EP0403038A2 - Verfahren und Vorrichtung zum Herstellen von masshaltingen Presslingen - Google Patents
Verfahren und Vorrichtung zum Herstellen von masshaltingen Presslingen Download PDFInfo
- Publication number
- EP0403038A2 EP0403038A2 EP90250137A EP90250137A EP0403038A2 EP 0403038 A2 EP0403038 A2 EP 0403038A2 EP 90250137 A EP90250137 A EP 90250137A EP 90250137 A EP90250137 A EP 90250137A EP 0403038 A2 EP0403038 A2 EP 0403038A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- die
- pressing
- stamp
- components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen von maßhaltigen Preßlingen gemäß dem Oberbegriff des Patentanspruchs 1 sowie eine Vorrichtung zu dessen Durchführung.
- Aus der DE-OS 29 24 704 ist eine Einrichtung an einer Presse zur Festlegung der Höhe von Preßlingen aus pulverförmigem Material bekannt, mit der Auswirkungen von Verformungen des Pressenrahmens während des Pressens im Hinblick auf die Genauigkeit des Preßlings eliminiert werden sollen. Hierzu wird vorgeschlagen, die an sich unbewegt bleibenden Teile eines Längenmeßsystems, mit dem die Positionen der die Preßstempel tragenden Teile des Preßwerkzeugs verfolgt werden, nicht am Pressenrahmen sondern an dem ortsfest bleibenden Teil des Preßwerkzeugs zu befestigen.
- Je höher die Anforderungen an die genaue Einhaltung der Geometrie eines Preßlings sind, umso gravierender wird der Störeinfluß, der durch die elastische Verformung der Preßstempel während des Pressens entsteht.
- Bei einfachen Preßlingen (z.B. einfache Zylinderform) spielt dieser Effekt keine nennenswerte Rolle, da man die Preßwerkzeuge ohne Schwierigkeiten so steif bauen kann, daß keine nennenswerten elastischen Verformungen im vorgesehenen Preßkraftbereich auftreten. Bei komplizierteren Teilen mit mehreren Absätzen, für die z.B. Mehrplattenadaptorwerkzeuge eingesetzt werden, wie sie etwa aus der DE 31 42 126 C2 bekannt sind, ist die elastische Verformung der Stempel nicht mehr ohne weiteres zu vernachlässigen, weil die Werkzeugbauweise zumindest bei einzelnen Stempeln eine relativ dünnwandige, lange und schlanke Form erfordert. Ein solcher Stempel ist dann nicht mehr ein praktisch starrer Körper, sondern verformt sich, wie im Rahmen der Erfindung festgestellt wurde, unter Einwirkung der Preßkraft elastisch in einem durchaus bemerkenswerten Ausmaß.
- Aufgabe der Erfindung ist es daher, ein Verfahren und eine Vorrichtung zu dessen Durchführung anzugeben, mit dem die Genauigkeit der Preßlingsgeometrie auch bei Preßlingen mit mehreren Höhenabsätzen weiter verbessert werden kann.
- Gelöst wird diese Aufgabe erfindungsgemäß durch ein Verfahren, das mit den Merkmalen des Patentanspruchs 1 ausgestattet und durch die Merkmale des Patentanspruchs 2 in vorteilhafter Weise ausgestaltbar ist. Eine erfindungsgemäße Vorrichtung ist durch die Merkmale des Patentanspruchs 3 gekennzeichnet und bevorzugt mit den zusätzlichen Merkmalen des Patentanspruchs 4 ausgestattet.
- Das der Erfindung zugrundeliegende Problem wäre von vornherein zu vermeiden, wenn man das Wegmeßsystem zur Feststellung der Lage eines Preßstempels in unmittelbarer Nähe der Preßfläche des Stempels anbringen würde, da dann nicht die Stempel, tragenden Bauteile (z.B. Stempelplatten) sondern die Preßflächen selbst in ihre jeweilige Sollposition gefahren und direkt meßtechnisch verfolgt werden könnten.
- Damit wären elastische Stempelverformungen völlig bedeutungslos. Aus baulichen Gründen ist man jedoch im allgemeinen nicht in der Lage, das Wegmeßsystem in dieser Weise zu befestigen. Erfindungsgemäß ist daher vorgesehen, die elastische Verformung der Preßstempel über eine direkte oder indirekte Messung der Preßkraft zu ermitteln und die relative Position gegenüberliegender Preßstempel in der Preßendstellung entsprechend dem/den ermittelten Verformungswert/en zu korrigieren. Die Sollpositionen der die Stempel tragenden Bauteile, an denen die beweglichen Teile des verwendeten Längenmeßsystems befestigt sind, ergeben sich dabei zunächst als vorläufige Werte entsprechend der Geometrie des zu erzeugenden Preßlings unter Berücksichtigung der Länge jedes einzelnen Stempels. Die Korrektur der Sollpositionen erfolgt dann in der Weise, daß die Preßflächen der Ober- und Unterstempel etwa um den Betrag der infolge Einwirkung der Preßkraft hervorgerufenen stärkeren oder schwächeren elastischen Einfederung des oder der Preßstempel näher bzw. weniger nah zusammengefahren werden. Die Korrekturwerte können dabei anhand der z.B. in Vorversuchen ermittelten Federkennlinie des jeweiligen Preßstempels und der während des Pressens gemessenen Preßkraft errechnet werden. Es ist nicht unbedingt erforderlich, diese Korrektur für alle Stempel durchzuführen. Bei einem Mehrstempelwerkzeug kann vielfach an solchen Stempeln, die relativ kurz und/oder dickwandig ausgebildet sind, wegen der nur geringfügigen elastischen Verformung, die ursprüngliche Sollposition unverändert bleiben, während lediglich der oder die Stempel mit einer weniger steifen Federkennlinie hinsichtlich ihrer Sollposition im erfindungsgemäßen Sinn korrigiert werden.
- Ein erheblicher Vorteil des erfindungsgemäßen Verfahrens ist darin zu sehen, daß es in der Lage ist, Teile mit präziser Preßlingsgeometrie zu liefern, auch wenn die Preßkräfte und somit die Größe der elastischen Verformung der Preßstempel während der laufenden Produktion stärkeren Schwankungen unterliegen, die z.B. durch Veränderungen der Preßbarkeit des verwendeten Pulvers begründet sind.
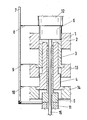
- Anhand des in der einzigen Abbildung dargestellten einfachen Ausführungsbeispiels wird die Erfindung nachfolgend näher erläutert.
- Das Bild zeigt schematisch einen Schnitt durch ein Preßwerkzeug in der Preßendstellung mit einem ringförmigen Preßling 1 aus Stahlpulver. Der Preßling 1, der von einer mantelförmigen Matrize 2 umgeben ist, weist im Querschnitt drei Stufen auf. Aus diesem Grunde sind zur Pulververdichtung drei koaxial ineinander geführte, unabhängig voneinander verfahrbare Unterstempel 3, 4, 5 vorgesehen, die die gestufte Unterseite formen, während die glattflächige Oberseite des Preßlings 1 von einem einzigen Oberstempel 6 geformt wird. Um eine exakte Preßlingsgeometrie zu erhalten, müssen in der Preßendstellung die Abstände der Preßflächen von Oberstempel 6 und den Unterstempeln 3, 4, 5 genau auf die Höhe der Preßlingsstufen eingestellt werden. Zu diesem Zweck sind Wegmeßsysteme vorgesehen, die schematisch als Maßstab 7 und Zeiger 8, 9, 10 dargestellt sind. Der Maßstab 7 ist starr mit dem den Unterstempel 5 tragenden Bauteil 11 verbunden, während die Zeiger 8, 9 und 10 in entsprechender Weise an die die Unterstempel 3 und 4 bzw. den Oberstempel 6 tragenden Bauteile 12 und 13 bzw. 14 angekoppelt sind. Da die Abstände der Zeiger 8, 9, 10 von der Preßfläche der Stempel 3, 4 und 6 sowie der Abstand der Preßfläche des Unterstempels 5 von dem Nullpunkt des Maßstabs 7 bekannt sind, können die Sollpositionen der Zeiger 8, 9 und 10 leicht ermittelt werden, bei denen die Abstände der Unterstempel 3, 4, 5 von Oberstempel 6 genau der Höhenstufung des Preßlings 1 entspricht. Allerdings handelt es sich noch um vorläufige Sollpositionen, da bei ihrer Ermittlung von theoretisch starren Preßstempeln 3, 4, 5, 6 ausgegangen wurde. Tatsächlich tritt jedoch eine elastische Verformung aller Stempel 3, 4, 5, 6 ein.
- Während in diesem Beispiel der Oberstempel 6 relative kurz und sehr massiv ausgeführt werden konnte, so daß dessen elastische Verformung praktisch vernachlässigt werden kann, sind die Verformungen der Unterstempel 3, 4, 5 wegen ihrer Baulänge und vergleichsweise dünnwandigen Ausführung zu beachten. Insbesondere der Unterstempel 5, in dessen Mitte noch ein Dorn 15 geführt ist, weist einen hohen Schlankheitsgrad auf.
- Zur Ermittlung der Verformungen werden daher mit nicht dargestellten Kraftmeßeinrichtungen, die z.B. als piezzoelektrischer Aufnehmer, Dehnungsmeßstreifen oder sonstiges Meßsystem ausgebildet sein können, die Preßkräfte an den Unterseiten der Unterstempel 3, 4, 5 gemessen. Eine nicht dargestellte elektronische Steuerung, der die gemessenen Werte zugeführt werden, errechnet daraus anhand der Federkennlinien der Unterstempel 3, 4, 5 die in Vorversuchen bestimmt oder berechnet wurden, die tatsächlich vorliegende Verformung der Unterstempel 3, 4, 5. Die vorläufigen Sollpositionen der Unterstempel 3, 4, 5 werden dann um diesen Verformungsbetrag korrigiert, d.h. die Preßkraft der Unterstempel 3, 4, 5 wird so lange erhöht, bis die Abstände der Preßflächen der Unterstempel 3, 4, 5 zu derjenigen des Oberstempels 6 unter Berücksichtigung der elastischen Stempelverformungen genau den gewünschten Höhenstufungen des Preßlings 1 entsprechen.
- Es ist grundsätzlich möglich, die Korrektur der Stempelsollpositionen jeweils erst im nächsten Preßzyklus vorzunehmen. Dies ergibt im Regelfall immer noch eine ausreichend genaue Preßlingsgeometrie, da die Störeinflüsse sich im allgemeinen nicht sprunghaft um größere Beträge verändern. Besonders vorteilhaft ist jedoch eine Regelung, die aufgrund der aktuell in demselben Preßzyklus gemessenen Preßkräfte erfolgt.
Claims (4)
dadurch gekennzeichnet,
daß in der Preßendstellung die Sollposition mindestens eines der Stempel tragenden Bauteile in Preßrichtung um einen Betrag korrigiert wird, der der elastischen Verformung des bzw. der Stempel infolge der Einwirkung der Preßkraft entspricht.
dadurch gekennzeichnet,
daß die Preßkraft an mindestens einem der Stempel während des Preßzyklus gemessen und zur Berechnung der korrigierten Sollposition in demselben Preßzyklus benutzt wird.
dadurch gekennzeichnet,
daß in der elektronischen Steuerung Korrekturwerte für die durch die Preßkraft hervorgerufene elastische Verformung des bzw. der Stempel (3, 4, 5, 6) abrufbar oder anhand der Federkennlinie des betreffenden Stempels (3, 4, 5, 6) errechenbar sind.
dadurch gekennzeichnet,
daß die Meßeinrichtung ein piezzoelektrischer Aufnehmer oder ein Dehnungsmeßstreifen ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90250137T ATE94464T1 (de) | 1989-06-15 | 1990-05-28 | Verfahren und vorrichtung zum herstellen von masshaltingen presslingen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3919821 | 1989-06-15 | ||
| DE3919821A DE3919821C2 (de) | 1989-06-15 | 1989-06-15 | Verfahren und Vorrichtung zum Herstellen von maßhaltigen Preßlingen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0403038A2 true EP0403038A2 (de) | 1990-12-19 |
| EP0403038A3 EP0403038A3 (de) | 1991-03-27 |
| EP0403038B1 EP0403038B1 (de) | 1993-09-15 |
Family
ID=6382945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90250137A Expired - Lifetime EP0403038B1 (de) | 1989-06-15 | 1990-05-28 | Verfahren und Vorrichtung zum Herstellen von masshaltingen Presslingen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5043111A (de) |
| EP (1) | EP0403038B1 (de) |
| JP (1) | JPH0780073B2 (de) |
| AT (1) | ATE94464T1 (de) |
| DE (2) | DE3919821C2 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2688724A1 (fr) * | 1992-03-23 | 1993-09-24 | Mannesmann Ag | Procede et dispositif pour fabriquer des corps comprimes a plusieurs gradins en une matiere pulverulente. |
| DE19502596A1 (de) * | 1995-01-28 | 1996-08-14 | Fette Wilhelm Gmbh | Verfahren zur Erstellung eines Kraft-Weg-Diagramms der Preßstempel einer Rundläufer-Tablettenpresse |
| EP0873855A2 (de) * | 1997-04-24 | 1998-10-28 | Fette, Wilhelm | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
| WO2000020192A1 (de) * | 1998-10-07 | 2000-04-13 | Dorst-Maschinen- Und Anlagen-Bau Gmbh & Co.Kg | Presse zum herstellen von formkörpern |
| CN102248705A (zh) * | 2011-07-01 | 2011-11-23 | 宁波市北仑新港冶金机械有限公司 | 粉末成形机的多送料复合粉成型机构 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07112638B2 (ja) * | 1991-05-02 | 1995-12-06 | 株式会社ヨシツカ精機 | 粉末成形プレスの加圧制御方法 |
| US5202067A (en) * | 1991-11-12 | 1993-04-13 | Chemplex Industries, Inc. | Powder compacting press apparatus and methods |
| USRE35506E (en) * | 1991-11-12 | 1997-05-13 | Chemplex Industries, Inc. | Powder compacting press apparatus and methods |
| CH683243A5 (de) * | 1991-11-15 | 1994-02-15 | Laeis & Bucher Gmbh | Verfahren zur Steuerung und/oder Regelung des Pressvorganges einer Steinpresse. |
| US5455002A (en) * | 1992-03-12 | 1995-10-03 | Aida Engineering, Ltd. | Plastic working method for holed metal parts |
| AU5556894A (en) * | 1993-11-24 | 1995-06-13 | Stackpole Limited | Undercut split die |
| ATE182841T1 (de) * | 1993-11-24 | 1999-08-15 | Stackpole Ltd | Versetzte mehrteilige pressform |
| US5580586A (en) * | 1994-03-17 | 1996-12-03 | Tamagawa Machinery Co., Ltd. | Die control speed rate conversion device for powder mold press |
| US5840348A (en) * | 1995-09-15 | 1998-11-24 | Ultrapure Systems, Inc. | Automated carbon block molding machine and method |
| US6165400A (en) * | 1996-05-09 | 2000-12-26 | Stackpole Limited | Compacted-powder opposed twin-helical gears and method |
| US6440357B1 (en) | 1996-05-09 | 2002-08-27 | Stackpole Limited | Compacted-powder opposed twin-helical gears and method |
| US6294113B1 (en) * | 1998-11-16 | 2001-09-25 | General Electric Company | Touch sensing method |
| DE10010671C2 (de) * | 2000-03-04 | 2002-03-14 | Fette Wilhelm Gmbh | Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver und anschließendes Sintern des Preßlings |
| GB2360825B (en) * | 2000-03-30 | 2004-11-17 | Formflo Ltd | Gear wheels roll formed from powder metal blanks |
| JP3687492B2 (ja) * | 2000-06-21 | 2005-08-24 | 株式会社村田製作所 | 誘電体ブロックのプレス成形方法 |
| DE10051236A1 (de) * | 2000-10-16 | 2002-04-25 | Dorst Masch & Anlagen | Verfahren und Vorrichtung zum Bestimmen von Pressparametern zum Pressen komplex aufgebauter Presslinge |
| DE10135283C2 (de) * | 2001-07-19 | 2003-09-18 | Fette Wilhelm Gmbh | Verfahren zum Verpressen von Pulvermaterial |
| DE10135523C2 (de) * | 2001-07-20 | 2003-07-31 | Dorst Masch & Anlagen | Presseneinrichtung zum Herstellen maßhaltiger Presslinge aus pulverförmigen Metall |
| DE10142623C2 (de) * | 2001-08-31 | 2003-11-06 | Fette Wilhelm Gmbh | Verfahren und Vorrichtung zur Minimierung der Streuung der maximalen Presskräfte in einer Pulverpresse |
| DE10142773C1 (de) * | 2001-08-31 | 2003-03-06 | Fette Wilhelm Gmbh | Hydraulische Presse zum Pressen von Metallpulver |
| DE10151858A1 (de) * | 2001-10-24 | 2003-05-08 | Dorst Masch & Anlagen | Verfahren zum Einstellen bzw. Überwachen eines Pressen-Werkzeugs und Pressen-Werkzeug bzw. Pressen-Steuereinrichtung dafür |
| DE10212315B4 (de) * | 2002-03-20 | 2004-04-29 | Wilhelm Fette Gmbh | Wegmeßsystem für eine Pulverpresse |
| DE10254656B4 (de) | 2002-11-22 | 2005-10-13 | Dorst Technologies Gmbh & Co. Kg | Presseneinrichtung zum Herstellen maßhaltiger Presslinge mit zentraler Stempelabstützung |
| DE10355963A1 (de) * | 2002-12-02 | 2004-06-24 | Mold-Masters Limited, Georgetown | Hubbegrenzer für einen Nadelventilbetätigungsmechanismus |
| DE10301224A1 (de) * | 2003-01-15 | 2004-08-05 | Maschinenfabrik Lauffer Gmbh & Co Kg | Verfahren zur Endpositionsregelung einer Presse für maßgenaue Formkörper |
| EP1849590B1 (de) * | 2006-04-29 | 2013-05-15 | Fette GmbH | Presse |
| DE102010008986A1 (de) * | 2010-02-24 | 2011-08-25 | Dorst Technologies GmbH & Co. KG, 82431 | Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse und Keramik- oder Metallpulverpresse zum Durchführen des Verfahrens |
| WO2012015243A2 (en) * | 2010-07-30 | 2012-02-02 | Lg Innotek Co., Ltd. | Hot press sintering apparatus and press element |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2455823A (en) * | 1948-03-03 | 1948-12-07 | E J Lavino & Co | Control apparatus for molding presses |
| FR1068723A (fr) * | 1952-07-25 | 1954-06-30 | L Morane Ets | Presse à briques ou agglomérés |
| GB1173235A (en) * | 1966-04-18 | 1969-12-03 | Cincinnati Shaper Co | Load Indicating Devices for Compacting Press |
| GB1216397A (en) * | 1968-04-02 | 1970-12-23 | Keith Marshall | Improvements in or relating to tablet forming machines |
| DE2924704A1 (de) * | 1979-06-19 | 1981-01-15 | Dorst Keramikmasch | Einrichtung zur festlegung der hoehe von pressteilen an einer presse, insbesondere zum pressen von pressteilen aus pulverfoermigem ausgangsmaterial |
| JPS57209798A (en) * | 1981-06-19 | 1982-12-23 | Toyota Motor Corp | Die position controlling device for liquid pressure type powder press |
| JPS59183998A (ja) * | 1983-04-02 | 1984-10-19 | Hitachi Powdered Metals Co Ltd | 圧粉体の成形不良防止法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6045039B2 (ja) * | 1981-06-12 | 1985-10-07 | 株式会社ヨシツカ精機 | 粉末成形プレスにおける異常監視方法 |
| DE3142126A1 (de) * | 1981-10-23 | 1983-05-11 | Dorst-Keramikmaschinen-Bau Otto Dorst U. Dipl.-Ing. Walter Schlegel, 8113 Kochel | "presse zum herstellen masshaltiger presslinge aus pulverfoermigem material" |
| SE460460B (sv) * | 1983-07-01 | 1989-10-16 | Convey Teknik Ab | Foerfarande och anordning foer reglerad pressning av pulvermaterial |
| SE456458B (sv) * | 1983-07-12 | 1988-10-03 | Nobel Elektronik Ab | Reglerkrets |
| FR2570020B1 (fr) * | 1984-09-11 | 1988-07-22 | Commissariat Energie Atomique | Presse automatique |
| JPS63256296A (ja) * | 1987-04-13 | 1988-10-24 | Hitachi Metals Ltd | 粉末成形用ncメカニカルプレス |
-
1989
- 1989-06-15 DE DE3919821A patent/DE3919821C2/de not_active Expired - Fee Related
-
1990
- 1990-05-15 JP JP2125273A patent/JPH0780073B2/ja not_active Expired - Lifetime
- 1990-05-28 EP EP90250137A patent/EP0403038B1/de not_active Expired - Lifetime
- 1990-05-28 DE DE90250137T patent/DE59002707D1/de not_active Expired - Lifetime
- 1990-05-28 AT AT90250137T patent/ATE94464T1/de not_active IP Right Cessation
- 1990-06-14 US US07/537,568 patent/US5043111A/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2455823A (en) * | 1948-03-03 | 1948-12-07 | E J Lavino & Co | Control apparatus for molding presses |
| FR1068723A (fr) * | 1952-07-25 | 1954-06-30 | L Morane Ets | Presse à briques ou agglomérés |
| GB1173235A (en) * | 1966-04-18 | 1969-12-03 | Cincinnati Shaper Co | Load Indicating Devices for Compacting Press |
| GB1216397A (en) * | 1968-04-02 | 1970-12-23 | Keith Marshall | Improvements in or relating to tablet forming machines |
| DE2924704A1 (de) * | 1979-06-19 | 1981-01-15 | Dorst Keramikmasch | Einrichtung zur festlegung der hoehe von pressteilen an einer presse, insbesondere zum pressen von pressteilen aus pulverfoermigem ausgangsmaterial |
| JPS57209798A (en) * | 1981-06-19 | 1982-12-23 | Toyota Motor Corp | Die position controlling device for liquid pressure type powder press |
| JPS59183998A (ja) * | 1983-04-02 | 1984-10-19 | Hitachi Powdered Metals Co Ltd | 圧粉体の成形不良防止法 |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, Band 7, Nr. 68 (M-201)[1213], 19. März 1983; & JP-A-57 209 798 (TOYOTA) 23-12-1982 * |
| PATENT ABSTRACTS OF JAPAN, Band 9, Nr. 42 (M-359)[1765], 22. Februar 1985; & JP-A-59 183 998 (HITACH) 19-10-1984 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2688724A1 (fr) * | 1992-03-23 | 1993-09-24 | Mannesmann Ag | Procede et dispositif pour fabriquer des corps comprimes a plusieurs gradins en une matiere pulverulente. |
| DE19502596A1 (de) * | 1995-01-28 | 1996-08-14 | Fette Wilhelm Gmbh | Verfahren zur Erstellung eines Kraft-Weg-Diagramms der Preßstempel einer Rundläufer-Tablettenpresse |
| US5699273A (en) * | 1995-01-28 | 1997-12-16 | Wilhelm Fette Gmbh | Method and apparatus for determining the force-displacement diagram of the pairs of punches of a rotary pelleting machine |
| EP0873855A2 (de) * | 1997-04-24 | 1998-10-28 | Fette, Wilhelm | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
| EP0873855A3 (de) * | 1997-04-24 | 1999-01-13 | Fette, Wilhelm | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
| WO2000020192A1 (de) * | 1998-10-07 | 2000-04-13 | Dorst-Maschinen- Und Anlagen-Bau Gmbh & Co.Kg | Presse zum herstellen von formkörpern |
| CN102248705A (zh) * | 2011-07-01 | 2011-11-23 | 宁波市北仑新港冶金机械有限公司 | 粉末成形机的多送料复合粉成型机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE94464T1 (de) | 1993-10-15 |
| JPH0318499A (ja) | 1991-01-28 |
| DE59002707D1 (de) | 1993-10-21 |
| US5043111A (en) | 1991-08-27 |
| JPH0780073B2 (ja) | 1995-08-30 |
| EP0403038A3 (de) | 1991-03-27 |
| DE3919821C2 (de) | 1994-04-07 |
| DE3919821A1 (de) | 1990-12-20 |
| EP0403038B1 (de) | 1993-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0403038B1 (de) | Verfahren und Vorrichtung zum Herstellen von masshaltingen Presslingen | |
| EP0873855B1 (de) | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen | |
| EP3310508B1 (de) | Verfahren und vorrichtung zum herstellen von formstoff-formen für den metallguss | |
| EP2361758B1 (de) | Verfahren zur Pressparameteranpassung einer Keramik- oder Metallpulverpresse und Keramik-oder Metallpulverpresse zum Durchführen des Verfahrens | |
| EP0399296B1 (de) | Automatisches Einrichten eines Universalwalzgerüstes nach dessen Umbau auf neue Profilformate | |
| EP0403040B1 (de) | Verfahren und Vorrichtung zur Herstellung masshaltiger Presslinge | |
| EP0096278B1 (de) | Verfahren zum Blechbiegen und Einrichtung zur Ausübung des Verfahrens | |
| DE4209767C1 (de) | ||
| DE3133818A1 (de) | Dickenmessvorrichtung fuer dickenmessungen an platten im zuge der herstellung von spanplatten, faserplatten u. dgl. | |
| DE102004008322B4 (de) | Pulverpresse | |
| EP0289638B1 (de) | Presse, insbesondere zum Herstellen masshaltiger Presslinge aus pulverförmigen Werkstoffen, und Verfahren zum Betrieb einer solchen Presse | |
| DE2608551A1 (de) | Verfahren und einrichtung zum herstellen von gewichts- oder volumengenauen halbzeug-, insbesondere knueppelabschnitten fuer kalt- oder warmverformung | |
| DE10010671C2 (de) | Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver und anschließendes Sintern des Preßlings | |
| DE3425221C2 (de) | ||
| EP1277564B1 (de) | Verfahren zum Verpressen von Pulvermaterial | |
| DE10142772C2 (de) | Verfahren zur Herstellung von Pressteilen in einer Pulverpresse | |
| DE10301224A1 (de) | Verfahren zur Endpositionsregelung einer Presse für maßgenaue Formkörper | |
| EP0381089A2 (de) | Hydraulische Presse | |
| EP2977196A1 (de) | Pressverfahren mit kompensation von positionierfehlern bei einem pressvorgang und presse zur durchführung eines solchen verfahrens | |
| EP3927538A1 (de) | Verfahren zum pulverpressen mindestens zweier pressteile und pulver-presseinrichtung | |
| EP0401501B1 (de) | Verfahren zur Beeinflussung der Fliessfrontbewegung beim Auspressen von Pressmassen und Einrichtung zur Durchführung des Verfahrens | |
| DE875129C (de) | Anordnung von Werkzeugen zum Pressen von Formteilen | |
| DE3109567A1 (de) | Anordnung zur bestimmung der dichteverteilung beim pressen von pulverfoermigem und/oder granuliertem pressgut | |
| DE102017119342A1 (de) | Verfahren zur Steuerung einer Metall- oder Keramikpulverpresse mit automatischer Trajektorien-Generierung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19910226 |
|
| 17Q | First examination report despatched |
Effective date: 19921120 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930915 Ref country code: SE Effective date: 19930915 |
|
| REF | Corresponds to: |
Ref document number: 94464 Country of ref document: AT Date of ref document: 19931015 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59002707 Country of ref document: DE Date of ref document: 19931021 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO MILA |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19931208 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: MANNESMANN AKTIENGESELLSCHAFT Free format text: MANNESMANN AKTIENGESELLSCHAFT#MANNESMANNUFER 2#D-40213 DUESSELDORF 1 (DE) -TRANSFER TO- MANNESMANN AKTIENGESELLSCHAFT#MANNESMANNUFER 2#D-40213 DUESSELDORF 1 (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090525 Year of fee payment: 20 Ref country code: AT Payment date: 20090515 Year of fee payment: 20 Ref country code: FR Payment date: 20090513 Year of fee payment: 20 Ref country code: IT Payment date: 20090527 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090518 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090522 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100528 |