Schneidmesser für oszillierenden Antrieb
-
Die vorliegende Erfindung betrifft ein Schneidmesser für ein Schneidwerkzeug mit oszillierendem Antrieb zum Durchtrennen von Klebeschichten, insbesondere an aufgeklebten Scheiben von Kraftfahrzeugen, mit einem Messerschaft, der mit dem oszillierenden Antrieb des Schneidwerkzeuges verbindbar ist und mit einer Klinge, die mindestens eine Schneidkante und zwei gegenüberliegende, von der Schneidkante ausgehende Seitenflächen aufweist.
-
Derartige Messer sind in verschiedenen Formen bekannt. Dabei bestehen im einfachsten Fall Schaft und Klinge aus einem flachen, streifenförmigen Metallteil und sind in einer Ebene unmittelbar miteinander verbunden. Im Regelfall befindet sich jedoch zwischen Schaft und Klinge ein Zwischenteil mit einer Abwinkelung, derart, daß das flache Schaftteil in einer gegenüber der Ebene der Klingenfläche versetzten und eventuell leicht geneigten Ebene befindet. Dabei kann der Schaft so an dem abgewinkelten Zwischenteil angesetzt sein, daß sich in der Seitenansicht entweder eine Z-Form oder aber eine U-Form ergibt.
-
Der Schaft ist über ein Befestigungselement mit dem oszillierenden Antrieb eines im allgemeinen elektrisch oder pneumatisch betriebenen Schneidwerkzeuges verbunden. Dieser Antrieb kann Drehoszillationen ausführen, so daß das Messer um eine Achse, die im wesentlichen senkrecht zu der durch die Klinge definierten Ebene verläuft, oszillatorische Drehbewegungen ausführt und dabei beispielsweise den Klebewulst der Windschutzscheibe eines Kraftfahrzeuges auftrennt. Die Abwinkelung des Zwischenteiles dient dabei dazu, die Klinge in den zwischen Windschutzscheibe und Karosserie gebildeten Spalt hinein und an den innenliegenden Klebewulst heran führen zu können.
-
Wenn auch die Klinge im allgemeinen relativ dünn ausgeführt wird, so muß sie doch zur Erzielung einer ausreichenden mechanischen Festigkeit eine gewisse Mindeststärke aufweisen, die im Milimeterbereich liegt.
-
Da Klebeschichten und insbesondere die Klebewulste an den Scheiben von Autofenstern relativ elastisch sind, liegen auch die durchtrennten Schichten an ihrer Trennstelle noch relativ fest aneinander und behindern so die oszillierenden Schwenkbewegungen der Klinge in dieser Trennebene. Die Reibung zwischen den Klingenflächen und den Flächen des Klebewulstes in der Trennebene verursacht einen erheblichen Widerstand und erfordert das Aufbringen einer entsprechenden Vorschubkraft beim Schneiden. Da die Schneidkanten der Messer angeschliffen sind, ist die Klingenoberfläche nicht sehr glatt und weist entsprechende Schleifriefen auf, wodurch die Reibung gegenüber den durchtrennten Klebeschichten noch verstärkt wird. Gleichzeitig bringt diese Reibung und die entsprechend erforderliche Vorschubkraft auch eine entsprechende mechanische Belastung der Klinge mit sich, die auch deshalb entsprechend stabil und damit relativ dick ausgeführt werden muß, was wiederum die Reibungskraft erhöht.
-
Außerdem können die rauhen Oberflächen an Klinge und Zwischenteil auch zu Beschädigungen und zum Verkratzen der Karosserie von Fahrzeugen führen.
-
Demgegenüber liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Schneidmesser mit den eingangs genannten Merkmalen zu schaffen, bei welchem die Reibung gegenüber den durchtrennten Klebeschichten und damit die erforderliche Vorschubkraft vermindert wird. Außerdem soll, soweit der Einsatz des Messers an Kraftfahrzeugen vorgesehen ist, auch die Gefahr der Beschädigung von Karosserie und Scheibe herabgesetzt werden.
-
Diese Aufgabe wird dadurch gelöst, daß mindestens eine der Seitenflächen mindestens teilweise eine die Gleiteigenschaften gegenüber dem Klebeschichtmaterial verbessernde Beschichtung aufweisen.
-
Die Art der Beschichtung hängt dabei selbstverständlich von der Art der zu durchtrennenden Klebeschicht ab. Für die an KFZ-Scheiben im allgemeinen verwendeten dauerelastischen Klebewulste, die zum Beispiel aus synthetischem Kautschuk bestehen, kommen dabei unter Umständen andere Beschichtungen in Frage als für Klebeschichten mit anderen Eigenschaften, die relativ hart oder eher plastisch verformbar sind.
-
Als für viele Anwendungszwecke, und insbesondere auch für die Klebewulste von Autoscheiben geeignet, hat sich eine aus einem Hartstoff bestehende Beschichtung erwiesen.
-
Als Hartstoffe werden dabei eine Reihe von Nitriden, Carbiden und eventuell auch Oxiden einiger Übergangsmetalle, wie Wolfram, Hafnium und Titan beschrieben.
-
Derartige Hartstoffbeschichtungen sind außerordentlich widerstandsfähig gegen Abrieb und können dementsprechend dünn ausgeführt werden, so daß die Gesamtdicke der Klinge nur unwesentlich beeinflußt wird. Da durch die Beschichtung die Reibung der Klinge gegenüber der zu durchtrennenden Klebeschicht und damit auch die aufzubringende Vorschubkraft abnimmt, kann sogar die Klinge im Vergleich zu der Klinge herkömmlicher Schneidmesser dünner ausgeführt werden, so daß die Klinge auch einschließlich der Beschichtung noch dünner bleibt als bei den bekannten Messern, wodurch die Reibung und die Vorschubkraft noch weiter herabgesetzt sind.
-
Bei einer bevorzugten Ausführungsform der Erfindung besteht die Beschichtung aus Titannitrid (TiN).
-
Es können jedoch auch Kunststoffe mit besonders guten Gleiteigenschaften als Beschichtung verwendet werden, zum Beispiel PTFE (Polytetrafluorethylen).
-
Wenn das Messer zwischen Schaft und Klinge ein Zwischenteil aufweist, so ist in der bevorzugten Ausführungsform der Erfindung vorgesehen, daß zumindest die beim Schneiden mit der Klebeschicht in Berührung tretende Fläche des Zwischenteils ebenfalls eine entsprechende Beschichtung aufweist. Auch die mit der Klebeschicht oder anderen festen Teilen in Berührung tretenden Flächen des Zwischenteiles tragen zur Reibung und damit zur aufzubringenden Vorschubkraft bei, so daß zweckmäßigerweise auch diese Flächen die erfindungsgemäß vorgesehene Beschichtung aufweisen.
-
Die Klinge ist in einem solchen Fall mindestens auf einer ihrer Seitenflächen vollständig beschichtet. Bei anderen Ausführungsformen, bei welchen beispielsweise nur ein Teil der Klinge in einen Klebewulst eindringt, kann es jedoch auch ausreichend sein, wenn die Klinge nur auf einem Teil einer Seitenfläche beschichtet ist.
-
Ob die Klinge zweckmäßigerweise nur auf einer Seitenfläche oder aber auf beiden gegenüberliegenden Seitenflächen zu beschichten ist, hängt unter anderem auch von der Querschnittsform der Klinge ab. Ist beispielsweise eine Klingenfläche nach außen gewölbt (konvex), die andere jedoch eben oder gar konkav gewölbt, so kann es ausreichend sein, nur die konvex gewölbte Klingenfläche mit der Beschichtung zu versehen, um die Vorschubkraft drastisch zu reduzieren. Klingen mit beidseitig konvex gewölbten Seitenflächen werden auch vorzugsweise auf beiden Seiten beschichtet.
-
Die Erfindung wird nun anhand der beigefügten Figuren, die bevorzugte Ausführungsformen darstellen, mit ihren Vorteilen, Merkmalen und Anwendungsmöglichkeiten beschrieben. Es zeigen:
- Figuren 1a und b
- ein U-förmig gewinkeltes Messer in der Drauf- und einer Seitenansicht,
- Figuren 2a und b
- ein Z-förmig abgewinkeltes Messer in der Drauf- und einer Seitenansicht,
- Figuren 3a und b
- ein Z-förmig abgewinkeltes, und zusätzlich sichelförmig gekrümmtes Messer in Drauf- und Seitenansicht,
- Figuren 4a und b
- ein gerades, nicht abgewinkeltes Messer in der Drauf- und einer Seitenansicht,
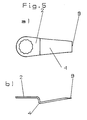
- Figuren 5a und b
- ein Z-förmig abgewinkeltes Messer, dessen Schneide an der vorderen Kante angebracht ist und vorwiegend zum Abschaben von Restklebern an Karosserie und Scheibe verwendet wird, in der Drauf- und einer Seitenansicht und
- Figuren 6a bis c
- verschiedene Querschnittformen der Messerklinge mit Beschichtung.
-
In den Figuren 1a und b erkennt man ein U-förmig abgewinkeltes Messer mit einem im wesentlichen ebenen Schaft 2 und einer ebenen Klinge 3, die durch ein Zwischenteil 4 im wesentlichen zu einer U-Form miteinander verbunden sind. Der Schaft 2 weist eine Öse 7 mit einem gezackten Rand 8 auf, der eine feste Verbindung mit dem oszillierenden Antrieb eines Werkzeuges ermöglicht, wobei dieser Antrieb Drehoszillationen um die Achse der Öffnung 7 ausführt. Die Klinge 3 ist relativ dünn und weist zwei gegenüberliegende Schneidkanten 6 auf, die an der Spitze der Klinge über ein halbkreisförmiges Schneidkantenteil 6' miteinander verbunden sind. Ausgehend von den gegenüberliegenden Schneidkanten 6 erstrecken sich zwei gegenüberliegende Flächen 1 der Klinge 3, die auch als Ober- bzw. Unterseite der Klinge 3 bezeichnet werden können. Durch Vorformen (Schmieden) und/oder Schleifen, ist mindestens eine der Seitenflächen 1 der Klinge 3 konvex nach außen gewölbt, wie man beispielsweise auch in den Figuren 6a bis c erkennt. An den Schneidkanten 6 laufen die gegenüberliegenden Seitenflächen unter Bildung der scharfen Schneidkante 6 aufeinander zu. Die Figuren 6a bis c stellen verschiedene Querschnittformen dar, wobei in Figur 6a eine Seitenfläche 1 (die Unterseite) eben und die andere Seite konvex gewölbt ist, während in Figur 6b beide Seitenflächen konvex gewölbt sind.
-
In Figur 6c ist schließlich eine Ausführungsform dargestellt, bei welcher eine Seitenfläche (die Oberseite) konvex und mit stärkerer Krümmung ausgeführt ist als die andere (Unterseite), die jedoch eine konkave Krümmung aufweist. Bei der zuletzt genannten Ausführungsform wird eine Reibung der konkav gewölbten Fläche an der Klebeschicht schon allein durch die konkave Wölbung weitgehend vermieden, da diese Fläche die durchtrennte Klebeschicht nur sehr schwach oder überhaupt nicht berührt.
-
Auch bei der Ausführungsform mit einer ebenen Seitenfläche gemäß Figur 6a ist die Reibung dieser Seitenfläche mit der Klebeschicht noch relativ gering, so daß unter Umständen auf dieser Seite auf eine Beschichtung verzichtet werden kann. Konvex gewölbte Seiten, das heißt die oberen Flächen in den Figuren 6a und c und beide Seitenflächen in Figur 6b sind jedoch vorzugsweise immer zu beschichten. Die Dicke der Beschichtungen 5 ist in den Figuren 6a bis c stark übertrieben dargestellt, um sie im Querschnitt überhaupt sichtbar zu machen. Insbesondere Hartstoffbeschichtungen können sehr dünn ausgeführt werden und liegen im allgemeinen im Mikrometerbereich.
-
In zwei Teilbildern der Figur 6a sind schematisch mögliche Formen der Beschichtung im Schneidkantenbereich dargestellt. So kann sich die Beschichtung beispielsweise bis ganz zur Schneidkante erstrecken, wie in dem linken Teilbild dargestellt, so daß bei Ingebrauchnahme des Messers der am weiten außenliegende Teil der Beschichtung 5 abgetragen wird, so daß sich je nach Härte der Beschichtung nach längerem oder kürzerem Gebrauch in etwa der gestrichelt angedeutete Verlauf der Beschichtung 5 ergibt. Die Beschichtung kann jedoch auch, wie im oberen Teilbild der Figur 6a dargestellt, von vornherein zur Schneidkante hin dünn auslaufend gestaltet werden oder aber, wie im unteren Teilbild dargestellt zur Schneidkante hin verstärkt gestaltet werden.
-
Die in den Figuren 2 und 3 dargestellten Ausführungsformen erscheinen in der Seitenansicht Z-förmig abgewinkelt und die gegenüberliegenden Schneidkanten laufen zur Spitze der Klinge hin aufeinander zu und sind dort wiederum durch eine im wesentlichen halbkreisförmig verlaufende Schneidkantenspitze 6' miteinander verbunden. Bei der Ausführungsform gemäß Figur 3 ist außerdem das Messer und insbesondere die Klinge 3 sichelförmig gekrümmt. Insbesondere bei einer solchen Ausführungsform kann die Klinge auch auf nur einer Seite eine Schneidkante 6 aufweisen.
-
Bei allen in den Figuren 1 bis 3 dargestellten Ausführungsformen können auch die Zwischenteile 4 mit einer Beschichtung versehen werden, die mit der Beschichtung der Flächen 1 der Klinge identisch, aber auch von dieser verschieden sein kann.
-
Ob das Zwischenteil beidseitig und bis zu welchem Punkt es beschichtet wird, hängt von dem speziellen Anwendungsfall ab, für den es vorgesehen ist und vom Verfahren, mit dem die Beschichtung aufgetragen wird. Auf jeden Fall sollten die Flächen des Zwischenteiles, die bei den Oszillationsbewegungen des Messers andere, feststehende Teile berühren und so zur Reibung beitragen oder auch andere Teile beschädigen können, mit einer entsprechenden Beschichtung versehen sein.
-
Es versteht sich, daß bei der Auswahl des Beschichtungsmaterials darauf zu achten ist, daß das Material sowohl reibungs- als auch temperaturbeständig ist und sich bei der Benutzung des Messers nicht vom Trägermaterial löst. Außerdem sollten vorzugsweise solche Beschichtungsmaterialien gewählt werden, die bei der Erhitzung aufgrund der immer noch vorhandenen Reibung keine gesundheitsschädlichen Dämpfe abgeben. Dabei kann durch Auswahl eines geeigneten Messermaterials und einer entsprechenden Formgebung eine Überhitzung des Messers und der Beschichtung auch durch gute Wärmeableitung vermieden werden.
-
Wichtig ist auch noch, daß das Messer nicht aufgrund einer einseitigen Beschichtung und damit unterschiedlicher Reibungswerte auf den gegenüberliegenden Seiten nicht dazu neigt, beim Vorschub aus der vorgesehenen Schneidebene herauszulaufen. Auch aus diesem Grund kann eine symmetrische Gestaltung der gegenüberliegenden Seitenflächen der Klinge mit einer beidseitigen Beschichtung bevorzugt sein.
-
Es versteht sich daß die Messer auch andere Querschnittformen haben können, z.B. beidseitig eben mit seitlich angeschliffenen-Schneidkanten.