EP0962385A1 - Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen - Google Patents
Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen Download PDFInfo
- Publication number
- EP0962385A1 EP0962385A1 EP99109571A EP99109571A EP0962385A1 EP 0962385 A1 EP0962385 A1 EP 0962385A1 EP 99109571 A EP99109571 A EP 99109571A EP 99109571 A EP99109571 A EP 99109571A EP 0962385 A1 EP0962385 A1 EP 0962385A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sealing tool
- sealing
- packaging
- parts
- tool according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
Definitions
- the present invention relates to a sealing tool for sealing a Packaging tray with a cover film.
- Packaging especially for food, plays an important role today ever increasing role in making foodstuffs more durable.
- the food will for packaging in a so-called packaging tray and the The packaging tray is then sealed gas-tight with a cover film by the Cover film is sealed to the edge of the packaging tray.
- the packaging troughs are usually semi-continuous in so-called Sealing stations sealed with a cover film.
- Sealing stations sealed with a cover film.
- the one with the Packing well filled with packaging material and the cover film in the sealing station transported.
- a first lower sealing tool lifted vertically from below and against second upper, heated sealing tool arranged above the cover film pressed. Due to the pressure and the temperature, the cover film and the edge the packaging trough, which are located between the sealing tools, sealed.
- the Sealing seam has a certain width and that the sealing seam in Located essentially in the middle of the edge of the packaging tray. After this The first sealing tool will be sealed below the one that has just been sealed Lowered packaging tray and the sealed packaging tray Cutting station transported.
- the object is achieved by providing a lower one Sealing tool for sealing a packaging tray with a cover film solved that from a lower part, side parts that cross and side parts that parallel are aligned with the transport direction of the packaging trays, where at least one side part aligned parallel to the direction of transport in its spatial position relative to the machine frame is fixed while the others Parts of the die can be moved vertically downwards.
- Both side parts aligned in parallel to the transport direction are preferably in FIG fixed their spatial position in relation to the machine frame.
- the side parts which in their Position unchanged from the machine frame, on its top a surface with a low coefficient of friction.
- This surface can either polished or coated with Teflon or the like.
- the side parts which are fixed in their spatial position, preferably taper from top to bottom, so that they can be used to seal packaging troughs can one or more parallel to the transport direction of the packaging have aligned undercut (s).
- a sealing tool according to the invention is preferably used to seal at least two packaging trays arranged side by side.
- Such one Sealing tool has in addition to the lower part, the side parts, the cross and the Side parts aligned parallel to the transport direction of the packaging trays are, in addition, preferably at least one middle part, which compared to the Machine frame is fixed in its spatial position.
- the side parts of such a sealing tool are preferably also opposite fixed the machine frame in its spatial position.
- the middle parts and the Side parts that remain unchanged in their position relative to the machine frame, a surface with a low coefficient of friction on its top.
- the surface can either be polished or coated with Teflon or the like.
- the central part and / or the side parts taper in their spatial location are fixed from top to bottom, so with them Packaging trays can be sealed that are parallel to one or more Have the undercut (e) aligned in the transport direction of the packaging.
- Another object of the present invention is to provide a method of sealing of packaging trays to provide the disadvantages of the stand which does not have technology.
- the present invention has the advantage that a packaging tray with a or more aligned parallel to the transport direction of the packaging tray Undercuts can be sealed with a cover film.
- Another advantage of Invention is that heavily loading packaging trays by the in its location spatially fixed side and / or middle part is supported and thus no longer sags, so that the sealing tool at the packaging tray Up and down no longer destroyed.
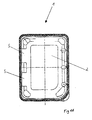
- Figure 1a shows a package with undercuts.
- the packaging 1 consists of a packaging trough 2 and a cover film 3.
- the packaging shown is a so-called stand-up packaging which stands with its narrow side on the surface shown.
- the stand-up packaging has undercuts 5 in order to stabilize the packaging in its erected position.
- Figure 1b shows the packaging according to Figure 1a in plan view.
- the undercuts 5 are located on one side of the packaging trough 2.
- the area shown in dark is the horizontal edge of the packaging trough onto which the cover film is sealed.
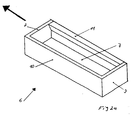
- FIG. 2a shows the sealing tool 6 according to the invention for sealing a packaging trough with a cover film.
- the sealing tool has a lower part 7, side parts 8, 9, the transverse and side parts 10, 11, which are aligned parallel to the transport direction of the packaging trays.
- the arrow shows the direction of transport of the sealed packaging trays.
- the side part 11 is thicker at the upper end than at the lower end, so that packaging troughs with an undercut on the side facing the side part 11 can be sealed with this sealing tool. If a packaging tray with two undercuts is to be sealed, the side part 10 can also be designed corresponding to the side part 11.
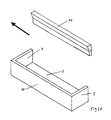
- FIG. 2b shows the sealing tool according to FIG. 2a after the lowering.
- the parts 7, 8, 9, 10 of the sealing tool are lowered, while the side part 11 remains fixed in its spatial position, so that the undercut facing the side part 11 is not damaged.
- the sealed packaging tray can then be transported in the direction of the arrow shown, parallel to the side part 11, without the undercut being damaged.
- FIG. 3a shows a sealing tool according to the invention for sealing two packaging trays with cover foils.
- this die has the middle parts 17, 17a.
- the middle part 17 tapers on both sides from top to bottom, so that with this sealing tool packaging troughs can be sealed, which have undercuts facing the middle part 17, 17a.
- the middle part 17a has a constant cross section.
- the person skilled in the art immediately recognizes that the middle parts 17 and 17a can also be manufactured as one part.
- the person skilled in the art also recognizes that the central part can also have a constant cross section overall. In this case, packages with an undercut could not be sealed.
- the middle part would then only serve to support the film between the packaging troughs so that they do not sag.
- the side parts 15 and 16 can also taper from top to bottom, so that packaging troughs can be sealed with this sealing tool, which have undercuts that face the side parts 15, 16.
- FIG. 3b shows the sealing tool according to FIG. 3a after the lowering.
- the parts 12, 13, 14, 15, 16 and 17a of the sealing tool are lowered, while the side part 17 is not lowered but remains fixed in its spatial position so that the undercuts facing the middle parts 17 and 17a are not damaged.
- the sealed packaging trays can then be transported in the direction of the arrow shown, parallel to the central part 17, without the undercuts of the packaging trays being damaged.
- FIG. 4 shows a section of the sealing tool according to the invention, the lower part and the side parts, which are oriented transversely to the transport direction of the packaging trays, being lowered, while the side parts 15, 16 and the two middle parts 17 are fixed in their spatial position.
- the packaging troughs 19, 20, 21 are supported in particular by the middle parts 17 from below, so that they do not sag.
- Figure 5 shows the sealing tool according to the invention for sealing two packaging trays with the associated lowering mechanism.
- the lower part 24 and the side parts 25 and 26 standing transversely to the transport direction of the packaging troughs can be seen from the sealing tool.
- the central part of the sealing tool can be seen, which consists of two parts 22 and 23. While the part 22 has a constant cross section, the part 23 tapers from top to bottom, so that packaging troughs with an undercut can be sealed with the central part.
- the part 23 is screwed onto the part 22 so that the shape of the undercut can be changed without great assembly effort.
- the central part is fastened to a rod 28, which in turn is firmly connected to the machine frame (not shown), so that the central part is fixed overall in its spatial position relative to the machine frame.
- the lower part of the sealing tool 24 is mounted on a plate 29 which has a drive (not shown) with which it is moved vertically up and down, as indicated by the double arrow.
- the plate 29 has a bore through which the
- FIG. 6 shows a sealing station with the sealing tool according to the invention.
- the packaging troughs 33 filled with packaging material and the cover film F2, which is unrolled from the roll V2, are transported to the sealing station and fixed there.
- the lowered parts 31 of the sealing tool according to the invention are pressed against the heated upper sealing tool 30.
- the cover film and the edge of the packaging trough, which are located between the sealing tool 31, 32 according to the invention and the sealing tool 30, are heated and thus sealed.
- the vertically displaceable parts 31 of the sealing tool are lowered again by the drives 35.
- the central part 32 is spatially fixed in position with a rod 34.
- the film and thus the just sealed packaging trays 33 are transported to the cutting station and then the vertically displaceable parts of the sealing tool are moved up again and the sealing process of the packaging tray can be carried out again.
Abstract
Description
- die Deckelfolie und die Verpackungsmulde in die Siegelstation transportiert und gegebenenfalls fixiert und zwischen das untere Siegelwerkzeug und das obere Siegelwerkzeug gepreßt, erhitzt und dabei gesiegelt werden,
- die vertikal verschiebbaren Teile des unteren Siegelwerkzeuges vertikal abgesenkt werden und
- die fertiggestellte Verpackung weitertransportiert wird.
Claims (10)
- Siegelwerkzeug (6) zum Siegeln einer Verpackungsmulde mit einer Deckelfolie bestehend aus einem Unterteil (7), Seitenteilen (8, 9), die quer und Seitenteilen (10, 11), die parallel zur Transportrichtung der Verpackungsmulden ausgerichtet sind, dadurch gekennzeichnet, daß mindestens ein parallel zur Transportrichtung ausgerichtetes Seitenteil (11) in seiner räumlichen Lage gegenüber dem Maschinenrahmen fixiert ist, während die anderen Teile (7, 8, 9, 10) der Matrize vertikal nach unten verschiebbar sind.
- Siegelwerkzeug nach Anspruch 1, dadurch gekennzeichnet, daß beide parallel zur Transportrichtung der Verpackungsmulden ausgerichteten Seitenteile (10, 11) in ihrer räumlichen Lage gegenüber dem Maschinenrahmen fixiert sind, während die anderen Teile (7, 8, 9) der Matrize vertikal nach unten verschiebbar sind
- Siegelwerkzeug nach einem der Ansprüche 1-2 dadurch gekennzeichnet, daß das/die Seitenteil(e) (10,11), auf seiner/ihrer Oberseite eine reibungsarme Oberfläche aufweist(aufweisen).
- Siegelwerkzeug nach einem der Ansprüche 1-4, dadurch gekennzeichnet, daß sich das/die Seitenteil(e) (10, 11) vom oberen Ende des Siegelwerkzeuges nach unten hin verjüngen.
- Siegelwerkzeug zum Versiegeln mehrerer Verpackungsmulden mit Deckelfolien, bestehend aus einem Unterteil (12), Seitenteilen (13, 14), die quer und Seitenteilen (15, 16), die parallel zur Transportrichtung der Verpackungsmulden ausgerichtet sind, dadurch gekennzeichnet, daß sie zusätzlich mindestens ein Mittelteil (17) aufweist, das gegenüber dem Maschinenrahmen in seiner räumlichen Lage fixiert ist, während die anderen Teile (12, 13, 14, 15, 16) der Matrize vertikal nach unten verschiebbar sind.
- Siegelwerkzeug nach Anspruch 5, dadurch gekennzeichnet, daß auch das Seitenteil (15) und/oder das Seitenteil (16) in ihrer räumlichen Lage gegenüber dem Maschinenrahmen fixiert sind.
- Siegelwerkzeug nach Anspruch 6, dadurch gekennzeichnet, daß sich das Seitenteil (15) und/oder das Seitenteil (16) auf der nach innen gerichteten Seite vom oberen Ende der Matrize in Richtung zur Unterseite hin verjüngen.
- Siegelwerkzeug nach einem der Ansprüche 5 bis 7, dadurch gekennzeichnet, daß sich das Mittelteil (17) vorzugsweise auf beiden Seiten vom oberen Ende der Matrize in Richtung zur Unterseite hin verjüngt.
- Siegelwerkzeug nach einem der Ansprüche 5-8, dadurch gekennzeichnet, daß das Mittelteil (17) und gegebenenfalls die Seitenteile (15, 16) eine reibungsarme Oberfläche aufweisen.
- Verfahren zum Siegel einer Verpackungsmulde mit einer Deckelfolie mit einem Siegelwerkzeug nach einem der Ansprüche 1-9, dadurch gekennzeichnet, daß:die Deckelfolie und die Verpackungsmulde in die Siegelstation transportiert und gegebenenfalls fixiert und zwischen das obere Siegelwerkzeug (30) und das untere Siegelwerkzeug (31, 32) gepreßt, erhitzt und dabei gesiegelt werden,die vertikal verschiebbaren Teile (31) des unteren Siegelwerkzeuges vertikal abgesenkt werden unddie fertiggestellte Verpackung weitertransportiert wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19824589 | 1998-06-02 | ||
| DE19824589A DE19824589A1 (de) | 1998-06-02 | 1998-06-02 | Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0962385A1 true EP0962385A1 (de) | 1999-12-08 |
Family
ID=7869649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99109571A Withdrawn EP0962385A1 (de) | 1998-06-02 | 1999-05-14 | Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6240706B1 (de) |
| EP (1) | EP0962385A1 (de) |
| DE (1) | DE19824589A1 (de) |
| ES (1) | ES2141698T1 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2270730B2 (es) * | 2006-03-14 | 2013-07-05 | Jorge LÓPEZ RODRIGUEZ | Bomba de desagüe de barrenos mediante ciclos alternativos de aspiración y expulsión basada en el pricipio del desplazamiento neumático |
| US7340871B1 (en) * | 2006-03-31 | 2008-03-11 | Alkar-Rapidpak, Inc. | Web packaging system with ergonomic tooling change |
| US7703265B2 (en) * | 2007-10-23 | 2010-04-27 | Alkar-Rapidpak, Inc. | Web packaging system with ergonomic forming plug change |
| DE102007062983A1 (de) * | 2007-12-21 | 2009-06-25 | Ulma Packaging Gmbh | Verpackungsmaschine |
| DE102008019628A1 (de) * | 2008-04-18 | 2009-11-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungsmaschine |
| WO2010111237A1 (en) * | 2009-03-24 | 2010-09-30 | Peerless Machine & Tool Corporation | Cup lid manufacturing process |
| US8499536B2 (en) | 2009-05-18 | 2013-08-06 | Alkar-Rapidpak-Mp Equipment, Inc. | Apparatuses and methods for assisted tooling extraction |
| US8186134B2 (en) * | 2009-05-18 | 2012-05-29 | Alkar-Rapidpak-Mp Equipment, Inc. | Packaging machines and methods |
| US9156573B2 (en) | 2011-03-30 | 2015-10-13 | Alkar-Rapidpak, Inc. | Packaging apparatuses and methods |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB886531A (en) * | 1957-06-14 | 1962-01-10 | Kurt Ott | Improvements in or relating to packing apparatus |
| GB1185150A (en) * | 1966-09-12 | 1970-03-18 | Inst Nahrungsmittel Genussmitt | Making Packages by Moulding and Filling Plastics Containers |
| FR2528386A1 (fr) * | 1982-06-14 | 1983-12-16 | Erca Holding | Procede et installation de conditionnement d'un produit |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59503C (de) | M. PIGOT in Brüssel | Hufeisen mit Korkplatten-Einlage | ||
| DD59503A (de) * | ||||
| FR2648432B1 (fr) * | 1989-06-16 | 1991-09-13 | Mecaplastic | Dispositif et installation pour le conditionnement de produits quelconques, par exemple de produits alimentaires, dans des barquettes fermees par un film soude de fermeture |
| DE9006292U1 (de) * | 1990-06-02 | 1990-09-06 | Stiegler Gmbh Maschinenfabrik, 7062 Rudersberg, De | |
| DE9113290U1 (de) * | 1991-10-25 | 1991-12-19 | Kraemer + Grebe Gmbh & Co Kg Maschinenfabrik, 3560 Biedenkopf, De | |
| US5241801A (en) * | 1992-08-31 | 1993-09-07 | Highland Plastics, Inc. | Container lid mounting and sealing system |
| US5765343A (en) * | 1995-10-20 | 1998-06-16 | Whittaker; Dale | Individual dental floss packaging method and apparatus |
| DE19541983A1 (de) * | 1995-11-10 | 1997-05-15 | Zahoransky Anton Gmbh & Co | Blisterverpackungsmaschine |
-
1998
- 1998-06-02 DE DE19824589A patent/DE19824589A1/de not_active Withdrawn
-
1999
- 1999-05-14 EP EP99109571A patent/EP0962385A1/de not_active Withdrawn
- 1999-05-14 ES ES99109571T patent/ES2141698T1/es active Pending
- 1999-05-25 US US09/318,152 patent/US6240706B1/en not_active Expired - Fee Related
-
2000
- 2000-10-11 US US09/686,376 patent/US6260334B1/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB886531A (en) * | 1957-06-14 | 1962-01-10 | Kurt Ott | Improvements in or relating to packing apparatus |
| GB1185150A (en) * | 1966-09-12 | 1970-03-18 | Inst Nahrungsmittel Genussmitt | Making Packages by Moulding and Filling Plastics Containers |
| FR2528386A1 (fr) * | 1982-06-14 | 1983-12-16 | Erca Holding | Procede et installation de conditionnement d'un produit |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19824589A1 (de) | 1999-12-09 |
| US6260334B1 (en) | 2001-07-17 |
| US6240706B1 (en) | 2001-06-05 |
| ES2141698T1 (es) | 2000-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3630363C2 (de) | ||
| DE3150627A1 (de) | Vorspanneinrichtung fuer folienbahnen | |
| DE2816437B1 (de) | Vorrichtung zum automatischen Fuellen der Randfugen von Isolierglasscheiben mit einem Dichtungsmittel durch Fuellduesen | |
| DE2209845A1 (de) | Meßgerät, insbesondere Lagerung für Meßfühler | |
| DE2846785C2 (de) | Vorrichtung zum automatischen Füllen der Randfugen von Zwei- oder Mehrfach- Isolierglasscheiben mit einem Dichtungsmittel unter Verwendung von Fülldüsen | |
| EP0962385A1 (de) | Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen | |
| EP0633186B1 (de) | Verfahren und Vorrichtung zum Umhüllen von Stückgut | |
| DE4320397C2 (de) | Einrichtung zum Beschicken von Werkzeugmaschinen | |
| DE4424845C2 (de) | Abdeckplatte für Vakuumformmaschinen | |
| DE1778337B1 (de) | Endloser foerderer zur verwendung bei einer automatischen lackieranlage fuer plattenfoermige werkstuecke | |
| DE10033246A1 (de) | Pressvorrichtung zur mehrseitigen Beschichtung von Werkstücken, insbesondere Möbelteilen | |
| EP2989010A1 (de) | VORRICHTUNG UND VERFAHREN ZUM UMFALTEN UND VERSCHWEIßEN VON FOLIENÜBERSTÄNDEN BEIM UMHÜLLEN VON GESTAPELTEN GÜTERN MIT EINER FOLIE | |
| DE3021442C2 (de) | Faltschachtelklebemaschine | |
| DE3446936C2 (de) | Werkzeugstempelhalterung in einer doppeltwirkenden Ziehpresse zur Verformung von großflächigen Metallblechen | |
| DE3100754A1 (de) | "einrichtung zum verpacken von rollen" | |
| DE19824588A1 (de) | Matrize und Verfahren zur Herstellung einer Verpackungsmulde mit Hinterschnitt | |
| EP1000857A2 (de) | Siegelwerkzeug und Verfahren zum Siegeln von Verpackungen | |
| DE4220043C2 (de) | Schneid- und Umformpresse mit einem oder mehreren Antriebzylindern und einem Gelenkhebelantrieb | |
| EP0269809A1 (de) | Vorrichtung zur Herstellung einer vollständig mit Schrumpffolie umhüllten Verpackungseinheit | |
| DE2264099B2 (de) | Vorrichtung zum Besäumen von Blechen | |
| EP0209890B1 (de) | Vorrichtung zum Verschliessen von Behältern | |
| DE2108443C3 (de) | Scharnierartige Kippstellungsdeckellagerung | |
| AT393380B (de) | Vorrichtung zum automatischen fuellen der randfugen von isolierglasscheiben mit einem dichtungsmaterial | |
| DE3440943C2 (de) | ||
| DE4310916B4 (de) | Vorrichtung zum Thermo- oder Hochfrequenzschweißen und zum Stanzen von Tafeln mit oder ohne Kern oder Innenpolsterung mit thermoschweißbarer Kunststoffbeschichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| EL | Fr: translation of claims filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2141698 Country of ref document: ES Kind code of ref document: T1 |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| 17P | Request for examination filed |
Effective date: 20000608 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030204 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030617 |