EP0762549A2 - Elektrischer Verbinder - Google Patents
Elektrischer Verbinder Download PDFInfo
- Publication number
- EP0762549A2 EP0762549A2 EP96113146A EP96113146A EP0762549A2 EP 0762549 A2 EP0762549 A2 EP 0762549A2 EP 96113146 A EP96113146 A EP 96113146A EP 96113146 A EP96113146 A EP 96113146A EP 0762549 A2 EP0762549 A2 EP 0762549A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing part
- contact elements
- lower housing
- electrical connector
- connection points
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 14
- 239000004020 conductor Substances 0.000 claims description 10
- 238000000926 separation method Methods 0.000 claims description 4
- 229910000679 solder Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 abstract description 5
- 239000011888 foil Substances 0.000 abstract 1
- 239000011810 insulating material Substances 0.000 abstract 1
- 238000005516 engineering process Methods 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 239000000969 carrier Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/502—Bases; Cases composed of different pieces
- H01R13/506—Bases; Cases composed of different pieces assembled by snap action of the parts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/66—Structural association with built-in electrical component
- H01R13/6608—Structural association with built-in electrical component with built-in single component
- H01R13/6633—Structural association with built-in electrical component with built-in single component with inductive component, e.g. transformer
Definitions
- the invention relates to a connector according to the preamble of claim 1.
- a connector for an airbag system in the housing of which, in addition to an electrical component, a plurality of stamped contact elements are arranged, which are equipped with plug contacts for connecting corresponding connecting lines.
- Such connectors are dimensioned extremely small due to the limited space in motor vehicles, so that the positioning and connection of individual contact elements in the housing is extremely precise and accordingly expensive.
- DE 43 10 369 C2 describes a contact set for a connector which is made from a one-piece stamped and bent part. After the shaping process has been completed, the non-separated stamped and bent part is assembled with an electrical component and with connecting lines. Only then is the stamped and bent part separated into individual conductor tracks, either immediately afterwards or by closing a two-part housing, with cutting pins on the housing separating the inserted contact set at predetermined breaking points.
- the special design of the housing is shown in DE 44 13 756 C1, at least one housing part having means for positioning and locking the contact set, which do not require any additional method steps.
- the complexity of the assembled contact set before installation in the housing, regardless of whether the conductor tracks have already been separated, requires extremely complex and correspondingly expensive handling technology due to the minimal dimensions of the connector.
- a dimensionally stable plastic part consisting of two half-shells is provided to cover the transition from a cable harness to a plug.
- the two Half-shells are hinged together and foldable lockable.
- EP 0 332 866 A2 describes a manufacturing method for a multiple socket, in which, after the stamped part has been bent and aligned, the material bridges which connect the individual contact elements to one another are severed, followed by realignment and the encapsulation of the contact set.
- the invention is therefore based on the object of designing an electrical connector according to the preamble of claim 1 in such a way that a positionally accurate and effort-saving assembly is possible with minimal space and with the least possible outlay on parts.
- the electrical connector according to claim 1 has the advantage that vibrations of the vehicle do not affect the contact points and stress them, since all components within the connector are positioned by a corresponding design of the housing.
- the conductors and the contact points are fixed by means of mandrels which are formed on one of the housing parts, or pressed against the other housing part in a precisely positioned manner. Furthermore, it is possible to fix the components using appropriately shaped mounting profiles.
- the fitting of the contact elements or the housing with an electrical component is supported by receiving profiles formed in the lower part of the housing, since the minimal dimensions of the overall system lead to problems even with slight tolerances.
- the mounting profile serves as an insertion aid so that slight deviations can be compensated for.
- the connection arms of the electrical component are clamped in the connection points and then soldered, so that here a double attachment takes place, whereby contacting defects are almost impossible.
- the housing is protected by the locking of the upper and lower part against the entry of foreign bodies, so that this also does not affect the function.
- the method according to claim 5 has the advantage that the manufacture of the one-piece stamped and bent part and the separation into three separate contact elements takes place in one process step in one tool. After the webs have been removed, the contact elements are held in position in the tool in relation to the shape of the housing and inserted synchronously into the housing part. The exact alignment of the contact elements to one another and to the housing part is therefore already predetermined by the tool.
- This assembly process is neither complex in terms of process technology nor mechanical engineering and, despite the minimal dimensions of the components, ensures a high positional accuracy, which enables the bottom part of the housing to be easily fitted with the three contact elements.
- the subsequent fixing of the contact elements to the lower part of the housing is carried out by materially deforming thorns. The correctness of the fixation can be checked optically.
- the three contact elements are attached directly to the upper or lower part of the housing. Due to the new procedure, the fastening of the undivided is no longer necessary one-piece stamped and bent part on a support body, which then served as a sufficiently stable base for the separation process, and later ensured that even after separating the connecting webs, the then separated conductor tracks kept their distance from each other. Due to the exact arrangement of the contact elements in the housing, the subsequent assembly and connection of the electrical components is also unproblematic.
- the connector is assembled with cables using various types of connection points, which are either freely accessible for subsequent connection after the housing has been closed, or which are suitable for immediate connection within the housing.
- Such a design of the connector supports the manufacturing process.
- the soldering of a connection point is not as complex as other contacting processes, which require high-precision machine technology, especially in this miniature application.
- the receiving profiles formed in the housing for the components and contact elements support the positioning process of the machines, because any tolerances in the assembly paths of the machines can be compensated for by the receiving profiles which then act as an insertion aid.
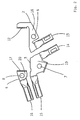
- Figures 1 and 2 show a stamped and bent part 1 or three contact elements 2, 3 and 4 on an enlarged scale of 5: 1, while Figures 3 and 4 also represent an insulating body 22 on the same scale of 5: 1.
- the one-piece stamped and bent part 1 is shown, which consists for example of hardened brass sheet with a thickness of 0.25 mm. From this sheet brass, a blank was punched according to the scheme of the connector 5, which has three openings 6, 7 and 8, which are explained elsewhere. Usually, several blanks and a carrier strip 9 are produced in one piece with the punching process, so that the individual arrangement but the entire arrangement cannot be handled during further processing. The outer dimensions of a blank including the carrier strip 9 are approximately 25 x 25 mm. From each blank three contact elements 2, 3 and 4 are then bent, which are mechanically connected by webs 10 and 11 and represent the one-piece stamped and bent part 1.
- Each contact element 2, 3 and 4 has two different types of connection points 12, 13; 14, 15 and 16, 17, which are electrically connected to one another by perforated conductor tracks 18, 19 and 20.
- the punched and bent part 1 created in this way is inserted into a tool in which the two webs 10 and 11 are separated and the carrier strip 9 is removed.
- the contact elements 2, 3 and 4 are inserted into receiving profiles 23, 24 and 25 formed in the lower housing part 21, while at the same time the openings 6, 7 and 8 interact with mandrels 26, 27 and 28 formed in the lower housing part 21.
- the fixation of the contact elements 2, 3 and 4 is ended by hot stamping the mandrels 26, 27 and 28, so that no change in position is possible. (see Figure 3)
- the insulating body 22 is made of a plastic and is composed of an upper housing part 29 and the lower housing part 21, so that the insulating body 22 has an angular outer shape when closed.
- the contact elements 2 and 4 each have a connection point 12, 17 realized as a soldering clamp contact, between which a receiving profile 30 is formed in the lower housing part 21.
- An electrical component 40 in this case a choke coil, is inserted into this receiving profile 30 after equipping the lower housing part 21 with the contact elements 2, 3 and 4, its connecting arms 41 and 42 being clamped and soldered in the connecting points 12 and 17.
- connection point 13 of the contact element 2 and the connection point 14 of the contact element 3 are parallel to each other in a housing leg 31 and are designed as box contacts. Stripped lines (not shown) of a cable set are inserted and soldered into these connection points 13 and 14.
- the connection point 15 of the contact element 3 and the connection point 16 of the contact element 4 are also parallel to one another in a housing leg 33 and are designed as solder lugs bent in their longitudinal extent.
- the connection points 15 and 16 are not yet connected with contact pins.
- the insulating body 22, including the housing legs 31, 32 and 33, has an angled outer shape in the closed state (FIG. 4).
- the housing legs 31 and 32 are located on each other and are locked via the recesses 35 and the lugs 37.
- the housing leg 33 remains without a counterpart, so that the ignition cartridge (not shown) can be contacted and soldered at the connection points 15 and 16 only immediately before the connector 5 is installed in a motor vehicle.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
Description
- Die Erfindung geht aus von einem Verbinder gemäß dem Oberbegriff des Anspruches 1.
- Bei elektrischen Baueinheiten ist es bekannt, die elektrischen Verbindungen innerhalb der Einheit durch einzelne metallische Leiterbahnen zu bilden, die in Form eines Stanzgitters aus einer Blechplatine hergestellt sind. Um alle Leiterbahnen zunächst als ein einziges Bauteil handhaben zu können, sind die Leiterbahnen nach dem Stanzvorgang noch durch einzelne schmale Stege miteinander verbunden. Diese Stege werden üblicherweise erst dann durchtrennt, wenn das Stanzgitter in oder an einem Trägerkörper befestigt ist. Auf diese Weise wird die Positionierung der einzelnen Leiterbahnen zueinander gewährleistet. Derartige Träger werden dann in ein Gesamtsystem integriert. Ein solcher elektrischer Verbinder ist aus der DE-OS 2709520 bekannt, dessen Stanzgitter zwischen zwei elektrisch-isolierenden Schichten befestigt ist. Erst nach dem Aufeinanderlegen der drei Baueinheiten ist es möglich, durch Öffnungen in den beiden Isolierschichten entsprechende Laschen oder Verbindungsstege umzubiegen, so daß sie die Trägerschichten hintergreifen. Hierzu bedarf es neben einer aufwendigen Teilefertigung auch einer exakten Ausrichtung der Baueinheiten zueinander. Anschließend wird dieser Körper mit Bauteilen bestückt und in entsprechendes Gehäuse eingesetzt. Aus der DE-PS 820915 ist eine Anordnung mit nur einer Trägerschicht bekannt, die nach einem vergleichbaren Prinzip hergestellt ist.
- Des weiteren ist es aus der DE 2735124 C2 und aus der EP 0241675 B1 bekannt, vorgefertigte Metallstanzgitter in ein Spritzwerkzeug einzubringen und mit Kunststoff zu umspritzen. Erst nach diesem Bearbeitungsvorgang werden die Metallstanzgitter in einem separaten Arbeitsgang in einzelne Bahnen getrennt, indem zwischen den Kontaktbahnen vorhandene Verbindungsstege ausgestanzt oder einseitig geschnitten und gebogen werden. Daraus resultiert ein erheblicher Zeit- und Bearbeitungsaufwand, welcher letztendlich kostensteigernd wirkt.
- Aus der EP 0600418 A1 ist ein Verbinder für ein Airbag-System bekannt, in dessen Gehäuse neben einem elektrischen Bauteil mehrere stanzgebogene Kontaktelemente angeordnet sind, die für den Anschluß entsprechender Verbindungsleitungen mit Steckkontakten ausgerüstet sind. Derartige Verbinder sind aufgrund der beengten Platzverhältnisse in Kraftfahrzeugen äußerst klein dimensioniert, so daß die Positionierung und Verbindung einzelner Kontaktelemente im Gehäuse äußerst exakt und dementsprechend aufwendig erfolgt.
- In der DE 43 10 369 C2 ist ein Kontaktsatz für einen Steckverbinder beschrieben, der aus einem einteiligen Stanzbiegeteil hergestellt ist. Nach Abschluß des Formgebungsverfahrens wird das ungetrennte Stanzbiegeteil mit einem elektrischen Bauteil und mit Anschlußleitungen konfektioniert. Erst anschließend erfolgt die Trennung des Stanzbiegeteiles in einzelne Leiterbahnen, entweder unmittelbar anschließend oder durch die Schließung eines zweiteiligen Gehäuses, wobei Schneidzapfen am Gehäuse den eingelegten Kontaktsatz an Sollbruchstellen trennen. Die spezielle Ausgestaltung des Gehäuses ist in der DE 44 13 756 C1 dargestellt, wobei mindestens ein Gehäuseteil Mittel zur Positionierung und Arretierung des Kontaktsatzes aufweist, die keine zusätzlichen Verfahrensschritte erfordern. Die Komplexität des konfektionierten Kontaktsatzes vor der Montage in das Gehäuse, unabhängig davon ob die Trennung der Leiterbahnen bereits erfolgt ist, erfordert aufgrund der minimalen Abmessungen des Steckverbinders eine äußerst aufwendige und entsprechend teure Handhabungstechnik.
- Ein weiteres Gehäuse für Kontaktsätze ist aus der DE 43 03 738 A1 bekannt. Zur Abdeckung des Überganges von einem Kabelbaum auf einen Stecker ist ein formstabiles, aus zwei Halbschalen bestehendes Kunststoffteil vorgesehen. Die beiden Halbschalen sind scharnierartig miteinander verbunden und klappbar miteinander verriegelbar.
- In der EP 0 332 866 A2 ist ein Herstellungsverfahren für eine Mehrfachsteckdose beschrieben, bei dem nach dem Biegen und Ausrichten des Stanzteiles die Materialbrücken, die die einzelnen Kontaktelemente miteinander verbinden, durchtrennt werden und anschließend ein Nachausrichten und das Umspritzen des Kontaktsatzes erfolgt.
- Der Erfindung liegt daher die Aufgabe zugrunde, einen elektrischen Verbinder nach dem Oberbegriff des Anspruches 1 so zu gestalten, daß eine positionsgenaue und aufwandssparende Montage bei minimalen Platzverhältnissen und mit möglichst geringem Teileaufwand ermöglicht wird.
- Gelöst wird diese Aufgabe mit dem im kennzeichnenden Teil des Anspruches 1 angegebenen Merkmalen.
- Der elektrische Verbinder gemäß dem Anspruch 1 weist den Vorteil auf, daß sich Erschütterungen des Fahrzeuges nicht auf die Kontaktstellen auswirken und sie belasten, da alle Bauelemente innerhalb des Verbinders durch eine entsprechende Gestaltung des Gehäuses ortsfest positioniert sind. Die Leiterzüge und die Kontaktstellen werden durch Dorne, die an einem der Gehäuseteile ausgebildet sind, stoffschlüssig fixiert oder positionsgenau gegen das andere Gehäusteil gedrückt. Des weiteren ist es möglich, die Bauteile durch entsprechend geformte Aufnahmeprofile zu fixieren.
- Die Bestückung der Kontaktelemente bzw. des Gehäuses mit einem elektrischen Bauteil wird durch im Gehäuseunterteil ausgebildete Aufnahmeprofile unterstützt, da die minimalen Abmessungen des Gesamtsystemes schon bei geringfügigen Toleranzen zu Problemen führen. Das Aufnahmeprofil dient als Einführhilfe, so daß leichte Abweichungen ausgeglichen werden können. Die Anschlußarme des elektrischen Bauteiles werden in den Anschlußstellen eingeklemmt und anschließend verlötet, so daß hier eine doppelte Befestigung erfolgt, wodurch Kontaktierungsmängel nahezu ausgeschlossen sind. Diese und auch weitere Maßnahmen erhöhen die Zuverlässigkeit der Kontaktierungen, da gerade beim Einsatz des elektrischen Verbinders in einem Sicherheitssystem eine ständige Funktionsbereitschaft gewährleistet bleiben muß. Gerade aus diesen Gründen ist es zwingend notwendig, alle Kontaktierungen in einer Anschlußtechnik zu realisieren, die diesen Anforderungen entspricht. Hierbei ist es sinnvoll, die jeweiligen Anschlußleitungen vorab mit klemmender Wirkung in den Anschlußstellen zu befestigen, um sie anschließend endgültig und dauerhaft zu verlöten.
- Das Gehäuse wird durch die Verriegelung von Ober- und Unterteil vor dem Eintritt von Fremdkörpern geschützt, so daß auch hierdurch keine Funktionsbeeinflußung möglich ist.
- Das Verfahren gemäß dem Anspruch 5 weist den Vorteil auf, daß die Fertigung des einteiligen Stanzbiegeteiles und die Trennung in drei separate Kontaktelemente innerhalb eines Verfahrensschrittes in einem Werkzeug erfolgt. Nach dem Entfernen der Stege werden die Kontaktelemente bezogen auf die Gehäuseform, positionsgenau im Werkzeug gehalten und synchron in das Gehäuseteil eingelegt. Die exakte Ausrichtung der Kontaktelemente zueinander und zum Gehäuseteil ist also bereits durch das Werkzeug vorgegeben. Dieser Montagevorgang ist weder prozeßtechnisch noch maschinentechnisch aufwendig und gewährleistet trotz der minimalen Abmessungen der Bauteile eine hohe Positionsgenauigkeit, die eine problemlose Bestückung des Gehäuseunterteils mit den drei Kontaktelementen ermöglicht. Die anschließende Fixierung der Kontaktelemente an dem Gehäuseunterteil erfolgt durch eine stoffschlüssige Verformung von Dornen. Die Korrektheit der Fixierung ist optisch kontrollierbar.
- Darüber hinaus werden die drei Kontaktelemente direkt am Ober- oder Unterteil des Gehäuses befestigt. Durch den neuen Verfahrensablauf entfällt die Befestigung des ungetrennten einteiligen Stanzbiegeteiles an einem Trägerkörper, der dann als hinreichend stabile Unterlage für den Trennvorgang diente, und später gewährleistete, daß auch nach dem Trennen der Verbindungsstege die dann separierten Leiterbahnen ihren Abstand zueinander einhielten. Aufgrund der exakten Anordnung der Kontaktelemente im Gehäuse ist auch die nachfolgende Montage und der Anschluß der elektrischen Bauteile unproblematisch. Die Konfektionierung des Verbinders mit Leitungen erfolgt über verschiedenartige Anschlußstellen, die entweder für einen nachträglichen Anschluß nach dem Verschließen des Gehäuses frei zugänglich angeordnet sind, oder die sich innerhalb des Gehäuses zum sofortigen Anschluß eignen.
- Eine derartige Ausgestaltung des Verbinders unterstützt das Fertigungsverfahren. Die Verlötung einer Anschlußstelle ist nicht so aufwendig wie andere Kontaktierungsprozesse, die gerade bei dieser Miniaturanwendung eine hochpräzise Maschinentechnologie erfordern. Die im Gehäuse ausgebildeten Aufnahmeprofile für die Bauelemente und Kontaktelemente unterstützen den Positionierprozeß der Maschinen, denn evtl. Toleranzen in den Bestückungswegen der Maschinen können durch die dann als Einführhilfe wirkenden Aufnahmepofile ausgeglichen werden.
- Die Erfindung wird nun anhand eines Ausführungsbeispieles unter Zuhilfenahme der Zeichnungen erläutert.
- Figur 1
- zeigt ein Stanzbiegeteil vor der Trennung der Kontaktelemente in einer Draufsicht.
- Figur 2
- zeigt drei Kontaktelemente nach dem Entfernen der Stege.
- Figur 3
- zeigt einen aufgeklappten Isolierkörper mit den eingesetzten Kontaktelementen und einem elektrischen Bauteil.
- Figur 4
- zeigt einen geschlossenen unbestückten Isolierkörper in einer Draufsicht.
- Die Figuren 1 und 2 stellen ein Stanzbiegeteil 1 bzw. drei Kontaktelemente 2, 3 und 4 in einem vergrößerten Maßstab von 5:1 dar, während die Figuren 3 und 4 darüber hinaus einen Isolierkörper 22 im gleichen Maßstab von 5:1 darstellen.
- In Figur 1 ist das einteilige Stanzbiegeteil 1 dargestellt, das beispielsweise aus gehärtetem Messingblech mit einer Stärke von 0,25 mm besteht. Aus diesem Messingblech wurde ein entsprechend dem Schema des Verbinders 5 geformter Zuschnitt ausgestanzt, der drei Öffnungen 6, 7 und 8 aufweist, die an anderer Stelle erläutert sind. Üblicherweise werden mit dem Stanzvorgang mehrere Zuschnitte und ein Trägerstreifen 9 einteilig gefertigt, so daß das bei der weiteren Verarbeitung keine Einzelteile sondern die gesamte Anordnung gehandhabt werden kann. Die Außenabmessungen eines Zuschnitts einschließlich des Trägerstreifens 9 betragen etwa 25 x 25 mm. Aus jedem Zuschnitt werden anschließend drei Kontaktelemente 2, 3 und 4 gebogen, die durch Stege 10 und 11 mechanisch verbunden sind und das einteilige Stanzbiegeteil 1 darstellen.
- Jedes Kontaktelement 2, 3 und 4 weist zwei verschiedenartige Anschlußstellen 12, 13; 14, 15 und 16, 17 auf, die durch gelochte Leiterzüge 18, 19 und 20 elektrisch miteinander verbunden sind. Das derart erstellte Stanzbiegeteil 1 wird in ein Werkzeug eingelegt, in dem die beiden Stege 10 und 11 getrennt und der Trägerstreifen 9 entfernt werden. Es entstehen drei einzelne Kontaktelemente 2, 3 und 4 (siehe Figur 2), die im Werkzeug gemäß dem Bestückungsbild des Verbinders 5 fixiert bleiben. Anschließend werden die Kontaktelemente 2, 3 und 4 synchron und positionsgenau in ein Gehäuseunterteil 21 eines Isolierkörpers 22 eingebracht. Die Kontaktelemente 2, 3 und 4 werden dabei in im Gehäuseunterteil 21 ausgebildete Aufnahmeprofile 23, 24 und 25 eingesetzt, während gleichzeitig die Öffnungen 6, 7 und 8 mit in dem Gehäuseunterteil 21 ausgebildeten Dornen 26, 27 und 28 zusammenwirken. Die Fixierung der Kontaktelemente 2, 3 und 4 wird durch eine Heißverprägung der Dorne 26, 27 und 28 beendet, so daß keine Lageveränderung mehr möglich ist. (siehe Figur 3)
- Der Isolierkörper 22 ist aus einem Kunststoff gefertigt und wird aus einem Gehäuseoberteil 29 und dem Gehäuseunterteil 21 zusammengesetzt, so daß der Isolierkörper 22 geschlossen eine winklige Außenform hat.
- Die Kontaktelemente 2 und 4 weisen je eine als Lötklemmkontakt realisierte Anschlußstelle 12, 17 auf, zwischen denen ein Aufnahmeprofil 30 im Gehäuseunterteil 21 ausgebildet ist. Ein elektrisches Bauteil 40, hier eine Drosselspule, wird nach der Bestückung des Gehäuseunterteiles 21 mit den Kontaktelementen 2, 3 und 4 in dieses Aufnahmeprofil 30 eingelegt, wobei dessen Anschlußarme 41 und 42 in den Anschlußstellen 12 und 17 verklemmt und verlötet werden.
- Die andere Anschlußstelle 13 des Kontaktelementes 2 und die Anschlußstelle 14 des Kontaktelementes 3 liegen parallel zueinander in einem Gehäuseschenkel 31 und sind als Kastenkontakte ausgebildet. In diese Anschlußstellen 13 und 14 werden abisolierte Leitungen (nicht dargestellt) eines Kabelsatzes eingeführt und verlötet. Die Anschlußstelle 15 des Kontaktelementes 3 und die Anschlußstelle 16 des Kontaktelementes 4 liegen ebenfalls parallel zueinander in einem Gehäuseschenkel 33 und sind als in ihrer Längserstreckung abgebogene Lötfahnen ausgebildet. Die Anschlußstellen 15 und 16 werden jedoch noch nicht mit Kontaktstiften verbunden. Nach der Konfektionierung der Anschlußstelle 13 und 14 wird das an dem Gehäuseunterteil 21 über ein Filmscharnier 34 angelenkte Gehäuseoberteil 29 auf das Gehäuseunterteil 21 verschwenkt und verriegelt. Dabei kommen am Gehäuseoberteil 29 ausgebildete Aussparungen 35 und 36 hinter komplementären Nasen 37 und 38 am Gehäuseunterteil 21 zum Liegen. Im Gehäuseoberteil 29 sind ebenfalls Vorrichtungen 39 ausgebildet, die die Kontaktelemente 2, 3 und 4 und das elektrische Bauteil 40 zusätzlich in ihrer Position fixieren.
- Der Isolierkörper 22 weist einschließlich der Gehäuseschenkel 31, 32 und 33 im geschlossenen Zustand eine winklige Außenform auf (Figur 4). Die Gehäuseschenkel 31 und 32 liegen dabei aufeinander und sind über die Aussparungen 35 und die Nasen 37 verriegelt. Im Gegensatz dazu bleibt der Gehäuseschenkel 33 ohne Gegenstück, damit erst unmittelbar vor der Montage des Verbinders 5 in ein Kraftfahrzeug die Zündpatrone (nicht dargestellt) an den Anschlußstellen 15 und 16 kontaktiert und verlötet werden kann.
-
- 1
- Stanzbiegeteil
- 2
- Kontaktelement
- 3
- Kontaktelement
- 4
- Kontaktelement
- 5
- Verbinder
- 6
- Öffnung
- 7
- Öffnung
- 8
- Öffnung
- 9
- Trägerstreifen
- 10
- Steg
- 11
- Steg
- 12
- Anschlußstelle von 2
- 13
- Anschlußstelle von 2
- 14
- Anschlußstelle von 3
- 15
- Anschlußstelle von 3
- 16
- Anschlußstelle von 4
- 17
- Anschlußstelle von 4
- 18
- Leiterzug von 2
- 19
- Leiterzug von 3
- 20
- Leiterzug von 4
- 21
- Gehäuseunterteil
- 22
- Isolierkörper
- 23
- Aufnahmeprofil für 2
- 24
- Aufnahmeprofil für 3
- 25
- Aufnahmeprofil für 4
- 26
- Dorn für 2
- 27
- Dorn für 3
- 28
- Dorn für 4
- 29
- Gehäuseoberteil
- 30
- Aufnahmeprofil
- 31
- Gehäuseschenkel
- 32
- Gehäuseschenkel
- 33
- Gehäuseschenkel
- 34
- Filmscharnier
- 35
- Aussparung
- 36
- Aussparung
- 37
- Nase
- 38
- Nase
- 39
- Vorrichtung
- 40
- elektrisches Bauteil
- 41
- Anschlußarm
- 42
- Anschlußarm
Claims (9)
- Elektrischer Verbinder für ein Sicherheitssystem,- mit einem Isolierkörper (22), dessen Gehäuseoberteil (29) auf einem Gehäuseunterteil (21) plazierbar ist,- mit metallischen Kontaktelementen (2, 3, 4), die Leiterzüge (18, 19, 20) und beidseitig Anschlußstellen (12 - 17) aufweisen und- mit mindestens einem elektrischen Bauteil (40),dadurch gekennzeichnet,- daß in den Kontaktelementen (2, 3, 4) Öffnungen (6, 7, 8) ausgestanzt sind, die die Kontaktelemente (2, 3, 4) durch in dem Gehäuseunterteil (21) ausgebildete Dornen (26, 27, 28) positionieren und- daß die Dornen (26, 27, 28) zur Fixierung der Kontaktelemente (2, 3, 4) stoffschlüssig verformt sind.
- Elektrischer Verbinder nach Anspruch 1, dadurch gekennzeichnet,- daß das elektrische Bauteil (40) in einem Aufnahmeprofil (30) des Gehäuseunterteiles (21) positioniert ist.
- Elektrischer Verbinder nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet,- daß die Anschlußstellen (12 - 17) als Klemmlötkontakte und/oder als Lötkontakte ausgebildet sind.
- Elektrischer Verbinder nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet,- daß der Isolierkörper (22) einstückig ausgebildet ist, und aus dem Gehäuseunterteil (21) und aus dem filmscharnierartig mit ihm verbundenen schwenkbaren Gehäuseoberteil (29) besteht.
- Elektrischer Verbinder nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet,- daß das Gehäuseoberteil (29) und das Gehäuseunterteil (21) durch Verriegelungselemente (35, 36, 37, 38) zu einem geschlossenen Isolierkörper (22) formbar sind, wobei durch die Ausgestaltung des Gehäuseoberteiles (29) das elektrische Bauteil (40) und die Kontaktelemente (2, 3, 4) in ihrer Lage zusätzlich fixiert sind.
- Verfahren zur Herstellung eines elektrischen Verbinders nach einem der vorhergehenden Ansprüche, wobei ein einteiliges Stanzbiegeteil (1), bestehend aus Stegen (10, 11) und Kontaktelementen (2, 3, 4), durch Trennung der Stege (10, 11) in einzelne Kontaktelemente (2, 3, 4) aufgeteilt wird,
dadurch gekennzeichnet,- daß nach der Trennung der Stege (10, 11) im gleichen Montagevorgang die einzelnen Kontaktelemente (2, 3, 4) synchron in ein Gehäuseunterteil (21) des Isolierkörpers (22) eingelegt werden, so daß in den Kontaktelementen (2, 3, 4) ausgestanzte Öffnungen (6, 7, 8) mit in dem Gehäuseunterteil (21) ausgebildeten Dornen (26, 27, 28) in Eingriff gebracht werden,- daß die Dorne (26, 27, 28) zur Fixierung der Kontaktelemente (2, 3, 4) heiß verpreßt werden, und- daß das elektrische Bauteil (40) in das Gehäuseunterteil (21) eingelegt wird und in den Anschlußstellen (12, 17) befestigt wird. - Verfahren nach Anspruch 6, dadurch gekennzeichnet,- daß das elektrische Bauteil in einem Aufnahmeprofil (30) positioniert wird und dessen Anschlußarme (41, 42) in den Anschlußstellen (12, 17) eingeklemmt und verlötet werden.
- Verfahren nach Anspruch 6 oder 7, dadurch gekennzeichnet,- daß die Anschlußstellen (13 - 16) als gebogene Hülse oder als Zunge ausgebildet sind, an denen vor und nach der Plazierung des Gehäuseoberteiles (29) auf dem Gehäuseunterteil (21) Anschlußleitungen verlötet werden.
- Verfahren nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet,- daß das Gehäuseoberteil (29) und das Gehäuseunterteil (21) filmscharnierartig verbunden sind, und aufeinander verschwenkt und verrastet werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19531126 | 1995-08-24 | ||
| DE19531126A DE19531126C1 (de) | 1995-08-24 | 1995-08-24 | Verfahren zur Herstellung eines elektrischen Verbinders |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0762549A2 true EP0762549A2 (de) | 1997-03-12 |
| EP0762549A3 EP0762549A3 (de) | 1998-06-17 |
| EP0762549B1 EP0762549B1 (de) | 2000-08-30 |
Family
ID=7770266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96113146A Expired - Lifetime EP0762549B1 (de) | 1995-08-24 | 1996-08-16 | Elektrischer Verbinder |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0762549B1 (de) |
| DE (2) | DE19531126C1 (de) |
| ES (1) | ES2149409T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1555865A2 (de) * | 2004-01-14 | 2005-07-20 | MD Elektronik GmbH | Montage einer Sperrkreisanordnung mit diskreten, passiven elektronischen Bauteilen |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19804170A1 (de) * | 1998-02-03 | 1999-08-05 | Siemens Ag | Elektrische Baueinheit sowie Verfahren zur Herstellung einer elektrischen Baueinheit |
| DE10039624A1 (de) * | 2000-08-09 | 2002-02-28 | Falko Eidner | Elektrische Steckverbindung und Verfahren zur Herstellung derselben |
| DE10039623A1 (de) * | 2000-08-09 | 2002-02-28 | Falko Eidner | Elektrische Steckverbindung und Verfahren zur Herstellung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5031310A (en) * | 1988-09-29 | 1991-07-16 | Northern Telecom Limited | Method of manufacturing electrical receptacles |
| EP0600418A1 (de) * | 1992-12-01 | 1994-06-08 | The Whitaker Corporation | Verbinder mit Überbrückung für Gassack Aufprallschutz |
| DE4303738A1 (de) * | 1993-02-03 | 1994-08-04 | Siemens Ag | Abdeckung für das mit einem Stecker versehene Ende eines Kabelbaumes |
| DE4413756C1 (de) * | 1994-04-21 | 1995-07-13 | Amphenol Tuchel Elect | Gehäuse für einen Steckverbinder |
| DE4445658A1 (de) * | 1994-04-15 | 1995-10-19 | Phoenix Contact Gmbh & Co | Steckverbinder für eine Printplatte und Verfahren zur Bestückung einer Grundleiste eines Steckverbinders mit Kontaktanschlüssen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE820915C (de) * | 1948-04-16 | 1951-11-15 | Robert Kapp | Verfahren zur Herstellung von vielteiligen elektrischen und radio-elektrischen Apparaten |
| FR2344151A1 (fr) * | 1976-03-08 | 1977-10-07 | Amp Inc | Connecteur electrique et son procede de production |
| FR2361007A1 (fr) * | 1976-08-06 | 1978-03-03 | Sev Marchal | Procede de fabrication d'un circuit electrique notamment pour un pont redresseur d'alternateur de vehicule automobile |
| DE3612576C1 (de) * | 1986-04-15 | 1987-06-19 | Preh Elektro Feinmechanik | Elektrisches Bauteil mit Kunststoffmantel und Verfahren zu dessen Herstellung |
| CH675931A5 (de) * | 1988-03-14 | 1990-11-15 | Feller Ag | |
| DE4310369C2 (de) * | 1993-03-30 | 1995-08-03 | Amphenol Tuchel Elect | Kontaktsatz für einen Steckverbinder |
-
1995
- 1995-08-24 DE DE19531126A patent/DE19531126C1/de not_active Expired - Lifetime
-
1996
- 1996-08-16 DE DE59605816T patent/DE59605816D1/de not_active Expired - Fee Related
- 1996-08-16 ES ES96113146T patent/ES2149409T3/es not_active Expired - Lifetime
- 1996-08-16 EP EP96113146A patent/EP0762549B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5031310A (en) * | 1988-09-29 | 1991-07-16 | Northern Telecom Limited | Method of manufacturing electrical receptacles |
| EP0600418A1 (de) * | 1992-12-01 | 1994-06-08 | The Whitaker Corporation | Verbinder mit Überbrückung für Gassack Aufprallschutz |
| DE4303738A1 (de) * | 1993-02-03 | 1994-08-04 | Siemens Ag | Abdeckung für das mit einem Stecker versehene Ende eines Kabelbaumes |
| DE4445658A1 (de) * | 1994-04-15 | 1995-10-19 | Phoenix Contact Gmbh & Co | Steckverbinder für eine Printplatte und Verfahren zur Bestückung einer Grundleiste eines Steckverbinders mit Kontaktanschlüssen |
| DE4413756C1 (de) * | 1994-04-21 | 1995-07-13 | Amphenol Tuchel Elect | Gehäuse für einen Steckverbinder |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1555865A2 (de) * | 2004-01-14 | 2005-07-20 | MD Elektronik GmbH | Montage einer Sperrkreisanordnung mit diskreten, passiven elektronischen Bauteilen |
| EP1555865A3 (de) * | 2004-01-14 | 2006-01-18 | MD Elektronik GmbH | Montage einer Sperrkreisanordnung mit diskreten, passiven elektronischen Bauteilen |
| US7468705B2 (en) | 2004-01-14 | 2008-12-23 | Md Elektronik Gmbh | Anti-resonant circuit arrangement |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19531126C1 (de) | 1996-12-12 |
| EP0762549A3 (de) | 1998-06-17 |
| DE59605816D1 (de) | 2000-10-05 |
| ES2149409T3 (es) | 2000-11-01 |
| EP0762549B1 (de) | 2000-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69812774T2 (de) | Sammelschienenstruktur | |
| DE69513509T2 (de) | Verbesserte elektrische Verbindungsvorrichtung | |
| DE10232650B4 (de) | Elektrischer Verbindungskasten und Verfahren zur Herstellung desselben | |
| EP1734621B1 (de) | Anordnung und Verfahren zum elektrischen Anschluss einer elektronischen Schaltung in einem Gehäuse | |
| DE3912210A1 (de) | Elektrisches verteilergehaeuse und verfahren zu dessen herstellung | |
| EP1199913A2 (de) | Verfahren zur Herstellung von Leiterfolie-Trägergehäuse-Einheiten | |
| EP2789057B1 (de) | Verfahren zum herstellen eines steckverbinders | |
| DE4404986A1 (de) | Einrichtung zur Kontaktierung elektrischer Leiter sowie Verfahren zur Herstellung einer derartigen Einrichtung | |
| DE4310369C2 (de) | Kontaktsatz für einen Steckverbinder | |
| DE102011076817B4 (de) | Leiterplatte für ein Steuergerät eines Fahrzeuggetriebes, Steuersystem für ein Fahrzeuggetriebe, und Verfahren zum Verbinden einer Leiterplatte für ein Steuergerät eines Fahrzeuggetriebes mit zumindest einer elektrischen Anschlussleitung | |
| DE19804170A1 (de) | Elektrische Baueinheit sowie Verfahren zur Herstellung einer elektrischen Baueinheit | |
| EP0762549B1 (de) | Elektrischer Verbinder | |
| EP1238443B1 (de) | Verfahren zum bestücken eines gegenstandes mit einem aus zumindest einem flachleiter gebildeten kabelbaum und an diesen angeschlossenen elektrischen/elektronischen geräten | |
| DE4028105C1 (en) | Coupling plate shaped modules and PCB(s) - establishing electrical contact by row of contacts stamped and bowed out from metal strip | |
| DE19749145A1 (de) | Elektrischer Anschlußbehälter | |
| DE10038390C1 (de) | Funktionell asymmetrische Schaltungsträgeranordnung mit spiegelsymmetrischer Bauteileanordnung | |
| DE102006029323A1 (de) | Verfahren zur Herstellung eines elektrischen Verbindungselementes | |
| DE19801409B4 (de) | Verfahren zur Herstellung von sich aus einem ersten und einem zweiten Verbinderteil zusammensetzenden Steckverbindern | |
| DE102015106518A1 (de) | Elektrisches Bauteil | |
| EP3216329B1 (de) | Verfahren zum herstellen einer anordnung mit einem gehäuseteil und wenigstens zwei leiterbahnen | |
| DE10209524B4 (de) | Elektrische Verkabelungsvorrichtung | |
| EP0950271B1 (de) | Bauelement für eine messwerkkontaktierung und verfahren zu dessen herstellung | |
| DE102017210979B4 (de) | Verfahren zur Herstellung eines elektrischen Bauteils und elektrisches Bauteil | |
| DE29508805U1 (de) | Mehrpoliger elektrischer Steckverbinder | |
| DE29602071U1 (de) | Mehrpoliger elektrischer Steckverbinder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB IT |
|
| RHK1 | Main classification (correction) |
Ipc: H01R 43/16 |
|
| 17P | Request for examination filed |
Effective date: 19981217 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19991117 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000831 |
|
| REF | Corresponds to: |
Ref document number: 59605816 Country of ref document: DE Date of ref document: 20001005 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2149409 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20030829 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030901 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040817 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040816 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050809 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050811 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040817 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060831 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070816 |