EP0808943B1 - Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen - Google Patents
Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen Download PDFInfo
- Publication number
- EP0808943B1 EP0808943B1 EP97106663A EP97106663A EP0808943B1 EP 0808943 B1 EP0808943 B1 EP 0808943B1 EP 97106663 A EP97106663 A EP 97106663A EP 97106663 A EP97106663 A EP 97106663A EP 0808943 B1 EP0808943 B1 EP 0808943B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rope
- paper
- accordance
- fibre
- yarns
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000123 paper Substances 0.000 title claims abstract description 34
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- 239000011111 cardboard Substances 0.000 title claims abstract description 8
- 239000011087 paperboard Substances 0.000 title claims abstract description 8
- 239000000835 fiber Substances 0.000 claims abstract description 48
- 239000004753 textile Substances 0.000 claims abstract description 9
- 238000013461 design Methods 0.000 claims abstract description 4
- 230000001788 irregular Effects 0.000 claims abstract description 3
- 239000004952 Polyamide Substances 0.000 claims description 11
- 229920002647 polyamide Polymers 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 7
- 229920000728 polyester Polymers 0.000 claims description 5
- 229920002678 cellulose Polymers 0.000 claims description 3
- 239000001913 cellulose Substances 0.000 claims description 3
- 230000001681 protective effect Effects 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims 1
- 239000002657 fibrous material Substances 0.000 abstract description 5
- 238000005299 abrasion Methods 0.000 description 8
- -1 polyethylene Polymers 0.000 description 8
- 238000009954 braiding Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 230000000747 cardiac effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004627 regenerated cellulose Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/02—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/0063—Devices for threading a web tail through a paper-making machine
- D21G9/0072—Devices for threading a web tail through a paper-making machine using at least one rope
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B5/00—Making ropes or cables from special materials or of particular form
- D07B5/005—Making ropes or cables from special materials or of particular form characterised by their outer shape or surface properties
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1096—Rope or cable structures braided
Definitions
- the invention relates to a rope for taking along and passing on of paper webs in the manufacture of paper and cardboard on paper machines made of round braided textile fiber material.
- Ropes made of braided textile fiber material come in a wide variety Configurations known. So from DE 40 35 814 A1, for example, a rope is known which consists of a core and a braided sheath in particular, the core is stretched, i.e. a low elongation behavior and has a high modulus of elasticity. Aim of this booth technology is the reduction of the relative movement between a core and a jacket surrounding this, in particular when clamping the rope to the sheath.
- the core as well as the coat are made from a multitude of thin polyamide fibers, which too different assemblies of the fiber rope are summarized.
- the coat is made from a blend of low stretch and normal stretching fibers. The number of low stretch fibers is in particular 17% to 25%.
- the fibers can also consist of polyethylene or polypropylene.
- the AT 367 112 B relates to increasing the life of a Rope made of aromatic polyamide with several layers of over a core made of rope elements.
- the rope is there from a heart braid, from one, with a twist around the heart braid beaten, made up of inner strand layer, one the outer strand layer bordering the inner strand layer, which also consists of strands, one parallel to the twist the strands of the inner strand layer have a twist, and monofilament bundles arranged between the inner and outer strand layer.
- the cardiac cord and the strands of the inner and outer Stranded layers are composed of monofilament bundles. Thereby the surface pressure on the guide lines is reduced, what increases the lifespan.
- US 4,563,869 relates to a linen plant, in particular a Heavy duty marine rope, with security features to keep people in front Preserve damage from broken rope. If all components If one rope breaks at the same time, the two separate ones fly Rope pieces away from the tear point at tremendous speed, causing the people in this area are in great danger are exposed.
- a multi-component rope preferably made of synthetic material, which consists of a certain number of components with great elongation behavior and a certain number of components with relatively little Strain behavior exists, the amount of the latter components predominates to manufacture. According to further training this idea has a plurality of the outer strands of the rope of cover threads, which are made of a material with higher Abrasion resistance are formed.
- DE 35 13 093 A1 describes a method of manufacture a slope cable as a drive element for motor vehicle sunroofs known which is sound absorbing and abrasion resistant should be.
- a device for performing the method becomes a gradient cable with a flocked thread covered.
- a coil rotates the thread-receiving plate around the central axis of the gradient cable.
- the so-called paper guide ropes consist of textile fiber material, both fibers on cellulosic Basis as well as fibers from organic chain polymers, such as polyacrylic, Polyamide, polyester, polypropylene, polyethylene, polyvinyl alcohol and the like are used.
- the as paper guide ropes Ropes used consist of ropes on the one hand twisted or beaten strands and on the other hand braided Ropes.
- the braided ropes can be used as braided hollow ropes or in the form of ropes in the core / jacket construction be applied.
- the object of the invention is the above-mentioned advantages braided Ropes, such as long service life, low operational elongation, good spliceability and high abrasion protection with the advantage of to connect roughly structured surface with twisted ropes, in order to achieve an even better paper web clamping.
- this task is based on a generic Rope according to the preamble of claim 1 by the characterizing features of claim 1 solved.
- raised points on the rope surface in the train of the braiding process or two types of fibers are targeted used with different properties. Particularly advantageous become the two measures that solve the task for themselves combined.
- a rope is provided, on the one hand, low rope elongation by maintaining it of round braiding technology and on the other hand a significantly improved one Grip combined.
- the inventive generation of the raised spots in the rope network round braided ropes are advantageously carried out over the entire length Rope circumference at regular or irregular intervals of 0.1 to 10 cm, preferably 1 to 5 cm.
- the raised places are set, for example, by setting the Braiding machine parameters, such as filling the braiding machine, Choice of stroke length etc. generated.
- Multifilament yarns or are preferably used for the braiding process Staple fiber yarns used, with single fiber titer from 1.6 to 30 dtex, preferably 6 to 25 dtex, and yarn count from 200 to 17,000 dtex, preferably 700 to 10,000 dtex, are used. These yarns are advantageously either individually or folded or rotated or used in combinations thereof.
- the yarns mentioned can be provided with a protective twist or turned and with different impregnations, for example hydrophobic finishes, abrasion protection, color pigment finishes etc., be equipped.
- Fibers based on cellulose are suitable as fiber materials Cotton, hemp, regenerated cellulose fiber and similar usable.
- fibers based on synthetic, thread-forming chain molecules are used, such as for example polyacrylnytril, polyamide, polyester, polyvinyl alcohol, Polypropylene, polyethylene and the like. Due to the good textile mechanical data, as well as sufficient chemicals and Temperature resistance in the paper machine environment are preferred Fibers based on polyamide, polyacrylic, polyester or used on a cellulose basis.
- the above task is also accomplished by using two Fiber types or fiber yarns solved in the rope, this solution either alone or in combination with those described above Features of the braided rope with raised spots application place.
- the generation of the aforementioned, design-related, Raised spots can also be used through targeted use of fibers with a profiled fiber cross section and / or insert of textured or crimped multifilament yarns and / or Staple fiber yarns in addition to the normally used smooth ones Multifilament yarns can be achieved.
- Both the use of profiled Fibers as well as yarns with crimp or texturing leads to increased bulk volume with the same fiber titer as with smooth yarns and thus to form the desired ones raised places.
- the fibers or yarns must, however be used in such a way that predominantly in the raised areas the profiled fibers or crimped multifilament yarns come to rest. Otherwise apply to the other Properties such as fiber and yarn titer, shedding, twisting, impregnation and selection of chain polymers the previous versions.
- FIG. 1 shows a paper machine in which 14 shown drying cylinder in the embodiment shown here over which the paper webs are guided. At 12 is a felt running over the drying cylinder (dashed Line). In a solid line, the rope 10 is Paper guide shown. This is done using jigs 16 stretched to the desired extent.
- the threading in the direction 18 is chosen higher (16 threads) than in the opposite direction 20 (8 threads).
- multifilament yarns are made from polyamide (PA 6) used, the base yarns used have the same titer. They have a hydrophobic finish and show a rotation of 140 T / m. Because of the different threads raised areas are formed at a distance of 1.8 cm, whereby here from the middle of the raised area to the middle of the next raised point was measured.
- PA 6 polyamide
- An embodiment is a hollow braid (example 1).
- FIG. 3 is a further embodiment of the invention in Shown a round braided rope 10, the thread in the running direction 18 is higher (14 threads) than in the opposite Running direction 20 (8-ply).
- multifilament yarns are made for the running directions Polyamide (PA 66) used and for the opposite direction 18 staple fiber yarns made of polyacrylonitrile with the same yarn count.
- the polyamide multifilament yarns are finished and hydrophobic the polyacrylonitrile staple fiber yarns are not used for advanced use.
- the raised Places 24 consist of cotton yarn with a basic titer of 9,000 dtex, which are beaten into strands of 13,500 tex.
- the others Parts 26 are made of smooth multifilament yarns with basic titer 9,000 dtex with 8 strands. Both types of yarn are included abrasion protection equipment including a color pigment component Mistake.
- the round braid is designed as a hollow rope construction.
- the raised places are at intervals of 1.8 cm to each other (measured from the center of an elevation to the center the following survey) (Example 3).
- the raised points in the direction 18 of crimped multifilament yarns are formed in which the Individual fibers are profiled in a Y-shape.
- the yarn titer is 4,500 dtex / 16 threads.
- In the opposite direction 20 are smooth multifilament yarns used with the same yarn titer and the same thread.
- the braid is a core-shell construction, the Jacket made of polyamide 6 and the beaten core 22 made of polyester fibers consists.
- the raised areas are at intervals of 1.8 cm (measured from the center of an elevation to the center of the next survey) to each other (Example 4).
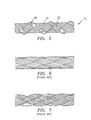
- FIG. 5 is a further exemplary embodiment of the invention round braided rope shown with raised spots, these raised areas made of textured multifilament yarns (28) with basic titer 4,500 dtex are formed, which lead to strands of 6,750 tex were beaten.
- the parts 30 and 32 consist of multifilament yarns with a basic titer of 4,500 dtex and 16 threads. The sublime Places are spaced 3.5 cm apart (measured from the middle of one elevation to the middle of the next Survey).
- the round braid is designed as a hollow rope (Example 5).
- the diameters of the aforementioned ropes are usually 5 up to 20 mm, preferably between 8 and 15 mm.
- FIG. 6 is paper guide ropes according to the prior art Technique shown, wherein in Fig. 6 is made of polyamide round braided rope (example 6) and in Fig. 7 a polyamide existing tied rope (example 7) shown are.
- the rope was attached at one point to determine the rope elongation and there were two marking points in one on the rope Installed a distance of one meter.
- the rope comes with a given Weight of 80 kg is loaded and after a minute the distance between the markings measured and the one that occurred Change in length becomes a percentage of the unloaded initial length determined and calculated.
- Examples 1-5 show that due to the measures according to the invention the grip compared to conventional round braided ropes (cf. Example 6) is significantly improved. The grip is even opposite the twisted reference rope (example 7) significantly improved. Despite this improvement in grip is in all of the invention Examples 1-5 do not significantly affect rope elongation that of the round braided reference rope deteriorated. In any case, it is much better than the rope elongation of the rotated reference rope.
Landscapes
- Ropes Or Cables (AREA)
- Paper (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Description
- möglichst lange Lebensdauer bei Laufgeschwindigkeiten von bis zu 2.500 m/min;
- geringe Betriebsdehnung der Seile, so daß die limitierten Spannwege der Seilspannstationen ausreichen, ohne daß die erforderliche Seilspannung unterschritten wird;
- Temperatur-, Feuchtigkeits- und Chemikalienbeständigkeit bei in der Papier- oder Kartonagenherstellung üblichen Bedingungen;
- gute Scheuer- bzw. Abriebbeständigkeit gegenüber den Laufrollen der Seiführungssysteme und
- gute Spleißbarkeit der Seilenden, um zu einem endlosen Seil zu gelangen.
- Fig. 1:
- eine schematische seitliche Darstellung eines Teils einer Papiermaschine, in welcher das erfindungsgemäße Seil einsetzbar ist,
- Fig. 2:
- eine erste Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 3:
- eine zweite Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 4:
- eine dritte Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 5:
- eine vierte Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 6:
- ein rundgeflochtenes Seil nach dem Stand der Technik und
- Fig. 7:
- ein gedrehtes Seil nach dem Stand der Technik.
| Beispiel | "grip" | Seildehnung |
| 1 | 170 % | 1,6 % |
| 2 | 230 % | 3,1 % |
| 3 | 210 % | 2,8 % |
| 4 | 190 % | 2,4 % |
| 5 | 220 % | 2,5 % |
| 6 (Referenz geflochten) | 100 % | 1,5 % |
| 7 (Referenz gedreht) | 150 % | 5,6 % |
Claims (10)
- Seil (10) für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen aus rundgeflochtenem textilen Fasermaterial, wobei über den Seilumfang in regelmäßigen oder unregelmäßigen Abständen erhabene Stellen (24) aufgrund eines oder mehrerer der folgenden Merkmale gebildet sind:a) unterschiedliche Mehrfädigkeit der Faser- und/oder Garnelemente in den verschiedenen Laufrichtungen (18, 20);b) unterschiedlicher konstruktiver Aufbau durch den Einsatz gedrehter Faserelemente;c) unterschiedliche Faserarten in den verschiedenen Laufrichtungen (18, 20), wobei neben den üblicherweise verwendeten glatten Garnen Faserarten mit profiliertem Faserquerschnitt, texturierte bzw. gekräuselte Multifilamentgarne und/oder texturierte bzw. gekräuselte Stapelfasergarne zur Bildung erhabener Stellen gezielt so eingesetzt werden, daß an den erhabenen Stellen vorwiegend die profilierten Fasern bzw. gekräuselten Multifilamentgarne zu liegen kommen.
- Seil nach Anspruch 1, dadurch gekennzeichnet, daß die Abstände zwischen den erhabenen Stellen zwischen 0,1 bis 10 cm, vorzugsweise 1 bis 5 cm, betragen.
- Seil nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß das Seil aus zwei Faser- und/oder Garnelementen geflochten ist.
- Seil nach einem der Ansprüche 1-3, dadurch gekennzeichnet, daß das Seil aus Multifilamentgarnen oder Stapelfasergarnen besteht, deren Einzelfasertiter 1,7 bis 30 dtex, vorzugsweise 6 bis 25 dtex, und deren Garntiter 200 dtex bis 17.000 dtex, vorzugsweise 700 dtex bis 10.000 dtex, beträgt.
- Seil nach Anspruch 4, dadurch gekennzeichnet, daß die Garne einzeln, gefacht und/oder gedreht sind.
- Seil nach Anspruch 5, dadurch gekennzeichnet, daß die Garne teilweise aus nadelgeflochten Einheiten bestehen.
- Seil nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß die Garne mit einem Schutzdrall versehen oder gedreht sind und/oder imprägniert sind.
- Seil nach einem der Ansprüche 1-7, dadurch gekennzeichnet, daß das textile Fasermaterial aus Fasern auf cellulosischer Basis besteht.
- Seil nach einem der Ansprüche 1-5, dadurch gekennzeichnet, daß das textile Fasermaterial aus Fasern auf Basis synthetischer, fadenbildender Kettenmoleküle besteht.
- Seil nach Anspruch 9, dadurch gekennzeichnet, daß das textile Fasermaterial aus Fasern auf Polyamid-, Polyacryl- oder Polyester-Basis besteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29608971U DE29608971U1 (de) | 1996-05-20 | 1996-05-20 | Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen |
| DE29608971U | 1996-05-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0808943A1 EP0808943A1 (de) | 1997-11-26 |
| EP0808943B1 true EP0808943B1 (de) | 2002-08-07 |
Family
ID=8024131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97106663A Expired - Lifetime EP0808943B1 (de) | 1996-05-20 | 1997-04-22 | Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5934168A (de) |
| EP (1) | EP0808943B1 (de) |
| KR (1) | KR100430985B1 (de) |
| CN (1) | CN1170794A (de) |
| AT (1) | ATE221937T1 (de) |
| CA (1) | CA2205711C (de) |
| DE (2) | DE29608971U1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005021863A1 (de) * | 2003-08-22 | 2005-03-10 | Teufelberger Ges.M.B.H. | Seilelement mit gedrehtem oder geflochtenem aufbau sowie ein derartiges seilelement aufweisendes seil |
| CN102926248A (zh) * | 2012-11-13 | 2013-02-13 | 江苏宝钢精密钢丝有限公司 | 一种外放线外收线型的捻股工艺 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6679151B1 (en) * | 1999-09-23 | 2004-01-20 | John Rexroad | Sheathed shrink net and support assembly |
| FR2799711B1 (fr) * | 1999-10-15 | 2002-01-11 | Montagner Sa | Corde comprenant des moyens complementaires de prehension |
| US6283004B1 (en) * | 2001-01-12 | 2001-09-04 | Taiwan Paiho Limited | Shoelace |
| CZ299498B6 (cs) * | 2001-05-16 | 2008-08-13 | Singing Rock, Spol. S R. O. | Zpusob výroby horolezeckého lana |
| EP1430176B1 (de) * | 2001-09-25 | 2006-05-10 | Mammut Tec AG | Seilartiges gebilde |
| CH694890A5 (de) * | 2001-12-05 | 2005-08-31 | Cortex Humbelin Ag | Sicherheitsfangseil. |
| NO20016259A (no) * | 2001-12-20 | 2003-03-24 | Offshore & Trawl Supply As | Trosse |
| US7228777B2 (en) * | 2004-03-22 | 2007-06-12 | William Kenyon & Sons, Inc. | Carrier rope apparatus and method |
| EP1662037A1 (de) * | 2004-11-25 | 2006-05-31 | Schiemer, Susanna | Seil oder Seilelement |
| AT501197B1 (de) * | 2004-11-25 | 2007-08-15 | Teufelberger Gmbh | Strang mit erhöhter haftung auf metallscheiben |
| US7673550B2 (en) * | 2005-03-21 | 2010-03-09 | Pentron Clincal Technologies, LLC | Fiber-reinforced composites for dental materials |
| WO2008033846A2 (en) * | 2006-09-11 | 2008-03-20 | Merimont Us | Sanitary napkin with braid |
| AT509429B1 (de) * | 2010-01-20 | 2016-09-15 | Erema | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| AT510030B1 (de) * | 2010-10-07 | 2012-01-15 | Teufelberger Gmbh | Papierführungsseil |
| KR101088834B1 (ko) * | 2011-04-12 | 2011-12-06 | 디에스알 주식회사 | 크레인용 합성섬유 로프 및 이의 제조방법 |
| USD695975S1 (en) * | 2011-09-23 | 2013-12-17 | Jennifer Beinke | Adjustable collar |
| USD695970S1 (en) * | 2011-09-23 | 2013-12-17 | Jennifer Beinke | Leash |
| JP5079926B1 (ja) * | 2012-07-04 | 2012-11-21 | 株式会社ツインズ | チューブ状ひも本体を備えたひも |
| USD695528S1 (en) * | 2012-10-17 | 2013-12-17 | Jav-Jr Llc | Woven braid |
| USD695529S1 (en) * | 2012-10-17 | 2013-12-17 | Jav-Jr Llc | Woven braid |
| USD695527S1 (en) * | 2012-10-17 | 2013-12-17 | Jav-Jr Llc | Woven braid |
| US20150047159A1 (en) * | 2013-08-15 | 2015-02-19 | Ping-Kun Lin | Slip-resistant shoelace |
| US11033078B2 (en) * | 2015-04-17 | 2021-06-15 | Intelligent Innovation LLC | Slip resistant shoelace and cord |
| US10060056B1 (en) * | 2015-05-04 | 2018-08-28 | A&P Technology, Inc. | Interlocking braided structures |
| KR102092145B1 (ko) * | 2017-04-20 | 2020-03-24 | 퇴펠베르게르 피베르 로페 게엠베하 | 크레인과 같은 호이스팅 장비용 고강도 섬유 로프 |
| CN110616580B (zh) * | 2019-09-26 | 2022-02-11 | 山东三同新材料股份有限公司 | 一种引纸绳及其制备方法 |
| CA3260236A1 (en) * | 2022-06-24 | 2025-03-24 | Kuraray Co., Ltd. | DOUBLE CABLE STRUCTURE |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2949807A (en) * | 1957-09-02 | 1960-08-23 | Bayer Ag | Fishing net or the like made of braided plastic filaments |
| US3078755A (en) * | 1961-01-27 | 1963-02-26 | Samson Cordage Works | Braided cordage |
| US3035476A (en) * | 1961-02-23 | 1962-05-22 | Samson Cordage Works | Braided cord |
| DE1803316B2 (de) * | 1968-10-16 | 1972-02-17 | Zweilagige litze oder zweilagiges seil | |
| FR2260660B1 (de) * | 1974-02-12 | 1976-11-26 | Michelin & Cie | |
| US4170921A (en) * | 1978-03-17 | 1979-10-16 | New England Ropes, Inc. | Braided rope |
| DE2853661C2 (de) * | 1978-12-13 | 1983-12-01 | Drahtseilwerk Saar GmbH, 6654 Kirkel | Kunstfaserseil |
| US4267631A (en) * | 1979-05-29 | 1981-05-19 | Chase Verlin R | Device and method for replacing rope carriers on dryer rolls of paper making machines |
| AT381967B (de) * | 1982-04-23 | 1986-12-29 | Teufelberger Gmbh | Drahtseil |
| US4563869A (en) * | 1982-05-17 | 1986-01-14 | American Manufacturing Company, Inc. | Rope with reduced lash-back construction |
| DE3513093A1 (de) * | 1985-04-12 | 1986-10-23 | Gesellschaft für Steuerungstechnik mbH & Co, 6332 Ehringshausen | Verfahren zum anbringen einer reibungs- und geraeuschmindernden zwischenlage auf einem steigungskabel |
| US4754685A (en) * | 1986-05-12 | 1988-07-05 | Raychem Corporation | Abrasion resistant braided sleeve |
| US4836080A (en) * | 1987-07-29 | 1989-06-06 | The Bentley-Harris Manufacturing Company | Vibration abrasive resistant fabric covering |
| DE8909450U1 (de) * | 1989-08-05 | 1990-11-29 | Böttcher, Manfred, 2000 Hamburg | Hebezeug |
| DE4035814A1 (de) * | 1990-11-10 | 1992-05-14 | Techtex Bremen Gmbh | Seil, insbesondere reckarmes faserseil |
| US5272796A (en) * | 1992-05-18 | 1993-12-28 | K-Swiss, Inc. | Slip resistant shoe lace and method for manufacturing same |
| JP3518617B2 (ja) * | 1993-12-13 | 2004-04-12 | 東洋紡績株式会社 | 係船索 |
| US5673546A (en) * | 1995-12-26 | 1997-10-07 | Abraham; Carl J. | Non-slip shoelaces |
-
1996
- 1996-05-20 DE DE29608971U patent/DE29608971U1/de not_active Expired - Lifetime
-
1997
- 1997-04-22 AT AT97106663T patent/ATE221937T1/de not_active IP Right Cessation
- 1997-04-22 DE DE59707902T patent/DE59707902D1/de not_active Expired - Lifetime
- 1997-04-22 EP EP97106663A patent/EP0808943B1/de not_active Expired - Lifetime
- 1997-05-19 KR KR1019970019318A patent/KR100430985B1/ko not_active Expired - Fee Related
- 1997-05-19 US US08/859,816 patent/US5934168A/en not_active Expired - Lifetime
- 1997-05-20 CA CA002205711A patent/CA2205711C/en not_active Expired - Lifetime
- 1997-05-20 CN CN97113019A patent/CN1170794A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005021863A1 (de) * | 2003-08-22 | 2005-03-10 | Teufelberger Ges.M.B.H. | Seilelement mit gedrehtem oder geflochtenem aufbau sowie ein derartiges seilelement aufweisendes seil |
| CN102926248A (zh) * | 2012-11-13 | 2013-02-13 | 江苏宝钢精密钢丝有限公司 | 一种外放线外收线型的捻股工艺 |
| CN102926248B (zh) * | 2012-11-13 | 2015-09-16 | 江苏宝钢精密钢丝有限公司 | 一种外放线外收线型的捻股工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100430985B1 (ko) | 2004-09-07 |
| US5934168A (en) | 1999-08-10 |
| DE59707902D1 (de) | 2002-09-12 |
| DE29608971U1 (de) | 1996-08-22 |
| CA2205711A1 (en) | 1997-11-20 |
| CN1170794A (zh) | 1998-01-21 |
| ATE221937T1 (de) | 2002-08-15 |
| CA2205711C (en) | 2001-04-24 |
| EP0808943A1 (de) | 1997-11-26 |
| KR970075101A (ko) | 1997-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0808943B1 (de) | Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen | |
| DE2356868C2 (de) | Endloses Seil | |
| DE68911481T2 (de) | Zusammengesetztes Kabel und Verfahren zum Herstellen eines solchen Kabels. | |
| DE68925008T3 (de) | Seil Kernlitze aus Fasern. | |
| DE69811271T2 (de) | Stahlseil mit gewellten elementen | |
| EP0150702B2 (de) | Seil aus Fäden, Garnen oder Litzen aus textilem Fasermaterial | |
| DE69405804T2 (de) | Luftreifen | |
| EP1430176B1 (de) | Seilartiges gebilde | |
| EP3392404B1 (de) | Hochfestes faserseil für hebezeuge wie krane | |
| DE69002107T2 (de) | Metalldrahtkabel zur Verstärkung von Elastomeren. | |
| DE60121671T2 (de) | Drahtseil für Kraftwagenfensterheber | |
| DE2607449A1 (de) | Seil und verfahren zu dessen herstellung | |
| EP2831337B1 (de) | Kern-mantelseil | |
| DE19526721B4 (de) | Reifencord | |
| DE19610603A1 (de) | Förderband | |
| DE69904730T2 (de) | Modisches teppichgarn und verfahren zur dessen herstellung | |
| DE4433710A1 (de) | Verbundgarn mit ausgezeichneter faltenwurfverhindernder Steifigkeit, Steifigkeit und Elastizität | |
| DE19756209A1 (de) | Technische Grobgarne sowie Verfahren zur Herstellung derselben | |
| AT501197B1 (de) | Strang mit erhöhter haftung auf metallscheiben | |
| DE2729172A1 (de) | Kabel und verfahren zu seiner herstellung | |
| AT503634A1 (de) | Seil | |
| DE1685954C3 (de) | Glasfadenkord | |
| EP3967799B1 (de) | Seil umfassend einen textilen zwirn und verfahren zur herstellung eines zwirns | |
| DE2531856C3 (de) | Kunststoffilament | |
| DE69723897T2 (de) | Metallkabel für die Verstärkung von Elastomeren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FI FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19971218 |
|
| 17Q | First examination report despatched |
Effective date: 19991112 |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FI FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 221937 Country of ref document: AT Date of ref document: 20020815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 59707902 Country of ref document: DE Date of ref document: 20020912 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021113 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030508 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040421 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20040426 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20040427 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20040428 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050422 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050423 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051230 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20060427 Year of fee payment: 10 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20071101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150429 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160425 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59707902 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20170421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20170421 |