EP0945358B1 - Decke oder Hülle aus einem Kunststoffmaterial mit Netzstruktur sowie Verfahren zur Herstellung hierfür - Google Patents
Decke oder Hülle aus einem Kunststoffmaterial mit Netzstruktur sowie Verfahren zur Herstellung hierfür Download PDFInfo
- Publication number
- EP0945358B1 EP0945358B1 EP99104537A EP99104537A EP0945358B1 EP 0945358 B1 EP0945358 B1 EP 0945358B1 EP 99104537 A EP99104537 A EP 99104537A EP 99104537 A EP99104537 A EP 99104537A EP 0945358 B1 EP0945358 B1 EP 0945358B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mesh structure
- marking surface
- strands
- marking
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 title claims abstract description 15
- 238000000034 method Methods 0.000 title claims abstract description 11
- 239000004033 plastic Substances 0.000 title claims description 18
- 238000004519 manufacturing process Methods 0.000 title description 4
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 claims 1
- 229920001169 thermoplastic Polymers 0.000 abstract description 3
- 239000004416 thermosoftening plastic Substances 0.000 abstract description 2
- 239000000853 adhesive Substances 0.000 abstract 1
- 230000001070 adhesive effect Effects 0.000 abstract 1
- 238000001125 extrusion Methods 0.000 description 5
- 230000001681 protective effect Effects 0.000 description 3
- 238000004049 embossing Methods 0.000 description 2
- 239000003000 extruded plastic Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000002372 labelling Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C23/00—Making patterns or designs on fabrics
- D06C23/04—Making patterns or designs on fabrics by shrinking, embossing, moiréing, or crêping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D29/00—Sacks or like containers made of fabrics; Flexible containers of open-work, e.g. net-like construction
- B65D29/04—Net-like containers made of plastics material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/02—Wrappers or flexible covers
- B65D65/22—Details
Definitions
- the invention relates to a blanket or envelope made of a plastic material according to the Preamble of claim 1 and a method for producing a blanket or Cover according to the preamble of claim 8.
- blankets or covers made of plastic material Use are each provided as intermediate layers or as a covering and consist in particular of a latticework made by extrusion, which consists of two crossed arrangements of transversely spaced strands is formed, the strands at the intersection of the two arrangements run perpendicular or at an angle to the strands of the other arrangement.
- the strands come to lie on two levels, such that in each level the strands are aligned parallel to each other.
- a tubular structure is known that is used for the production of bags or sacks for packaging purposes.
- the tubular structure has closed areas and areas with a network structure. Both Areas are already produced during extrusion.
- FR-A-1 210 534 is about woven tapes or fabrics after weaving treated with pressure and heat to change their structure. It can be too a fusion of the threads and optionally a layer of compact structure without the addition of additional material. This leaves woven ribbons and fabrics in the relatively small spaces easily form between the threads.
- the invention has for its object to provide a blanket or envelope whose Network structure is designed so that it is essentially a continuous one Lets form surface. Furthermore, the object of the invention is to provide a corresponding one Creating procedures.
- a blanket or cover for solving this problem has the features of claim 1 on.
- the surface is therefore an integral part of the network structure, in this Area the original network structure was removed and instead an essentially continuous area is available.
- Identification surface Information, information or the like can be placed on the surface for example to identify or explain the protective cover covered parts are applied. It is possible to apply a sticker that Printing the surface, embossing it, inserting characters into the surface (also as a recess), etc.
- the surface can also be used as a base or serve to hold objects. Connecting additional Information carrier with the protective blanket, for example attaching a trailer with appropriate information, is unnecessary.
- a method for solving the problem has the measures of claim 8.
- By the deformation of the network structure creates at least one surface. This area will formed by the original network structure in the area of the or each surface canceled and instead a substantially continuous surface is formed.
- the material forming the network structure is preferably so warmed up or compressed until a continuous Surface is formed.
- continuous area does not mean that a completely smooth and homogeneous Surface structure must arise. It is important that the formed area as a basis or documents for information, characters or to be applied or to be introduced Objects are sufficient. Unless it is the purpose of the area corresponds, a sticker on it should be strong enough can be liable. This can also be the case if the in the Breakthroughs in the network structure are not complete are closed.
- the molded surface preferably has a clear lower height or strength than the rest of the network structure.
- the latter has a height corresponding to the two superimposed layers. In contrast is the area due to the fact that it is pushed into the gaps in the network structure Material much thinner.
- the surface can be flat or deformed be or have deformations.
- the invention is also applicable to those formed from a network structure Cases or bags, for example to protect rotationally symmetrical or rod-shaped objects, such as Waves, cones or the like.
- Such covers can also on a pin that serves as a base to form the License plate area with a corresponding contours Stamps are applied.
- An approximately rectangular ceiling 10 is used for covering and Protection of goods to be transported in containers or on pallets mechanical components.
- the blanket 10 is on a layer of components placed in a container before one additional layer of components is filled.
- the blanket 10 is preferably made of thermoplastic Plastic, namely from two in the area of intersection points 11 interconnected layers 12, 13, each consisting of parallel plastic strands 14, 15. These are formed by extrusion and adhere to the area Crossing points 11 on the strands of the other layer.
- a marking area 16 In the ceiling 10 is a marking area 16 or as The surface or support provided is incorporated. This is almost circular in the present case, but can be have any shape.
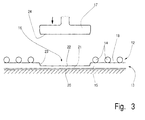
- the marking area 16 is formed by a heated one Round stamp 17, the light pressure on the ceiling 10 as long is positioned until the through the plastic strands 14, 15th formed network structure largely dissolved and the above Marking area 16 has arisen.
- the stamp 17 works with a base 19 as a counter tool together. This corresponds to the stamp trained, without recesses, recesses or the like. This closes a bottom 20 of the resulting compressed portion 21 of the marking area 16 approximately flush with the lower layer 13. In contrast, is a Top side 22 of section 21 opposite top layer 12 shifted inwards. Depending on the mesh size of the network structure there is also a paragraph 23 towards the bottom 20 and set as the peripheral edge of the compressed section 21.
- a stamp surface 24 is preferably flat, as well the resulting surface 16. Other shapes, such as recesses, Indentations and protrusions are possible.
- the heat and pressure of the stamp depend on the material of the Blanket 10 and of the desired density or the desired Structure of the marking area 16.
- a thermoplastic can on melted easily and in a short time and from one Network structure transformed into a continuous marking area become.
- a particular advantage of this process lies in that no material has to be added. It takes place just reshaping the existing material.
- the marking area 16 is in a separate operation or during the transformation of the network structure with a Provide a label, for example with information about the components to be protected by the ceiling 10.
- the stamp 17th can, for example, the desired information during the Emboss the forming process into the marking area 16.
- 1 and 2 is the application of specifying a Identification number shown.
- the labeling is preferably on the inward offset Top 22. This provides additional protection against Destruction, for example due to large-scale and heavy ones Components.
- marking surface 16 or the top 22 or bottom Information can also be applied subsequently through embossing, printing or pasting. In each In case the labeling is easier than if it is available the pure network structure.
- Blanket 10 instead of one Blanket 10 is a tubular, jacket-shaped or pocket-shaped Cover provided. This can also be done by using appropriate Tools are provided with a marking area. So can be a shell to protect a shaft by inserting a Dorns and an outside attacking stamp in almost the same Formed to form a marking area like the ceiling 10.
- the individual plastic strands 14, 15 within each layer have the same distances from each other. There are about 10 to 20 plastic strands each 10 cm in each layer with spacing next to each other to lie. The strands each have a diameter from about 1 to 3 mm. To achieve the network structure the strands 14 of one layer 12 are opposite the strands 15 the other layer 13 transversely or obliquely, see in particular Fig. 1. The spaces 18 have dimensions of about 3 x 3 to 5 x 5 mm.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Making Paper Articles (AREA)
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
- Fig. 1
- eine Draufsicht auf eine erfindungsgemäße Decke mit Kennzeichenfläche,
- Fig. 2
- eine vergrößerte Draufsicht auf die Decke gemäß Fig. 1,
- Fig. 3
- einen vergrößerten Querschnitt durch eine Decke gemäß Fig. 1 nach Herstellung einer Kennzeichnungsfläche durch ein stempelartiges Werkzeug.
- 10
- Decke
- 11
- Kreuzungspunkt
- 12
- Lage
- 13
- Lage
- 14
- Kunststoffstrang
- 15
- Kunststoffstrang
- 16
- Kennzeichnungsfläche
- 17
- Stempel
- 18
- Zwischenraum
- 19
- Unterlage
- 20
- Unterseite
- 21
- verdichteter Abschnitt
- 22
- Oberseite
- 23
- Absatz
- 24
- Stempelfläche
Claims (12)
- Decke (10) oder Hülle aus einem Kunststoffmaterial mit einer Netzstruktur und mindestens einer als Kennzeichnungsfläche (18) dienenden Fläche, die integraler Bestandteil der Netzstruktur ist, dadurch gekennzeichnet, dass die Netzstruktur zweilagig ist und etwa 10 bis 20 Kunststoffstränge (14, 15) je 10 cm in der einen Lage (12) und 10 bis 20 Kunststoffstränge (15) je 10 cm in der anderen Lage (13) aufweist und die einzelnen Kunststoffstränge (14, 15) innerhalb der Netzstruktur einen Durchmesser von 1 bis 3 mm aufweisen, derart, dass aus dem Material der Netzstruktur die mindestens eine Fläche bildbar ist, wodurch die ursprüngliche Netzstruktur aufgehoben und statt dessen eine im Wesentlichen durchgehende Fläche aus der Netzstruktur entsteht.
- Gegenstand nach Anspruch 1, dadurch gekennzeichnet, dass die Kennzeichnungsfläche (16) durch Verformung, insbesondere durch Ausübung von Druck und/oder Wärme auf die Netzstruktur und/oder durch Beaufschlagung der Netzstruktur mit einem beheizten Stempel gebildet ist
- Gegenstand nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass in die Kennzeichnungsfläche (16) Informationen, Angaben oder dergleichen insbesondere durch Prägen oder Siegeln eingebracht sind, und/oder auf die Kennzeichnungsfläche (16) Informationen, Angaben oder dergleichen durch Drucken oder Aufkleben aufgebracht sind.
- Gegenstand nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Kennzeichnungsfläche (16) eine geringere Höhe bzw. Stärke aufweist als die Netzstruktur im übrigen.
- Gegenstand nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass eine Seite der Kennzeichnungsfläche (16), insbesondere die Unterseite (20), bündig mit einer Unterseite der Netzstruktur abschließt, während die andere Seite, insbesondere die Oberseite (22) gegenüber einer Oberseite der Netzstruktur einwärts versetzt ist.
- Gegenstand nach Anspruch 5, dadurch gekennzeichnet, dass die Informationen, Angaben oder dergleichen auf der einwärts versetzten Seite (Oberseite 22) ein- bzw. aufgebracht sind.
- Gegenstand nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Stränge (14, 15) der einen Lage (12) gegenüber den Strängen (15) der anderen Lage (13) senkrecht oder schräg gerichtet sind.
- Verfahren zur Herstellung einer Decke (10) oder Hülle aus einem Kunststoffmaterial mit einer Netzstruktur, dadurch gekennzeichnet, dass die Netzstruktur aus zwei Lagen mit jeweils 10 bis 20 Kunststoffsträngen je 10 cm und einem Durchmesser der Stränge zwischen 1 und 3 mm nach ihrer Herstellung im Bereich einer als Kennzeichnungsfläche (16) dienenden definierten Fläche verformt wird, derart, dass die ursprüngliche Netzstruktur aufgehoben und statt dessen aus Kunststoffsträngen (14, 15) der Netzstruktur eine im Wesentlichen durchgehende Fläche (Kennzeichnungsfläche 16) gebildet wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass die Kennzeichnungsfläche (16) durch Wärme und Druck gebildet, insbesondere durch einen beheizten Stempel (17) in die Netzstruktur eingedrückt wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass Informationen, Angaben oder dergleichen beim Ausbilden der Kennzeichnungsfläche (16) in dieselbe eingeprägt werden oder nach Herstellung der Kennzeichnungsfläche (16) in diese eingeprägt oder auf diese aufgedruckt oder aufgeklebt werden.
- Verfahren nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass auf die Netzstruktur zur Bildung der Kennzeichnungsfläche (16) soviel Wärme und/oder Druck aufgebracht werden, bis im Bereich der Kennzeichnungsfläche (16) die Netzstruktur vollständig aufgehoben und statt dessen eine glatte Fläche-nur der Oberfläche des verwendeten Werkzeugs entsprechende Fläche - gebildet ist.
- Verfahren nach mindestens einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass beim Ausbilden der Kennzeichnungsfläche (16) mindestens eine Seite (Oberseite 22) derselben gegenüber der Oberfläche der Netzstruktur einwärts versetzt wird und dass die Informationen, Angaben oder dergleichen auf diese einwärtsversetzte Seite (Oberseite 22) der Kennzeichnungsfläche (16) aufgebracht werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19813619 | 1998-03-27 | ||
| DE19813619A DE19813619A1 (de) | 1998-03-27 | 1998-03-27 | Decke oder Hülle aus einem Kunststoffmaterial mit Netzstruktur sowie Verfahren zur Herstellung hierfür |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0945358A1 EP0945358A1 (de) | 1999-09-29 |
| EP0945358B1 true EP0945358B1 (de) | 2003-06-18 |
Family
ID=7862592
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99104537A Expired - Lifetime EP0945358B1 (de) | 1998-03-27 | 1999-03-06 | Decke oder Hülle aus einem Kunststoffmaterial mit Netzstruktur sowie Verfahren zur Herstellung hierfür |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0945358B1 (de) |
| AT (1) | ATE243141T1 (de) |
| DE (2) | DE19813619A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015188713A1 (zh) * | 2014-06-08 | 2015-12-17 | 冯林 | 防改日期包装袋制造设备 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19959561B4 (de) * | 1999-12-10 | 2005-09-01 | Deutsche Rockwool Mineralwoll Gmbh & Co. Ohg | Verpackungs- und/oder Transporteinheit für Dämmstoffe |
| ES2212700B1 (es) * | 2001-11-23 | 2005-06-01 | Esteban Espuña, S.A. | Banda laminar marcada secuencialmente para paquete de producto alimenticio loncheado y procedimiento y utilizaciones correspondientes. |
| DE102007007729B3 (de) * | 2007-02-16 | 2008-10-23 | WINKLER+DüNNEBIER AG | Verfahren und Vorrichtung zur Kennzeichnung von Paletten sowie Palettierzelle |
| CN111502570A (zh) * | 2020-04-15 | 2020-08-07 | 安平县盛佳五金网业有限公司 | 用于开采石油的振动筛网及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1210534A (fr) * | 1958-12-10 | 1960-03-09 | Neyret Freres Et Cie | Rubans et tissus imprimés par pression à chaud |
| CH380648A (de) * | 1959-08-27 | 1964-07-31 | Norddeutsche Seekabelwerke Ag | Warenbahn aus thermoplastischem Kunststoff und Verwendung derselben |
| BE754974A (fr) * | 1969-06-27 | 1971-02-18 | Cellu Prod Co | Procede de fabrication de materiaux thermoplastiques reticulaires ou analogues, produits pour son execution et articles ainsi obtenus, |
| BE794900A (fr) * | 1972-02-03 | 1973-08-02 | Cellu Prod Co | Matiere tubulaire etirable d'emballage et emballages formes avec celle-ci |
| US4332326A (en) * | 1979-05-04 | 1982-06-01 | Conwed Corporation | Plastic netting for load unitization |
| FR2572991B1 (fr) * | 1984-11-13 | 1987-02-13 | Nortene Sa | Gaine tubulaire en matiere plastique et dispositif pour sa realisation |
| FR2584651B1 (fr) * | 1985-07-11 | 1988-04-22 | Hureau Jean | Procede et dispositif pour la realisation de films a parois ajourees |
| DE9205373U1 (de) * | 1992-04-18 | 1992-07-16 | Schaaf, Hermann, 72644 Oberboihingen | Dünnflächig ausgebildete Teigmasse, insbesondere zur Herstellung von Maultaschen, Lasagne, Cannelloni o. dgl. |
| FR2711113B1 (fr) * | 1993-10-11 | 1995-12-22 | Nortene Technologies | Procédé d'identification de produits transportés dans des conteneurs utilisant un matériau en nappe en matière plastique, à structure réticulaire. |
| US5447299A (en) * | 1994-02-04 | 1995-09-05 | Riverwood International Corporation | Divider sheet for stacked products and method of supplying planar articles |
-
1998
- 1998-03-27 DE DE19813619A patent/DE19813619A1/de not_active Withdrawn
-
1999
- 1999-03-06 AT AT99104537T patent/ATE243141T1/de not_active IP Right Cessation
- 1999-03-06 DE DE59905968T patent/DE59905968D1/de not_active Expired - Lifetime
- 1999-03-06 EP EP99104537A patent/EP0945358B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015188713A1 (zh) * | 2014-06-08 | 2015-12-17 | 冯林 | 防改日期包装袋制造设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0945358A1 (de) | 1999-09-29 |
| ATE243141T1 (de) | 2003-07-15 |
| DE19813619A1 (de) | 1999-09-30 |
| DE59905968D1 (de) | 2003-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4321608C2 (de) | Kunststoffgehäuse und Verfahren zu dessen Herstellung | |
| DE19807232C1 (de) | Mehrlagiges Etikett | |
| DE4243020A1 (de) | Überdruckventil für Verpackungsbehälter | |
| DE2356028B2 (de) | Plane mit gelochtem verstaerkungsrand sowie verfahren zu deren herstellung | |
| EP3626475B1 (de) | Verfahren zur herstellung einer datenseite sowie datenseite für ein buchartiges dokument und ultraschallvorrichtung zum herstellen einer solchen datenseite | |
| EP0945358B1 (de) | Decke oder Hülle aus einem Kunststoffmaterial mit Netzstruktur sowie Verfahren zur Herstellung hierfür | |
| DE3781150T4 (de) | Broschüre oder ähnliches, verfahren und vorrichtung zu deren herstellung. | |
| DE69716562T2 (de) | Bürste und Verfahren zu deren Herstellung | |
| WO2005027078A2 (de) | Etikett sowie materialbahn und verfahren zu dessen herstellung | |
| WO2012003595A1 (de) | Verfahren und vorrichtung zum befestigen eines gegenstandes an einer objektoberfläche aus einem porösen oder faserigen material | |
| DE69023460T2 (de) | Verfahren zum Herstellen von Etiketten. | |
| DE69414331T2 (de) | Verfahren zur herstellung einer karte, die mindestens einen elektronischen baustein enthält | |
| DE69017372T2 (de) | Verfahren zum Herstellen von Etiketten. | |
| EP2803479B1 (de) | Schmelzverbindungskennzeichnung eines Kunststoffgegenstands | |
| DE10022876B4 (de) | Etikettenanordnung und Verfahren zu deren Herstellung | |
| DE19924604B4 (de) | Verfahren zur Herstellung eines dreidimensionalen Formkörpers | |
| WO2002094675A1 (de) | Halterung für recycling-flaschen und recycling-flasche | |
| DE4436159C2 (de) | Verfahren zur Identifizierung von in Behältern unter Verwendung einer Kunststoffschutzdecke mit Netzstruktur transportierter Produkten | |
| DE3909237A1 (de) | Verfahren zum identifizieren von verpackungen und/oder von zu ihrer herstellung verwendeten werkstoffen | |
| DE2757718C2 (de) | Diebstahl und Fälschung erschwerendes Kennzeichen | |
| DE102023117248A1 (de) | Isolierglasscheibe und Verfahren zu deren Herstellung | |
| DE69707958T2 (de) | Zuschnitt für eine Decke | |
| DE19719967C1 (de) | Markierungselement | |
| DE2059108A1 (de) | Klebeplakette | |
| EP0505952A1 (de) | Brief für Werbezwecke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17P | Request for examination filed |
Effective date: 20000218 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010226 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NORDDEUTSCHE SEEKABELWERKE GMBH & CO. KG |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030618 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20030618 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030618 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030618 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030618 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59905968 Country of ref document: DE Date of ref document: 20030724 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030918 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030918 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030918 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030929 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20030618 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040306 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20040319 |
|
| BERE | Be: lapsed |
Owner name: NORDDEUTSCHE *SEEKABELWERKE G.M.B.H. & CO. K.G. Effective date: 20040331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160309 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160323 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59905968 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171003 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 |