EP1142653A2 - Dispositif pour refroidir et/ou lubrifier des cylindres de laminoirs pour feuillards à froid, notamment feuillards fins et feuilles minces - Google Patents
Dispositif pour refroidir et/ou lubrifier des cylindres de laminoirs pour feuillards à froid, notamment feuillards fins et feuilles minces Download PDFInfo
- Publication number
- EP1142653A2 EP1142653A2 EP01107353A EP01107353A EP1142653A2 EP 1142653 A2 EP1142653 A2 EP 1142653A2 EP 01107353 A EP01107353 A EP 01107353A EP 01107353 A EP01107353 A EP 01107353A EP 1142653 A2 EP1142653 A2 EP 1142653A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle bars
- roll
- strip
- nozzle
- longitudinal axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/30—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control
- B21B37/32—Control of flatness or profile during rolling of strip, sheets or plates using roll camber control by cooling, heating or lubricating the rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/40—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling foils which present special problems, e.g. because of thinness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0233—Spray nozzles, Nozzle headers; Spray systems
Definitions
- the invention relates to a roller cooling and / or Lubrication device for cold strip rolling mills, especially fine strip and film rolling mills, assigned to the individual rolls the side plates of the roller stands of one or more Rolling stands attached to the nozzle bars into which the width of the Roller spray nozzles built in and relative to them assigned rollers independently of one another transversely to the direction of travel of the rolled strip can be adjusted in planes parallel to the strip plane are used to regulate the belt tension over the bandwidth a change in the effective roll bale diameter and / or influencing the roller lubrication with a pressure and / or quantity and / or temperature controlled supply of Rolling oil or emulsions.
- the flatness control of the rolled strip at one Cold strip rolling mill which with a from DE 34 19 261 C3 known roller cooling and / or lubricating device generic type is based on a change of the spray pattern on the surface of the work rolls sprayed rolling oil or sprayed emulsions.
- the spray pattern is changed by adjusting each Work roll of the rolling mill associated nozzle bar relative to Work roll independent of the other nozzle bar across Belt running direction in a plane parallel to the belt plane and a pressure and / or quantity and / or temperature controlled Supply of rolling oil or emulsions causes.
- Fine and foil tape on a known one Flatness control equipped quarto or sexto roll stand rolled is characterized by high quality with regard to dimensional and shape accuracy as well as flatness.
- a disadvantage of roller cooling and / or lubricating devices The generic type for cold strip rolling mills is the insufficient one Accessibility of the nozzle bars with the spray nozzles and the associated control valves, so that repair and Maintenance work on the nozzle bars cumbersome and are time consuming.
- the invention has for its object the regulation of Strip flatness in cold strip rolling mills using the generic type Roll cooling and / or lubricating device to optimize unwanted strip tension deviations in zones leveled rolled strip, and the accessibility of the in the Nozzle bar of the roller cooling and / or lubricating device built-in spray nozzles and their associated control valves in the With a view to simplification and acceleration of to improve necessary repair and maintenance work.
- the spray angle of the spray nozzles of the nozzle bars with reference on the rolls, which in the roll cooling and / or lubrication device by pivoting the nozzle bar the longitudinal axis of the bar is adjustable, represents another Command value in addition to the adjustability of the nozzle bar relative to the respective assigned roller across Direction of tape travel as well as the change in quantity, pressure and the temperature of the rolling oil sprayed onto the rolls or the sprayed emulsions to change the spray pattern on the Roll surface in the context of a strip flatness control
- Spray angle of the spray nozzles as an additional manipulated variable enables optimization of the strip flatness control.
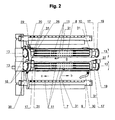
- the four-high rolling mill stand 1 according to FIG. 1 is not by two roller stand shown formed in which in not shown chocks a lower and an upper Work roll 2, 3 and a lower and an upper backup roll 4, 5 are rotatably mounted.
- Roll cooling and / or lubrication device for the work rolls 2, 3 and the support rollers 4, 5 each consist of a nozzle bar 7, 8 for the work rolls 2, 3 and a nozzle bar 9, 10 for each the support rollers 4, 5.
- nozzle bars 7-10 are across the width of the rollers Spray nozzles 11 with upstream, as solenoid valves trained control valves 12 for applying cooling oil and / or emulsions installed on the rollers 2-5.
- the the Backing rolls 3, 4 assigned to the nozzle bars 9, 10 are stationary, while the nozzle bars 7, 8 assigned to the work rolls 2, 3 in the direction of arrow b, c in the direction of its longitudinal axis 13-13 transversely to the tape running direction a over the bandwidth and around their longitudinal axis 13-13 are pivotable.
- the respective supply of rolling oil and / or emulsions the adjustable nozzle bar 7, 8 and the stationary Nozzle bar 9, 10 becomes pressure and / or quantity and / or temperature controlled.
- nozzle bars 7, 8 At the two ends 15, 16 of the work rolls 2, 3 assigned two nozzle bars 7, 8 are adapters 17 rotatable and displaceable mounting of the nozzle bars around and in Direction of the longitudinal axis 13-13 on two hollow journals 18, 19 attached, in side plates 20, 21 on the two Roller stands, not shown, of the four-high rolling mill stand 1 are installed, the supply of the coolant or Emulsions to the spray nozzles installed in the nozzle bars 7, 8 11 and the associated control valves 12 through a feed line 22 in a side plate 20, the cavity 23 of the in Side plate 20 built-in bearing pin 18, the interior 24 of the adapter 17 seated on the journal 18 and the Distribution channel 25 of the nozzle bars 7, 8 takes place.
- the supply of the coolant to the nozzle bars 7, 8 can also by a feed line 22 in each of the two side plates 20, 21, in these built-in hollow journals 18, 19, the on this seated adapter 17 and the distribution channel 25 of the Nozzle bars are made.
- the connecting cables for the control valves 12 of the spray nozzles 11 the nozzle bars 7, 8 are in several flexible protective tubes 30 merged, the length of the connecting cable Control valves is dimensioned such that a pivoting of the Nozzle bar 7, 8 around the bar longitudinal axis 13-13 is possible.
- Temperature sensor 31 for detecting the size of the thermal Roll bales outside the maximum range and in Roll center by measuring the temperature of the roll surface integrated to adjust the roll gap model.
- Deviating from the above-described embodiment of the new roller cooling and lubrication device Possibility of an additional movability and a Pivotal movement of the nozzle bars 9, 10 for the support rollers 4, 5 in the direction of or around the longitudinal axis of the beam to provide.
- the nozzle bars 7, 8 can be moved for the work rolls 2, 3 and the nozzle bar 9, 10 for the Back-up rolls 4, 5 together or independently or only a movability of the nozzle bars 7, 8 for the Work rolls 2, 3 from a maintenance position remote from the roll in the working position and from the working position to the Maintenance position should be considered.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Control Of Metal Rolling (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10017579 | 2000-04-08 | ||
| DE10017579 | 2000-04-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1142653A2 true EP1142653A2 (fr) | 2001-10-10 |
| EP1142653A3 EP1142653A3 (fr) | 2004-01-02 |
| EP1142653B1 EP1142653B1 (fr) | 2005-02-09 |
Family
ID=7638092
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01107353A Expired - Lifetime EP1142653B1 (fr) | 2000-04-08 | 2001-03-24 | Dispositif pour refroidir et/ou lubrifier des cylindres de laminoirs pour feuillards à froid, notamment feuillards fins et feuilles minces |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6598448B1 (fr) |
| EP (1) | EP1142653B1 (fr) |
| JP (1) | JP2001347305A (fr) |
| DE (2) | DE10043281B4 (fr) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1775039A1 (fr) * | 2005-10-14 | 2007-04-18 | ACHENBACH BUSCHHÜTTEN GmbH | Vanne de buse d'éjection pour le montage dans une barre à buses |
| CN101683660B (zh) * | 2008-09-28 | 2011-07-20 | 宝山钢铁股份有限公司 | 冷连轧机乳化液分段冷却控制方法 |
| WO2011134216A1 (fr) * | 2010-04-27 | 2011-11-03 | 中冶南方工程技术有限公司 | Procédé d'arrêt pour le ruissellement latéral d'une émulsion |
| WO2011134219A1 (fr) * | 2010-04-27 | 2011-11-03 | 中冶南方工程技术有限公司 | Dispositif d'arrêt du ruissellement latéral d'une émulsion |
| CN102974617A (zh) * | 2012-12-05 | 2013-03-20 | 江苏永钢集团有限公司 | 一种轧辊冷却器横移定位装置 |
| CN104105554A (zh) * | 2012-02-15 | 2014-10-15 | 西门子Vai金属科技有限责任公司 | 用于轧辊间隙润滑的低保养的喷嘴混合器单元 |
| EP3251762A1 (fr) | 2016-06-02 | 2017-12-06 | Primetals Technologies Austria GmbH | Dispositif de lubrification pour l'application d'un lubrifiant lors du laminage d'un produit de laminage |
| CN111589863A (zh) * | 2020-05-28 | 2020-08-28 | 天津市宇润德金属制品有限公司 | 一种用于钢板压薄处理系统 |
| CN114535300A (zh) * | 2016-10-17 | 2022-05-27 | 首要金属科技奥地利有限责任公司 | 轧机机座的轧辊的冷却 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10352546A1 (de) * | 2003-09-04 | 2005-03-31 | Sms Demag Ag | Verfahren und Vorrichtung zum Aufbringen einer regelbaren Zugspannungsverteilung, insbesondere in den Kantenbereichen kaltgewalzter Metallbänder |
| DE102005042020A1 (de) * | 2005-09-02 | 2007-03-08 | Sms Demag Ag | Verfahren zum Schmieren und Kühlen von Walzen und Metallband beim Walzen, insbesondere beim Kaltwalzen, von Metallbändern |
| CH702087A1 (de) * | 2009-10-20 | 2011-04-29 | Bba Innova Ag | Walzenkühlvorrichtung. |
| CN101837370B (zh) * | 2010-04-27 | 2012-05-02 | 中冶南方工程技术有限公司 | 中间辊窜辊空位乳化液窜流的阻断方法 |
| CN101829681A (zh) * | 2010-04-27 | 2010-09-15 | 中冶南方工程技术有限公司 | 中间辊窜辊空位乳化液窜流阻断装置 |
| CN102049417B (zh) * | 2010-11-04 | 2012-11-14 | 山东钢铁股份有限公司 | 一种组合可调式轧机辊环冷却装置 |
| EP2676744A1 (fr) * | 2012-06-22 | 2013-12-25 | Siemens VAI Metals Technologies GmbH | Dispositif d'arrosage d'une installation de laminage et méthode d'extraction/introduction dudit système hors/dans ladite cage de laminage |
| CN102861773B (zh) * | 2012-09-25 | 2015-06-17 | 宝鸡凸鹏金属材料有限责任公司 | 用于钛精密薄带轧制的润滑方法 |
| US20160101451A1 (en) * | 2014-10-09 | 2016-04-14 | Josef Froehling Gmbh & Co. Kg | Rolling Device and Rolling Process |
| CN105478497A (zh) * | 2015-12-08 | 2016-04-13 | 无锡华工薄板有限公司 | 冷轧带钢用旋转清洗装置 |
| CN105798071B (zh) * | 2016-05-26 | 2018-03-13 | 中冶南方工程技术有限公司 | 型钢轧机在线冷却装置 |
| CN111633043A (zh) * | 2020-07-07 | 2020-09-08 | 北京鑫山重工技术有限责任公司 | 一种钢筋润滑装置 |
| IT202100005663A1 (it) * | 2021-03-10 | 2022-09-10 | Danieli Off Mecc | Procedimento ed impianto per la produzione di prodotti laminati piani |
| CN114042768A (zh) * | 2021-10-08 | 2022-02-15 | 中冶南方工程技术有限公司 | 带钢除油方法、带钢除油装置及轧机 |
| CN114054510B (zh) * | 2021-11-05 | 2022-11-15 | 燕山大学 | 一种具有辊端散热功能的近等温可加热轧辊及其控制方法 |
| CN114798723B (zh) * | 2022-04-28 | 2024-08-02 | 青岛中兴源模具有限公司 | 一种冷轧模具 |
| CN115488168B (zh) * | 2022-09-26 | 2023-06-20 | 马鞍山延隆新材料科技有限公司 | 一种大压下量高延性冷轧带肋钢筋生产用润滑冷却装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3419261A1 (de) * | 1984-05-23 | 1985-11-28 | Achenbach Buschhütten GmbH, 5910 Kreuztal | Einrichtung zum erfassen und regeln der planheit von bandfoermigem walzgut, insbesondere feinbaendern, fuer kaltwalzwerke |
| GB2207373A (en) * | 1985-10-11 | 1989-02-01 | Joseph Donald Svatos | Rolling mill coolant system |
| EP0374538A2 (fr) * | 1988-12-05 | 1990-06-27 | Norandal Usa, Inc. | Dispositif de pulvérisation pour un laminoir |
| EP0542640A1 (fr) * | 1991-10-24 | 1993-05-19 | United Engineering, Inc. | Procédé et dispositif pour le refroidissement des cylindres d'un laminoir |
| JPH0615315A (ja) * | 1992-06-30 | 1994-01-25 | Hitachi Ltd | 圧延ロールのヒートクラウン制御装置 |
| DE9418359U1 (de) * | 1994-11-17 | 1995-01-12 | Achenbach Buschhütten GmbH, 57223 Kreuztal | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinbandwalzwerke |
| US5460023A (en) * | 1991-09-13 | 1995-10-24 | International Rolling Mill Consultants Inc. | Roll surface restoration system and method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2459238A1 (fr) * | 1979-06-20 | 1981-01-09 | Rhone Poulenc Agrochimie | Procede de preparation de benzoxazolone |
| GB2156255A (en) * | 1984-03-23 | 1985-10-09 | Davy Mckee | Rolling mill |
| EP0205295B1 (fr) * | 1985-06-10 | 1990-12-05 | DAVY McKEE (POOLE) LIMITED | Lubrification de laminoirs |
| US4706480A (en) * | 1985-10-11 | 1987-11-17 | Svatos Joseph D | Rolling mill cooling system |
| US5524465A (en) * | 1991-03-29 | 1996-06-11 | Hitachi, Ltd. | Work rolls crossing type mill, rolling system and rolling method |
-
2000
- 2000-09-02 DE DE10043281A patent/DE10043281B4/de not_active Expired - Fee Related
-
2001
- 2001-03-24 EP EP01107353A patent/EP1142653B1/fr not_active Expired - Lifetime
- 2001-03-24 DE DE50105274T patent/DE50105274D1/de not_active Expired - Lifetime
- 2001-04-05 JP JP2001107111A patent/JP2001347305A/ja not_active Withdrawn
- 2001-04-06 US US09/827,705 patent/US6598448B1/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3419261A1 (de) * | 1984-05-23 | 1985-11-28 | Achenbach Buschhütten GmbH, 5910 Kreuztal | Einrichtung zum erfassen und regeln der planheit von bandfoermigem walzgut, insbesondere feinbaendern, fuer kaltwalzwerke |
| GB2207373A (en) * | 1985-10-11 | 1989-02-01 | Joseph Donald Svatos | Rolling mill coolant system |
| EP0374538A2 (fr) * | 1988-12-05 | 1990-06-27 | Norandal Usa, Inc. | Dispositif de pulvérisation pour un laminoir |
| US5460023A (en) * | 1991-09-13 | 1995-10-24 | International Rolling Mill Consultants Inc. | Roll surface restoration system and method |
| EP0542640A1 (fr) * | 1991-10-24 | 1993-05-19 | United Engineering, Inc. | Procédé et dispositif pour le refroidissement des cylindres d'un laminoir |
| JPH0615315A (ja) * | 1992-06-30 | 1994-01-25 | Hitachi Ltd | 圧延ロールのヒートクラウン制御装置 |
| DE9418359U1 (de) * | 1994-11-17 | 1995-01-12 | Achenbach Buschhütten GmbH, 57223 Kreuztal | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinbandwalzwerke |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 217 (M-1594), 19. April 1994 (1994-04-19) -& JP 06 015315 A (HITACHI LTD;OTHERS: 01), 25. Januar 1994 (1994-01-25) * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1775039A1 (fr) * | 2005-10-14 | 2007-04-18 | ACHENBACH BUSCHHÜTTEN GmbH | Vanne de buse d'éjection pour le montage dans une barre à buses |
| CN101683660B (zh) * | 2008-09-28 | 2011-07-20 | 宝山钢铁股份有限公司 | 冷连轧机乳化液分段冷却控制方法 |
| WO2011134216A1 (fr) * | 2010-04-27 | 2011-11-03 | 中冶南方工程技术有限公司 | Procédé d'arrêt pour le ruissellement latéral d'une émulsion |
| WO2011134219A1 (fr) * | 2010-04-27 | 2011-11-03 | 中冶南方工程技术有限公司 | Dispositif d'arrêt du ruissellement latéral d'une émulsion |
| CN104105554A (zh) * | 2012-02-15 | 2014-10-15 | 西门子Vai金属科技有限责任公司 | 用于轧辊间隙润滑的低保养的喷嘴混合器单元 |
| US9566623B2 (en) | 2012-02-15 | 2017-02-14 | Primetals Technologies Austria GmbH | Low maintenance nozzle mixer unit for roll nip lubrication |
| CN102974617A (zh) * | 2012-12-05 | 2013-03-20 | 江苏永钢集团有限公司 | 一种轧辊冷却器横移定位装置 |
| EP3251762A1 (fr) | 2016-06-02 | 2017-12-06 | Primetals Technologies Austria GmbH | Dispositif de lubrification pour l'application d'un lubrifiant lors du laminage d'un produit de laminage |
| WO2017207622A1 (fr) | 2016-06-02 | 2017-12-07 | Primetals Technologies Austria GmbH | Dispositif de lubrification destiné à appliquer un lubrifiant lors du laminage d'un produit à laminer |
| US11440067B2 (en) | 2016-06-02 | 2022-09-13 | Primetals Technologies Austria GmbH | Lubricating device for applying a lubricant when rolling a rolling material |
| CN114535300A (zh) * | 2016-10-17 | 2022-05-27 | 首要金属科技奥地利有限责任公司 | 轧机机座的轧辊的冷却 |
| CN111589863A (zh) * | 2020-05-28 | 2020-08-28 | 天津市宇润德金属制品有限公司 | 一种用于钢板压薄处理系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1142653A3 (fr) | 2004-01-02 |
| DE10043281A1 (de) | 2001-10-18 |
| DE10043281B4 (de) | 2004-04-15 |
| DE50105274D1 (de) | 2005-03-17 |
| JP2001347305A (ja) | 2001-12-18 |
| US6598448B1 (en) | 2003-07-29 |
| EP1142653B1 (fr) | 2005-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10043281B4 (de) | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinband- und Folienwalzwerke | |
| EP1142652B1 (fr) | Laminoirs pour feuillards à froid, notamment feuillards fins et feuilles minces, avec un dispositif pour refroidir et/ou lubrifier des cylindres de laminoirs | |
| EP2403663B1 (fr) | Procédé et dispositif de refroidissement pour refroidir les cylindres d'une cage de laminoir | |
| DE3419261C3 (de) | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinbandwalzwerke | |
| EP2846940B1 (fr) | Dispositif de refroidissement de cylindres | |
| DE68912671T2 (de) | Doppelbandstranggiessmaschine mit Führung und Kühlung für das Giessprodukt zum Hochgeschwindigkeitsgiessen von Produkten mit flüssigem Kern. | |
| DE3616070A1 (de) | Walzenkuehlvorrichtung und -verfahren | |
| WO2010034481A2 (fr) | Dispositif de laminage | |
| EP3150291B1 (fr) | Procede et dispositif destines au refroidissement d'un cylindre dispose dans une cage de laminoir | |
| DE19524729A1 (de) | Verfahren und Vorrichtung zum Walzen von Bändern mit über ihrer Breite ungleichförmige Dicken- und/oder Längenverteilung | |
| DE3507846C1 (de) | Vorrichtung zum Befetten von Werkstücken bei der spanlosen Umformung und beim Walzen, insbesondere Rollenbandöler | |
| DE2505324A1 (de) | Walzgut-spannvorrichtung fuer ein walzwerk | |
| EP1827735A1 (fr) | Procede et dispositif de coulee en bande de metaux | |
| DE3047496A1 (de) | "verfahren und vorrichtung zum stetigen glaetten und gleichmaessigen abkuehlen eines ballens eines in einem zugehoerigen arbeitsgeruest angeordneten walzzylinders" | |
| EP0058869B1 (fr) | Charpente de guidage et de soutien dans la zone d'entraînement et/ou de dressage dans une installation de coulée continue | |
| DE3607527A1 (de) | Vorrichtung zum regeln der planheit und dicke von walzband in einem mehrwalzen-bandwalzgeruest | |
| DE19905833C2 (de) | Vorrichtung zum Einbringen von Schmierstoff in den Walzspalt eines Warm-Walzwerks | |
| EP3515615B1 (fr) | Laminage dans un procédé continu | |
| DE9418359U1 (de) | Walzenkühl- und/oder Schmiervorrichtung für Kaltbandwalzwerke, insbesondere Feinbandwalzwerke | |
| EP3453466A1 (fr) | Train de laminage destiné à laminer un produit métallique et procédé de fonctionnement d'un train de laminage | |
| DE10117096B4 (de) | Vorrichtung zum Entdrallen von Walzgut-Knüppeln | |
| DE102022204686A1 (de) | Zwei-Rollen-Gießeinrichtung zur Erzeugung eines gegossenen Metallbandes, und Verfahren zur Kühlung und/oder Reinigung einer Außenoberfläche einer Gießrolle einer Zwei-Rollen-Gießeinrichtung | |
| DE3523483A1 (de) | Walzenkuehl- und/oder schmiervorrichtung fuer kaltbandwalzwerke, insbesondere feinbandwalzwerke | |
| DE4107205A1 (de) | Vorrichtung zum kuehlen und hydraulischen transport von walzstahl | |
| DE19722456A1 (de) | Einrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn, insbesondere aus Papier oder Pappe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040325 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050209 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50105274 Country of ref document: DE Date of ref document: 20050317 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20051110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110401 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110324 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110331 Year of fee payment: 11 Ref country code: DE Payment date: 20110524 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120324 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20121130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50105274 Country of ref document: DE Effective date: 20121002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120402 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 |