EP0708460A2 - Fabrication de tÔles de noyau - Google Patents
Fabrication de tÔles de noyau Download PDFInfo
- Publication number
- EP0708460A2 EP0708460A2 EP95116167A EP95116167A EP0708460A2 EP 0708460 A2 EP0708460 A2 EP 0708460A2 EP 95116167 A EP95116167 A EP 95116167A EP 95116167 A EP95116167 A EP 95116167A EP 0708460 A2 EP0708460 A2 EP 0708460A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheets
- strips
- insulation
- agent
- phosphate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0233—Manufacturing of magnetic circuits made from sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
Definitions
- the invention relates to a process for the production of sheets or strips for use as core sheets for electrical machines, such as transformers, in particular distribution transformers, which sheets or strips are coated on both sides uniformly with an insulating agent, in particular based on phosphate, and thereafter to form a uniform, thin insulation layer are subjected to an annealing treatment and then cut to the desired final contour in a punching process.
- the insulation layer which is usually formed from phosphate-containing material, serves, as already mentioned, to increase the fill factor, that is to say the iron content in the core volume, and thus to increase the efficiency of the electrical machine, as already mentioned.
- This procedure according to the invention achieves two things, namely, on the one hand, a plurality of sheets or strips suitable for use as a core sheet are practically completed in one work step, the fill factor of the sheet metal core produced therefrom being increased at the same time is that the insulation thickness between two adjacent sheets of a stack of sheets produced according to the invention is about half less than that of a conventionally manufactured sheet.
- the insulation layer which is applied to the lower sheet surface also serves as an insulation layer for the sheet lying above it. In this way, not only is less time required to produce at least two core sheets in comparison to the conventional method, but less insulation means is also required, quite apart from the fact that the filling factor is also increased by the reduced insulation layer thickness.
- the insulation agent after the insulation agent has been applied to the inner surfaces of the sheets lying one above the other, these are pressed onto one another in a rolling process.
- the sheets forming the stack are subjected to a further rolling process by means of which the sheets or strips lying on top of one another are bonded.
- This rolling process takes place at an elevated temperature, preferably at approximately 800 °, whereby according to a further development of the invention it should be noted that the recrystallization threshold, that is to say the recrystallization temperature for the sheets or strips used, is not exceeded.
- the insulation layer is applied to the outer surfaces of the sheets or strips lying one on top of the other in a second method step after the inner surfaces have already been provided with the insulation layer.
- the insulation layer applied to the outer surfaces is made uniform and compacted by means of a subsequent rolling treatment.
- the entire stack of sheets produced from the sheets lying on top of one another is then subjected to an annealing treatment which serves to improve the bonding of the insulation layer to the respective matrix, that is to say to the sheets or strips.
- the desired binding of the insulating agent with the respective sheet or strip is achieved by introducing heat, in particular by annealing at a higher temperature, whereby in addition to the temperature level, both the annealing time and the annealing time are decisive .
- Another advantage which is associated with the cutting of the sheets or strips used before application of the insulation layer, results from the fact that the excess constituents of the applied insulation agent, which escape during the subsequent rolling process, have to travel shorter distances to the edge, which again the leveling and quality of the finished Insulation layer and also the throughput speed of the sheets or strips benefits as well as the time required for this.
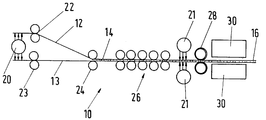
- FIG. 1 shows a schematic illustration of a production line for carrying out the method according to the invention.
- the single FIG. Shows a treatment system 10 for carrying out the method according to the invention for two sheets or strips 12, 13 which are fed separately to the device 10 and are connected to one another by an insulation layer 14 and thus leave the device 10 in one piece as a double sheet 16.
- the sheet or strip 12 lying above and the sheet or strip 13 located below are first coated on their inner surfaces, that is to say on the mutually facing surfaces, by a coating device 20 with insulating agent and are each subjected to a rolling treatment in a downstream rolling arrangement 22, 23, in which the insulation layer applied on one side is evened out and compressed.
- a coating device 20 with insulating agent and are each subjected to a rolling treatment in a downstream rolling arrangement 22, 23, in which the insulation layer applied on one side is evened out and compressed.
- Magnesium powder is advantageously provided as the insulation agent and is wetted with a phosphate-based liquid when applied to the sheets or strips 12, 13.
- the two sheets or strips 12, 13 are then brought together and pressed together in a common rolling arrangement 24.
- the roller assembly 24 can also be a Upstream stripping device, not shown here, which serves to wipe off excess material in order to maintain a constant layer thickness of the insulation layer applied in each case.
- the now one-piece double plate 16 the individual plates 12, 13 of which are connected to one another by the intermediate insulation layer 14, is pressed together in a third roller arrangement 26, which preferably consists of several roller pairs arranged one behind the other, so that the insulation layer between the two outside lying sheets 12, 13 is improved in their adhesive behavior.
- the outer surfaces of the sheets 12, 13 are each coated with insulating means by a coating device 21, which is also homogenized and compressed in a downstream fourth roller arrangement 28 before the double sheet 16, which is now also coated on the outside, in a continuous furnace 30 is subjected to an annealing treatment.
- the aim of the method according to the invention is not only to reduce the manufacturing time and the manufacturing effort, but also to improve the advantages in use of a sheet metal core produced in this way.
- the manufacturing effort is reduced solely by the fact that approximately twice the production output is possible with practically the same time requirement.
- the need for insulation material is reduced by at least 1/3, if not by half, since the layer thickness of the insulation layer between two outer sheets is very small and at most reaches the thickness of an outer insulation layer, which is completely sufficient for technical use and is even desirable.
- each case only two sheets or are connected to one another by the method according to the invention, but it is fundamentally conceivable that more than just two sheets or strips can also be connected to one another in the manner according to the invention.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19944437307 DE4437307A1 (de) | 1994-10-19 | 1994-10-19 | Herstellung von Kernblechen |
| DE4437307 | 1994-10-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0708460A2 true EP0708460A2 (fr) | 1996-04-24 |
| EP0708460A3 EP0708460A3 (fr) | 1996-05-08 |
Family
ID=6531131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95116167A Withdrawn EP0708460A2 (fr) | 1994-10-19 | 1995-10-13 | Fabrication de tÔles de noyau |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0708460A2 (fr) |
| JP (1) | JPH08213267A (fr) |
| DE (1) | DE4437307A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2773781A1 (fr) | 2011-11-04 | 2014-09-10 | Tata Steel UK Ltd | Acier à grains orientés revêtu |
| CN109378948A (zh) * | 2018-09-28 | 2019-02-22 | 温岭市钢锋冲件有限公司 | 一种硅钢冲片的生产工艺 |
| CN110323055A (zh) * | 2019-06-28 | 2019-10-11 | 横店集团东磁股份有限公司 | 一种纳米晶产品的制备装置以及制备方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6086098B2 (ja) * | 2014-06-23 | 2017-03-01 | Jfeスチール株式会社 | 積層電磁鋼板およびその製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1373096A (en) * | 1971-09-22 | 1974-11-06 | British Steel Corp | Insulated steel sheet |
| US4496399A (en) * | 1984-05-21 | 1985-01-29 | Armco Inc. | Method and aqueous coating compositions for forming anti-stick and insulative coatings on semi-processed and fully-processed electrical steels |
| JPS6335746A (ja) * | 1986-07-31 | 1988-02-16 | Kawasaki Steel Corp | 電磁鋼板の絶縁被覆処理方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE209731C (fr) * | ||||
| DE1006504B (de) * | 1952-10-23 | 1957-04-18 | Rudolf Wilhelm Moll | Verfahren zur Isolierung von Transformator- und Dynamoblechen |
| US3210840A (en) * | 1961-08-08 | 1965-10-12 | Composite Metal Products Inc | Stainless steel clad aluminum and methods of making same |
| US3173202A (en) * | 1961-08-10 | 1965-03-16 | S W Farber Inc | Aluminum cladding |
| US3670278A (en) * | 1966-06-09 | 1972-06-13 | Westinghouse Electric Corp | Bonded core structure comprising a plurality of glass coated electrical steel sheets |
| DE3126625A1 (de) * | 1981-07-06 | 1983-03-24 | Instytut Metalurgii Żelaza im. Stanislawa Staszica, Gliwice | Anlage zum einseitigen beschichten von blechen und baendern mit einem schutzueberzug |
| CH662971A5 (de) * | 1984-07-03 | 1987-11-13 | Ver Drahtwerke Ag | Verfahren zur herstellung eines aus mindestens zwei bestandteilen bestehenden verbundkoerpers. |
-
1994
- 1994-10-19 DE DE19944437307 patent/DE4437307A1/de not_active Withdrawn
-
1995
- 1995-10-13 EP EP95116167A patent/EP0708460A2/fr not_active Withdrawn
- 1995-10-17 JP JP7268774A patent/JPH08213267A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1373096A (en) * | 1971-09-22 | 1974-11-06 | British Steel Corp | Insulated steel sheet |
| US4496399A (en) * | 1984-05-21 | 1985-01-29 | Armco Inc. | Method and aqueous coating compositions for forming anti-stick and insulative coatings on semi-processed and fully-processed electrical steels |
| JPS6335746A (ja) * | 1986-07-31 | 1988-02-16 | Kawasaki Steel Corp | 電磁鋼板の絶縁被覆処理方法 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 012 no. 248 (C-511) ,13.Juli 1988 & JP-A-63 035746 (KAWASAKI STEEL CORP) 16.Februar 1988, * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2773781A1 (fr) | 2011-11-04 | 2014-09-10 | Tata Steel UK Ltd | Acier à grains orientés revêtu |
| EP2773781B1 (fr) * | 2011-11-04 | 2015-07-01 | Tata Steel UK Ltd | Acier à grains orientés revêtu |
| CN109378948A (zh) * | 2018-09-28 | 2019-02-22 | 温岭市钢锋冲件有限公司 | 一种硅钢冲片的生产工艺 |
| CN109378948B (zh) * | 2018-09-28 | 2020-07-14 | 温岭市钢锋冲件有限公司 | 一种硅钢冲片的生产工艺 |
| CN110323055A (zh) * | 2019-06-28 | 2019-10-11 | 横店集团东磁股份有限公司 | 一种纳米晶产品的制备装置以及制备方法 |
| CN110323055B (zh) * | 2019-06-28 | 2021-01-26 | 横店集团东磁股份有限公司 | 一种纳米晶产品的制备装置以及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08213267A (ja) | 1996-08-20 |
| EP0708460A3 (fr) | 1996-05-08 |
| DE4437307A1 (de) | 1996-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0121173A2 (fr) | Méthode de fabrication d'un paquet de tôles feuilletées pour machines et appareils électriques | |
| WO2007116047A1 (fr) | Procédé de stratification d'une bande électrique pour noyaux de transformateurs | |
| DE2142314A1 (de) | Monolithische Kondensatorkomponenten und Verfahren zur Herstellung derselben | |
| EP0141187B1 (fr) | Tôle pour noyaux de fer feuilletés | |
| DE10041280A1 (de) | Verfahren und Vorrichtung zum flexiblen Walzen eines Metallbandes | |
| EP3557734B1 (fr) | Procédé et dispositif de fabrication de paquets de bandes de tôles multicouche | |
| DE19716912B4 (de) | Verfahren zur Fixierung eines Chipmoduls in einer Chipkarte | |
| CH662206A5 (de) | Elektroblech zur herstellung von lamellierten eisenkernen fuer statische oder dynamische elektrische maschinen. | |
| EP0708460A2 (fr) | Fabrication de tÔles de noyau | |
| DE3530454C2 (fr) | ||
| CH668331A5 (en) | Magnetic head core mfr. from stack of laminations - involves linear machining of patterns from adhesively bonded and rolled sandwich of permeable and non-permeable layers | |
| AT1045U1 (de) | Spulenkörper und verfahren zu dessen herstellung für einen transformator | |
| DE102015208870A1 (de) | Verfahren zur Herstellung eines Blechpakets | |
| DE102021111981A1 (de) | Geschichteter stator und verfahren zur herstellung eines geschichteten stators eines axialflussmotors | |
| DE3503019C2 (de) | Elektroblech zur Herstellung von aus einer Vielzahl von Blechlagen bestehenden Eisenkernen für elektrische Geräte | |
| DE3133836C2 (de) | Verfahren zur Einbringung von Oberflächenstrukturen in Holzzementplatten | |
| EP2992539A1 (fr) | Procédé de production d'un élément à induction et élément à induction | |
| CH416817A (de) | Magnetkern, insbesondere für Transformatoren oder Drosseln | |
| EP3503139A1 (fr) | Procédé et produit semi-fini de fabrication au moins un paquet-section de un composant magnétique doux, et paquet-section et composant magnétique doux | |
| EP0217273B1 (fr) | Tête combinée d'écriture/lecture pour mémoire à couche magnétique et procédé pour sa fabrication | |
| DE633689C (de) | Verfahren zur Herstellung von mehrschichtigen Hartpapier, Hartgewebe- oder aehnlichen Faserstoffplatten | |
| DE3013830A1 (de) | Verfahren zur herstellung eines flexiblen widerstandds-films fuer mehrfach-lautstaerkeregler sowie mit diesem verfahren hergestellter mehrfach-lautstaerkeregler | |
| DE102016000399A1 (de) | Verfahren zum Herstellen eines Blechpakets für eine elektrische Maschine | |
| DE102016122198A1 (de) | Verfahren zur Herstellung eines Verbundwerkstoffes, sowie Verbundwerkstoff | |
| EP1730835A1 (fr) | Paquet de toles statoriques pour un train a sustentation magnetique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19960917 |
|
| 17Q | First examination report despatched |
Effective date: 19981013 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19990503 |