EP0893520B1 - Verfahren zur Darstellung von Eigenschaften von langgestreckten textilen Prüfkörpern - Google Patents
Verfahren zur Darstellung von Eigenschaften von langgestreckten textilen Prüfkörpern Download PDFInfo
- Publication number
- EP0893520B1 EP0893520B1 EP98113042A EP98113042A EP0893520B1 EP 0893520 B1 EP0893520 B1 EP 0893520B1 EP 98113042 A EP98113042 A EP 98113042A EP 98113042 A EP98113042 A EP 98113042A EP 0893520 B1 EP0893520 B1 EP 0893520B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- values
- yarn
- parameters
- measured
- axes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/26—Arrangements facilitating the inspection or testing of yarns or the like in connection with spinning or twisting
Definitions
- the invention relates to a method for displaying properties of elongated textile test specimens such as fibers, yarns, rovings, tapes and textile fabrics.
- the object of the invention as characterized in the claims is to create a method that values parameters or general measurement results as well makes it possible to grasp it in large numbers at a glance, but still important and less important parameters or measurement results are taken into account in a differentiated manner.
- the parameter is preferably also represented as a segment of a circle, where the angle between two axes that intersect at the center of the circle and delimit the segment, proportional to the meaning of the parameter in a given one Relationship and the radius of the segment proportional to the measured value for the Parameter is.
- a measured value is preferably transformed in such a way that the bad values are outside and the most likely range for the measured values between a minimum and a maximum diameter. The measured values can by logarithmic and by forming an absolute value or reciprocal value for a deviation etc.
- Measured values are recorded for a parameter over a period of time and from it the mean value and scatter are calculated and with previous specifications compared via setpoints, limit values and scatter.
- the scatter can, for example, also by a circle or other figures or an edge of the Segment are displayed.
- mean values, limit values and scatter attributes can be determined that represent a quality of a test specimen. These attributes can be specified instead of, or as parameters along the axes. Also the The resolution of the parameters can be changed, either by selectable levels for the Refinement or such that parameters whose values indicate errors are displayed with more details become.
- the advantages achieved by the invention can be seen in particular in the fact that an overall assessment a test specimen, for example fibers of a yarn, roving, Tape or other textile structure and facilitated by electronic processing the measured values etc. can be achieved. It can be easily processed of the measured values go into the intended use of the test specimen and the assessment is made with regard to it. Are different test equipment for determination of the measured values used, the results can still be in a single Representation appear. Comparisons with absolute values, Limit values etc., or comparisons with known statistically determined values, like the so-called USTER STATISTICS, or with values from a reference test specimen become.
- Fig. 1 shows axes 1, 2 and 3, which are inclined to each other by an angle 4, 5, and along which values for a parameter a, b, c are plotted.
- values a1, b1, c1 and reference values ar, br, cr recorded Limit values, setpoints, mean values etc. are just a few examples of such reference values. If you connect the recorded reference values ar, br, cr, with lines, you get a Reference profile 6. If the recorded measured values a1, b1, c1 are connected by lines, see above A measurement profile 7 is created.
- Fig. 3 shows a graph with axes 19, 20, 21, 22, 23, 24, along which, as previously described, values for parameters h, i, k, l, m, n and associated reference values are plotted are. Since the axes 19 - 24 meet here in a center 25, there are different ones concentric circles 26, 27, 28, 29, 30 are provided, which represent different reference values can. Sectors 31, 32, 33, 34, 35, 36 are formed between the axes 19-24 Size, the importance of a parameter with regard to an overall assessment of Properties of the test specimen.
- a hatched area 18 is here, for example for each sector 31 - 36 an area in which measured values from a test preferably lie or should lie.
- Fig. 4 shows an example corresponding to Fig. 3, with the same axes and circles, therefore also provided with the same reference numerals (although they are also used for the sake of clarity are not always entered). Measured values and reference values are here by the radial Position of arc pieces shown, or by the size of an area between adjacent Axes, the center 25 and an arc piece.
- this Fig. 4 is an overall view the quality of a yarn. 4 has sectors 31 through 36 and in each Sector are reference values and at least one measured value entered, referring to one property of a yarn, which is expressed by a parameter. Not all To deal with six sectors, only two of them are closer below for the sake of simplicity described.
- the measurement values are related to two different reference systems shown.
- One reference system uses statistically determined comparison values, what measures are used for the frequency of measurements in a population.
- Such reference values obtained from the statistics are for the same frequencies on one Arranged in a circle. For further frequencies, other reference values are concentric on others Arranged in circles.
- the other reference system is a so-called yarn profile educated. This sets target values for a specific use of the yarn and limit values for the measured values of a parameter. Both measured values and reference values for this representation have also been suitably transformed.
- sector 35 for example, the number of vulnerabilities per unit length in one Yarn as test specimen represented by an arc 38.
- Another arch 37 in this Sector 35 represents the reference value of the yarn profile.
- the arch 38 is close to the center and shows that the value is good compared to the population of the yarns compared or part of the better part, that is, especially below-average few here Vulnerabilities were measured.
- the arch 38 is also within the arch 37 what means that it is also judged to be suitable for the intended use can be.
- the weak points and other values are, for example, a tensile tester measured and so can other values, such as maximum strength, stretch, work, module etc., measured by the same device on the test material, in neighboring sectors being represented.
- values for the number of thick points measured are represented by an arc 39 shown and the reference value of the yarn profile by an arc 40. This corresponds to one bad judgment.
- the number of measured thick spots is higher than that Average value of the population which corresponds to circle 28.
- the bow 39 outside the bow 40 and the measured value is the limit for the intended use exceeds and must therefore be assessed as unsuitable.
- the number of thick places per unit length of yarn is determined by a yarn tester who can supply further values.
- FIG. 5 shows an auxiliary graphic with two axes 42 and 43, so-called along the axis 42 Z values are plotted as they are known from the statistics for nominal distributions. Values for frequencies are given along the axis 43, as are generally found in the statistics are known and for example for a measured value from the so-called USTER STATISTICS can be found, published by the company Zellweger Uster in Uster become. These values of the frequencies in the USTER STATISTICS give for a parameter on how many yarns (percentage) from a large quantity measured Yarns at least reach a predetermined value for the parameter. By a Curve 44 can convert such percentages from axis 43 into standardized z values for a uniform statistical analysis can be converted.
- auxiliary graphic with two axes 45 and 46, along the axis 45 the same values are plotted as along the axis 42 in FIG. 5.
- Values for probabilities from 0 to 100% are plotted.
- defined fields are, for example, three functions 47, 48 and 49 by lines located.
- Each function 47, 48, 49 relates to a probability that a certain statement or a certain circumstance applies.
- the Function 47 indicates with what probability a measured value is to be considered good is.
- the function 48 indicates the probability with which a measured value is conditional achieved or to be considered correctly.
- the function 49 specifies the probability to consider a measured value of a parameter as unsuitable or not applicable is.
- the auxiliary graphics according to FIGS.
- the transformation as with this figure shows how to evaluate a measured value compared to the population is.
- the setpoint and Limit also have a different size. Will the yarn for a particularly demanding Intended use, target values and limit values are rather smaller. With less demanding use they are rather larger. This is what the yarn profile says. In In such cases, the axis 45 can therefore also be linearly transformed to an axis 45a.
- FIG. 7 shows an illustration for an overall assessment of a test item, in particular here of a yarn.
- the one on it or arc pieces 53, 55, 57, 59 lying in between give transformed reference values which together form a yarn profile and give the arch pieces 54, 56, 58, 60 Measured values.
- these are the measured values, which result from the testing of the yarn, for example by an auditor of uniformity in sector 61, from the examination of the external structure in Sector 62, from testing in a tensile tester in sector 63 and from the classification of Thick and thin places in sector 64 were won.
- the representation corresponds to a minor one Resolution, since only very global statements can be derived here.
- FIG. 8 shows a corresponding but refined representation similar to that in FIG. 7, however with medium resolution. Therefore, there is a larger number of sectors for related parameters intended. These are in particular sector 65 for hairiness, sector 66 for uniformity the mass or diameter of the yarn, sector 67 for the twist, Sector 68 for the fineness, sector 69 for the stretch, sector 70 for the traction, sector 71 for the number of vulnerabilities per unit length, sectors 72, 73, 74 for results of one Classification of thick and thin places, etc. Note that sectors 69, 70, 71 here taken together form the sector 63 in FIG. 7.
- FIG. 10 shows a targeted resolution of the display for defects in the yarn, such as, for example can be determined from the uniformity test.
- the also in the Fig. 8 envisaged sector 76 is the only one further to be resolved in order to target a specific one Selection of errors in the yarn to provide information.
- the number of nits in the Sector 78, various thick spots in sectors 79 to 82 and the number of thin spots in sector 83 are the only one further to be resolved in order to target a specific one Selection of errors in the yarn to provide information.
- the method works as follows: The procedure described below can be used in a wide variety of cases where it is important to provide an overview of a large number of results achieved. The following description refers to the evaluation of results as they are obtained by a comprehensive examination of properties of a test specimen, here a textile yarn.
- the actual method according to the present invention begins with one Yarn measurements are carried out for various parameters such as the Number of thin spots and thick spots, the hairiness, the stretch, the maximum traction, the Fineness, the uniformity, the content of foreign fibers and foreign substances, etc. With it you get, for example, a measured value for each parameter. This can also apply to CV values or spectrogram curves, from which a characteristic value is determined which is the measurement value here. Each measured value can now be plotted on an axis or can be represented by a segment of a circle. 1, these can be values a1, b1, c1 etc.
- axes should be used for each parameter 19 to 24 (Fig. 3) arranged concentrically and the values for the parameters so graded or are transformed that for all parameters comparable reference values on circles 26 to 30 lie.
- the circles 26 to 30 thus form a scale with five reference values; those for several Parameters on different axes apply. These are preferably arranged that undesirable values indicating poor quality outside in the area of the circles 29, 30 and desirable values that indicate good quality inside in the area of the circles 26, 27 come to rest.
- the circle 28 can represent an average and the Circles 29, 30 can represent limit values that should not be exceeded. So can also indicate circles 26 and 27 limit values which are preferably exceeded should.
- the circles 26 to 30 can, as already indicated, concrete reference values, if also specify transformed reference values, or they can be those specified in the USTER STATISTICS specify common percentages for frequencies.
- measured First use the USTER STATISTICS to enter this value for this parameter corresponding statistical frequency are converted, which then as a percentage appears as a measured value in the range specified by circles 26-30 Grid is entered.
- reference values which are provided as circles
- the measured values are entered here as elbows or possibly as a curved band as shown by hatched area 18 in FIG. 3. Thereby gives the width (the difference between the outer and inner radius) of the band the scatter of the measured values on.
- Such a band can also be the location of preferred or desirable values specify for the parameters.
- This band or surface 18 can run continuously or Have discontinuities, it may have a small or a large diameter, it can be reasonably round or warped, etc.
- the meaning also individual parameters are taken into account in the overall assessment, because this is determined by the angles between adjacent axes or the length of segments in surface 18 specified. All deviations of the surface 18 from the ideal circular shape give one immediately Indication of the quality of the yarn that was measured. It should be noted that the Specification of reference values, in particular limit values and the spread, this always with a particular goal in mind, such as a particular use for the yarn happens.
- the measured values for the selected parameters are also assigned quality attributes, preferably by fuzzy logic can be determined.
- quality attributes preferably by fuzzy logic
- a process is carried out as described on the basis of the Figures 5 and 6 can be shown.
- a measured value available for a parameter is first related to other measured values, for example using USTER STATISTICS. If, for example, a CV Fmax value of 9% is measured as a parameter for a combed cotton yarn with a fineness of 20 Tex, USTER STATISTICS state, for example, that this value of 50% of comparable yarns is at least achieved. This value must be entered on axis 43 (FIG. 5), so that a Z value of 0 results on axis 42. The evaluation of this result is then carried out by input into the fuzzy set of FIG. 6. The value 0 is read in on axis 45 and on axis 46 it is read what functions 47, 48 and 49 say.
- the function 47 states that the value 0 corresponds to the target value with a probability of 50%.
- Function 48 states that the value 0 can be regarded as conditionally suitable for the yarn with a probability of 0%.
- Function 49 states that the value 0 is considered unsuitable for the yarn with a probability of 0%.
- the combination of the three statements shows that the value 0 is a good value that indicates good yarn quality. This can now be expressed in the representation according to FIG. 7, because this parameter is to be represented and evaluated in sector 61, for example. A first evaluation experiences, for example, the importance or weighting of the parameter in that the sector 61 is comparatively wide. Then the measured value can be seen as a curve with the reference symbol 60 and the qualitative assessment as a marking 86.
- the measurement value is therefore on the good side of the mean, as indicated by the circle 28 and within the profile, as is shown here by the curve 59 is shown. It can thus be assumed that the measured value 60 is at least satisfactory, which also indicates the position of a marking 86 within the profile.
- a structure is specified, such as that shown in FIGS. 1, 2 and 3 and 4 in particular can be seen in the axes or sectors 31-36 for each desired one Parameters are provided and where circles or curves for reference values (as in Fig. 3 with reference numerals 26-30) are provided, which affect all sectors. It can be as For further reference, a profile with values can be specified that vary according to the intended use of the test material or other aspects.
- measurement values are measured for a specific test material, transformed and as arc sections (such as 37, 38) or entered as a whole field in the structure.
- an attribute can be derived that evaluates the Represents measured value. This can preferably be done using fuzzy logic or after whose laws are achieved.
- Reference values are preferably mean values, values for scatter, quantile values, etc. for a selected parameter.
- a reference value can also specify a profile for several parameters, and a yarn profile for yarn.
- a profile is always a requirement with regard to a purpose for the yarn or test material. This includes, for example, specifications of a customer for the yarn.
- the yarn profile is a representation of predetermined values for several parameters of a yarn and each parameter is assigned an average value, a limit value, possibly an average value for the scatter, etc. Yarn profiles are already specified by yarn buyers, ie weaving mills, etc.
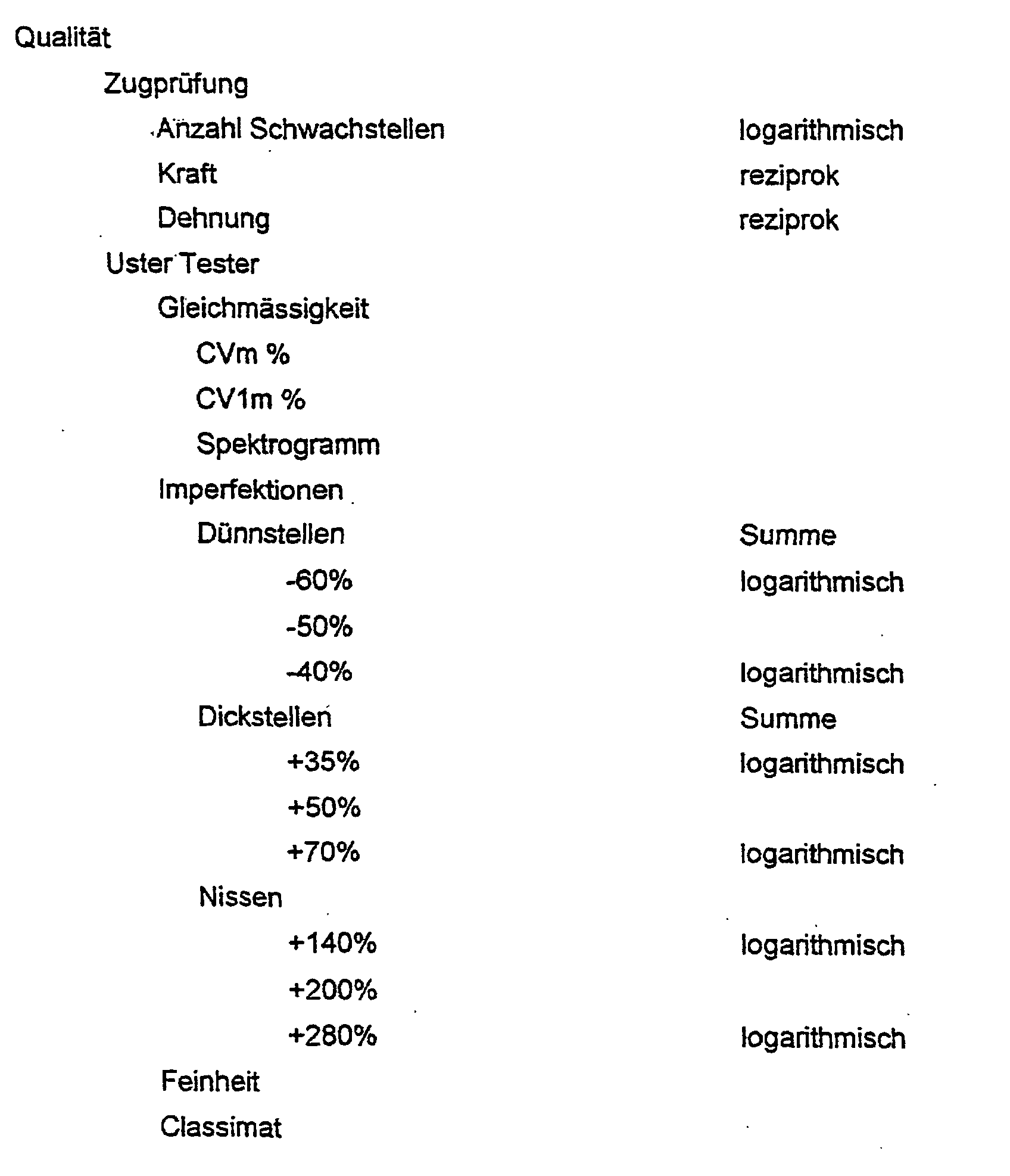
- the yarn profile can also be hierarchical and form a tree structure, as shown below. The tree structure with the trunk and correspondingly indented main and secondary branches is provided on the left. The test equipment used and the parameters thus assessed can also be taken from this. The type of transformation of the values for the parameters is shown on the right as far as possible.
- the meaningfulness of the representation of the measured values can be determined by specifying quality attributes can be greatly increased by providing the segments with such quality attributes become. These can be represented by colored fields or figures with colors that are known from traffic for light signals.
- the quality attribute can also refer to the overall quality of a yarn and clarify whether the yarn unsuitable, conditionally suitable, suitable, well suited or very suitable.
- An attribute can be assigned for measured values of a parameter when the measured values are in a given range. Or, an attribute cannot be fixed, but only Probabilities are assigned for its validity. Then, for example, that applies Attribute with the greatest probability. Attributes from multiple areas can also can be summarized according to the rules of fuzzy logic or by adding Probabilities, with or without weighting the probabilities. For example, you can always the worst attribute that exceeds a defined probability as valid look at.
- the scatter of the measured values for the concerned can also be Parameters are taken into account. Confidence limits lie when measuring yarn samples generally far apart since there are only a few measurements. The attributes can therefore not be assigned with certainty. This fact can be taken into account the relationship between the attribute and the measured values, is made dependent on the spread of the measured values. For example, should be readings for a parameter make the yarn appear "unsuitable” only when the lower one 99% confidence limit is above the defined limit. This is exactly how the yarn can be considered "good” if its upper 99% confidence limit is below the defined one Limit is. That means that the farther apart the trust boundaries , the wider the range of measured values for which the attribute "uncertain” must apply. However, the security when assigning attributes can be increased if when the number of samples or measurements is increased.
- the mode of operation of the method was illustrated using parameters as shown be measured on a yarn. As already indicated, it is not essential how receive the measured values or which measured values were obtained from which test specimen. Therefore, there is a comparable effect for the representation of parameters, for example measured on a roving, a ribbon, on fiber or textile fabrics become.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Description
Das nachfolgend beschriebene Vorgehen kann in den verschiedensten Fällen angewendet werden, wo es darum geht, einen Überblick über eine Vielzahl erreichter Resultate zu schaffen. Die nachfolgende Beschreibung bezieht sich auf die Auswertung von Resultaten wie sie durch eine Umfassende Prüfung von Eigenschaften eines Prüfkörpers, hier eines textilen Garns erhalten werden.

Claims (9)
- Verfahren zur Darstellung von Eigenschaften von langgestreckten textilen Prüfkörpern wie Garne, Vorgarne und Bänder, dadurch gekennzeichnet, dass Werte von Parametern (a, b, c) längs Achsen (1, 2, 3) angegeben werden, die zueinander geneigt angeordnet sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Werte der Parameter so transformiert werden, dass Referenzwerte (er, fr, gr) für die Parameter (e, f, g) auf einer stetigen Kurve (11) liegen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Werte der Parameter in Sektoren (31 - 36) in einem Kreis dargestellt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Achsen (a, b, c) zueinander in einem Winkel (4, 5) geneigt angeordnet werden, der proportional zur Bedeutung des einen Parameters ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass längs der Achsen für einen Parameter Messwerte (a1, a2, a3) und Referenzwerte (ar, br, cr) angegeben werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Achsen konzentrisch angeordnet werden und ein Referenzwert (26, 27, 28, 29, 30) mehreren Parametern (h - n) auf mehreren Achsen (19 - 24) zugeordnet wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass für einen Parameter mehrere Messwerte erfasst und daraus Mittelwert und Streuung berechnet werden, und dass für einen Parameter Vorgaben über Sollwerte, Grenzwerte und Streuung gemacht werden.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass aus Messwerten, Mittelwerten, Grenzwerten und Streuungen Attribute (86) ermittelt werden, die eine Qualität eines Prüfkörpers darstellen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Attribute mittels einer Fuzzy-Logik ermittelt werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH179697 | 1997-07-25 | ||
| CH179697 | 1997-07-25 | ||
| CH1796/97 | 1997-07-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0893520A1 EP0893520A1 (de) | 1999-01-27 |
| EP0893520B1 true EP0893520B1 (de) | 2002-10-09 |
Family
ID=4218804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98113042A Expired - Lifetime EP0893520B1 (de) | 1997-07-25 | 1998-07-14 | Verfahren zur Darstellung von Eigenschaften von langgestreckten textilen Prüfkörpern |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6343508B1 (de) |
| EP (1) | EP0893520B1 (de) |
| JP (1) | JP4858796B2 (de) |
| CN (1) | CN1165643C (de) |
| DE (1) | DE59805881D1 (de) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6359635B1 (en) * | 1999-02-03 | 2002-03-19 | Cary D. Perttunen | Methods, articles and apparatus for visibly representing information and for providing an input interface |
| US6386985B1 (en) * | 1999-07-26 | 2002-05-14 | Guy Jonathan James Rackham | Virtual Staging apparatus and method |
| SE0002806D0 (sv) * | 2000-08-01 | 2000-08-01 | Siemens Elema Ab | Användargränssnitt |
| CA2320615A1 (en) * | 2000-09-20 | 2002-03-20 | David J. P. Baar | A system and method for portfolio analysis |
| GB0111215D0 (en) * | 2001-05-08 | 2001-06-27 | Curvaceous Software Ltd | Multi-variable process |
| US7692653B1 (en) * | 2001-10-01 | 2010-04-06 | Versata Development Group, Inc. | System and method for presenting statistics |
| US7046248B1 (en) | 2002-03-18 | 2006-05-16 | Perttunen Cary D | Graphical representation of financial information |
| US6900808B2 (en) | 2002-03-29 | 2005-05-31 | Sas Institute Inc. | Graphical data display system and method |
| AU2003227558A1 (en) * | 2002-04-05 | 2003-10-20 | Hyperwave Software Forschungs- Und Entwicklungs Gmbh | Data visualization system |
| US6927772B2 (en) * | 2002-06-05 | 2005-08-09 | Jeremy Page | Method of displaying data |
| US20050049910A1 (en) * | 2003-08-28 | 2005-03-03 | Cemer Innovation, Inc. | System and method for management interface for clinical environments |
| US20050060193A1 (en) * | 2003-08-28 | 2005-03-17 | Lancaster Brian J. | System and method for evidence-based modeling of clinical operations |
| US7865375B2 (en) * | 2003-08-28 | 2011-01-04 | Cerner Innovation, Inc. | System and method for multidimensional extension of database information using inferred groupings |
| US20070016435A1 (en) * | 2004-08-05 | 2007-01-18 | William Bevington | Visualization tool |
| US20060041461A1 (en) * | 2004-08-20 | 2006-02-23 | Mark Vucina | Project management device and method |
| CN100443076C (zh) * | 2004-12-31 | 2008-12-17 | 中山大学 | 一种治疗哮喘的中药巴布剂及其制备方法 |
| CN101566469B (zh) * | 2008-04-24 | 2012-07-25 | 托姆希克有限公司 | 用于测量至少一条纺织纤维带的体积变化的装置 |
| WO2010048238A1 (en) * | 2008-10-20 | 2010-04-29 | Jayasenan Sundara Ganesh | Apparatus and method for data search and organization |
| CN103415455B (zh) * | 2011-03-16 | 2016-11-16 | 乌斯特技术股份公司 | 表征伸长织物测试材料的设备和方法 |
| WO2013185248A1 (de) | 2012-06-11 | 2013-12-19 | Uster Technologies Ag | Vergleich der qualitäten von länglichen textilen prüfgütern |
| WO2013185246A1 (de) | 2012-06-11 | 2013-12-19 | Uster Technologies Ag | Vergleich der qualitäten von länglichen textilen prüfgütern |
| US9921732B2 (en) * | 2013-07-31 | 2018-03-20 | Splunk Inc. | Radial graphs for visualizing data in real-time |
| US20200133819A1 (en) * | 2018-10-25 | 2020-04-30 | Autodesk, Inc. | Techniques for analyzing the proficiency of users of software applications |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3610899A (en) * | 1969-02-17 | 1971-10-05 | Measurex Corp | Method of obtaining variances of a characteristic of a sheet material |
| US3840302A (en) * | 1971-06-01 | 1974-10-08 | D Brunton | Oscilloscope presentation of sheet profile from a scanning gage |
| US4000402A (en) * | 1974-06-10 | 1976-12-28 | Measurex Corporation | Scanning gauge control for sheet processing apparatus |
| US3934241A (en) * | 1974-11-13 | 1976-01-20 | Ragen Precision Industries, Inc. | Analog display utilizing liquid crystal material and for being multiplexed wherein one group of electrodes are arranged opposite a group of counter-electrodes |
| JPS55155212A (en) * | 1979-05-23 | 1980-12-03 | Seiko Epson Corp | Multichannel display |
| JPS58132615A (ja) * | 1982-02-02 | 1983-08-08 | Nippon Denso Co Ltd | 車両用複合表示装置 |
| JPS58180911A (ja) * | 1982-04-15 | 1983-10-22 | Mitsubishi Electric Corp | 多チヤンネル量の指示方法 |
| US4675147A (en) * | 1983-04-06 | 1987-06-23 | Westinghouse Electic Corp. | Generating an integrated graphic display of the safety status of a complex process plant |
| US4758968A (en) * | 1985-05-16 | 1988-07-19 | North Carolina State University | Method and apparatus for continuously measuring the variability of textile strands |
| US5146550B1 (en) * | 1986-05-21 | 1996-01-23 | Zellweger Uster Ag | Process for displaying measuring results in graphic form in test apparatus for testing textile goods and apparatus for carrying out the process |
| CH672931A5 (de) * | 1986-05-21 | 1990-01-15 | Zellweger Uster Ag | |
| US4947684A (en) * | 1989-01-27 | 1990-08-14 | Measurex Corporation | System and process for detecting properties of travelling sheets in the machine direction |
| CH680803A5 (de) * | 1990-01-26 | 1992-11-13 | Zellweger Uster Ag | |
| JPH0594537A (ja) * | 1991-02-27 | 1993-04-16 | Canon Inc | グラフ処理方法 |
| CH683350A5 (de) * | 1991-09-11 | 1994-02-28 | Peyer Ag Siegfried | Verfahren und Vorrichtung zum Klassifizieren und Reinigen von Garnen. |
| US5457851A (en) * | 1991-12-09 | 1995-10-17 | Maschinenfabrik Rieter Ag | Combing machine with evenness and waste monitoring |
| DE9203819U1 (de) * | 1992-03-21 | 1992-06-25 | W. Schlafhorst Ag & Co, 4050 Moenchengladbach, De | |
| US5557716A (en) * | 1992-07-02 | 1996-09-17 | Canon Kabushiki Kaisha | Graph drawing |
| US5461708A (en) * | 1993-08-06 | 1995-10-24 | Borland International, Inc. | Systems and methods for automated graphing of spreadsheet information |
| US5524413A (en) * | 1994-02-21 | 1996-06-11 | Ishida Co., Ltd. | Packaging machine with device for monitoring remaining amount of web in a roll |
| US6130746A (en) * | 1994-03-10 | 2000-10-10 | Lawson-Hemphill, Inc. | System and method for electronically evaluating predicted fabric qualities |
| JPH0881841A (ja) * | 1994-06-02 | 1996-03-26 | Zellweger Luwa Ag | 糸、ロービング、スライバ中の糸欠陥の原因を求めるための方法と装置 |
| US5966126A (en) * | 1996-12-23 | 1999-10-12 | Szabo; Andrew J. | Graphic user interface for database system |
-
1998
- 1998-07-14 DE DE59805881T patent/DE59805881D1/de not_active Expired - Lifetime
- 1998-07-14 EP EP98113042A patent/EP0893520B1/de not_active Expired - Lifetime
- 1998-07-22 US US09/120,236 patent/US6343508B1/en not_active Expired - Lifetime
- 1998-07-24 JP JP24098598A patent/JP4858796B2/ja not_active Expired - Fee Related
- 1998-07-25 CN CNB981198201A patent/CN1165643C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1165643C (zh) | 2004-09-08 |
| CN1215831A (zh) | 1999-05-05 |
| DE59805881D1 (de) | 2002-11-14 |
| JP4858796B2 (ja) | 2012-01-18 |
| US6343508B1 (en) | 2002-02-05 |
| EP0893520A1 (de) | 1999-01-27 |
| JPH11153456A (ja) | 1999-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0893520B1 (de) | Verfahren zur Darstellung von Eigenschaften von langgestreckten textilen Prüfkörpern | |
| EP2275813B1 (de) | Verfahren zur Charakterisierung von Effektgarn | |
| EP0578975B1 (de) | Verfahren und Vorrichtung zur Beurteilung der Auswirkung von Garnfehlern auf Gewebe oder Gewirke | |
| DE3236261C2 (de) | ||
| EP0685580B1 (de) | Verfahren und Vorrichtung zur Ermittlung von Ursachen für Fehler in Garnen, Vorgarnen und Bändern | |
| EP1187786B1 (de) | Verfahren und vorrichtung zum reinigen von garn | |
| CH671105A5 (de) | ||
| EP0904532B2 (de) | Verfahren zur beurteilung der auswirkungen von garnfehlern auf textile flächengebilde | |
| EP0249741B1 (de) | Verfahren zur Ausgabe von Messergebnissen in graphischer Form bei Prüfgeräten für textiles Prüfgut und Vorrichtung zur Durchführung des Verfahrens | |
| DE10041893A1 (de) | Vorrichtung an einer Regulierstrecke zum direkten Ermitteln von Einstellwerten für den Reguliereinsatzpunkt | |
| DE2820097C3 (de) | Verfahren zur Bestimmung der Häufigkeit von Garnfehlern | |
| EP0296469B1 (de) | Verfahren und Vorrichtung zur Qualitätsbestimmung an laufenden Garnen | |
| WO2005037699A1 (de) | Verfahren zur bestimmung von effekten eines effektgarnes | |
| DE102007028651A1 (de) | Verfahren zur Visualisierung der Häufigkeitsverteilung von Garnfehlern | |
| EP1260476A1 (de) | Verfahren zum Prüfen der Qualität eines Garns | |
| EP0783101A2 (de) | Verfahren und Einrichtung zur optischen Konzentrationsmessung von Feinstaub in einem Medium | |
| EP1678370A1 (de) | Verfahren zum verarbeiten von signalen, die durch abtastung von textilen flächengebilden gewonnen werden | |
| DD215516A1 (de) | Verfahren und anordnung zum ueberwachen der gleichmaessigkeit der verteilung von verschiedenen fasern in duennem oder fadenfoermigem gut | |
| EP0932711A1 (de) | Verfahren und vorrichtung zur beurteilung der garnqualität | |
| DD274242A1 (de) | Verfahren und vorrichtung zur gewinnung von messgroessen zum ermitteln des substanzquerschnittes von faserbaendern | |
| CH626451A5 (en) | Process for determining the frequency of yarn faults |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990727 |
|
| AKX | Designation fees paid |
Free format text: BE CH DE FR GB IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010918 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021009 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59805881 Country of ref document: DE Date of ref document: 20021114 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: USTER TECHNOLOGIES AG Free format text: ZELLWEGER LUWA AG#WILSTRASSE 11#8610 USTER (CH) -TRANSFER TO- USTER TECHNOLOGIES AG#WILSTRASSE 11#8610 USTER (CH) |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20021009 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030710 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060719 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20060912 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: *USTER TECHNOLOGIES A.G. Effective date: 20070731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: USTER TECHNOLOGIES AG;SONNENBERGSTRASSE 10;8610 USTER (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100714 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130711 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20130718 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59805881 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150203 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140714 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59805881 Country of ref document: DE Effective date: 20150203 |