EP0505533B1 - Einrichtung zum entfernen der restbahn - Google Patents
Einrichtung zum entfernen der restbahn Download PDFInfo
- Publication number
- EP0505533B1 EP0505533B1 EP91916775A EP91916775A EP0505533B1 EP 0505533 B1 EP0505533 B1 EP 0505533B1 EP 91916775 A EP91916775 A EP 91916775A EP 91916775 A EP91916775 A EP 91916775A EP 0505533 B1 EP0505533 B1 EP 0505533B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- roller
- labels
- doctor blade
- webs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 239000007921 spray Substances 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000004080 punching Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 238000000926 separation method Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 238000004049 embossing Methods 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/02—Multiple-step processes for making flat articles ; Making flat articles the articles being labels or tags
- B31D1/021—Making adhesive labels having a multilayered structure, e.g. provided on carrier webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10S156/918—Delaminating processes adapted for specified product, e.g. delaminating medical specimen slide
- Y10S156/919—Delaminating in preparation for post processing recycling step
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/108—Flash, trim or excess removal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1082—Partial cutting bonded sandwich [e.g., grooving or incising]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/19—Delaminating means
Definitions
- the proposed device relates to the field of removing the remaining web remaining in the production of, for example, labels or the like from webs, from a web supporting the labels, with a deflection device for at least one of the two webs, which separates the remaining web and the supporting web.
- labels comprises a large number of smaller sheets or pieces of web which, for example after appropriate labeling or printing, can easily be applied, for example glued, to another object.
- the labels can, for example, provide more detailed descriptions of the goods contained in packaging materials, such as references to the contents of bottles - such as wine bottles - or the contents of envelopes such as addresses that are stuck onto envelopes.
- the term "labels" is therefore a collective term for a large number of embodiments. Accordingly, the subject matter of the present application also relates to this diversity, although it illustrates the meaning of the term in only one embodiment. So that such labels are as inexpensive as possible, they are produced in the most inexpensive way possible.
- this punching device not all the webs are usually punched out, but at least one web of the web-like structure consisting of several layers is retained during the punching process, which is why this web is often referred to as the carrier web, since this web is the other webs, which are partially cut or cut by the punching process - including the so-called label web - or parts of it carries and guides.
- the so-called label web - a part is cut off from the remaining part of the same web by the punching process in such a way that a part remain as labels on the so-called carrier web, whereas the other part - referred to as the so-called residual web - can be removed from the carrier web.
- the later labels remain on the so-called carrier web and can be used for any further processing or processing. This can consist, for example, of providing prints on these or embossing on these labels.
- the so-called residual web comprises those parts of the label web which had surrounded the later labels in the web which was still undivided before the punching process or the like.
- the remainder of the web is therefore provided with openings at those locations after removal from the carrier web which correspond to the labels to be produced.
- the so-called residual web is broken like windows, which is why in professional circles it is also known as the so-called lattice track.
- the separation of the so-called carrier web with the labels attached to it from the rest of the web is usually carried out by partially wrapping both web types or at least one of them around a so-called guide roller, which means that the two webs in question differ after the separation process Take paths.
- the so-called remaining web is usually wound up into a roll, as can be seen in US Pat. No. 4,849,043, so that after the winding process it can be removed as a package from a larger machine, so to speak. To remove it, however, it is necessary to stop the machine, which results in a corresponding loss of production.
- the present invention therefore pursues the task of proposing a simple and inexpensive device for removing the remaining webs, which allows the remaining web to be removed from the rest of the machine at a low price without the operation of the other often quite large and expensive machine having to be interrupted.
- the proposed solution will now be explained in more detail with reference to an exemplary embodiment schematically depicted in the attached figure, which does not limit the inventive concept.
- the exemplary embodiment can also be modified in various ways without leaving the framework defined by the basic idea.
- the figure does not show essential machine parts that are sufficiently well known to the person skilled in the art because of a clearer representation. Rather, the figure shows only those parts that are required for a more detailed explanation of the proposed solution and its advantages.
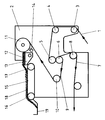
- a web package 1 consisting of several sandwich-like partial webs comes from a machine producing the web package or a corresponding unwinding via guide rollers 3, 4 and 5 rotatably mounted in a frame 2 in a corresponding and known manner to a roller 6 designed as a so-called separating roller.
- This separation roller 6 can be driven, which leads to the fact that the web package 1 is also conveyed through with the aid of the separation roller 6 through the machine in question.
- the individual webs resulting in the web package 1 are deflected in various ways. For example, the so-called carrier web 7 is guided over a guide roller 8, the so-called residual web 9 over a guide roller 10.
- the separating roller 6 at least partially.
- the web package 1 has already passed through a corresponding punching device before it enters the device shown in the figure, so that at least one web, the so-called label web, of the partial webs making up the package has been cut by the punching process.
- the label web was divided in such a way that later labels and a remainder surrounding the labels, the so-called residual web, were created. Both later labels and the so-called remaining web are still within the web package 1 when they enter the device illustrated in the figure.
- the so-called remaining web separated from the so-called carrier web. Because the labels or later labels adhere to the carrier web and that no additional forces are exerted on the labels during the separating process, the labels or later labels remain on the so-called carrier web after the separating process and run together with the same path.
- the labels are usually provided with some adhesive or the like on at least one of their two sides.
- the holder 13 can also be provided with a drive which allows the so-called squeegee holder 13, including the squeegee 12 attached to it, to be pulled back and forth in the direction of view of the viewer of the attached figure, so that the squeegee 12 is offset from the circumference of the roller 11 can be moved.
- a spray tube 14 is attached, which distributes over the entire length of the roller 11, ie the entire width of the remaining web 9 , Has nozzles that can spray a liquid on the circumference of the roller 11.
- This liquid can also consist, for example, of water, or also of any other means which allows the residual web 9 itself or else any residues of adhesive present thereon, such as is required for sticking labels, to either be removed or at least partially dissolve or dissolve so that the remaining web 9 or parts of it do not adhere more strongly than necessary to the circumference of the roller 11 or that the remaining web 9 can be divided more easily and easily with the aid of the doctor 12.
- the liquid can also be such that the force with which the remaining web 9 temporarily adheres to the roller 11 can be increased.
- the circumference of the roller 11 is so adhesive that the remaining web 9 initially adheres to it, can even be conveyed by the roller 11 in order to run to the point at which the cutting edge of the doctor blade 12 is directed against the circumference of the roller 11.
- the remainder of the web is cut, shredded, and lifted off the roller 11 by the action of the doctor blade 12, folded in a zigzag shape, parts pushed together, glued to one another, packaged or otherwise removed from the machine, so that the remnants / chips of the remaining web come to rest on the surface of the doctor blade 12 still pointing upwards in the figure.
- Due to the movement of the doctor blade 12 and due to the pushing action due to the running of the web package 1 and thus the remaining web 9, the residues of the remaining web achieved by the doctor blade 12 are conveyed out of the machine, for example onto a conveyor belt 15.
- This conveyor belt in turn loops around guide rollers 16 and 17 and conveys the remnants 18 of the remainder web 9 into a waste container 19.
- the guide rollers 16 and 17 and the conveyor belt 15 can be on the side of the doctor blade 12 that faces away from the roller 11, for example below the doctor blade 12, but also in this way in the machine appropriately rotatably mounted in any way that the arrangement is rotated by a right angle with respect to that of the accompanying figure, ie that the remnants of the remaining web run out of the machine in the viewing direction of the figure. Since the cutting edge of the squeegee is sharp like a knife, it is expedient to provide the surface of the roller 11 with a hard surface, for example to harden or chrome-plate it or to provide it with some other appropriate armor.
- All rollers are rotatably mounted in the frame 2 of the machine in a known and therefore not shown manner and can be driven in a known manner if necessary.
- other devices can also be provided which allow the adhesion of the web and roller to be influenced.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Treatment Of Fiber Materials (AREA)
- Details Of Cutting Devices (AREA)
- Replacement Of Web Rolls (AREA)
- Labeling Devices (AREA)
Abstract
Description
- Die vorgeschlagene Einrichtung bezieht sich auf das Gebiet des Entfernens der beim Herstellen beispielsweise von Etiketten oder dgl. aus Bahnen verbleibenden Restbahn von einer die Etiketten unterstützenden Bahn mit einer die Trennung von Restbahn und unterstützender Bahn bewirkenden Umlenkeinrichtung für mindestens eine der beiden Bahnen.
- Derartige Bahnen werden beispielsweise dazu verwendet, Etiketten oder dgl. auf möglichst kostengünstige Weise herzustellen. Das Wort Etiketten umfaßt dabei eine Vielzahl von kleineren Bogen oder Bahnstücken, die - beispielsweise nach entsprechender Beschriftung oder Bedruckung - auf einfache Weise auf einen anderen Gegenstand aufgebracht, beispielsweise aufgeklebt werden können. Die Etiketten können beispielsweise nähere Bezeichnungen zu in Verpackungsmitteln enthaltenen Gütern darstellen, wie beispielsweise Hinweise auf den Inhalt von Flaschen - wie beispielsweise Weinflaschen - oder auch auf den Inhalt von Briefumschlägen wie beispielsweise Adressen, die auf Briefumschläge aufgeklebt werden. Die Bezeichnung "Etiketten" ist daher ein Sammelbegriff für eine Vielzahl von Ausführungsformen. Demzufolge bezieht sich der Gegenstand der vorliegenden Anmeldung auch auf diese Vielfalt, obgleich er die Bedeutung des Begriffes an nur einem Ausführungsbeispieles verdeutlicht. Damit derartige Etiketten möglichst preiswert sind, werden sie auf möglichst preiswerte Weise hergestellt. Wie aus der US-Patentschrift 4 849 043 beispielsweise hervorgeht, sieht man daher in der Fachwelt üblicherweise eine Rolle vor, in der ein aus mehreren Lagen bestehendes Material aufgewickelt ist. Das zu einer Rolle aufgewickelte bahnartige Material wird von dieser Rolle beispielsweise abgezogen oder aber auch direkt einer Maschine, die mehrere Teilbahnen zu einer mehrlagigen Bahn zusammenfügt, entnommen und anschließend durch eine Stanzeinrichtung oder dgl. geführt. In dieser Stanzeinrichtung werden üblicherweise nicht alle Bahnen durchgestanzt, vielmehr bleibt mindestens eine Bahn des aus mehreren Lagen bestehenden bahnartigen Gebildes während des Stanzvorganges erhalten, weshalb diese Bahn oftmals als Trägerbahn bezeichnet wird, da diese Bahn die übrigen teilweise durch den Stanzvorgang zerschnittenen oder eingeschnittenen Bahnen - darunter die sog. Etikettenbahn - oder Teile davon trägt und führt. Wenn das aus mehreren Lagen bestehende bahnartige Paket eine entsprechende Stanzeinrichtung durchlaufen hat, dann ist aus mindestens einer Teilbahn des aus mehreren Lagen bestehenden Bahnmaterials - der sog. Etikettenbahn - durch den Stanzvorgang ein Teil derart von einem übrigen Teil der gleichen Bahn abgeschnitten, daß ein Teil als Etiketten auf der sog. Trägerbahn verbleiben, wohingegen der andere Teil - als sog Restbahn bezeichnet - von der Trägerbahn entfernt werden kann. Auf diese Weise bleiben die späteren Etiketten auf der sog. Trägerbahn haften und können einem eventuellen weiteren Verarbeitungs- oder Bearbeitungsvorgang zugeführt werden. Dieser kann beispielsweise darin bestehen, daß Aufdrucke auf diese oder Prägungen an diesen Etiketten vorgesehen werden. Es ist jedoch ebenfalls möglich, diese Aufdrucke oder dgl. dann schon auf die späteren Etiketten aufzubringen, wenn die Etiketten von den sie umgebenden Teilen der sog. Etikettenbahn noch nicht getrennt sind. Die sog. Restbahn umfaßt diejenigen Teile der Etikettenbahn, die die späteren Etiketten in der vor dem Stanzvorgang oder dgl. noch ungeteilten Bahn umgeben hatten. Die Restbahn ist demzufolge nach dem Entfernen von der Trägerbahn an denjenigen Stellen mit Durchbrechungen versehen, die den herzustellenden Etiketten entsprechen. Auf diese Art und Weise ist die sog. Restbahn nach Art von Fenstern durchbrochen, weshalb sie in der Fachwelt auch als sog. Gitterbahn bezeichnet wird. Die Trennung der sog. Trägerbahn mit den daran haftenden Etiketten von der Restbahn wird üblicherweise dadurch vorgenommen, daß entweder beide Bahnarten oder aber zumindest eine davon eine sog. Leitwalze teilweise umschlingt, was dazu führt, daß die beiden in Rede stehenden Bahnen nach dem Trennvorgang verschiedene Wege einschlagen. Die sog. Restbahn wird üblicherweise, wie die US-A 4 849 043 erkennen läßt, zu einer Rolle aufgewickelt, so daß sie nach dem Wickelvorgang sozusagen als Paket aus einer größeren Maschine herausgenommen werden kann. Zu dem Herausnehmen ist es jedoch erforderlich, die Maschine anzuhalten, was einen entsprechenden Produktionsverlust zur Folge hat. Um diesen Produktionsverlust zu vermeiden, ist es denkbar, anstelle einer einzigen Wickelstelle mehrere einander abwechselnde Wickelstellen vorzusehen, um die sich bildende Rolle wechselweise jeweils einer von mehreren möglichen Wickelstellen zuzuführen. Dies bedeutet jedoch eine entsprechende Ausbildung der Wickeleinrichtung, die damit relativ aufwendig wird. Die vorliegende Erfindung verfolgt daher die Aufgabe, eine einfache und preiswerte Einrichtung zum Abführen der Restbahnen vorzuschlagen, die es bei niedrigem Preis erlaubt, die Restbahn aus der übrigen Maschine herauszunehmen ohne daß der Betrieb der übrigen oft recht großen und teuren Maschine unterbrochen werden müßte. Diese Aufgabe wird mit Hilfe folgender Merkmale einzeln oder in beliebiger Kombination dadurch gelöst, daß die Restbahn mindestens eine weitere Walze teilweise umschlingt, wobei die Restbahn auf der Oberfläche dieser Walze mit einer gewissen Kraft haftet und daß eine messerartige Rakel oder dgl. an diese Walze angestellt ist. Weitere Einzelheiten ergeben sich aus den weiter vorgeschlagenen Ansprüchen. Aufgrund der vorgeschlagenen Lösung ist es möglich, die sog. Restbahn derart zu zerkleinern, daß sie auf einfache und bequeme Art ohne großes Volumen beanspruchen zu müssen so aus der Maschine entfernt werden kann, daß ein kontinuierlicher Betrieb der Maschine möglich ist. Weitere Merkmale und Vorteile ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispieles. Die einzelnen Merkmale können dabei je einzeln für sich oder zu mehreren beliebiger Kombination beispielsweise unter Zuhilfenahme von Fachwissen zu weiteren Ausführungsformen der Erfindung verwirklicht sein. Anhand eines in der beigefügten Figur schematisch abgebildeten, den Erfindungsgedanken nicht begrenzenden Ausführungsbeispiels wird die vorgeschlagene Lösung nunmehr näher erläutert. Das Ausführungsbeispiel kann ebenfalls in verschiedener Weise abgeändert werden, ohne den durch die Grundidee abgesteckten Rahmen zu verlassen. In der Figur sind im vorliegenden Zusammenhang nicht wesentliche dem Fachmann hinreichend bekannte Maschinenteile wegen einer übersichtlicheren Darstellungsweise nicht dargestellt. Die Figur zeigt vielmehr nur diejenigen Teile, die für die nähere Erläuterung der vorgeschlagenen Lösung und ihrer Vorteile erforderlich sind.
- Ein aus mehreren sandwichartig übereinandergelegten Teilbahnen bestehendes Bahnenpaket 1 läuft von einer das Bahnenpaket herstellenden Maschine oder einer entsprechenden Abrollung her kommend über in einem Gestell 2 in entsprechender und bekannter Weise drehbar gelagerte Leitwalzen 3, 4 und 5 einer als sog. Trennwalze ausgebildeten Walze 6 zu. Diese Trennwalze 6 kann angetrieben sein, was dazu führt, daß das Bahnenpaket 1 mit Hilfe der Trennwalze 6 durch die in Rede stehende Maschine auch hindurchbefördert wird. Nach Umschlingen der Trennwalze 6 werden die das Bahnenpaket 1 ergebenden Einzelbahnen auf verschiedene Wege abgelenkt. Beispielsweise wird die sog. Trägerbahn 7 über eine Leitwalze 8 geführt, die sog. Restbahn 9 über eine Leitwalze 10. Auf diese Weise umschlingt mindestens eine der Teilbahnen, beispielsweise die Trägerbahn 7 oder die Restbahn 9, im Ausführungsbeispiel sogar diese beiden Bahnen die Trennwalze 6 zumindest teilweise. Das Bahnenpaket 1 hat bereits vor Einlauf in die in der Figur gezeigte Einrichtung eine entsprechende Stanzeinrichtung durchlaufen, so daß zumindest eine Bahn, die sog. Etikettenbahn, der das Paket ausmachenden Teilbahnen durch den Stanzvorgang eingeschnitten worden ist. Durch entsprechende Ausbildung des Stanzwerkzeuges wurde die Etikettenbahn derart zerteilt, daß spätere Etiketten und ein die Etiketten umgebender Rest, die sog. Restbahn entstanden. Sowohl spätere Etiketten als auch die sog. Restbahn liegen bei Einlauf in die in der Figur erläuterten Einrichtung noch innerhalb des Bahnenpaketes 1. Dadurch, daß jedoch zumindest die Trägerbahn 7 und die Restbahn 9 nach Vorbeilauf an der Trennwalze 6 getrennte Wege laufen, wird derjenige Teil der Etikettenbahn, der zur Herstellung der Etiketten nicht mehr benötigt wird un daher Abfall ist, die sog. Restbahn, von der sog. Trägerbahn getrennt. Dadurch, daß die Etiketten oder späteren Etiketten auf der Trägerbahn haften und daß während des Trennvorganges keine zusätzlichen Kräfte auf die Etiketten ausgeübt werden, verbleiben die Etiketten oder späteren Etiketten nach dem Trennvorgang auf der sog. Trägerbahn und laufen mit dieser zusammen den gleichen Weg. Die Etiketten sind in der Regel zumindest auf einer ihrer beiden Seiten mit irgendeinem Klebstoff oder dgl. versehen. Erst dann, wenn die Etiketten später - beispielsweise von Hand - von der Trägerbahn gelöst oder abgezogen werden, können diese Etiketten von der Trägerbahn 7 ihrerseits getrennt werden, um beispielsweise auf ein Paket oder eine Flasche oder eine andersartige Einrichtung derart aufgebracht zu werden, daß sie auf dieser Einrichtung beispielsweise mittels Klebstoff haften bleiben. Nach Umschlingung der Leitwalze 10 läuft die Bahn 9 einer weiteren Walze 11 zu, umschlingt diese teilweise und bleibt vorübergehend daran haften, da die Restbahn 9 ebenso wie die Etiketten - da aus der gleichen ursprünglichen Bahn gewonnen - mit Klebstoff oder dgl. beschichtet ist. Gegen die Walze 11 ist eine messerartige Rakel 12 angestellt, die in bekannter Weise mit Hilfe einer Halterung 13 in dem Gestell der Maschine an-, ab- und einstellbar und/oder verschwenkbar gelagert ist. Dabei kann die Halterung 13 auch mit einem Antrieb versehen werden, der es gestattet, den sog. Rakelhalter 13 einschließlich der darauf befestigten Rakel 12 in Blickrichtung des Betrachters der beigefügten Figur hin und her zu ziehen, so daß die Rakel 12 gegenüber dem Umfang der Walze 11 bewegt werden kann. In demjenigen Teilbereich des Umfanges der Walze 11, der von der Rakel 12 und ihrem Halter 13 sowie von der Restbahn 9 nicht benötigt wird, ist ein Sprührohr 14 angebracht, das über die gesamte Länge der Walze 11, d. h. die gesamte Breite der Restbahn 9 verteilt, Düsen aufweist, die eine Flüssigkeit auf den Umfang der Walze 11 zu sprühen vermag. Diese Flüssigkeit kann beispielsweise auch aus Wasser bestehen, oder aber auch aus jedem anderen Mittel, das es gestattet, die Restbahn 9 selbst oder aber auch auf ihr befindliche Reste von Klebstoff, wie er zum Haften von Etiketten benötigt wird, entweder zu entfernen oder aber zumindest teilweise an- oder aufzulösen, so daß die Restbahn 9 oder Teile von ihr nicht stärker als notwendig am Umfang der Walze 11 haften bleiben oder daß die Restbahn 9 mit Hilfe der Rakel 12 einfacher und leichter zerteilt werden kann. Die Flüssigkeit kann aber auch derart sein, daß die Kraft, mit der die Restbahn 9 an der Walze 11 vorübergehend haftet, erhöht werden kann. Der Umfang der Walze 11 ist jedoch so haftfähig, daß die Restbahn 9 an ihm zunächst haften bleibt, von der Walze 11 sogar gefördert werden kann um damit derjenigen Stelle zuzulaufen, an der die Schneide der Rakel 12 gegen den Umfang der Walze 11 gerichtet ist. An dieser Stelle wird durch die Wirkung der Rakel 12 die Restbahn zerschnitten, zerschnitzelt, von der Walze 11 abgehoben, zickzackförmig gefaltet, zusammengeschobene Teile von ihr gegenseitig aufeinandergeklebt, paketiert oder andersartig aus der Maschine genommen, so daß die Reste/Schnitzel der Restbahn auf die in der Figur noch oben gerichteten Fläche der Rakel 12 zu liegen kommen. Durch die Bewegung der Rakel 12 sowie durch die wegen des Weiterlaufens des Bahnpaketes 1 und damit der Restbahn 9 eintretende Schiebewirkung werden die durch die Rakel 12 erzielten Reste der Restbahn aus der Maschine gefördert, beispielsweise auf ein Förderband 15. Dieses Förderband umschlingt seinerseits Leitwalzen 16 und 17 und befördert die Reste 18 der Restbahn 9 in einen Abfallbehälter 19. Die Leitwalzen 16 und 17 sowie das Förderband 15 können auf derjenigen Seite der Rakel 12, die der Walze 11 abgewandt ist, beispielsweise unterhalb der Rakel 12, jedoch auch derart in der Maschine auf beliebige Weise zweckentsprechend drehbar gelagert sein, daß die Anordnung gegenüber derjenigen der beigefügten Figur um einen rechten Winkel gedreht ist, d. h. daß die Reste der Restbahn in Blickrichtung des Betrachters der Figur aus der Maschine herauslaufen. Da die Schneide der Rakel scharf wie ein Messer ist, ist es günstig, die Oberfläche der Walze 11 mit einer harten Oberfläche zu versehen, sie beispielsweise zu härten oder zu verchromen oder mit einer anderen zweckentsprechenden Panzerung zu versehen. Alle Walzen sind auf bekannte und daher nicht näher dargestellt Weise in dem Gestell 2 der Maschine drehbar gelagert und können bei Bedarf auf bekannte Weise angetrieben werden. An Stelle des Sprührohres 14 können auch andere Einrichtungen vorgesehen sein, die es gestatten, das Haftvermögen von Bahn und Walze zu beeinflussen.
Claims (6)
- Einrichtung zum Entfernen der beim Herstellen von Etiketten oder dgl. aus Bahnen verbleibenden Restbahn (9) von einer die Etiketten unterstützenden Bahn (7) mit einer die Trennung von Restbahn (9) und unterstützender Bahn (7) bewirkenden Umlenkeinrichtung (6) für mindestens eine der beiden Bahnen, dadurch gekennzeichnet, daß die Restbahn (9) mindestens eine weitere Walze (11) teilweise umschlingt, die Restbahn (9) dabei auf der Oberfläche der Walze (11) haftet und eine messerartige Rakel (12) oder dgl. an diese Walze (11) angestellt ist.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Rakel (12) an-, ab- und/oder einstellbar gelagert ist.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, daß in dem von der Rakel (12) und der Restbahn (9) nicht eingenommenen Umfangsbereich der Walze (11) ein Sprührohr (14) angeordnet ist.
- Einrichtung nach den Ansprüchen 1 und 3, gekennzeichnet durch eine aus dem Sprührohr (14) austretende, die Haftung zwischen Restbahn (9) und Walze (11) beeinflussende Flüssigkeit.
- Einrichtung nach Anspruch 1 gekennzeichnet durch eine in axialer Richtung der Walze (11) gerichtete hin- und hergehende Bewegung der Rakel (12).
- Einrichtung nach Anspruch 1, gekennzeichnet durch ein auf der der Walze (11) abgewandten Seite der Rakel (12) unterhalb der Rakel (12) angeordnetes Transportband (15).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4032394 | 1990-10-12 | ||
| DE4032394A DE4032394A1 (de) | 1990-10-12 | 1990-10-12 | Einrichtung zum entfernen der restbahn |
| PCT/DE1991/000764 WO1992006839A1 (de) | 1990-10-12 | 1991-09-26 | Einrichtung zum entfernen der restbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0505533A1 EP0505533A1 (de) | 1992-09-30 |
| EP0505533B1 true EP0505533B1 (de) | 1994-10-12 |
Family
ID=6416144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91916775A Expired - Lifetime EP0505533B1 (de) | 1990-10-12 | 1991-09-26 | Einrichtung zum entfernen der restbahn |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5340430A (de) |
| EP (1) | EP0505533B1 (de) |
| JP (1) | JPH0671776B2 (de) |
| CA (1) | CA2069005C (de) |
| DE (2) | DE4032394A1 (de) |
| ES (1) | ES2031446T3 (de) |
| WO (1) | WO1992006839A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6093256A (en) | 1997-11-14 | 2000-07-25 | Fort James Corp | Embossing roll cleaning method |
| DE19835483A1 (de) * | 1998-08-07 | 2000-02-17 | Oekologische Bausysteme B I Mo | Vorrichtung zum Trennen von Laminaten |
| US6786266B2 (en) * | 2000-05-26 | 2004-09-07 | K. K. Mashintex | Waste peeling apparatus |
| CN109648642A (zh) * | 2019-01-28 | 2019-04-19 | 广州福天医疗科技有限公司 | 刮孔机 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1654656A (en) * | 1920-06-15 | 1928-01-03 | Otaka Fabric Company | Paper-crinkling machine |
| US1628515A (en) * | 1924-07-18 | 1927-05-10 | Paper Service Co | Process of crinkling and reenforcing paper |
| US1782767A (en) * | 1929-03-05 | 1930-11-25 | Paper Service Co | Creping process |
| US2161092A (en) * | 1935-08-05 | 1939-06-06 | Paper Service Co | Process and machine for making composite creped products |
| US2658427A (en) * | 1949-08-18 | 1953-11-10 | Fort Howard Paper Co | Method of removing dry paper trim |
| US3266406A (en) * | 1963-02-11 | 1966-08-16 | Gevaert Photo Prod Nv | Photographic copying apparatus stripping mechanism and method |
| CH484648A (de) * | 1969-05-08 | 1970-01-31 | Bridal Ag | Verfahren und Einrichtung zur Herstellung von selbstklebenden Lidstrichersatzmitteln |
| USRE29644E (en) * | 1972-10-27 | 1978-05-30 | Simon-Vk Limited | Bag forming machines |
| GB1442803A (en) * | 1973-03-01 | 1976-07-14 | Oddy K M | Rotary letter-press label making machine and method of manu facturing printed labels |
| US4125659A (en) * | 1976-06-01 | 1978-11-14 | American Can Company | Patterned creping of fibrous products |
| GB1546224A (en) * | 1977-08-08 | 1979-05-23 | Head Wrightson & Co Ltd | Treatment of trimmed edge scrap from strip material |
| US4246058A (en) * | 1979-01-19 | 1981-01-20 | Avery International Corporation | Label matrix stripping |
| US4273606A (en) * | 1979-11-01 | 1981-06-16 | Pasquale Trilli | Combination laminator and separator |
| US4346855A (en) * | 1980-07-24 | 1982-08-31 | Elizabeth S. Biggar | Stripping method and apparatus for the processing of a continuous laminated web |
| US4410315A (en) * | 1980-10-03 | 1983-10-18 | Beloit Corporation | Low velocity trim removal means and method |
| GB2127378B (en) * | 1982-09-15 | 1985-07-24 | David John Instance | Methods of producing labels |
| US4809602A (en) * | 1987-06-08 | 1989-03-07 | Marti Automatic, Inc. | System and method for removing and disposing of a web of matrix waste |
| US4882004A (en) * | 1987-12-24 | 1989-11-21 | Watson Douglas M | Compact tabletop machine for making labels and other laminations |
| DE3838271A1 (de) * | 1988-11-11 | 1990-05-17 | Krupp Maschinentechnik | Verfahren zur herstellung von mattenstreifen aus breiteren klebrigen, mit deckfolien belegten werkstoffbahnen und vorrichtung zur durchfuehrung des verfahrens |
-
1990
- 1990-10-12 DE DE4032394A patent/DE4032394A1/de not_active Withdrawn
-
1991
- 1991-09-26 JP JP3515213A patent/JPH0671776B2/ja not_active Expired - Lifetime
- 1991-09-26 EP EP91916775A patent/EP0505533B1/de not_active Expired - Lifetime
- 1991-09-26 US US07/856,202 patent/US5340430A/en not_active Expired - Lifetime
- 1991-09-26 DE DE59103237T patent/DE59103237D1/de not_active Expired - Fee Related
- 1991-09-26 ES ES91916775T patent/ES2031446T3/es not_active Expired - Lifetime
- 1991-09-26 WO PCT/DE1991/000764 patent/WO1992006839A1/de not_active Ceased
- 1991-09-26 CA CA002069005A patent/CA2069005C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ES2031446T1 (es) | 1992-12-16 |
| JPH0671776B2 (ja) | 1994-09-14 |
| CA2069005A1 (en) | 1992-04-13 |
| CA2069005C (en) | 1995-06-27 |
| WO1992006839A1 (de) | 1992-04-30 |
| EP0505533A1 (de) | 1992-09-30 |
| US5340430A (en) | 1994-08-23 |
| DE59103237D1 (de) | 1994-11-17 |
| ES2031446T3 (es) | 1994-12-01 |
| JPH04506045A (ja) | 1992-10-22 |
| DE4032394A1 (de) | 1992-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69702485T2 (de) | Umwickler mit befestiger für das wickelende | |
| EP1437202B1 (de) | Vorrichtung und Verfahren zur Nutzentrennung in einer Maschine zur Herstellung von aus einer Materialbahn ausgeschnittenen Flachmaterialstücken | |
| EP0003984B1 (de) | Verfahren zum Ausstanzen von Zuschnitten aus einer Bahn und Vorrichtung zu dessen Durchführung | |
| EP0771300B1 (de) | Verfahren und vorrichtung zum vorbereiten eines anfanges einer vorratspapierbahnrolle für einen fliegenden rollenwechsel | |
| EP0986454B1 (de) | Verfahren sowie einrichtung zum querperforieren einer laufenden papierbahn | |
| EP2288559A1 (de) | Vorrichtung und verfahren zum herstellen von einzelzuschnitten aus einer folienbahn | |
| DE3225518A1 (de) | Verfahren und vorrichtung fuer das abreissen von bahnenfoermigem material | |
| DE3430739A1 (de) | Verfahren zum schneiden und ausstanzen sowie zufuehren von aufklebern verschiedener formen | |
| EP0360108B1 (de) | Verfahren und Vorrichtung zum Spenden von Etiketten | |
| DE8808030U1 (de) | Etikettiervorrichtung für Behälter | |
| DE102019204477A1 (de) | Längsschneidung mit integrierter Förderrolle | |
| DE102012019992A1 (de) | Vorrichtung für eine Flachbettstanze und Verfahren zum Zuführen einer Bedruckstoffbahn | |
| DE2902315A1 (de) | Etikettiergeraet und formschneidevorrichtung hierfuer | |
| EP2851168B1 (de) | Vorrichtung zum Ausstanzen von Etiketten mit Gegenstanzband | |
| EP1415944A1 (de) | Vorrichtung zum Verstellen von Anpressrollen und/oder Schneidmesser an Falzapparaten | |
| EP0505533B1 (de) | Einrichtung zum entfernen der restbahn | |
| EP0071229B1 (de) | Verfahren zur kontinuierlichen Herstellung von Faltschachteln sowie Vorrichtung hierzu | |
| DE29622554U1 (de) | Teilbare Verpackung, insbesondere Zigarettenkartusche | |
| DE1436633C3 (de) | Vorrichtung zum Herstellen von be druckten Etiketten | |
| CH661281A5 (de) | Rolle eines klebebandes mit beidseitig klebenden klebematerialstuecken und vorrichtungen zur herstellung derselben. | |
| DE9014185U1 (de) | Einrichtung zum Entfernen der Restbahn | |
| DE69506060T2 (de) | Vorrichtung zum Schneiden und klebstofflosen Anbringen des Bahnanfangs für eine neue Wickelrolle auf den Wickelkern eines Wicklers | |
| EP0427068A2 (de) | Vorrichtung zur Herstellung von Einlagen für Versandhüllen | |
| DE4021134C1 (en) | Paper roll singling from wide blank - has bar rolls which should feed axially to singular once coiled and arrested front roll | |
| DE4322454C2 (de) | Vorrichtung zum Bearbeiten von im wesentlichen rechteckigen flachen Produkten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19920701 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI NL SE |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| EL | Fr: translation of claims filed | ||
| TCNL | Nl: translation of patent claims filed | ||
| 17Q | First examination report despatched |
Effective date: 19940321 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 59103237 Country of ref document: DE Date of ref document: 19941117 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2031446 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19941103 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91916775.9 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990811 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19990916 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990922 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20000929 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000926 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91916775.9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010823 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010926 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010930 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20011211 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030328 Year of fee payment: 12 |
|
| BERE | Be: lapsed |
Owner name: MASCHINENFABRIK *GOEBEL G.M.B.H. Effective date: 20020930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040401 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20031011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050926 |