B (zh) | 2012-08-15 | 2017-12-11 | 威查格工具廠有限公司 | 壓接機用的變換承接器 |
| DE102013211045A1 (de) * | 2013-06-13 | 2014-12-18 | Otto Bihler Handels-Beteiligungs-Gmbh | Umformverfahren mit Regelung einer geometrischen Eigenschaft eines Werkstücks und Vorrichtung dazu |
| DE102014018995A1 (de) | 2014-12-18 | 2016-06-23 | GM Global Technology Operations LLC (n. d. Gesetzen des Staates Delaware) | Verfahren zum Betrieb eines Scheinwerfers sowie Kraftfahrzeugscheinwerfer |
| DE102015010042A1 (de) | 2015-08-01 | 2017-02-02 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Prüfanordnung zur Prüfung mindestens einer Verbindungsschnittstelle und Verfahren zur Prüfung mindestens einer Verbindungsschnittstelle mit einer Prüfanordnung |
| DE102017213147A1 (de) * | 2017-07-31 | 2019-01-31 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Überprüfung von Steckverbindungen |
| CN109655242A (zh) * | 2017-10-10 | 2019-04-19 | 中国商用飞机有限责任公司 | 用于检测线束与端接件的连接的可靠性的方法及设备 |
| DE102019101017A1 (de) * | 2019-01-16 | 2020-07-16 | Harting Electric Gmbh & Co. Kg | Verfahren und Vorrichtung zur Überwachung des Zustands einer Crimpeinrichtung |
| DE102019101016A1 (de) * | 2019-01-16 | 2020-07-16 | Harting Electric Gmbh & Co. Kg | Verfahren und Vorrichtung zur Überprüfung der Qualität einer Crimpung |
| CH716048B1 (de) * | 2019-04-09 | 2024-02-15 | Dietmar Kramer Dr Sc Techn Eth Phd | Verfahren sowie eine Messeinrichtung zum Ausmessen von Utensilien für Pressen. |
| DE102020111790A1 (de) | 2020-04-30 | 2021-11-04 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum zerstörungsfreien Prüfen einer Schlauchverbindung |
| CN115345480A (zh) * | 2022-08-13 | 2022-11-15 | 国网安徽省电力有限公司经济技术研究院 | 一种基于数字化技术的架空输电线路监测预警方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4503351A (en) * | 1979-02-20 | 1985-03-05 | Kistler Instrumente A.G. | Piezoelectric element for incorporation in pressure, force or acceleration transducers |
| EP0291329A2 (fr) * | 1987-05-13 | 1988-11-17 | The Furukawa Electric Co., Ltd. | Procédé pour détecter des défauts de sertissage d'une pièce de travail sertie et dispositif de sertissage d'une borne mettant en oeuvre celui-ci |
| DE4014221A1 (de) * | 1989-05-12 | 1990-11-15 | Siemens Ag | Verfahren und vorrichtung zur fertigungsueberwachung beim crimpen von flexiblen, abisolierten adern von leitungen |
| DE4038658A1 (de) * | 1989-12-05 | 1991-06-06 | Amp Inc | Vorrichtung zum ancrimpen elektrischer anschluesse |
| DE4337797A1 (de) * | 1993-11-05 | 1995-05-11 | Abstron Electronics Gmbh | Anordnung zum Erfassen der Kraft zwischen relativ zueinander bewegten Maschinenteilen |
-
1998
- 1998-09-01 EP EP02002743A patent/EP1211761B1/fr not_active Expired - Lifetime
- 1998-09-01 EP EP19980116524 patent/EP0902509B1/fr not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4503351A (en) * | 1979-02-20 | 1985-03-05 | Kistler Instrumente A.G. | Piezoelectric element for incorporation in pressure, force or acceleration transducers |
| EP0291329A2 (fr) * | 1987-05-13 | 1988-11-17 | The Furukawa Electric Co., Ltd. | Procédé pour détecter des défauts de sertissage d'une pièce de travail sertie et dispositif de sertissage d'une borne mettant en oeuvre celui-ci |
| DE4014221A1 (de) * | 1989-05-12 | 1990-11-15 | Siemens Ag | Verfahren und vorrichtung zur fertigungsueberwachung beim crimpen von flexiblen, abisolierten adern von leitungen |
| DE4038658A1 (de) * | 1989-12-05 | 1991-06-06 | Amp Inc | Vorrichtung zum ancrimpen elektrischer anschluesse |
| DE4337797A1 (de) * | 1993-11-05 | 1995-05-11 | Abstron Electronics Gmbh | Anordnung zum Erfassen der Kraft zwischen relativ zueinander bewegten Maschinenteilen |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1515403A2 (fr) * | 2003-09-10 | 2005-03-16 | komax Holding AG | Dispositif de traitement de câble |
| EP1515403A3 (fr) * | 2003-09-10 | 2006-05-17 | komax Holding AG | Dispositif de traitement de câble |
| DE102004043776B3 (de) * | 2004-09-10 | 2006-06-14 | Bernhard Schäfer Werkzeug- und Sondermaschinenbau GmbH | Motorisch angetriebene Crimpvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0902509B1 (fr) | 2003-01-22 |
| EP1211761B1 (fr) | 2005-12-14 |
| EP0902509A1 (fr) | 1999-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0902509B1 (fr) | Méthode pour déterminer la qualité d'une connexion sertie | |
| EP2173015B1 (fr) | Procédé de détermination de la qualité d'une connexion réalisée par sertissage entre un conducteur et un contact | |
| US6161407A (en) | Process and apparatus for determination of the quality of a crimped connection | |
| DE69117351T2 (de) | Verfahren zur Qualitätsbestimmung einer Quetschverbindung | |
| DE19548533C2 (de) | Verfahren zur Überwachung der Qualität von Crimpverbindungen | |
| DE68908842T2 (de) | Bestimmung der Crimphöhe. | |
| DE60211880T2 (de) | Verfahren und vorrichtung zur verwendung eines verbinders für flexible flachkabel | |
| EP0989636B1 (fr) | Procédé pour s'assurer de la qualité d'une connexion sertie réalisée à l'aide d'un dispositif de sertissage ainsi qu'un outil de sertissage et un dispositif de sertissage | |
| DE102007053825B4 (de) | Abisoliervorrichtung mit Berührungssensor und Justierhilfe für eine Abisoliervorrichtung | |
| DE102011101294B4 (de) | Vorrichtung und Verfahren zum Kalibrieren und Abgleichen einer Messeinrichtung einer Tablettenpresse sowie Tablettenpresse | |
| DE19840275C2 (de) | Verfahren zum Überwachen der Verbindungsqualität einer Crimpverbindung zwischen einem elektrischen Leiter eines Kabels und einer Metallanschlußklemme sowie Anschlußklemme | |
| DE4038658C2 (fr) | ||
| DE112019004468B4 (de) | Pressvorrichtung, Endgerät sowie Verfahren und Programm zum Berechnen der geschätzten Lebensdauer einer Kugelgewindespindel | |
| DE60020304T2 (de) | Anordnung und Verfahren zur Prüfung der Crimpqualität von Kontakten sowie Verfahren zur Besimmung des Reibungsverschleisses der Crimpmatritze | |
| DE4038653A1 (de) | Crimpverbindungs-qualitaetskontrolle | |
| DE102020101236A1 (de) | Anordnung, Werkzeug und Verfahren zur Herstellung solch einer Anordnung | |
| DE102009027967A1 (de) | Verfahren und Vorrichtung zur Überwachung der Abisolierung von Leitungsenden | |
| DE19852775B4 (de) | Verfahren zur Sortierprüfung von Varistoren | |
| EP0884811A1 (fr) | Procédé et dispositif pour la réalisation de connexions de sertissage | |
| DE60018233T2 (de) | Anordnung und Verfahren zur Prüfung der Crimpqualität von Kontakten | |
| DE4005399C1 (en) | Ensuring connection quality of crimped tags - comparing electrical connection with predetermined value and finishing processing only if within tolerance range | |
| EP1291984A1 (fr) | Procédé de fabrication d'un connecteur à déplacement d'isolation | |
| DE112020001836T5 (de) | Zellbewertungsverfahren und zellbewertungsvorrichtung | |
| EP4043899B1 (fr) | Dispositif et procédé de détection automatisée d'un danger électrique avant des travaux de montage des batteries à haute tension de type accumulateur | |
| EP1036648A2 (fr) | Procédé d'ajustement d 'une presse rotative pour comprimés avec un générateur d'impulsion angulaire pour déterminer la force de compression sur les poinçons individuels dans au moins une station de pressage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 902509 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 20021118 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20030807 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0902509 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59813281 Country of ref document: DE Date of ref document: 20060119 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INVENTIO AKTIENGESELLSCHAFT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060131 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080918 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110928 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170921 Year of fee payment: 20 Ref country code: IT Payment date: 20170926 Year of fee payment: 20 Ref country code: DE Payment date: 20170928 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59813281 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |