EP0808943B1 - Cable for the driving and transport of a paper web during the manufacturing of paper or cardboard in a paper machine - Google Patents
Cable for the driving and transport of a paper web during the manufacturing of paper or cardboard in a paper machine Download PDFInfo
- Publication number
- EP0808943B1 EP0808943B1 EP97106663A EP97106663A EP0808943B1 EP 0808943 B1 EP0808943 B1 EP 0808943B1 EP 97106663 A EP97106663 A EP 97106663A EP 97106663 A EP97106663 A EP 97106663A EP 0808943 B1 EP0808943 B1 EP 0808943B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rope
- paper
- accordance
- fibre
- yarns
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/02—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/0063—Devices for threading a web tail through a paper-making machine
- D21G9/0072—Devices for threading a web tail through a paper-making machine using at least one rope
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B5/00—Making ropes or cables from special materials or of particular form
- D07B5/005—Making ropes or cables from special materials or of particular form characterised by their outer shape or surface properties
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1096—Rope or cable structures braided
Definitions
- the invention relates to a rope for taking along and passing on of paper webs in the manufacture of paper and cardboard on paper machines made of round braided textile fiber material.
- Ropes made of braided textile fiber material come in a wide variety Configurations known. So from DE 40 35 814 A1, for example, a rope is known which consists of a core and a braided sheath in particular, the core is stretched, i.e. a low elongation behavior and has a high modulus of elasticity. Aim of this booth technology is the reduction of the relative movement between a core and a jacket surrounding this, in particular when clamping the rope to the sheath.
- the core as well as the coat are made from a multitude of thin polyamide fibers, which too different assemblies of the fiber rope are summarized.
- the coat is made from a blend of low stretch and normal stretching fibers. The number of low stretch fibers is in particular 17% to 25%.
- the fibers can also consist of polyethylene or polypropylene.
- the AT 367 112 B relates to increasing the life of a Rope made of aromatic polyamide with several layers of over a core made of rope elements.
- the rope is there from a heart braid, from one, with a twist around the heart braid beaten, made up of inner strand layer, one the outer strand layer bordering the inner strand layer, which also consists of strands, one parallel to the twist the strands of the inner strand layer have a twist, and monofilament bundles arranged between the inner and outer strand layer.
- the cardiac cord and the strands of the inner and outer Stranded layers are composed of monofilament bundles. Thereby the surface pressure on the guide lines is reduced, what increases the lifespan.
- US 4,563,869 relates to a linen plant, in particular a Heavy duty marine rope, with security features to keep people in front Preserve damage from broken rope. If all components If one rope breaks at the same time, the two separate ones fly Rope pieces away from the tear point at tremendous speed, causing the people in this area are in great danger are exposed.
- a multi-component rope preferably made of synthetic material, which consists of a certain number of components with great elongation behavior and a certain number of components with relatively little Strain behavior exists, the amount of the latter components predominates to manufacture. According to further training this idea has a plurality of the outer strands of the rope of cover threads, which are made of a material with higher Abrasion resistance are formed.
- DE 35 13 093 A1 describes a method of manufacture a slope cable as a drive element for motor vehicle sunroofs known which is sound absorbing and abrasion resistant should be.
- a device for performing the method becomes a gradient cable with a flocked thread covered.
- a coil rotates the thread-receiving plate around the central axis of the gradient cable.
- the so-called paper guide ropes consist of textile fiber material, both fibers on cellulosic Basis as well as fibers from organic chain polymers, such as polyacrylic, Polyamide, polyester, polypropylene, polyethylene, polyvinyl alcohol and the like are used.
- the as paper guide ropes Ropes used consist of ropes on the one hand twisted or beaten strands and on the other hand braided Ropes.
- the braided ropes can be used as braided hollow ropes or in the form of ropes in the core / jacket construction be applied.
- the object of the invention is the above-mentioned advantages braided Ropes, such as long service life, low operational elongation, good spliceability and high abrasion protection with the advantage of to connect roughly structured surface with twisted ropes, in order to achieve an even better paper web clamping.
- this task is based on a generic Rope according to the preamble of claim 1 by the characterizing features of claim 1 solved.
- raised points on the rope surface in the train of the braiding process or two types of fibers are targeted used with different properties. Particularly advantageous become the two measures that solve the task for themselves combined.
- a rope is provided, on the one hand, low rope elongation by maintaining it of round braiding technology and on the other hand a significantly improved one Grip combined.
- the inventive generation of the raised spots in the rope network round braided ropes are advantageously carried out over the entire length Rope circumference at regular or irregular intervals of 0.1 to 10 cm, preferably 1 to 5 cm.
- the raised places are set, for example, by setting the Braiding machine parameters, such as filling the braiding machine, Choice of stroke length etc. generated.
- Multifilament yarns or are preferably used for the braiding process Staple fiber yarns used, with single fiber titer from 1.6 to 30 dtex, preferably 6 to 25 dtex, and yarn count from 200 to 17,000 dtex, preferably 700 to 10,000 dtex, are used. These yarns are advantageously either individually or folded or rotated or used in combinations thereof.
- the yarns mentioned can be provided with a protective twist or turned and with different impregnations, for example hydrophobic finishes, abrasion protection, color pigment finishes etc., be equipped.
- Fibers based on cellulose are suitable as fiber materials Cotton, hemp, regenerated cellulose fiber and similar usable.
- fibers based on synthetic, thread-forming chain molecules are used, such as for example polyacrylnytril, polyamide, polyester, polyvinyl alcohol, Polypropylene, polyethylene and the like. Due to the good textile mechanical data, as well as sufficient chemicals and Temperature resistance in the paper machine environment are preferred Fibers based on polyamide, polyacrylic, polyester or used on a cellulose basis.
- the above task is also accomplished by using two Fiber types or fiber yarns solved in the rope, this solution either alone or in combination with those described above Features of the braided rope with raised spots application place.
- the generation of the aforementioned, design-related, Raised spots can also be used through targeted use of fibers with a profiled fiber cross section and / or insert of textured or crimped multifilament yarns and / or Staple fiber yarns in addition to the normally used smooth ones Multifilament yarns can be achieved.
- Both the use of profiled Fibers as well as yarns with crimp or texturing leads to increased bulk volume with the same fiber titer as with smooth yarns and thus to form the desired ones raised places.
- the fibers or yarns must, however be used in such a way that predominantly in the raised areas the profiled fibers or crimped multifilament yarns come to rest. Otherwise apply to the other Properties such as fiber and yarn titer, shedding, twisting, impregnation and selection of chain polymers the previous versions.
- FIG. 1 shows a paper machine in which 14 shown drying cylinder in the embodiment shown here over which the paper webs are guided. At 12 is a felt running over the drying cylinder (dashed Line). In a solid line, the rope 10 is Paper guide shown. This is done using jigs 16 stretched to the desired extent.
- the threading in the direction 18 is chosen higher (16 threads) than in the opposite direction 20 (8 threads).
- multifilament yarns are made from polyamide (PA 6) used, the base yarns used have the same titer. They have a hydrophobic finish and show a rotation of 140 T / m. Because of the different threads raised areas are formed at a distance of 1.8 cm, whereby here from the middle of the raised area to the middle of the next raised point was measured.
- PA 6 polyamide
- An embodiment is a hollow braid (example 1).
- FIG. 3 is a further embodiment of the invention in Shown a round braided rope 10, the thread in the running direction 18 is higher (14 threads) than in the opposite Running direction 20 (8-ply).
- multifilament yarns are made for the running directions Polyamide (PA 66) used and for the opposite direction 18 staple fiber yarns made of polyacrylonitrile with the same yarn count.
- the polyamide multifilament yarns are finished and hydrophobic the polyacrylonitrile staple fiber yarns are not used for advanced use.
- the raised Places 24 consist of cotton yarn with a basic titer of 9,000 dtex, which are beaten into strands of 13,500 tex.
- the others Parts 26 are made of smooth multifilament yarns with basic titer 9,000 dtex with 8 strands. Both types of yarn are included abrasion protection equipment including a color pigment component Mistake.
- the round braid is designed as a hollow rope construction.
- the raised places are at intervals of 1.8 cm to each other (measured from the center of an elevation to the center the following survey) (Example 3).
- the raised points in the direction 18 of crimped multifilament yarns are formed in which the Individual fibers are profiled in a Y-shape.
- the yarn titer is 4,500 dtex / 16 threads.
- In the opposite direction 20 are smooth multifilament yarns used with the same yarn titer and the same thread.
- the braid is a core-shell construction, the Jacket made of polyamide 6 and the beaten core 22 made of polyester fibers consists.
- the raised areas are at intervals of 1.8 cm (measured from the center of an elevation to the center of the next survey) to each other (Example 4).
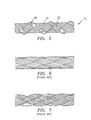
- FIG. 5 is a further exemplary embodiment of the invention round braided rope shown with raised spots, these raised areas made of textured multifilament yarns (28) with basic titer 4,500 dtex are formed, which lead to strands of 6,750 tex were beaten.
- the parts 30 and 32 consist of multifilament yarns with a basic titer of 4,500 dtex and 16 threads. The sublime Places are spaced 3.5 cm apart (measured from the middle of one elevation to the middle of the next Survey).
- the round braid is designed as a hollow rope (Example 5).
- the diameters of the aforementioned ropes are usually 5 up to 20 mm, preferably between 8 and 15 mm.
- FIG. 6 is paper guide ropes according to the prior art Technique shown, wherein in Fig. 6 is made of polyamide round braided rope (example 6) and in Fig. 7 a polyamide existing tied rope (example 7) shown are.
- the rope was attached at one point to determine the rope elongation and there were two marking points in one on the rope Installed a distance of one meter.
- the rope comes with a given Weight of 80 kg is loaded and after a minute the distance between the markings measured and the one that occurred Change in length becomes a percentage of the unloaded initial length determined and calculated.
- Examples 1-5 show that due to the measures according to the invention the grip compared to conventional round braided ropes (cf. Example 6) is significantly improved. The grip is even opposite the twisted reference rope (example 7) significantly improved. Despite this improvement in grip is in all of the invention Examples 1-5 do not significantly affect rope elongation that of the round braided reference rope deteriorated. In any case, it is much better than the rope elongation of the rotated reference rope.
Landscapes
- Ropes Or Cables (AREA)
- Paper (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Abstract
Description
Die Erfindung betrifft ein Seil für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen aus rundgeflochtenem textilen Fasermaterial.The invention relates to a rope for taking along and passing on of paper webs in the manufacture of paper and cardboard on paper machines made of round braided textile fiber material.
Seile aus geflochtenem textilen Fasermaterial sind in unterschiedlichsten Konfigurationen bekannt. So ist aus der DE 40 35 814 A1 beispielsweise ein Seil bekannt, das aus einem Kern und einem insbesondere geflochtenen Mantel besteht, wobei der Kern reckarm ausgebildet ist, d.h. ein niedriges Dehnungsverhalten und einen hohen Elastizitätsmodul aufweist. Ziel dieses Standes der Technik ist die Verminderung der Relativbewegung zwischen einem Kern und einem, diesen umgebenden Mantel, insbesondere beim Festklemmen des Seiles am Mantel. Der Kern sowie der Mantel sind aus einer Vielzahl dünner Polyamidfasern gebildet, die zu verschiedenen Baugruppen des Faserseiles zusammengefaßt sind. Der Mantel ist aus einer Mischung aus gering dehnenden und normal dehnenden Fasern gebildet. Die Anzahl gering dehnender Faser beträgt insbesondere 17% bis 25%. Dadurch wird das Dehnungsverhalten des Mantels soweit reduziert, daß es dem des Kerns entspricht, wodurch eine Relativbewegung durch unterschiedliche Dehnung verhindert wird. Gleichzeitig werden aber auch die Reibungskoeffizienten des Kernes und des Mantels einander angenähert. Die Fasern können auch aus Polyäthylen oder Polypropylen bestehen.Ropes made of braided textile fiber material come in a wide variety Configurations known. So from DE 40 35 814 A1, for example, a rope is known which consists of a core and a braided sheath in particular, the core is stretched, i.e. a low elongation behavior and has a high modulus of elasticity. Aim of this booth technology is the reduction of the relative movement between a core and a jacket surrounding this, in particular when clamping the rope to the sheath. The core as well as the coat are made from a multitude of thin polyamide fibers, which too different assemblies of the fiber rope are summarized. The coat is made from a blend of low stretch and normal stretching fibers. The number of low stretch fibers is in particular 17% to 25%. This will make the stretch behavior of the cladding reduced so that it corresponds to that of the core, which causes a relative movement through different stretching is prevented. At the same time, however, the coefficient of friction the core and the cladding approximated. The fibers can also consist of polyethylene or polypropylene.
Aus der DE 25 05 568 A1 ist die Schaffung von Kabelstrukturen bekannt, welche als Bewehrung für feste, elastische oder leicht verformbare Materialien dienen (z.B. Cord für Autoreifen) und die einen erhöhten Widerstand gegen Ermüdung und/oder Abnützung aufweisen. Der Grundgedanke liegt hier in der Verminderung der radialen Drücke bzw. Pressungen, welche zwischen den Aufbaulagen eines Kabels und zwischen diesen und der Seele herrschen. Die Bestandteile des Kabels, d.h. die Seele und zumindest eine Außenlage sind so ausgebildet, daß wenigstens zwei aufeinanderfolgende Bestandteile, die sich untereinander radial berühren, aus Materialien mit verschiedenen E-Modulen gebildet sind. Dadurch werden, da ein Bestandteil "weicher" ist, Kontaktflächen zwischen zwei Bestandteilen vergrößert und die Flächenpressung reduziert.DE 25 05 568 A1 describes the creation of cable structures known as reinforcement for solid, elastic or light deformable materials (e.g. cord for car tires) and which have increased resistance to fatigue and / or wear exhibit. The basic idea here is to reduce the radial pressures or pressures which exist between the mounting positions of a cable and between them and the soul. The Components of the cable, i.e. the soul and at least one outside location are designed so that at least two consecutive Components that touch each other radially, made of materials are formed with different moduli of elasticity. This means since one component is "softer", contact surfaces between two components enlarged and the surface pressure reduced.
Die AT 367 112 B betrifft die Steigerung der Lebensdauer eines Seiles aus aromatischem Polyamid mit mehreren Lagen von über einen Kern zum Seil geschlagenen Seilelementen. Das Seil besteht aus einer Herzlitze, aus einer, mit einem Drall um die Herzlitze geschlagenen, aus Litzen aufgebauten inneren Litzenlage, einer die innere Litzenlage außen umgrenzenden äußeren Litzenlage, welche ebenfalls aus Litzen besteht, die einen parallel zum Drall der Litzen der inneren Litzenlage verlaufenden Drall aufweisen, und zwischen der inneren und äußeren Litzenlage angeordneten Monofilbündeln. Die Herzlitze und die Litzen der inneren und äußeren Litzenlage setzen sich aus Monofilbündeln zusammen. Dadurch wird die Flächenpressung an den Führungslinien verringert, was eine Steigerung der Lebensdauer zur Folge hat. The AT 367 112 B relates to increasing the life of a Rope made of aromatic polyamide with several layers of over a core made of rope elements. The rope is there from a heart braid, from one, with a twist around the heart braid beaten, made up of inner strand layer, one the outer strand layer bordering the inner strand layer, which also consists of strands, one parallel to the twist the strands of the inner strand layer have a twist, and monofilament bundles arranged between the inner and outer strand layer. The cardiac cord and the strands of the inner and outer Stranded layers are composed of monofilament bundles. Thereby the surface pressure on the guide lines is reduced, what increases the lifespan.
Die US 4,563,869 betrifft ein Leinenwerk, insbesondere ein Schwerlast-Marineseil, mit Sicherheitsmerkmalen, um Personen vor Schädigung durch Seilbruch zu bewahren. Wenn alle Komponenten eines Seiles gleichzeitg reißen, fliegen die zwei getrennten Seilstücke vom Rißpunkt mit enormer Geschwindigkeit weg, wodurch die in diesem Bereich befindlichen Personen einer großen Gefahr ausgesetzt sind. Hier wird vorgeschlagen, ein Mehrkomponentenseil, vorzugsweise aus synthetischem Material, welches aus einer bestimmten Anzahl von Komponenten mit großem Dehnungsverhalten und einer bestimmten Anzahl von Komponenten mit relativ geringem Dehnungsverhalten besteht, wobei die Menge der letzteren Komponenten überwiegt, herzustellen. Entsprechend einer Weiterbildung dieses Gedankens weisen die Außenstränge des Seiles eine Mehrzahl von Deckfäden auf, welche aus einem Material mit höherer Abriebsfestigkeit gebildet sind.US 4,563,869 relates to a linen plant, in particular a Heavy duty marine rope, with security features to keep people in front Preserve damage from broken rope. If all components If one rope breaks at the same time, the two separate ones fly Rope pieces away from the tear point at tremendous speed, causing the people in this area are in great danger are exposed. Here it is proposed a multi-component rope, preferably made of synthetic material, which consists of a certain number of components with great elongation behavior and a certain number of components with relatively little Strain behavior exists, the amount of the latter components predominates to manufacture. According to further training this idea has a plurality of the outer strands of the rope of cover threads, which are made of a material with higher Abrasion resistance are formed.
Schließlich ist aus der DE 35 13 093 A1 ein Verfahren zur Herstellung eines Steigungskabels als Antriebselement von Kfz-Schiebedächern bekannt, welches schallabsorbierend und abriebsfest sein soll. Mit einer Vorrichtung zur Durchführung des Verfahrens wird ein in Längserstreckung bewegtes Steigungskabel mit einem beflockten Faden ummantelt. Dazu rotiert eine, eine Spule mit dem Faden aufnehmende Platte um die Mittelachse des Steigungskabels.Finally, DE 35 13 093 A1 describes a method of manufacture a slope cable as a drive element for motor vehicle sunroofs known which is sound absorbing and abrasion resistant should be. With a device for performing the method becomes a gradient cable with a flocked thread covered. For this purpose, a coil rotates the thread-receiving plate around the central axis of the gradient cable.
Neben der Anwendung in den zuvor ausgeführten unterschiedlichen Bereichen ist es bekannt, sogenannte Papierführungsseile für die Mitnahme und Weitergabe von Papierbahnen bei der Herstellung von Papier und Kartonagen auf Papiermaschinen zu verwenden. Diese Seile laufen üblicherweise in Seilführungssystemen an einer der beiden Längsseiten einer Papiermaschine. Die Hauptaufgabe derartiger Seile besteht darin, durch geeignete Seilführung und Beschaffenheit die gebildete Papierbahn zu klemmen und so beim Anfahren bzw. bei Abrissen wieder durch die einzelnen Sektionen der Papiermaschine zu transportieren. Die sogenannten Papierführungsseile müssen besonderen Anforderungen entsprechen, die wie folgt zusammengefaßt werden können:
- möglichst lange Lebensdauer bei Laufgeschwindigkeiten von bis zu 2.500 m/min;
- geringe Betriebsdehnung der Seile, so daß die limitierten Spannwege der Seilspannstationen ausreichen, ohne daß die erforderliche Seilspannung unterschritten wird;
- Temperatur-, Feuchtigkeits- und Chemikalienbeständigkeit bei in der Papier- oder Kartonagenherstellung üblichen Bedingungen;
- gute Scheuer- bzw. Abriebbeständigkeit gegenüber den Laufrollen der Seiführungssysteme und
- gute Spleißbarkeit der Seilenden, um zu einem endlosen Seil zu gelangen.
- longest possible lifespan at running speeds of up to 2,500 m / min;
- low operating elongation of the ropes, so that the limited tensioning paths of the rope tensioning stations are sufficient without falling below the required rope tension;
- Resistance to temperature, moisture and chemicals under conditions customary in the manufacture of paper or cardboard;
- good abrasion and abrasion resistance compared to the rollers of the soap guiding systems and
- good spliceability of the rope ends to get an endless rope.
Neben diesen besonderen Anforderungen ist es in allen Fällen der Anwendung des sogenannten Papierführungsseils entscheidend, daß die Papier- oder Kartonagenbahn beim Anfahren des Papierherstellungsprozesses problemlos geklemmt und von einer Sektion der Papiermaschine bis zur nächsten Sektion mitgenommen wird. Erfahrungsgemäß folgen von einer bis zu 10 Sektionen aufeinander, wobei die Anzahl der Sektionen von der Art der Papiermaschine und der Qualität des Papiers bzw. der Kartonage abhängt. Die üblichen Seillängen pro Sektion schwanken zwischen 30 m und 700 m, wobei die Papierführungsseile in konstruktiv unterschiedliche Seilführungssystemen (z.B. Ein-Seil-, Zwei-Seil- und Drei-SeilSysteme) angewandt werden.In addition to these special requirements, in all cases it is the Application of the so-called paper guide rope crucial that the paper or cardboard web when starting the paper manufacturing process easily clamped and from a section of the paper machine until the next section. According to experience follow one another up to 10 sections, with the number of sections on the type of paper machine and depends on the quality of the paper or cardboard. The usual Rope lengths per section vary between 30 m and 700 m, the paper guide ropes in different designs Rope guidance systems (e.g. one-rope, two-rope and three-rope systems) be applied.
Grundsätzlich bestehen die sogenannten Papierführungsseile aus textilem Fasermaterial, wobei sowohl Fasern auf cellulosischer Basis als auch Fasern aus organischen Kettenpolymeren, wie Polyacryl, Polyamid, Polyester, Polypropylen, Polyäthylen, Polyvinylalkohol und ähnlichem zum Einsatz gelangen. Die als Papierführungsseile eingesetzten Seile bestehen einerseits aus Seilen aus gedrehten bzw. geschlagenen Litzen und andererseits aus geflochtenen Seilen. Die geflochtenen Seile können als geflochtene Hohlseile oder auch in Form von Seilen in Kern/Mantelkonstruktion angewandt werden.Basically, the so-called paper guide ropes consist of textile fiber material, both fibers on cellulosic Basis as well as fibers from organic chain polymers, such as polyacrylic, Polyamide, polyester, polypropylene, polyethylene, polyvinyl alcohol and the like are used. The as paper guide ropes Ropes used consist of ropes on the one hand twisted or beaten strands and on the other hand braided Ropes. The braided ropes can be used as braided hollow ropes or in the form of ropes in the core / jacket construction be applied.
Weltweit haben sich die geflochtenen Papierführungsseile infolge ihrer hohen Lebensdauer, der geringen Betriebsdehnung, der hervorragenden Scheuer- und Abriebsbeständigkeit und der einfachen Spleißbarkeit gegenüber gedrehten Seilen durchgesetzt. Es gibt allerdings auch in einigen Fällen konstruktiv bedingte Verhältnisse an Papiermaschinen, in denen gedrehten Seilen der Vorzug gegeben wird, da aufgrund der grober strukturierten Oberfläche der gedrehten Seile Vorteile in der Papierbahnklemmung gegenüber der vergleichsweise glatteren Struktur von geflochtenen Seilen auftreten.Worldwide, the braided paper guide ropes have resulted their long service life, the low operational expansion, the excellent Scrub and abrasion resistance and the simple Splicability prevailed over twisted ropes. There are however, in some cases, structural conditions on paper machines in which twisted ropes are preferred is given because of the coarser textured surface The twisted ropes have advantages over paper web clamping the comparatively smoother structure of braided ropes occur.
Aufgabe der Erfindung ist es, die zuvor genannten Vorteile geflochtener Seile, wie hohe Lebensdauer, geringe Betriebsdehnung, gute Spleißbarkeit und hohen Scheuerschutz mit dem Vorteil der grob strukturierten Oberfläche bei gedrehten Seilen zu verbinden, um so zu einer noch besseren Papierbahnklemmung zu gelangen.The object of the invention is the above-mentioned advantages braided Ropes, such as long service life, low operational elongation, good spliceability and high abrasion protection with the advantage of to connect roughly structured surface with twisted ropes, in order to achieve an even better paper web clamping.
Erfindungsgemäß wird diese Aufgabe ausgehend von einem gattungsgemäßen Seil gemäß dem Oberbegriff des Anspruchs 1 durch die kennzeichnenden Merkmale des Anspruchs 1 gelöst. Erfindungsgemäß werden demnach an der Seiloberfläche erhabene Stellen im Zuge des Flechtprozesses erzeugt oder es werden gezielt zwei Faserarten mit unterschiedlichen Eigenschaften verwendet. Besonders vorteilhaft werden die beiden für sich die Aufgabe lösenden Maßnahmen kombiniert.According to the invention, this task is based on a generic Rope according to the preamble of claim 1 by the characterizing features of claim 1 solved. According to the invention accordingly, raised points on the rope surface in the train of the braiding process or two types of fibers are targeted used with different properties. Particularly advantageous become the two measures that solve the task for themselves combined.
Mit der vorliegenden Erfindung wird ein Seil an die Hand gegeben, das einerseits eine geringe Seildehnung durch Beibehaltung der Rundflechttechnologie und andererseits einen wesentlich verbesserten Grip in sich vereint.With the present invention, a rope is provided, on the one hand, low rope elongation by maintaining it of round braiding technology and on the other hand a significantly improved one Grip combined.
Die erfindungsgemäße Erzeugung der erhabenen Stellen im Seilgeflecht rundgeflochtener Seile erfolgt vorteilhaft über den gesamten Seilumfang in regelmäßigen oder unregelmäßigen Abständen von 0,1 bis 10 cm, vorzugsweise von 1 bis 5 cm. Die erhabenen Stellen werden beispielsweise durch entsprechende Einstellung der Flechtmaschinenparameter, wie dem Besetzen der Flechtmaschine, Wahl der Schlaglänge etc. erzeugt.The inventive generation of the raised spots in the rope network round braided ropes are advantageously carried out over the entire length Rope circumference at regular or irregular intervals of 0.1 to 10 cm, preferably 1 to 5 cm. The raised places are set, for example, by setting the Braiding machine parameters, such as filling the braiding machine, Choice of stroke length etc. generated.
Vorzugsweise werden für den Flechtprozeß Multifilamentgarne oder Stapelfasergarne eingesetzt, wobei Einzelfasertiter von 1,6 bis 30 dtex, vorzugsweise 6 bis 25 dtex, und Garntiter von 200 bis 17.000 dtex, vorzugsweise 700 bis 10.000 dtex, zur Anwendung gelangen. Diese genannten Garne werden vorteilhaft entweder einzeln oder gefacht oder gedreht bzw. in Kombinationen daraus eingesetzt. Die genannten Garne können mit einem Schutzdrall versehen oder gedreht und mit verschiedenen Imprägnierungen, beispielsweise hydrophoben Ausrüstungen, Scheuerschutzvivagen, Farbpigmentausrüstungen etc., ausgerüstet sein.Multifilament yarns or are preferably used for the braiding process Staple fiber yarns used, with single fiber titer from 1.6 to 30 dtex, preferably 6 to 25 dtex, and yarn count from 200 to 17,000 dtex, preferably 700 to 10,000 dtex, are used. These yarns are advantageously either individually or folded or rotated or used in combinations thereof. The yarns mentioned can be provided with a protective twist or turned and with different impregnations, for example hydrophobic finishes, abrasion protection, color pigment finishes etc., be equipped.
Als Fasermaterialien sind Fasern auf cellulosischer Basis, beispielsweise Baumwolle, Hanf, regenerierte Cellulosefaser und ähnliche verwendbar. Es können aber auch Fasern auf Basis synthetischer, fadenbildender Kettenmoleküle eingesetzt werden, wie beispielsweise Polyacrylnytril, Polyamid, Polyester, Polyvinylalkohol, Polypropylen, Polyäthylen und ähnliche. Aufgrund der guten textilmechanischen Daten, sowie ausreichender Chemikalien-und Temperaturbeständigkeit im Papiermaschinenmilieu werden vorzugsweise Fasern auf Polyamid-, Polyacryl-, Polyester-Basis bzw. auf cellulosischer Basis eingesetzt.Fibers based on cellulose, for example, are suitable as fiber materials Cotton, hemp, regenerated cellulose fiber and similar usable. However, fibers based on synthetic, thread-forming chain molecules are used, such as for example polyacrylnytril, polyamide, polyester, polyvinyl alcohol, Polypropylene, polyethylene and the like. Due to the good textile mechanical data, as well as sufficient chemicals and Temperature resistance in the paper machine environment are preferred Fibers based on polyamide, polyacrylic, polyester or used on a cellulose basis.
Die vorgenannte Aufgabe wird auch durch die Verwendung von zwei Faserarten bzw. Fasergarnen im Seil gelöst, wobei diese Lösung entweder alleine oder in Kombination mit den oben beschriebenen Merkmalen des geflochtenen Seils mit erhabenen Stellen Anwendung findet. Die Erzeugung von den vorgenannten, konstruktiv bedingten, erhabenen Stellen kann zusätzlich durch gezielten Einsatz von Fasern mit profiliertem Faserquerschnitt und/oder Einsatz von texturierten bzw. gekräuselten Multifilamentgarnen und/oder Stapelfasergarnen neben den üblicherweise verwendeten glatten Multifilamentgarnen erreicht werden. Sowohl der Einsatz von profilierten Fasern als auch von Garnen mit Kräuselung oder Texturierung führt zu erhöhtem Bauschvolumen bei gleichem Fasertiter wie bei glatten Garnen und damit zur Ausbildung von den gewünschten erhabenen Stellen. Die Fasern bzw. Garne müssen allerdings gezielt so eingesetzt werden, daß an den erhabenen Stellen vorwiegend die profilierten Fasern bzw. gekräuselten Multifilamentgarne zu liegen kommen. Im übrigen gelten bezüglich der anderen Eigenschaften wie Faser- und Garntiter, Fachung, Drehung, Imprägnierung und Auswahl der Kettenpolymere die bisherigen Ausführungen.The above task is also accomplished by using two Fiber types or fiber yarns solved in the rope, this solution either alone or in combination with those described above Features of the braided rope with raised spots application place. The generation of the aforementioned, design-related, Raised spots can also be used through targeted use of fibers with a profiled fiber cross section and / or insert of textured or crimped multifilament yarns and / or Staple fiber yarns in addition to the normally used smooth ones Multifilament yarns can be achieved. Both the use of profiled Fibers as well as yarns with crimp or texturing leads to increased bulk volume with the same fiber titer as with smooth yarns and thus to form the desired ones raised places. The fibers or yarns must, however be used in such a way that predominantly in the raised areas the profiled fibers or crimped multifilament yarns come to rest. Otherwise apply to the other Properties such as fiber and yarn titer, shedding, twisting, impregnation and selection of chain polymers the previous versions.
Bezüglich der Profilierung des Faserquerschnittes kommen insbesondere synthetische Fasern, welchen bei der Faserherstellung durch spezielle Ausführung der Düsenlöcher eine geometrisch definierte Querschnittsform, wie beispielsweise Y, mitgegeben wurde, besondere Bedeutung zu. Hinsichtlich der Texturierung bzw. Kräuselung von Multifilamentgarnen kommen alle derzeit gängigen Verfahren in Frage, so lange nur eine Erhöhung des Garnvolumens bewirkt wird.Regarding the profiling of the fiber cross-section come in particular synthetic fibers used in fiber production a geometrically defined through special execution of the nozzle holes Cross-sectional shape, such as Y, was given, special meaning too. With regard to the texturing or Crimping of multifilament yarns are all common today Process in question, as long as only an increase in yarn volume is effected.
Weitere Einzelheiten und Vorteile der Erfindung ergeben sich aus den in der Zeichnung dargestellten Ausführungsformen der vorliegenden Erfindung. Es zeigen:
- Fig. 1:
- eine schematische seitliche Darstellung eines Teils einer Papiermaschine, in welcher das erfindungsgemäße Seil einsetzbar ist,
- Fig. 2:
- eine erste Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 3:
- eine zweite Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 4:
- eine dritte Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 5:
- eine vierte Ausführungsform eines erfindungsgemäßen Seiles,
- Fig. 6:
- ein rundgeflochtenes Seil nach dem Stand der Technik und
- Fig. 7:
- ein gedrehtes Seil nach dem Stand der Technik.
- Fig. 1:
- 2 shows a schematic lateral representation of part of a paper machine in which the rope according to the invention can be used,
- Fig. 2:
- a first embodiment of a rope according to the invention,
- Fig. 3:
- a second embodiment of a rope according to the invention,
- Fig. 4:
- a third embodiment of a rope according to the invention,
- Fig. 5:
- a fourth embodiment of a rope according to the invention,
- Fig. 6:
- a round braided rope according to the state of the art and
- Fig. 7:
- a twisted rope according to the prior art.
In Fig. 1 ist eine Papiermaschine dargestellt, in welcher mit 14
in der hier dargestellten Ausführungsform Trockenzylinder dargestellt
sind, über welche die Papierbahnen geführt werden. Mit 12
ist ein über die Trockenzylinder laufender Filz bezeichnet (gestrichelte
Linie). In durchgezogener Linie ist das Seil 10 zur
Papierführung dargestellt. Dieses wird über Spannvorrichtungen
16 im gewünschten Maß gespannt.1 shows a paper machine in which 14
shown drying cylinder in the embodiment shown here
over which the paper webs are guided. At 12
is a felt running over the drying cylinder (dashed
Line). In a solid line, the
In Fig. 2 ist eine erste Ausführungsform der vorliegenden Erfindung
gezeigt. Die Fädigkeit in Laufrichtung 18 ist höher gewählt
(16-fädig) als in entgegengesetzter Laufrichtung 20 (8-fädig).
Im hier gezeigten Beispiel werden Multifilamentgarne aus Polyamid
(PA 6) verwendet, wobei die eingesetzten Grundgarne den
gleichen Titer aufweisen. Sie sind hydrophob aviviert und weisen
eine Drehung von 140 T/m auf. Durch die unterschiedliche Fädigkeit
werden erhabene Stellen im Abstand von 1,8 cm gebildet, wobei
hier von der Mitte der erhabenen Stelle bis zur Mitte der
nächsten erhabenen Stelle gemessen wurde. Im hier vorliegenden
Ausführungsbeispiel ist ein Hohlgeflecht realisiert (Beispiel
1).2 is a first embodiment of the present invention
shown. The threading in the
In Fig. 3 ist ein weiteres Ausführungsbeispiel der Erfindung in
Form eines rundgeflochtenen Seiles 10 dargestellt, wobei die Fädigkeit
in Laufrichtung 18 höher (14-fädig) ist als in entgegengesetzter
Laufrichtung 20 (8-fädig). Im gezeigten Ausführungsbeispiel
werden für die Laufrichtungen 20 Multifilamentgarne aus
Polyamid (PA 66) verwendet und für die entgegengesetzte Laufrichtung
18 Stapelfasergarne aus Polyacrylnitril gleichen Garntiters.
Die Polyamidmultifilamentgarne sind hydrophob aviviert und
die Polyacrylnitril-Stapelfasergarne sind nicht aviviert eingesetzt.
Außerdem ist hier eine Kern-Mantelkonstruktion des Seiles
10 gewählt, wobei ein Kern 22 aus geschlagenen Polyamidgarnen
(PA 66) besteht. Durch die unterschiedliche Fädigkeit werden erhabene
Stellen im Abstand von 1,8 cm (gemessen von der Mitte
einer Erhebung zur Mitte der nächstfolgenden Erhebung) gebildet
(Beispiel 2).3 is a further embodiment of the invention in
Shown a
In Fig. 4 ist eine dritte Ausführungsform der Erfindung in Form
eines rundgeflochtenen Seiles 10 gezeigt, wobei die erhabenen
Stellen 24 aus Baumwollgarnen mit Grundtiter 9.000 dtex bestehen,
welche zu Litzen von 13.500 tex geschlagen werden. Die anderen
Teile 26 werden aus glatten Multifilamentgarnen mit Grundtiter
9.000 dtex 8-fädig gebildet. Beide Garnarten sind mit
einer Scheuerschutzausrüstung inklusive eines Farbpigmentanteils
versehen. Das Rundgeflecht ist als Hohlseilkonstruktion ausgeführt.
Die erhabenen Stellen befinden sich in Abständen von 1,8
cm zueinander (gemessen von der Mitte einer Erhebung zur Mitte
der folgenden Erhebung) (Beispiel 3).4 is a third embodiment of the invention in shape
of a
Eine weitere Ausführungsform der Erfindung kann unter nochmaliger
Heranziehung der Fig. 3 erläutert werden, wobei bei diesem
Ausführungsbeispiel die erhabenen Stellen in Laufrichtung 18 von
gekräuselten Multifilamentgarnen gebildet werden, bei denen die
Einzelfasern Y-förmig profiliert sind. Der Garntiter beträgt
4.500 dtex/16-fädig. In entgegengesetzter Laufrichtung 20 werden glatte Multifilamentgarne
mit gleichem Garntiter und gleicher Fädigkeit eingesetzt.
Das Geflecht ist eine Kern-Mantelkonstruktion, wobei der
Mantel aus Polyamid 6 und der geschlagene Kern 22 aus Polyesterfasern
besteht. Die erhabenen Stellen befinden sich in Abständen
von 1,8 cm (gemessen von der Mitte einer Erhebung zur Mitte der
nächstfolgenden Erhebung) zueinander (Beispiel 4).Another embodiment of the invention can be repeated
3 are explained, with this
Embodiment the raised points in the
In Fig. 5 ist als weiteres Ausführungsbeispiel der Erfindung ein
rundgeflochtenes Seil mit erhabenen Stellen gezeigt, wobei diese
erhabenen Stellen aus texturierten Multifilamentgarnen (28) mit Grundtiter
4.500 dtex gebildet werden, welche zu Litzen von 6.750 tex
geschlagen wurden. Die Teile 30 und 32 bestehen aus Multifilamentgarnen
mit Grundtiter 4.500 dtex und sind 16-fädig. Die erhabenen
Stellen befinden sich in Abständen von 3,5 cm zueinander
(gemessen von der Mitte einer Erhebung zur Mitte der nächsten
Erhebung). Das Rundgeflecht ist hier als Hohlseil ausgeführt
(Beispiel 5).5 is a further exemplary embodiment of the invention
round braided rope shown with raised spots, these
raised areas made of textured multifilament yarns (28) with basic titer
4,500 dtex are formed, which lead to strands of 6,750 tex
were beaten. The
Die Durchmesser der vorgenannten Seile weisen üblicherweise 5 bis 20 mm, vorzugsweise zwischen 8 und 15 mm auf.The diameters of the aforementioned ropes are usually 5 up to 20 mm, preferably between 8 and 15 mm.
In den Fig. 6 und 7 sind Papierführungsseile nach dem Stand der Technik gezeigt, wobei in Fig. 6 ein aus Polyamid bestehendes rundgeflochtenes Seil (Beispiel 6) und in Fig. 7 ein aus Polyamid bestehendes geschlagenes Seil (Beispiel 7) dargestellt sind.6 and 7 are paper guide ropes according to the prior art Technique shown, wherein in Fig. 6 is made of polyamide round braided rope (example 6) and in Fig. 7 a polyamide existing tied rope (example 7) shown are.
Um die verbesserten Eigenschaften der nach der Erfindung hergestellten Seile in Vergleich zu herkömmlichen Papierführungsseilen, wie sie in den Fig. 6 und 7 als Beispiele 6 und 7 gezeigt sind, darzustellen, wurden Vergleichsversuche durchgeführt. Zum einen wurde der sogenannte "Grip", d.h. die "Griffigkeit" der erfindungsgemäßen Seile bestimmt. Zum anderen wurde die Seildehnung gemessen.To the improved properties of the manufactured according to the invention Ropes compared to conventional paper guide ropes, as shown in FIGS. 6 and 7 as Examples 6 and 7 comparative tests were carried out. To the one was the so-called "grip", i.e. the "grip" of the Ropes according to the invention determined. The second was rope stretching measured.
Zur Messung des "Grip" werden zwei Seile gleicher Herstellungsart an einem Punkt befestigt und straff nebeneinander gehalten. In dem zwischen den beiden Seilen gebildeten Spalt wird ein Papierblatt eingeklemmt und an einem Ende mit einer Federwaage mit einer gleichmäßigen Geschwindigkeit durch den Spalt gezogen. Die benötigte Kraft kann in Gramm abgelesen werden und stellt ein Maß für den "Grip" dar. Bei den hier durchgeführten Vergleichsuntersuchungen wurden sämtliche Beispiele unter gleichen Versuchsbedingungen untersucht. Der Wert für das Beispiel 6, d.h. das rundgeflochtene Seil nach dam Stand der Technik wurde 100% gleichgesetzt. Die restlichen Werte sind also auf diesen Wert zurückbezogen.To measure the "grip", two ropes of the same type of manufacture are used attached at one point and held tightly side by side. In the gap formed between the two ropes there is a sheet of paper pinched and at one end with a spring balance pulled through the gap at a constant speed. The required force can be read off in grams and adjusts Measure for the "grip". In the comparative investigations carried out here were all examples under the same experimental conditions examined. The value for Example 6, i.e. the round braided rope according to the state of the art was 100% equated. The remaining values are on this value retrospectively.
Zur Bestimmung der Seildehnung wurde das Seil an einem Punkt befestigt und es wurden am Seil zwei Markierungspunkte in einem Abstand von einem Meter angebracht. Das Seil wird mit einem vorgegebenen Gewicht von 80 kg belastet und nach einer Minute wird der Abstand zwischen den Markierungen gemessen und die aufgetretene Längenänderung wird in Prozent zur nichtbelasteten Ausgangslänge bestimmt und errechnet.The rope was attached at one point to determine the rope elongation and there were two marking points in one on the rope Installed a distance of one meter. The rope comes with a given Weight of 80 kg is loaded and after a minute the distance between the markings measured and the one that occurred Change in length becomes a percentage of the unloaded initial length determined and calculated.
In der folgenden Tabelle sind die für die unterschiedlichen Beispiele
1-7 (bei denen Seile mit einem Außendurchmesser von jeweils
12 mm gewählt wurden) aufgenommenen Werte aufgeführt:
Die Beispiele 1-5 zeigen, daß aufgrund der erfindungsgemäßen Maßnahmen der Grip gegenüber üblichen rundgeflochtenen Seilen (vgl. Beispiel 6) entscheidend verbessert ist. Der Grip ist sogar gegenüber dem gedrehten Referenzseil (Beispiel 7) deutlich verbessert. Trotz dieser Verbesserung des Grips ist in allen erfindungsgemäßen Beispielen 1-5 die Seildehnung nicht wesentlich gegenüber derjenigen des rundgeflochtenen Referenzseils verschlechtert. Sie ist in jedem Fall wesentlich besser als die Seildehnung des gedrehten Referenzseiles.Examples 1-5 show that due to the measures according to the invention the grip compared to conventional round braided ropes (cf. Example 6) is significantly improved. The grip is even opposite the twisted reference rope (example 7) significantly improved. Despite this improvement in grip is in all of the invention Examples 1-5 do not significantly affect rope elongation that of the round braided reference rope deteriorated. In any case, it is much better than the rope elongation of the rotated reference rope.
Claims (10)
- A rope (10) for the driving and passing on of paper webs in the manufacture of paper and cardboard on paper machines from round-braided textile fibre material, with raised points (24) being formed at regular or irregular intervals around the rope periphery on the basis of one or more of the following features:a) different multi-ply of the fibre and/or yarn elements in the different machine directions (18, 20);b) different constructional design due to the use of turned fibre elements;c) different fibre kinds in the different machine directions (18, 20), with fibre kinds having profiled fibre cross-sections, textured and/or crimped multi-filament yarns and/or textured or crimped staple fibre yarns being directly used in addition to the conventionally used smooth yearns to form raised points such that mainly the profiled fibres or the crimped multi-filament yarns come to rest at the raised points.
- A rope in accordance with claim 1, characterised in that the intervals between the raised points are between 0.1 to 10 cm, preferably 1 to 5 cm.
- A rope in accordance with either of claims 1 or 2, characterised in that the rope is braided from two fibre elements and/or yarn elements.
- A rope in accordance with any of claims 1-3, characterised in that the rope consists of multi-filament yarns or staple fibre yarns whose individual fibre count is 1.7 to 30 dtex, preferably 6 to 25 dtex, and whose yarn count is 200 dtex to 17,000 dtex, preferably 700 dtex to 10,000 dtex.
- A rope in accordance with claim 4, characterised in that the yarns are single, plied and/or turned.
- A rope in accordance with claim 5, characterised in that the yarns are made in part of needle-braided units.
- A rope in accordance with either of claims 4 or 5, characterised in that the yearns are provided with a protective twist or are turned and/or impregnated.
- A rope in accordance with any of claims 1 to 7, characterised in that the textile fibre material consists of fibres on a cellulose basis.
- A rope in accordance with any of claims 1-5, characterised in that the textile fibre material consists of fibres on the basis of synthetic, thread-forming chain molecules.
- A rope in accordance with claim 9, characterised in that the textile fibre material consists of fibres on the basis of polyamide, polyacrylate or polyester.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29608971U DE29608971U1 (en) | 1996-05-20 | 1996-05-20 | Rope for taking along and passing on paper webs in the production of paper and cardboard on paper machines |
| DE29608971U | 1996-05-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0808943A1 EP0808943A1 (en) | 1997-11-26 |
| EP0808943B1 true EP0808943B1 (en) | 2002-08-07 |
Family
ID=8024131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97106663A Expired - Lifetime EP0808943B1 (en) | 1996-05-20 | 1997-04-22 | Cable for the driving and transport of a paper web during the manufacturing of paper or cardboard in a paper machine |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5934168A (en) |
| EP (1) | EP0808943B1 (en) |
| KR (1) | KR100430985B1 (en) |
| CN (1) | CN1170794A (en) |
| AT (1) | ATE221937T1 (en) |
| CA (1) | CA2205711C (en) |
| DE (2) | DE29608971U1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005021863A1 (en) * | 2003-08-22 | 2005-03-10 | Teufelberger Ges.M.B.H. | Rope element with twisted or braided structure and rope comprising a corresponding rope element |
| CN102926248A (en) * | 2012-11-13 | 2013-02-13 | 江苏宝钢精密钢丝有限公司 | Stranding technology for external uncoiling and external coiling |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6679151B1 (en) * | 1999-09-23 | 2004-01-20 | John Rexroad | Sheathed shrink net and support assembly |
| FR2799711B1 (en) * | 1999-10-15 | 2002-01-11 | Montagner Sa | ROPE COMPRISING ADDITIONAL GRIPPING MEANS |
| US6283004B1 (en) * | 2001-01-12 | 2001-09-04 | Taiwan Paiho Limited | Shoelace |
| CZ299498B6 (en) * | 2001-05-16 | 2008-08-13 | Singing Rock, Spol. S R. O. | Mountain climbing rope production process |
| EP1430176B1 (en) * | 2001-09-25 | 2006-05-10 | Mammut Tec AG | Rope-like structure |
| CH694890A5 (en) * | 2001-12-05 | 2005-08-31 | Cortex Humbelin Ag | Safety-rope. |
| NO20016259A (en) * | 2001-12-20 | 2003-03-24 | Offshore & Trawl Supply As | Trosse |
| US7228777B2 (en) * | 2004-03-22 | 2007-06-12 | William Kenyon & Sons, Inc. | Carrier rope apparatus and method |
| AT501197B1 (en) * | 2004-11-25 | 2007-08-15 | Teufelberger Gmbh | STRAND WITH INCREASED LIABILITY ON METAL WASHERS |
| EP1662037A1 (en) * | 2004-11-25 | 2006-05-31 | Schiemer, Susanna | Rope or rope element |
| US7673550B2 (en) * | 2005-03-21 | 2010-03-09 | Pentron Clincal Technologies, LLC | Fiber-reinforced composites for dental materials |
| BRPI0716976A2 (en) * | 2006-09-11 | 2014-01-21 | Merimont Us | Hygienic ABSORBENT WITH BRAID |
| AT509429B1 (en) * | 2010-01-20 | 2016-09-15 | Erema | METHOD FOR PRODUCING A POLYMERIC MATERIAL FILLED WITH LONGER FIBERS |
| AT510030B1 (en) * | 2010-10-07 | 2012-01-15 | Teufelberger Gmbh | PAPER GUIDE ROPE |
| KR101088834B1 (en) * | 2011-04-12 | 2011-12-06 | 디에스알 주식회사 | Synthetic fiber rope for crane and the making method of it |
| USD695975S1 (en) * | 2011-09-23 | 2013-12-17 | Jennifer Beinke | Adjustable collar |
| USD695970S1 (en) * | 2011-09-23 | 2013-12-17 | Jennifer Beinke | Leash |
| JP5079926B1 (en) * | 2012-07-04 | 2012-11-21 | 株式会社ツインズ | A string with a tubular string body |
| US20150047159A1 (en) * | 2013-08-15 | 2015-02-19 | Ping-Kun Lin | Slip-resistant shoelace |
| US11033078B2 (en) * | 2015-04-17 | 2021-06-15 | Intelligent Innovation LLC | Slip resistant shoelace and cord |
| US10060056B1 (en) * | 2015-05-04 | 2018-08-28 | A&P Technology, Inc. | Interlocking braided structures |
| US10808355B2 (en) * | 2017-04-20 | 2020-10-20 | Teufelberger Fiber Rope Gmbh | High-strength fibre rope for hoisting equipment such as cranes |
| CN110616580B (en) * | 2019-09-26 | 2022-02-11 | 山东三同新材料股份有限公司 | Paper guiding rope and preparation method thereof |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2949807A (en) * | 1957-09-02 | 1960-08-23 | Bayer Ag | Fishing net or the like made of braided plastic filaments |
| US3078755A (en) * | 1961-01-27 | 1963-02-26 | Samson Cordage Works | Braided cordage |
| US3035476A (en) * | 1961-02-23 | 1962-05-22 | Samson Cordage Works | Braided cord |
| DE1803316B2 (en) * | 1968-10-16 | 1972-02-17 | TWO-LAYER STRAND OR TWO-LAYER ROPE | |
| FR2260660B1 (en) * | 1974-02-12 | 1976-11-26 | Michelin & Cie | |
| US4170921A (en) * | 1978-03-17 | 1979-10-16 | New England Ropes, Inc. | Braided rope |
| DE2853661C2 (en) * | 1978-12-13 | 1983-12-01 | Drahtseilwerk Saar GmbH, 6654 Kirkel | Synthetic fiber rope |
| US4267631A (en) * | 1979-05-29 | 1981-05-19 | Chase Verlin R | Device and method for replacing rope carriers on dryer rolls of paper making machines |
| AT381967B (en) * | 1982-04-23 | 1986-12-29 | Teufelberger Gmbh | WIRE ROPE |
| US4563869A (en) * | 1982-05-17 | 1986-01-14 | American Manufacturing Company, Inc. | Rope with reduced lash-back construction |
| DE3513093A1 (en) * | 1985-04-12 | 1986-10-23 | Gesellschaft für Steuerungstechnik mbH & Co, 6332 Ehringshausen | Process for applying a friction-reducing and noise-reducing intermediate layer to a pitch cable |
| US4754685A (en) * | 1986-05-12 | 1988-07-05 | Raychem Corporation | Abrasion resistant braided sleeve |
| US4836080A (en) * | 1987-07-29 | 1989-06-06 | The Bentley-Harris Manufacturing Company | Vibration abrasive resistant fabric covering |
| DE8909450U1 (en) * | 1989-08-05 | 1990-11-29 | Böttcher, Manfred, 2000 Hamburg | Hoist |
| DE4035814A1 (en) * | 1990-11-10 | 1992-05-14 | Techtex Bremen Gmbh | Low stretch rope - has core of low stretch fibres and mantle with mixture of low strength and normal stretch fibres |
| US5272796A (en) * | 1992-05-18 | 1993-12-28 | K-Swiss, Inc. | Slip resistant shoe lace and method for manufacturing same |
| JP3518617B2 (en) * | 1993-12-13 | 2004-04-12 | 東洋紡績株式会社 | Mooring line |
| US5673546A (en) * | 1995-12-26 | 1997-10-07 | Abraham; Carl J. | Non-slip shoelaces |
-
1996
- 1996-05-20 DE DE29608971U patent/DE29608971U1/en not_active Expired - Lifetime
-
1997
- 1997-04-22 EP EP97106663A patent/EP0808943B1/en not_active Expired - Lifetime
- 1997-04-22 DE DE59707902T patent/DE59707902D1/en not_active Expired - Lifetime
- 1997-04-22 AT AT97106663T patent/ATE221937T1/en not_active IP Right Cessation
- 1997-05-19 KR KR1019970019318A patent/KR100430985B1/en not_active IP Right Cessation
- 1997-05-19 US US08/859,816 patent/US5934168A/en not_active Expired - Lifetime
- 1997-05-20 CA CA002205711A patent/CA2205711C/en not_active Expired - Lifetime
- 1997-05-20 CN CN97113019A patent/CN1170794A/en active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005021863A1 (en) * | 2003-08-22 | 2005-03-10 | Teufelberger Ges.M.B.H. | Rope element with twisted or braided structure and rope comprising a corresponding rope element |
| CN102926248A (en) * | 2012-11-13 | 2013-02-13 | 江苏宝钢精密钢丝有限公司 | Stranding technology for external uncoiling and external coiling |
| CN102926248B (en) * | 2012-11-13 | 2015-09-16 | 江苏宝钢精密钢丝有限公司 | The sth. made by twisting stock technique of the outer wire-winding type of a kind of outer unwrapping wire |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0808943A1 (en) | 1997-11-26 |
| CN1170794A (en) | 1998-01-21 |
| KR100430985B1 (en) | 2004-09-07 |
| DE29608971U1 (en) | 1996-08-22 |
| KR970075101A (en) | 1997-12-10 |
| DE59707902D1 (en) | 2002-09-12 |
| CA2205711A1 (en) | 1997-11-20 |
| US5934168A (en) | 1999-08-10 |
| CA2205711C (en) | 2001-04-24 |
| ATE221937T1 (en) | 2002-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0808943B1 (en) | Cable for the driving and transport of a paper web during the manufacturing of paper or cardboard in a paper machine | |
| DE2356868C2 (en) | Endless rope | |
| DE68911481T2 (en) | Composite cable and method of making such a cable. | |
| DE68925008T3 (en) | Rope core strand made of fibers. | |
| DE69811271T2 (en) | STEEL ROPE WITH CORRUGATED ELEMENTS | |
| EP0150702B2 (en) | Rope formed of threads, yarns or twines made of textile fibrous material | |
| DE69405804T2 (en) | tire | |
| DE69002107T2 (en) | Metal wire cable for the reinforcement of elastomers. | |
| DE60121671T2 (en) | Wire rope for motor vehicle window lifter | |
| DE2607449A1 (en) | ROPE AND METHOD FOR MANUFACTURING IT | |
| EP2831337B1 (en) | Core-sheath rope | |
| EP3392404A1 (en) | High strength fibre cable for hoisting equipment such as cranes | |
| DE19526721B4 (en) | tire cord | |
| EP1815061B1 (en) | Strand with increased adherence to metal disks | |
| AT503634A1 (en) | ROPE | |
| DE19610603A1 (en) | Conveyor belt | |
| DE69904730T2 (en) | FASHIONABLE CARPET YARN AND METHOD FOR THE PRODUCTION THEREOF | |
| DE4433710A1 (en) | Composite yarn with excellent crease-resist stiffness, stiffness and elasticity | |
| DE19756209A1 (en) | Coarse industrial yarn for use in friction claddings and production of packaging materials, cords, cables, woven and knitted materials and woven belts | |
| DE2729172A1 (en) | Cable with synthetic yarn core in metal jacket - helical wires enclose parallel aromatic polyamide filaments bundle | |
| DE1685954C3 (en) | Fiberglass cord | |
| DE2531856C3 (en) | Synthetic filament | |
| DE69723897T2 (en) | Metal cable for reinforcement of elastomers | |
| DE4125209C2 (en) | toothed belt | |
| EP3669022B1 (en) | Musical string |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FI FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19971218 |
|
| 17Q | First examination report despatched |
Effective date: 19991112 |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FI FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 221937 Country of ref document: AT Date of ref document: 20020815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 59707902 Country of ref document: DE Date of ref document: 20020912 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021113 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030508 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040421 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20040426 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20040427 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20040428 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050422 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050423 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051230 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20060427 Year of fee payment: 10 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20071101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150429 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160425 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59707902 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20170421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20170421 |