EP0829762A1 - Vorrichtung zum Entwickeln von fotografischem Material - Google Patents
Vorrichtung zum Entwickeln von fotografischem Material Download PDFInfo
- Publication number
- EP0829762A1 EP0829762A1 EP96810611A EP96810611A EP0829762A1 EP 0829762 A1 EP0829762 A1 EP 0829762A1 EP 96810611 A EP96810611 A EP 96810611A EP 96810611 A EP96810611 A EP 96810611A EP 0829762 A1 EP0829762 A1 EP 0829762A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wall
- shells
- shell
- developed
- bodies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03D—APPARATUS FOR PROCESSING EXPOSED PHOTOGRAPHIC MATERIALS; ACCESSORIES THEREFOR
- G03D3/00—Liquid processing apparatus involving immersion; Washing apparatus involving immersion
- G03D3/08—Liquid processing apparatus involving immersion; Washing apparatus involving immersion having progressive mechanical movement of exposed material
- G03D3/13—Liquid processing apparatus involving immersion; Washing apparatus involving immersion having progressive mechanical movement of exposed material for long films or prints in the shape of strips, e.g. fed by roller assembly
- G03D3/132—Liquid processing apparatus involving immersion; Washing apparatus involving immersion having progressive mechanical movement of exposed material for long films or prints in the shape of strips, e.g. fed by roller assembly fed by roller assembly
Definitions
- the invention relates to a device for developing photographic material according to the preamble of the independent claim.
- exposed films When processing customer orders in photographic development laboratories, exposed films, usually negative films, are usually first developed wet-chemically and the developed image fields are then copied onto photographic copying material, usually onto photographic paper, by exposure. The exposed photo paper is then also developed by wet chemistry. If the photo paper is available as a long tape, as is customary in high-performance laboratories, the tape is then cut into individual pictures, the individual components of an order are put together and packaged so that they can ultimately be returned to the client.
- the devices which contain the baths for wet chemical development are known as so-called film processors or paper processors.
- the volume of such wet chemical baths in the processors - for the sake of simplicity only paper processors are discussed below - depends essentially on the throughput (number of images developed per unit of time) the respective user, usually development laboratories, would like to achieve.
- the distance through the paper processor must be correspondingly long so that as many images as possible can be in the paper processor at the same time, and with continuous transport on the one hand and relatively fast transport speed on the other hand the throughput time of the paper through the paper processor corresponds to the time required for development (this is given). This results in relatively large-volume baths and therefore also large-volume paper processors.
- Paper processors with low-volume baths have already been proposed to avoid the large-volume baths or processors, for example in US Pat. No. 5,179,404; US-A-5,309,191; US-A-5,311,235 or in US-A-5,270,762.
- the low-volume bathrooms in particular have to be renewed or supplemented from time to time.
- a lively movement of the wet chemical baths in the paper processor has proven to be advantageous, since fresh developing liquid always comes into contact with the paper to be developed in this way. It is obvious that in the case of bathrooms with a lower volume, the baths must be replaced or supplemented at shorter intervals than in the case of larger bathrooms.
- Low-volume baths and thus also comparatively low-volume processors generally have a very narrow channel, which extends from the inlet through the interior of the processor to the outlet and along which the photo paper to be developed is transported. During the transport along this channel, the photo paper to be developed comes into contact with the developing liquid and is thereby developed. Due to the small volume of the channel on the one hand and the requirement for constant circulation of the developing liquid on the other hand, a comparatively high pressure is created in the channel.
- the processors In order to withstand this high pressure, the processors must be mechanically highly stable. At the same time, they should also ensure safe operation. First and foremost, this means that there should be no paper jams in the processors, so it must be ensured that the paper is transported safely along the channel. In addition, the processors should be simple to manufacture and inexpensive to manufacture.
- the device according to the invention thus comprises two half-shells which can be connected to one another, each half-shell of which in turn comprises two plates which are connected to one another. These are assembled into a half-shell and thus one plate forms the outer wall of the half-shell and the other the inner wall of the half-shell. Furthermore, the device according to the invention comprises a central displacement element which, after being introduced into the interconnected half-shells, together with the respective inner wall of the half-shells, the channel for the photographic material to be developed Are defined. This channel extends between the displacement element and the respective inner wall of the half-shell.
- This inner wall of the half-shell is essentially designed as a flat surface, while the outer wall has means for reinforcing the inner wall to prevent deformation of the inner wall due to the high pressure of the developing liquid.
- Such devices are mechanically highly stable, simple and inexpensive to manufacture and reliable in operation.
- the means for reinforcing the inner wall of the half-shell are designed as depressions of the plate forming the outer wall which point towards the inner wall. These depressions are connected at their respective contact surfaces to the plate forming the inner wall.
- the two half-shells have the same shape. This means that practically only one form is required for the production of the half-shells, which further reduces the manufacturing effort.
- the half-shells are produced using the "twin-sheet method". This method allows such half-shells to be produced in a simple manner.
- the displacement element is likewise formed from two half bodies which can be connected to one another.
- Each half body includes two interconnected plates which are joined together to form a half body, in such a way that one plate forms the outer wall of the half body and the other plate the inner wall of the half body.
- the outer wall of the half-body is essentially designed as a flat surface, while the inner wall has means for strengthening the outer wall to prevent deformation of the outer wall due to the high pressure of the developing liquid.
- This design of the displacement element also ensures high mechanical stability, the displacement elements are simple to manufacture and ensure high operational reliability.
- the means for reinforcing the outer wall of the half-body are designed as depressions of the plate forming the inner wall that point towards the outer wall. At their respective contact surface with the plate forming the outer wall, the depressions of the plate forming the inner wall are connected to the plate forming the outer wall.
- the two half-bodies particularly preferably have the same shape, which facilitates the production of the half-bodies since only one shape is required.
- a device in which the two half-bodies are produced by the twin-sheet method is particularly preferred because this method enables such half-bodies to be produced in a simple manner in terms of production technology.
- FIG. 1 shows a basic illustration of an arrangement of a processor with a low-volume development liquid bath.
- Fig. 1 is only intended to illustrate the basic functional principle. Some essential features of the device according to the invention are not shown in FIG. 1.
- 1 shows a tank 1 in which two so-called racks 2 are introduced.
- a narrow channel 3 is defined between the respective inner wall of the tank 1 and the respective outer wall of the rack 2, through which the material to be developed, in the case of a paper processor the photo paper P, is transported and developed through contact with the developing liquid.
- 1 is in the form of a long belt, as is customary in high-performance laboratories, and is transported through channel 3 to outlet A through an inlet E using the drivable rollers R, which also tension the paper belt.
- the development liquid bath in such processors is significantly smaller in volume than in conventional processors in which practically the entire interior of the processor is filled with development liquid, that is to say the development liquid bath is large in volume.
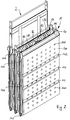
- FIG. 2 shows an embodiment of a device according to the invention in a more or less assembled state in a perspective view. Some details are not yet clearly recognizable from FIG. 2, too, but become clearer with the help of the explanation of the following drawing figures.
- 2 shows three tanks 1 connected in series. Transport rollers R1, R2, R3, R4 for four strips of photo paper are arranged between two adjacent tanks.
- a further roller LR1 for a first - preferably endlessly rotating - leader belt (not shown) is arranged between the transport rollers R1 and R2 and between the transport rollers R3 and R4 a further role LR2 for a second leader band (also not shown).
- the rollers R1, R2, R3, R4 for the photo paper and the rollers LR1 and LR2 for the leader tape, which are arranged between two tanks 1 connected in series, can be driven by means of a conventional, common chain drive (not shown).
- the tapes of the photo paper (not shown) which are guided over the transport rollers R1 and R2 are each fastened by means of a clip to the leader tape which is guided over the roller LR1.
- the clip is stripped again after threading the photo paper.
- the course of the leader band can be imagined as indicated in FIG. 1.
- the leader tape runs practically the same as the photo paper P, but parallel to it. Outside the tank, the leader tape is returned, as indicated by the broken line in FIG. 1, and runs in operation as an endless tape through tank 1 and back again, while the tape of photo paper P is no longer returned after it has passed through tank 1 .
- FIG. 2 also shows that a displacement element, a so-called rack 2, is introduced into the tank 1 (as already explained with reference to FIG. 1). No such rack 2 has yet been introduced in the front tank of FIG. 2, however, in the middle tank it is already shown in the inserted position and in the rear tank it is still shown half pulled out. 2 also shows, particularly in the case of the front tank, that the tank 1 comprises two half-shells 10 and 11 which are connected to one another and thus form the tank 1. On the outer wall 100 of the half-shell 10, several depressions 101 can be seen, which are distributed over the entire outer wall 100 of the half-shell 10. These depressions 101 serve to increase the mechanical stability of the half-shell 10, but they will be discussed in more detail.
- three recesses 102 running in the transverse direction can be seen, into which fastening elements (for example rail-like elements) can be introduced, which encompass the entire processor (virtually clasp the processor) and thus additionally hold it together and thereby further increase the mechanical stability of the processor .
- fastening elements for example rail-like elements
- the entire processor virtually clasp the processor
- three connecting pieces 103 for the supply or removal of developing liquid can also be seen.
- a sleeve 104 through which after insertion of the rack 2 in the tank 1, a fastening element can be passed, with which the rack 2 is fixed in the tank 1.
- Fig. 3 shows an embodiment of a displacement element or rack 2 in the not yet fully assembled state.
- the rack 2 comprises two side bars 22 and 23, and a plurality of rods or tubes 24, 25, 26 and 27 connecting the side bars 22 and 23.
- On the lower bar 27 are the rolls for the bands of photo paper and for the respective one Leader band provided. They are freely rotating on this rod 27.
- the displacement body which comprises two half-bodies 20 and 21 (not yet recognizable in FIG. 3), is pushed over the rods 25 and 26, and the side rail 23 is then firmly connected to the rods 24 and 27.
- the displacement body comprising the two half bodies 20 and 21 has, as can be seen from FIG. 3, a plurality of slots 201, which can be seen on the outer wall 200 of the displacement body.
- the slots 201 are used so that from the interior of the displacement body through these slots 201 the developing paper is practically acted upon as if through a nozzle, which on the one hand counteracts adherence of the photographic paper to the displacing body and on the other hand promotes good circulation of the developing liquid.
- slots 201 are provided in the regions of the outer wall 200 of the displacement body, in which slots the photo paper to be developed is guided.
- Both the half-shells 10 and 11 of the tank 1 and the half-bodies 20 and 21 of the displacement element or rack 2 are preferably produced with the aid of the so-called twin-sheet method, so they are - as the name of the method already says - double-walled and made manufactured two plastic plates. How the individual half-shells 10 and 11 or the half-bodies 20 and 21 look more precisely in terms of their shape will be explained further below. First of all, the basic functioning of the twin-sheet method is to be briefly explained, with the aid of FIGS. 5 and 6.
- FIGS. 5 and 6 The essential steps of the twin-sheet method can be seen in FIGS. 5 and 6.
- two preheated thermoplastic sheets P1 and P2 are placed between the mold halves F1 and F2 (FIG. 5) and heated from the outside until they are completely plasticized.
- the mold halves F1 and F2 are then moved together, and the plasticized plates P1 and P2 are vacuum-deep drawn in one step with the aid of vacuum NP and, at the same time, welded to one another at the edges with high strength (FIG. 6).
- a narrow needle nozzle NJ can be used to generate excess pressure between the plates P1 and P2 by supplying compressed air PP.
- This compressed air PP presses the plates from the inside in addition to the suction generated from the outside by the vacuum NP against the mold halves F1 and F2, whereby the high level of detail is achieved.
- twin-sheet process there is no need for the two parts to be joined afterwards, which means that solvents, welding consumables etc. are no longer necessary. Any material that protrudes from the edge can be removed mechanically (e.g. by milling).
- this method can also be used to produce both the half-shells 10 and 11 of the tank 1 of the device according to the invention and to produce the half-bodies 20 and 21 of the displacement element or rack 2.
- the two half-shells 10 and 11 of the tank 1 and the two half-bodies 20 and 21 of the rack 2 each have the same shape. In this case, only one shape is required in each case for the production of the tank 1 and for the production of the displacement body of the rack 2.
- a half shell, for example half shell 10, of tank 1 can now be seen in section in FIG. 7.
- the half-shell 10 is made from two plates.
- the outer wall 100 of the half-shell 10 is formed by a plate which has a plurality of depressions 101 (see also FIG. 2).
- the inner wall 105 is also formed by a plate.
- the depressions 101 which are provided on the plate forming the outer wall 100, point to the inner wall 105 and are connected at their contact surface to the plate forming the inner wall 105.
- the depressions 101 thus act as a means of reinforcing the plate forming the inner wall 105, thus considerably increasing the mechanical stability.
- the transverse depressions 102 can also be seen (see also FIG. 2), which can accommodate additional fastening elements which encompass the entire processor.
- the inner wall 105 is essentially designed as a flat surface.
- this flat surface is preferably structured, that is to say it has a structure on its surface, which makes it difficult for the photographic paper to adhere to this surface.
- the otherwise essentially flat surface has a region 106 curved in the shape of a segment of a circle.
- this area After the rack 2 has been inserted into the tank 1, the rollers provided at the lower end of the rack 2 for the tapes of the photo paper and for the leader tapes are arranged. Below this area 106, a quasi-cuboid area 107 can also be seen, which opens into the connecting piece 103 (FIG.
- both half-shells 10 and 11 have the same shape, they are made with only one shape. After the two half-shells 10 and 11 have been produced, they are connected to one another and form the tank 1.
- the two half-shells can be connected by means of known methods such as welding, gluing, etc.
- a half body of the displacement element or rack 2 can now be seen in one view.
- this is the half body 20.
- slots 201 are provided in the wall of the half body. Through these slits 201, developing liquid can be pressed against the paper in operation like a nozzle, which on the one hand counteracts a sticking of the paper on the displacement body, on the other hand a circulation of the developing liquid is beneficial.
- Such slots are consequently not provided in the longitudinally extending recess 202 in which the leader tape runs.
- the displacement body 8 is also shown interrupted in FIG. 8, but it can be seen that the side facing the viewer essentially forms a flat surface.
- the flat surface is preferably structured, which counteracts any possible adhesion of the photo paper to this surface.
- the two half-bodies 20 and 21 are also preferably produced using the twin-sheet method already explained.
- FIGS. 9 and 10 represent a section along the line IX-IX or along the line X-X of FIG. 8. 9 that the plate of the half-body 20 forming the outer wall 200 essentially forms a flat (preferably structured) surface which faces the photo paper during operation.
- the plate forming the inner wall 203 is provided with depressions 204 which extend as far as the outer wall 200 and are connected at their contact surface to the outer wall 200, similarly to the case with the half-shells of the tank 1.
- These depressions 204 just as the depressions 101 (FIG. 2) increase the mechanical stability of the half-shell 10, increase the mechanical stability of the half-body 20.
- FIG. 9 and FIG. 10 two transverse ones can be seen on the inner wall 203 Wells 205.
- Both half-bodies 20 and 21 preferably have the same shape, so that only one shape is required for producing the half-bodies.
- the two half bodies 20 and 21 are connected to one another by means of known methods such as welding, gluing, etc., and thus form the displacement body of the rack 2.
- the transverse recesses 205 come to lie opposite one another so that the Displacement body after connecting the two half-bodies 20 and 21 can then be pushed onto the rods 25 and 26 (Fig. 3) and thus the rack 2 can be completed.
- the rods 25 and 26 (FIG. 3) can be provided as hollow cylindrical tubes with corresponding through openings, so that development fluid through the tubes and through their through openings through the slots 201 of the Displacement body can get against the photo paper.
- the slots 201 are not yet present in the production of the half bodies 20 and 21, they have to be produced in a separate working step either on the half bodies before connecting to the displacement body or on the finished displacement body, for example by milling.
- the rack 2 is then introduced into the tank 1.
- several such devices are usually arranged one behind the other, as is the case, for example, is indicated in Fig. 2, where three such devices are arranged one behind the other, there may of course be more than three devices, which is usually the case with high-performance laboratories.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Photographic Processing Devices Using Wet Methods (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Entwickeln von fotografischem Material gemäss dem Oberbegriff des unabhängigen Patentanspruchs.
- Bei der Bearbeitung von Kundenaufträgen in fotografischen Entwicklungslabors werden üblicherweise zunächst belichtete Filme, in der Regel sind dies Negativfilme, nasschemisch entwickelt und die entwickelten Bildfelder werden anschliessend durch Aufbelichtung auf fotografisches Kopiermaterial, in der Regel auf Fotopapier, aufkopiert. Das belichtete Fotopapier wird anschliessend ebenfalls nasschemisch entwickelt. Liegt das Fotopapier als langes Band vor, wie dies in Hochleistungslabors üblich ist, wird das Band anschliessend in einzelne Bilder zerschnitten, die einzelnen Bestandteile eines Auftrags werden zusammengestellt und verpackt, sodass sie letztendlich an den Auftraggeber retourniert werden können.
- Die Vorrichtungen, welche die Bäder zur nasschemischen Entwicklung enthalten, sind dabei als sogenannte Filmprozessoren bzw. Papierprozessoren bekannt. Das Volumen solcher nasschemischer Bäder in den Prozessoren - im folgenden werden der Einfachheit halber nur noch Papierprozessoren diskutiert - hängt wesentlich davon ab, welchen Durchsatz (Anzahl der entwickelten Bilder pro Zeiteinheit) der jeweilige Anwender, in der Regel Entwicklungslabors, erreichen möchte. Für einen hohen Durchsatz muss die Strecke durch den Papierprozessor entsprechend lang sein, damit möglichst viele Bilder gleichzeitig sich im Papierprozessor befinden können und bei kontinuierlichem Transport einerseits und verhältnismässig zügiger Transportgeschwindigkeit andererseits die Durchlaufzeit des Papiers durch den Papierprozesor der für die Entwicklung nötigen Zeitdauer entspricht (diese ist ja vorgegeben). Dies hat relativ grossvolumige Bäder und daher auch grossvolumige Papierprozessoren zur Folge.
- Papierprozessoren mit geringvolumigen Bädern sind zur Vermeidung der grossvolumigen Bäder bzw. Prozessoren bereits vorgeschlagen worden, z.B. in US-A-5,179,404; US-A-5,309,191; US-A-5,311,235 oder in US-A-5,270,762. Darüberhinaus ist es für die Bäder aber auch wichtig, dass die Entwicklungsflüssigkeit stets "frisch" ist, damit die entwickelten Papierbilder alle einem einheitlichen Qualitätsstandard entsprechen. Dies hat zur Folge, dass speziell die geringvolumigen Bäder von Zeit zu Zeit erneuert oder ergänzt werden müssen. Ausserdem hat sich eine rege Bewegung der nasschemischen Bäder im Papierprozessor als vorteilhaft erwiesen, da auf diese Weise immer wieder frische Entwicklungsflüssigkeit in Kontakt mit dem zu entwickelnden Papier kommt. Es ist einleuchtend, dass bei geringvolumigeren Bädern ein kompletter Austausch oder eine Ergänzung der Bäder in kürzeren Zeitabständen erfolgen muss als bei grossvolumigeren Bädern.
- Geringvolumige Bäder und damit auch vergleichsweise geringvolumige Prozessoren weisen in der Regel einen sehr schmalen vom Einlass durch den Innenraum des Prozessors zum Auslass hin sich erstreckenden Kanal, entlang dem das zu entwickelnde Fotopapier transportiert wird. Während des Transports entlang dieses Kanals kommt das zu entwickelnde Fotopapier in Kontakt mit der Entwicklungsflüssigkeit und wird dadurch entwickelt. Durch das geringe Volumen des Kanals einerseits und die Forderung nach ständiger Zirkulation der Entwicklungsflüssigkeit andererseits entsteht in dem Kanal ein vergleichsweise hoher Druck.
- Um diesem hohen Druck standhalten zu können, müssen die Prozessoren mechanisch hochstabil sein. Gleichzeitig sollen sie aber auch einen sicheren Betrieb gewährleisten. Dies heisst in erster Linie, dass es zu keinerlei Papierstaus in den Prozessoren kommen soll, es muss also ein sicherer Transport des Papiers entlang des Kanals gewährleistet sein. Darüberhinaus sollen die Prozessoren fertigungstechnisch einfach und möglichst kostengünstig herstellbar sein.
- Diese Aufgabe wird gemäss der Erfindung durch eine Vorrichtung gelöst, wie sie durch die Merkmale des unabhängigen Patentanspruchs beschrieben ist. Die erfindungsgemässe Vorrichtung umfasst also zwei miteinander verbindbare Halbschalen, von denen jede Halbschale für sich genommen wiederum zwei miteinander verbundene Platten umfasst. Diese sind zu einer Halbschale zusammengefügt und somit bildet die eine Platte die Aussenwand der Halbschale und die andere die Innenwand der Halbschale. Ferner umfasst die erfindungsgemässe Vorrichtung ein zentrales Verdrängungselement, welches nach dem Einbringen in die miteinander verbundenen Halbschalen zusammen mit der jeweiligen Innenwand der Halbschalen den Kanal für das zu entwickelnde fotografische Material definiert. Dieser Kanal erstreckt sich zwischen dem Verdrängungselement und der jeweiligen Innenwand der Halbschale. Diese Innenwand der Halbschale ist im wesentlichen als ebene Fläche ausgebildet, während die Aussenwand Mittel zur Verstärkung der Innenwand aufweist zur Verhinderung einer Verformung der Innenwand durch den hohen Druck der Entwicklungsflüssigkeit. Derartige Vorrichtungen sind mechanisch hochstabil, einfach und kostengünstig in der Herstellung und zuverlässig im Betrieb.
- Vorteilhafte Weiterbildungen der erfindungsgemässen Vorrichtung zeichnen sich dadurch aus, dass die Mittel zur Verstärkung der Innenwand der Halbschale als auf die Innenwand zuweisende Vertiefungen der die Aussenwand bildenden Platte ausgebildet sind. Diese Vertiefungen sind an ihrer jeweiligen Kontaktfläche mit der die Innenwand bildenden Platte verbunden. Dadurch wird auf fertigungstechnisch einfache Art und Weise eine hohe mechanische Stabilität erreicht
- Eine weitere vorteilhafte Weiterbildung der Vorrichtung zeichnet sich dadurch aus, dass die beiden Halbschalen die gleiche Gestalt aufweisen. Dies heisst, dass praktisch nur eine Form zur Herstellung der Halbschalen erforderlich ist, was den Herstellungsaufwand weiter reduziert. In bevorzugter Art und Weise werden die Halbschalen nach dem "Twin-Sheet-Verfahren" hergestellt. Dieses Verfahren erlaubt auf einfache Weise die Herstellung solcher Halbschalen.
- Eine andere Weiterbildung der erfindungsgemässen Vorrichtung betrifft den Aspekt, dass das Verdrängungselement ebenfalls aus zwei miteinander verbindbaren Halbkörpern gebildet ist. Jeder Halbkörper umfasst dabei für sich genommen zwei miteinander verbundene Platten, die zu einem Halbkörper zusammengefügt sind und zwar derart, dass die eine Platte die Aussenwand des Halbkörpers bildet und die andere Platte die Innenwand des Halbkörpers. Die Aussenwand des Halbkörpers ist im wesentlichen als ebene Fläche ausgebildet, während die Innenwand Mittel zur Verstärkung der Aussenwand aufweist zur Verhinderung einer Verformung der Aussenwand durch den hohen Druck der Entwicklungsflüssigkeit. Diese Ausbildung des Verdrängungselements gewährleistet ebenfalls eine hohe mechanische Stabilität, die Verdrängungselemente sind einfach in der Herstellung und gewährleisten eine hohe Betriebssicherheit.
- In einer Weiterbildung einer solchen Vorrichtung sind die Mittel zur Verstärkung der Aussenwand des Halbkörpers als auf die Aussenwand zuweisende Vertiefungen der die Innenwand bildenden Platte ausgebildet. An ihrer jeweiligen Kontaktfläche mit der die Aussenwand bildenden Platte sind die Vertiefungen der die Innenwand bildenden Platte mit der die Aussenwand bildenden Platte verbunden.
- Besonders bevorzugt weisen die beiden Halbkörper die gleiche Gestalt auf, was die Herstellung der Halbkörper erleichtert, da nur eine Form benötigt wird. Speziell bevorzugt ist eine Vorrichtung, bei der die beiden Halbkörper nach dem Twin-Sheet-Verfahren hergestellt sind, weil dieses Verfahren eine fertigungstechnisch einfache Herstellung solcher Halbkörper ermöglicht.
- Im folgenden wird die Erfindung anhand der Zeichnung näher erläutert. Dabei zeigen, teilweise schematisch und/oder in Schnittdarstellung:
- Fig. 1
- eine prinzipielle Anordnung eines Prozessors mit geringvolumigem Entwicklungsflüssigkeitsbad,
- Fig. 2
- ein Ausführungsbeispiel der erfindungsgemässen Vorrichtung (perspektivisch),
- Fig. 3
- ein Ausführungsbeispiel des Verdrängungselements der erfindungsgemässen Vorrichtung in noch nicht ganz zusammengebautem Zustand,
- Fig. 4
- das Ausführungsbeispiel des Verdrängungselements gemäss Fig. 3 in zusammengebautem Zustand,
- Fig. 5 Fig. 6
- die grundsätzliche Funktionsweise des Twin-Sheet-Verfahrens,
- Fig. 7
- eine Halbschale des Tanks eines Ausführungsbeispiels der erfindungsgemässen Vorrichtung im Schnitt,
- Fig. 8
- die Hälfte eines Halbkörpers des Verdrängungskörpers des Racks eines Ausführungsbeispiels der erfindungsgemässen Vorrichtung
- Fig. 9
- einen Schnitt durch den Halbkörper gemäss der Linie IX-IX der Fig. 8 und
- Fig. 10
- einen Schnitt durch den Halbkörper gemäss der Linie X-X der Fig. 8.
- Fig. 1 zeigt in einer Prinzipdarstellung eine Anordnung eines Prozessors mit geringvolumigem Entwicklungsflüssigkeitsbad. Allerdings soll Fig. 1 nur zur Verdeutlichung des grundsätzlichen Funktionsprinzips dienen. Einige wesentliche Merkmale der erfindungsgemässen Vorrichtung sind nämlich in Fig. 1 nicht dargestellt. Man erkennt in Fig. 1 einen Tank 1, in welchen zwei sogenannte Racks 2 eingebracht sind. Zwischen der jeweiligen Innenwand des Tanks 1 und der jeweiligen Aussenwand des Racks 2 wird ein schmaler Kanal 3 definiert, durch welchen das zu entwickelnde Material, im Falle eines Papierprozessors das Fotopapier P, transportiert und durch den Kontakt mit der Entwicklungsflüssigkeit entwickelt wird. Das Fotopapier liegt in Fig. 1 in Form eines langen Bands vor, wie dies bei Hochleistungslabors üblich ist, und wird durch einen Einlass E mit Hilfe der antreibbaren Rollen R, die das Papierband auch spannen, durch den Kanal 3 zum Auslass A transportiert. Man erkennt unmittelbar, dass das Entwicklungsflüssigkeitsbad bei derartigen Prozessoren deutlich geringvolumiger ist als bei konventionellen Prozessoren, bei denen praktisch der gesamte Innenraum des Prozessors mit Entwicklungsflüssigkeit gefüllt ist, das Entwicklungsflüssigkeitsbad also grossvolumig ist.
- Fig. 2 zeigt ein Ausführungsbeispiel einer erfindungsgemässen Vorrichtung in mehr oder weniger zusammengebautem Zustand in perspektivischer Darstellung. Auch aus Fig. 2 sind einige Details noch nicht genau erkennbar, werden aber mit Hilfe der Erläuterung der nachfolgenden Zeichnungsfiguren noch klarer. In Fig. 2 erkennt man drei hintereinandergeschaltete Tanks 1. Zwischen zwei benachbarten Tanks sind Transportrollen R1,R2,R3,R4 für vier Bänder des Fotopapiers angeordnet. Zwischen den Transportrollen R1 und R2 ist eine weitere Rolle LR1 für ein erstes - vorzugsweise endlos umlaufendes - Leaderband (nicht dargestellt) angeordnet und zwischen den Transportrollen R3 und R4 eine weitere Rolle LR2 für ein zweites Leaderband (ebenfalls nicht dargestellt). Die zwischen zwei hintereinandergeschalteten Tanks 1 angeordneten Rollen R1,R2,R3,R4 für das Fotopapier sowie die Rollen LR1 und LR2 für das Leaderband können mittels eines konventionellen, gemeinsamen Kettenantriebs (nicht dargestellt) angetrieben werden. Zum Einfädeln des Fotopapiers werden die über die Transportrollen R1 und R2 geführten Bänder des Fotopapiers (nicht dargestellt) jeweils mittels einer Klammer an das über die Rolle LR1 geführte Leaderband befestigt. Die Klammer wird nach dem Einfädeln des Fotopapiers wieder abgestreift. Das gleiche gilt für die über die Transportrollen R3 und R4 geführten Bänder des Fotopapiers. Vom Prinzip her kann man sich den Verlauf des Leaderbands so vorstellen wie in Fig. 1 angedeutet. Im Bereich des Tanks 1 verläuft das Leaderband praktisch gleich wie das Fotopapier P, aber eben parallel dazu. Ausserhalb des Tanks ist das Leaderband zurückgeführt, so wie es in Fig. 1 strichliert angedeutet ist, und läuft im Betrieb als endloses Band durch den Tank 1 und aussenherum wieder zurück, währen das Band des Fotopapiers P nach Durchlaufen des Tanks 1 nicht mehr zurückgeführt wird.
- In Fig. 2 erkennt man ausserdem, dass in den Tank 1 ein Verdrängungselement, ein sogenanntes Rack 2, eingebracht ist (wie bereits anhand von Fig. 1 erläutert). In dem vorderern Tank der Fig. 2 ist noch kein solches Rack 2 eingebracht, im mittleren Tank ist es hingegen bereits in eingebrachter Position dargestellt und im hinteren Tank ist es noch zur Hälfte herausgezogen dargestellt. In Fig. 2 erkennt man ausserdem, besonders bei dem vorderen Tank erkennt man es, dass der Tank 1 zwei Halbschalen 10 und 11 umfasst, die miteinander verbunden sind und so den Tank 1 bilden. Auf der Aussenwand 100 der Halbschale 10 erkennt man mehrere Vertiefungen 101, die über die gesamte Aussenwand 100 der Halbschale 10 verteilt sind. Diese Vertiefungen 101 dienen der höheren mechanischen Stabilität der Halbschale 10, auf sie wird jedoch noch genauer eingegangen. Ferner erkennt man noch drei in Querrichung verlaufende Vertiefungen 102, in welche Befestigungselemente (z.B. schienenartige Elemente) eingebracht werden können, die den gesamten Prozessor umgreifen (den Prozessor quasi umklammern) und ihn so zusätzlich fest zusammenhalten und dadurch die mechanische Stabilität des Prozessors noch weiter erhöhen. Ferner erkennt man auf der Stirnseite der Halbschalen 10 und 11 noch drei Anschlussstutzen 103 für die Zufuhr bzw. Abfuhr von Entwicklungsflüssigkeit. Am oberen Ende der Stirnseite erkennt man noch eine Hülse 104, durch welche nach dem Einbringen des Racks 2 in den Tank 1 ein Befestigungselement hindurchgeführt werden kann, mit welchem das Rack 2 im Tank 1 fixiert wird.
- Fig. 3 zeigt ein Ausführungsbeispiel eines Verdrängungselements oder Racks 2 in noch nicht ganz zusammengebautem Zustand. Man erkennt, dass das Rack 2 zwei Seitenholme 22 und 23 umfasst, sowie mehrere die Seitenholme 22 und 23 verbindende Stangen oder Rohre 24,25,26 und 27. Auf der unteren Stange 27 sind die Rollen für die Bänder des Fotopapiers und für das jeweilige Leaderband vorgesehen. Sie sind auf dieser Stange 27 frei drehend gelagert. Über die Stangen 25 und 26 wird beim Zusammenbau des Racks der Verdrängungskörper geschoben, der zwei Halbkörper 20 und 21 umfasst (in Fig. 3 noch nicht zu erkennen), und anschliessend wird der Seitenholm 23 mit den Stangen 24 und 27 fest verbunden.
- Der die beiden Halbkörper 20 und 21 umfassende Verdrängungskörper weist, wie man aus Fig. 3 erkennen kann, mehrere Schlitze 201 auf, man erkennt sie auf der Aussenwand 200 des Verdrängungskörpers. Die Schlitze 201 dienen dazu, dass aus dem Innenraum des Verdrängungskörpers durch diese Schlitze 201 hindurch das Fotopapier praktisch wie durch eine Düse hindurch mit Entwicklungsflüssigkeit beaufschlagt wird, was einerseits einem Anhaften des Fotopapiers am Verdrängungskörper entgegenwirkt, andererseits einer guten Zirkulation der Entwicklungsflüssigkeit zuträglich ist. Man erkennt in Fig. 3, dass jeweils in den Bereichen der Aussenwand 200 des Verdrängungkörpers Schlitze 201 vorgesehen sind, in denen das zu entwickelnde Fotopapier geführt wird. Dort wo das Leaderband geführt ist, ist lediglich jeweils eine kleine in Längsrichtung verlaufende Vertiefung 202 vorgesehen, die aber geschlossen ist, da das Leaderband nicht mit Entwicklungsflüssigkeit beaufschlagt werden muss. Die Zuführung von Entwicklungsflüssigkeit in den Innenraum des Verdrängungskörpers und zu den Schlitzen 201 kann derart erfolgen, dass die Stangen 25 und 26 als hohlzylindrische Rohre ausgebildet sind, die zumindest im Bereich der Schlitze Durchtrittsöffnungen aufweisen. In Fig. 4 ist schliesslich ein Verdrängungselement oder Rack 2 in zusammengebautem Zustand dargestellt. Setzt man nun das zusammengebaute Rack 2 in den zusammengebauten Tank 1 ein, so ergibt sich praktisch eine Vorrichtung, wie sie in Fig. 2 dargestellt ist, speziell in dem mittleren Teil, der ja in Fig. 2 bereits in zusammengebautem Zustand dargestellt ist.
- Vorzugsweise sind sowohl die Halbschalen 10 und 11 des Tanks 1 wie auch die Halbkörper 20 und 21 des Verdrängungselements oder Racks 2 mit Hilfe des sogenannten Twin-Sheet-Verfahrens hergestellt, sie sind also - wie der Name des Verfahrens bereits sagt - doppelwandig ausgebildet und aus zwei Kunststoffplatten hergestellt. Wie die einzelnen Halbschalen 10 und 11 bzw. die Halbkörper 20 und 21 von ihrer Gestalt her genauer aussehen, wird weiter unten noch erläutert. Zunächst soll die grundsätzliche Funktionsweise des Twin-Sheet-Verfahrens kurz erläutert werden, und zwar mit Hilfe von Fig. 5 und Fig. 6.
- In Fig. 5 und Fig. 6 sind die wesentlichen Schritte des Twin-Sheet-Verfahrens zu erkennen. Zunächst werden zwei vorgewärmte thermoplastische Platten P1 und P2 zwischen die Formhälften F1 und F2 eingelegt (Fig. 5) und solange von aussen beheizt bis sie durchgehend plastifiziert sind. Die Formhälften F1 und F2 werden dann zusammengefahren, und die plastifizierten Platten P1 und P2 werden in einem Schritt mit Hilfe von Vakuum NP vakuum-tiefgezogen und gleichzeitig an den Rändern hochfest miteinander verschweisst (Fig. 6). Wo besondere Detailtreue bzw. Massgenauigkeit erforderlich ist, kann beispielsweise (wie in Fig. 6 angedeutet) mittels einer schmalen Nadeldüse NJ Überdruck zwischen den Platten P1 und P2 erzeugt werden durch Zufuhr von Druckluft PP. Diese Druckluft PP drückt die Platten von innen noch zusätzlich zu dem von aussen durch das Vakuum NP erzeugten Ansaugen gegen die Formhälften F1 und F2, wodurch die hohe Detailgenauigkeit erreicht wird. Es entfällt beim Einsatz des Twin-Sheet-Verfahrens das sonst übliche nachträgliche Fügen der beiden Teile und somit werden Lösemittel, Schweisszusätze etc. überflüssig. Eventuell am Rand überstehendes Material kann mechanisch entfernt werden (z.B. durch Abfräsen).
- Mit Hilfe von Fig. 5 und Fig. 6 ist zuvor die Herstellung eines Hohlkörpers beschrieben worden. Dieses Verfahren kann aber auch zur Herstellung sowohl der Halbschalen 10 und 11 des Tanks 1 der erfindungsgemässen Vorrichtung wie auch zur Herstellung der Halbkörper 20 und 21 des Verdrängungselements oder Racks 2 eingesetzt werden. Vorzugsweise - aber nicht zwingend - weisen dabei jeweils die beiden Halbschalen 10 und 11 des Tanks 1 sowie die beiden Halbkörper 20 und 21 des Racks 2 die gleiche Gestalt auf. In diesem Fall ist dann zur Herstellung des Tanks 1 und zur Herstellung des Verdrängungskörpers des Racks 2 jeweils nur eine Form erforderlich.
- In Fig. 7 ist nun eine Halbschale, beispielsweise die Halbschale 10, des Tanks 1 im Schnitt zu erkennen. Sie ist dabei aus zeichnerischen Gründen immer wieder unterbrochen gezeichnet. Man erkennt, dass die Halbschale 10 aus zwei Platten hergestellt ist. Die Aussenwand 100 der Halbschale 10 ist durch eine Platte gebildet, welche mehrere Vertiefungen 101 (siehe auch Fig. 2) aufweist. Die Innenwand 105 ist ebenfalls durch eine Platte gebildet. Die Vertiefungen 101, die auf der die Aussenwand 100 bildenden Platte vorgesehen sind, weisen auf die Innenwand 105 zu und sind an ihrer Kontaktfläche mit der die Innenwand 105 bildenden Platte verbunden. Die Vertiefungen 101 wirken also als Mittel zur Verstärkung der die Innenwand 105 bildenden Platte, erhöhen also die mechanische Stabilität erheblich. Ferner erkennt man noch die in Querrichtung verlaufenden Vertiefungen 102 (siehe auch Fig. 2), welche zusätzliche Befestigungselemente aufnehmen können, die den gesamten Prozessor umgreifen.
- Ferner ist aus Fig. 7 zu erkennen, dass die Innenwand 105 im wesentlichen als ebene Fläche ausgebildet ist. Allerdings ist diese ebene Fläche vorzugsweise strukturiert, sie weist also eine Struktur auf ihrer Oberfläche auf, was ein mögliches Anhaften des Fotopapiers an dieser Fläche erschwert. Im unteren Bereich weist die ansonsten im wesentlichen ebene Fläche jedoch einen kreissegmentförmig gekrümmten Bereich 106 auf. In diesem Bereich sind nach dem Einfügen des Racks 2 in den Tank 1 die am unteren Ende des Racks 2 vorgesehenen Rollen für die Bänder des Fotopapiers und für die Leaderbänder angeordnet. Unterhalb dieses Bereichs 106 ist noch ein quasi quaderförmiger Bereich 107 zu erkennen, der an der Stirnseite der Halbschale 10 in den Anschlussstutzen 103 (Fig. 2) mündet, durch den die Entwicklungsflüssigkeit abgeführt wird. Da beide Halbschalen 10 und 11 die gleiche Gestalt aufweisen, werden sie mit nur einer einzigen Form hergestellt. Nachdem die beiden Halbschalen 10 und 11 hergestellt sind, werden sie miteinander verbunden und bilden den Tank 1. Das Verbinden der beiden Halbschalen kann mittels bekannter Verfahren wie Verschweissen, Verkleben, etc. erfolgen.
- In Fig. 8 ist nun eine Hälfte eines Halbkörpers des Verdrängungselements oder Racks 2 in einer Ansicht zu erkennen. Beispielsweise handelt es sich hier um den Halbkörper 20. Man erkennt, dass in den Bereichen, in denen das Fotopapier geführt wird, Schlitze 201 in der Wand des Halbkörpers vorgesehen sind. Durch diese Schlitze 201 hindurch kann im Betrieb wie bei einer Düse Entwicklungsflüssigkeit gegen das Papier gedrückt werden, was einerseits einem Anhaften des Papiers am Verdrängungskörper entgegenwirkt, andererseits einer Zirkulation der Entwicklungsflüssigkeit zuträglich ist. In der in Längsrichtung verlaufenden Vertiefung 202, in der das Leaderband läuft, sind solche Schlitze folgerichtig nicht vorgesehen. Auch in Fig. 8 ist der Verdrängungskörper 8 unterbrochen dargestellt, man erkennt aber, dass die dem Betrachter zugewandte Seite im wesentlichen eine ebene Fläche bildet. Auch hier ist die ebene Fläche vorzugsweise strukturiert, was einem möglichen Anhaften des Fotopapiers an dieser Fläche entgegenwirkt.
- Auch die beiden Halbkörper 20 und 21 sind, wie bereits weiter oben erwähnt, in bevorzugter Weise mit Hilfe des bereits erläuterten Twin-Sheet-Verfahrens hergestellt. Dies kann man besonders gut mit Hilfe von Fig. 9 und Fig. 10 erkennen, die einen Schnitt entlang der Linie IX-IX bzw. entlang der Linie X-X der Fig. 8 darstellen. In Fig. 9 erkennt man, dass die die Aussenwand 200 bildende Platte des Halbkörpers 20 im wesentlichen eine ebene (vorzugsweise strukturierte) Fläche bildet, die im Betrieb dem Fotopapier zugewandt ist. Die die Innenwand 203 bildende Platte ist hingegen mit Vertiefungen 204 versehen, die bis an die Aussenwand 200 heranreichen und an ihrer Kontaktfläche mit der Aussenwand 200 verbunden sind, ähnlich wie dies bei den Halbschalen des Tanks 1 der Fall ist. Diese Vertiefungen 204 erhöhen, wie auch die Vertiefungen 101 (Fig. 2) die mechanische Stabilität der Halbschale 10 erhöhen, die mechanische Stabilität des Halbkörpers 20. Weiterhin erkennt man in Fig. 9 und Fig. 10 auf der Innenwand 203 noch zwei in Querrichtung verlaufende Vertiefungen 205.
- Beide Halbkörper 20 und 21 weisen vorzugsweise die gleiche Gestalt auf, so dass zur Herstellung der Halbkörper nur eine Form benötigt wird. Die beiden Halbkörper 20 und 21 werden nach ihrer Herstellung mit aufeinanderzuweisenden Innenwänden miteinander verbunden mittels bekannter Verfahren wie Verschweisen, Verkleben, etc., und bilden somit den Verdrängungskörper des Racks 2. Dabei kommen die in Querrichtung verlaufenden Vertiefungen 205 einander gegenüber zu liegen, sodass der Verdrängungskörper nach dem Verbinden der beiden Halbkörper 20 und 21 dann auf die Stangen 25 und 26 aufgeschoben werden kann (Fig. 3) und somit das Rack 2 komplettiert werden kann. Wie bereits erwähnt, können die Stangen 25 und 26 (Fig. 3) als hohlzylindrische Rohre mit entsprechenden Durchtrittsöffnungen versehen sein, damit durch die Rohre und durch deren Durchtrittsöffnungen hindurch Entwicklungsflüssigkeit durch die Schlitze 201 des Verdrängungskörpers gegen das Fotopapier gelangen kann. Die Schlitze 201 sind bei der Herstellung der Halbkörper 20 und 21 noch nicht vorhanden, sie müssen in einem separaten Arbeitsschritt entweder an den Halbkörpern vor dem Verbinden zum Verdrängungskörper oder am fertigen Verdrängungskörper hergestellt werden, beispielsweise durch Fräsen.
- Sind die beiden Halbschalen 10 und 11 hergestellt und miteinander zu dem Tank 1 verbunden, wird anschliessend das Rack 2 in den Tank 1 eingeführt. Insbesondere bei Hochleistungsentwicklungslabors sind in der Regel mehrere solcher Vorrichtungen hintereinander angeordnet, wie dies z.B. in Fig. 2 angedeutet ist, wo drei solcher Vorrichtungen hintereinander angeordnet sind, es können natürlich auch mehr als drei Vorichtungen sein, was bei Hochleistungslabors in der Regel auch der Fall ist.
Claims (8)
- Vorrichtung zum Entwickeln von fotografischem Material, mit einer Zuführeinrichtung und einer Abführeinrichtung für die Entwicklungsflüssigkeit sowie mit einem Einlass und einem Auslass für das zu entwickelnde Material und einem schmalen Kanal, der sich von diesem Einlass zum Auslass hin erstreckt, sowie mit Transportmitteln, welche das zu entwickelnde fotografische Material vom Einlass durch den Kanal hindurch zum Auslass transportieren, wobei das zu entwickelnde Material beim Transport durch den Kanal in Kontakt mit der Entwicklungsflüssigkeit kommt und dabei entwickelt wird, dadurch gekennzeichnet, dass die Vorrichtung folgende Teile umfasst:- zwei miteinander verbindbare Halbschalen, von denen jede Halbschale für sich genommen zwei miteinander verbundene Platten umfasst, welche zu einer Halbschale zusammengefügt sind und somit die eine Platte die Aussenwand der Halbschale und die andere die Innenwand der Halbschale bildet,- ein zentrales Verdrängungselement, welches nach dem Einbringen in die miteinander verbundenen Halbschalen zusammen mit der jeweiligen Innenwand der Halbschalen den Kanal für das zu entwickelnde fotografische Material definiert, der sich zwischen dem Verdrängungselement und der jeweiligen Innenwand der Halbschale erstreckt, welche im wesentlichen als ebene Fläche ausgebildet ist, während die Aussenwand Mittel zur Verstärkung der Innenwand aufweist zur Verhinderung einer Verformung der Innenwand durch den hohen Druck der Entwicklungsflüssigkeit.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Mittel zur Verstärkung der Innenwand der Halbschale als auf die Innenwand zuweisende Vertiefungen der die Aussenwand bildenden Platte ausgebildet sind, die an ihrer jeweiligen Kontaktfläche mit der die Innenwand bildenden Platte verbunden sind.
- Vorrichtung nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die beiden Halbschalen die gleiche Gestalt aufweisen.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Halbschalen nach dem Twin-Sheet-Verfahren hergestellt sind.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Verdrängungselement ebenfalls aus zwei miteinander verbindbaren Halbkörpern gebildet ist, wobei jeder Halbkörper für sich genommen zwei miteinander verbundene Platten umfasst, die zu einem Halbkörper zusammengefügt sind und somit die eine Platte die Aussenwand des Halbkörpers bildet und die andere Platte die Innenwand des Halbkörpers, wobei die Aussenwand des Halbkörpers im wesentlichen als ebene Fläche ausgebildet ist, während die Innenwand Mittel zur Verstärkung der Aussenwand aufweist zur Verhinderung einer Verformung der Aussenwand durch den hohen Druck der Entwicklungsflüssigkeit.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Mittel zur Verstärkung der Aussenwand des Halbkörpers als auf die Aussenwand zuweisende Vertiefungen der die Innenwand bildenden Platte ausgebildet sind, die an ihrer jeweiligen Kontaktfläche mit der die Aussenwand bildenden Platte verbunden sind.
- Vorrichtung nach einem der Ansprüche 5 oder 6, dadurch gekennzeichnet, dass die beiden Halbkörper die gleiche Gestalt aufweisen.
- Vorrichtung nach einem der Ansprüche 4 bis 7, dadurch gekennzeichnet, dass die beiden Halbkörper nach dem Twin-Sheet-Verfahren hergestellt sind.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE59610049T DE59610049D1 (de) | 1996-09-13 | 1996-09-13 | Vorrichtung zum Entwickeln von fotografischem Material |
| EP96810611A EP0829762B1 (de) | 1996-09-13 | 1996-09-13 | Vorrichtung zum Entwickeln von fotografischem Material |
| US08/926,480 US5870646A (en) | 1996-09-13 | 1997-09-10 | Apparatus for developing photographic material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP96810611A EP0829762B1 (de) | 1996-09-13 | 1996-09-13 | Vorrichtung zum Entwickeln von fotografischem Material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0829762A1 true EP0829762A1 (de) | 1998-03-18 |
| EP0829762B1 EP0829762B1 (de) | 2003-01-08 |
Family
ID=8225697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96810611A Expired - Lifetime EP0829762B1 (de) | 1996-09-13 | 1996-09-13 | Vorrichtung zum Entwickeln von fotografischem Material |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5870646A (de) |
| EP (1) | EP0829762B1 (de) |
| DE (1) | DE59610049D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0859279A1 (de) * | 1997-02-14 | 1998-08-19 | Eastman Kodak Company | Einsatz |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4577951A (en) * | 1983-09-28 | 1986-03-25 | Fuji Photo Film Co., Ltd. | Processing solution tank with hinged sections |
| DE3536862A1 (de) * | 1985-10-16 | 1987-04-16 | Agfa Gevaert Ag | Zum einsetzen eines racks geeigneter behandlungstank fuer fotografisches material |
| US5179404A (en) * | 1992-03-02 | 1993-01-12 | Eastman Kodak Company | Anti-web adhering contour surface for a photographic processing apparatus |
| EP0623849A1 (de) * | 1993-05-03 | 1994-11-09 | Eastman Kodak Company | Automatische Entwicklungsgeräte |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3614253C1 (de) * | 1986-04-26 | 1987-08-27 | Agfa Gevaert Ag | Verfahren und Vorrichtung zur Entwicklung von fotografischem Material |
| GB9003282D0 (en) * | 1990-02-14 | 1990-04-11 | Kodak Ltd | Method and apparatus for photographic processing |
| US5270762A (en) * | 1992-03-02 | 1993-12-14 | Eastman Kodak Company | Slot impingement for a photographic processing apparatus |
| US5311235A (en) * | 1992-03-02 | 1994-05-10 | Eastman Kodak Company | Driving mechanism for a photographic processing apparatus |
| US5309191A (en) * | 1992-03-02 | 1994-05-03 | Eastman Kodak Company | Recirculation, replenishment, refresh, recharge and backflush for a photographic processing apparatus |
-
1996
- 1996-09-13 DE DE59610049T patent/DE59610049D1/de not_active Expired - Fee Related
- 1996-09-13 EP EP96810611A patent/EP0829762B1/de not_active Expired - Lifetime
-
1997
- 1997-09-10 US US08/926,480 patent/US5870646A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4577951A (en) * | 1983-09-28 | 1986-03-25 | Fuji Photo Film Co., Ltd. | Processing solution tank with hinged sections |
| DE3536862A1 (de) * | 1985-10-16 | 1987-04-16 | Agfa Gevaert Ag | Zum einsetzen eines racks geeigneter behandlungstank fuer fotografisches material |
| US5179404A (en) * | 1992-03-02 | 1993-01-12 | Eastman Kodak Company | Anti-web adhering contour surface for a photographic processing apparatus |
| EP0623849A1 (de) * | 1993-05-03 | 1994-11-09 | Eastman Kodak Company | Automatische Entwicklungsgeräte |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0859279A1 (de) * | 1997-02-14 | 1998-08-19 | Eastman Kodak Company | Einsatz |
| US5980130A (en) * | 1997-02-14 | 1999-11-09 | Eastman Kodak Company | Rack |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0829762B1 (de) | 2003-01-08 |
| US5870646A (en) | 1999-02-09 |
| DE59610049D1 (de) | 2003-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69719181T2 (de) | Aufgerollte taschen und verfahren und vorrichtung zum herstellen von endlos aufgerollten taschen | |
| DE3345084C2 (de) | Entwicklungsvorrichtung für horizontal geführte Schichtträger | |
| DE3236845C2 (de) | Verfahren zum automatischen Schneiden von Filmstreifen | |
| DE2220397A1 (de) | Automatische Diazo-Kopiermaschme mit Rollenförderung | |
| DE69118667T2 (de) | Verfahren und Vorrichtung zum Anbringen von Verbindungsstellen-Anzeigelöchern in Fotopapier | |
| DE69420618T2 (de) | Gerät zur Anordnung von lichtempflindlichem Material | |
| DE2603487A1 (de) | Vorrichtung zum kontinuierlichen schweissen von rohrfoermigen kunststoffolien | |
| EP0829762B1 (de) | Vorrichtung zum Entwickeln von fotografischem Material | |
| DE2638605A1 (de) | Farbband-stopfkassette | |
| DE2828209A1 (de) | Vorrichtung zur einfuehrung von filmstreifen unterschiedlicher breiten in eine filmverarbeitungsmaschine sowie verfahren zum betrieb einer solchen maschine | |
| DE69304410T2 (de) | Entwicklungsgerät | |
| DE2701240A1 (de) | Vorrichtung zum bewegen eines blattes | |
| DE2749223A1 (de) | Bilddrucker mit einem belichtungsteil | |
| DE2141396A1 (de) | Gerät zur Behandlung von biegsamem Material mit einer Arbeitslösung | |
| DE4132717A1 (de) | Vorrichtung zum aufbringen eines klebers auf blattfoermiges material | |
| DE2124230C3 (de) | Vorrichtung zum Transportieren und Stapeln von blattförmigen Aufzeichnungsträgern | |
| EP0479038B1 (de) | Vorlagenbühne zur Führung von belichteten und entwickelten Filmstreifen | |
| DE69409158T2 (de) | Papiermaske | |
| DE2528855A1 (de) | Auftragvorrichtung | |
| DE3007406A1 (de) | Einrichtung fuer einen vorlagenumlauf in einem kopiergeraet | |
| DE69516439T2 (de) | Entwicklungsgerät | |
| EP0124820B1 (de) | Verfahren und Vorrichtung zur Entwicklung von photographischen Zweiblattdiffusionsmaterialien | |
| DE2320163C2 (de) | Kassette für integrale selbstentwickelnde Filmeinheiten | |
| DE3919279A1 (de) | Verpackungseinheit | |
| DE1547980B1 (de) | Verfahren zur Entwicklung belichteter Streifenabschnitte in Selbstentwicklerkameras und Filmpack zur Durchfuehrung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19980820 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB IT LI |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| 111Z | Information provided on other rights and legal means of execution |
Free format text: 20021022 CH DE FR GB IT LI |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030108 |
|
| REF | Corresponds to: |
Ref document number: 59610049 Country of ref document: DE Date of ref document: 20030213 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030916 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030919 Year of fee payment: 8 Ref country code: CH Payment date: 20030919 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030925 Year of fee payment: 8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20031009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040913 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AUV Free format text: DAS OBGENANNTE PATENT IST, MANGELS BEZAHLUNG DER 09. JAHRESGEBUEHR, INNERT DER GESETZLICHEN FRIST, DURCH VERFUEGUNG VOM 30. APRIL 2005 ERLOSCHEN. DIE VERFUEGUNG KONNTE DEM PATENTINHABER NICHT ZUGESTELLT WERDEN. |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050913 |