EP0401685B2 - Cage de laminoir à rouleaux multiples - Google Patents
Cage de laminoir à rouleaux multiples Download PDFInfo
- Publication number
- EP0401685B2 EP0401685B2 EP90110360A EP90110360A EP0401685B2 EP 0401685 B2 EP0401685 B2 EP 0401685B2 EP 90110360 A EP90110360 A EP 90110360A EP 90110360 A EP90110360 A EP 90110360A EP 0401685 B2 EP0401685 B2 EP 0401685B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolls
- roll
- crown
- pair
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/42—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for step-by-step or planetary rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/142—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls by axially shifting the rolls, e.g. rolls with tapered ends or with a curved contour for continuously-variable crown CVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/147—Cluster mills, e.g. Sendzimir mills, Rohn mills, i.e. each work roll being supported by two rolls only arranged symmetrically with respect to the plane passing through the working rolls
Definitions
- the present invention relates to a multi-roll cluster rolling apparatus of the 12-high or 20-high class having superior flatness control characteristic.
- multi-roll cluster rolling apparatus of 12-high or 20-high class has usually been used for cold rolling of materials which are difficult to work, e.g., stainless steels and silicon steels.
- This type of multi-roll cluster rolling apparatus offers an advantage in that, since the work rolls can have a reduced diameter, rolling at a large reduction ratio is possible with a smaller rolling load than in conventional vertical rolling mills.
- this type of rolling apparatus suffers from a disadvantage in that the cross-sectional shape or flatness of the rolled products tends to be degraded due to greater tendency of work roll deflection attributable to the reduction in the diameter of the work rolls.
- a method has been proposed in, for example, Japanese Patent Unexamined Publication No. 63-207405 in which intermediate rolls are tapered in axial direction at one their ends, and such tapered intermediate rolls are independently shifted in the axial directions.
- the control effect can be obtained only in the regions near the tapered portions of these intermediate rolls.
- a vertically-arranged rolling apparatus disclosed in, for example, Japanese Patent Unexamined Publication No. 63-30104 employs axially shiftable rolls provided with S-crowns the dimension of which can be approximated by cubic equations.
- This rolling apparatus is not a multi-roll cluster rolling mill.
- this rolling apparatus can produce the control effect only on both breadthwise ends and the central portion of the rolled material, and cannot satisfactorily prevent defects such as quarter elongation and composite elongation which is produced by combination of a center buckle and an edge wave.
- EP-A 0 255 714 discloses a multi-roll cluster rolling apparatus in which two levels of intermediate rolls are used between a pair of working rolls and a plurality of backup rolls. With respect to particularly improving the control range of the support given to the work rolls at the ends of the rolled strip material this reference teaches to use for the intermediate rolls at the first level following the work rolls such rolls which have a one-end taper (T-rolls) which are arranged manually opposite positions and which are independently axially shiftable.
- T-rolls one-end taper
- this reference teaches three alternative arrangements: a) one roll of each pair of intermediate rolls of the first level is provided with a contour which deviates from the cylindrical shape between the ends thereof; b) the middle intermediate roll of the second level supporting a pair of intermediate rolls of the first level is provided with such a contour; or c) the outer intermediate rolls of the second level supporting each pair of intermediate rolls of the first level are provided with such a contour.
- the shape of these contoured rolls should be non-symmetrical with respect to the center of the roll or slightly parabolic with the apex out of the axial center.
- EP-A 0 294 544 discloses crowned rolls having a configuration which is determined in accordance with high-order functions. Such determination is complicated and difficult.
- an object of the present invention is to provide a multi-roll cluster rolling apparatus of the 12-high or 20-high class having superior profile control performance and capable of effecting correction of complicated profile defect such as quarter elongation and edge/center composite elongation, not to mention simple defects such as center buckle and edge wave, as well as correction of any edge drop, thereby overcoming the above-described problems of the known art.
- Figs. 1a and 1b are a side elevational view and a front elevational view of a multi-roll cluster rolling apparatus in accordance with the present invention.
- a material under rolling is denoted by 1.
- the rolling apparatus has work rolls 2, first intermediate rolls 3, second intermediate rolls 4 and divided-type backup rolls 5. More specifically, upper and lower work rolls 2, 2 are arranged to oppose each other across the rolled material 1.
- Two first intermediate rolls 3,3 are arranged behind each work roll 2. Thus, there are four first intermediate rolls 3 in total.
- six second intermediate rolls 4 are employed in total.
- the three second intermediate rolls 4,4,4 on each side of the rolled material 1 are backed up by four divided-type backup rolls 5.
- Numeral 6 designate roll bending devices.
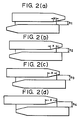
- Figs. 2a to 2d show the manner in which the roll gap between parallel single-end-tapered rolls is changed in accordance with axial shifts of these rolls. These rolls are tapered by grinding only at their one axial end regions which are opposite to each other, and will be referred to as "T-crown rolls" hereinafter.
- Figs. 3a to 3c show the manner in which the roll gap between a pair of rolls is changed in accordance with axial shifts of these rolls, the rolls having a roll crown of a waveform approximated by one pitch of sine wave (referred to simply as "S-crown roll”) and arranged in opposite directions.
- S-crown roll a roll crown of a waveform approximated by one pitch of sine wave
- both rolls are vertically aligned with each other so as to provide a constant gap therebetween along the length of these rolls.
- the rolls In the state shown in Fig. 3b, the rolls have been moved in opposite directions from the positions shown in Fig. 3a, so as to provide a roll gap which is large at the center and small at both breadthwise ends.
- the rolls In the state shown in Fig. 3c, the rolls have been moved in the directions counter to those in Fig. 3b, so as to provide a roll gap which is small at the center and large at both breadthwise ends.
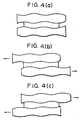
- Figs. 4a to 4c show the manner in which the roll gap between a pair of rolls is changed in accordance with axial shifts of these rolls, when the rolls have a roll crown of a waveform approximated by two pitches of sine wave (referred to simply as "W-crown roll”) and are arranged in opposite directions.
- W-crown roll a roll crown of a waveform approximated by two pitches of sine wave
- both rolls are vertically aligned with each other so as to provide a constant gap therebetween along the length of these rolls.
- the rolls In the state shown in Fig. 4b, the rolls have been moved in opposite directions from the positions shown in Fig. 4a, so as to provide a roll gap which is large at the center and both breadthwise ends and small at the quater portions.
- the rolls In the state shown in Fig. 4c, the rolls have been moved in the directions counter to those in Fig. 4b, so as to provide a roll gap which is small at the center and both breadthwise ends and large at the quater portions.
- a 20-high rolling apparatus of the type shown in Fig. 1 was built up by using pair of T-crown rolls as the first intermediate rolls, and a pairs of S- or W-crown rolls as the second intermediate rolls.
- a test was conducted to examine the profile control performance of this rolling apparatus by independently shifting these intermediate rolls. The result of this test are shown in Fig. 5 in comparison with the case where the backup roll sections corresponding to the quater portions are forced out.
- lengths of straight lines represent the level of the profile control performance, while the gradients of the lines represent the ratios of controls of elongations.
- Shifting of the W-crown rolls alone can provide an appreciable effect in the control of the quater elongation and the edge/center, but is quite ineffective in the control of the edge wave and the center buckle.
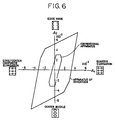
- FIG. 6 Another 20-high rolling apparatus of the type shown in Fig.1 was built up by using T-, S- and W-crown rolls as the work rolls, first intermediate rolls and the second intermediate rolls, respectively, and the profile correction performance of this rolling apparatus was examined. The result is shown in Fig. 6 together with the results of the same investigation conducted on a conventional apparatus which incorporated T-crown rolls as the first intermediate rolls in combination with roll benders and also with divided backup roll force-out method.
- the rolling apparatus of the present invention which employs T-, S- and W-crown rolls in combination and which relies upon suitable axial shifts of these rolls, exhibited superior effect in correcting quarter elongation, composite elongation and edge drop, not to mention simple edge wave and center buckle. It is thus understood that the apparatus of the present invention can conduct a flatness control over wide ranges. This should be contrasted to the conventional apparatus which could provide certain effects on the control of the edge wave and the center buckle but no substantial effect in the correction of edge/center composite elongation and quarter elongation.
- the merits of different types of roll crown are combined while demerits are canceled, thus overcoming the difficulty in the flatness control caused in current rolling apparatus having rolls of large length-to-diameter (L/D) ratio values and incorporating a large number of intermediate and backup rolls.
- L/D length-to-diameter
- S- and W-crowned may be any pair or pairs of rolls selected from the roll groups consisting of the work rolls, first intermediate rolls and the second intermediate rolls. It is, however, preferred that the pair of rolls to which the crown of the same type is applied belong to the same roll group, i.e., to the group consisting of the work rolls, group consisting of the first intermediate rolls or the group consisting of the third intermediate groups.
- the types and degrees of the rolling defects vary depending on the type of the steel material to be rolled and also on the rolling conditions. The types of roll crown and the rolls to which these crowns are imparted are determined in consideration of the types and degrees of such rolling defects.
- the invention does not exclude a simultaneous use of roll benders. A greater effect on elongations at the edges such as edge wave will be obtained when roll benders are used in combination with the roll arrangement of the present invention.
- a 20-high rolling apparatus of the type shown in Fig. 1 was built-up using single-end-tapered T-crown rolls of Fig. 7a as the work rolls, S-crown rolls of the type shown in Fig. 8 approximated by one-pitch of a sine-wave curve as all the first intermediate rolls 3, and W-crown rolls of Fig. 9 approximated by two-pitch portion of a sine wave curve as selected second intermediate rolls which are hatched in Fig. 1.
- a test rolling was conducted to roll a stainless steel sheet of 1000 mm wide from 1.2 mm down to 1.0 mm, while axially shifting the work rolls, first intermediate rolls and the second intermediate rolls in various manners.
- Fig. 10a shows the above-mentioned roll arrangement
- Fig. 10b shows the range of profile control which can be covered by this rolling apparatus.
- Fig. 10b also shows the results of the same test rolling reduction conducted to examine the profile control performance of a known rolling apparatus which incorporated axially-shiftable single-end tapered rolls of the type shown in Figs. 7b and 7c as the first and second intermediate rolls, together with a control by force-out of segments of divided backup rolls.
- the known apparatus could effect the profile control only in a small range.
- ability to correct composite elongation and quarter elongation is very small.
- this known apparatus require a change in the taper of the first or second intermediate rolls depending on conditions such as the kind and breadth of the material to be rolled.
- the rolling apparatus embodying the invention exhibited an ability to correct all types of elongations including composite and quarter elongations over wide ranges, and could effect a good profile control for a variety of types of the rolled material without requiring change of the intermediate rolls .
- a 20-high rolling apparatus of the type shown in Fig. 1 was built-up by using, as shown in Fig. 11a, T-crown rolls of Fig. 7b as the first intermediate rolls, W-crown rolls of Fig. 9 approximated by two-pitch portion of a sine-wave curve as the outer four intermediate rolls, i.e., left and right pairs of the second intermediate rolls, and S-crown rolls of Fig. 8 approximated by one-pitch portion of a sine-wave curve as the central pair of the second intermediate rolls.
- a test rolling was conducted under the same conditions as Example 1 to examine the profile control ability of this apparatus, the results being shown in Fig. 11b.
- a 20-high rolling apparatus of the type shown in Fig. 1 was built-up by using, as shown in Fig. 12a, T-crown rolls of Fig. 7b as the first intermediate rolls, and W-crown rolls of Fig. 9 approximated by two-pitch portion of a sine-wave curve as the outer four intermediate rolls, i.e., left and right pairs of the second intermediate rolls.
- a test rolling was conducted under the same conditions as Example 1 to examine the profile control ability of this apparatus, the results being shown in Fig. 12b.
- a 12-high rolling apparatus was built-up by using, as shown in Fig. 13a, S-crown rolls of Fig. 8 approximated by one-pitch portion of a sine-wave curve as the work rolls, W-crown rolls of Fig. 9 approximated by two-pitch portion of a sine-wave curve as the rolls of one of the left and right pairs of the intermediate rolls, each pair including an upper roll and a lower roll, and T-crown rolls of Fig. 7b as the rolls of the other of the left and right pairs of the intermediate rolls.
- a test rolling was conducted under the same conditions as Example 1 to examine the profile control ability of this apparatus. The result is shown in Fig. 13b.
- Fig. 13b also shows the results of the same test rolling reduction conducted to examine the profile control performance of a known rolling apparatus which incorporated axially-shiftable single-end tapered rolls of the type shown in Fig. 7b as the intermediate rolls, together with a control by force-out of segments of divided backup rolls.
- a 12-high rolling apparatus was built up by using, as shown in Fig. 14a, T-crown rolls of Fig.7a as the work rolls, and W-crown rolls of Fig. 9 approximated by two pitches of a sine-wave curve as the intermediate rolls of one of two pairs of intermediate rolls, each pair including two rolls which are in symmetry with each other with respect to a point on the pinched portion of the rolled material.
- a control by force-out of segments of divided backup rolls was used simultaneously.
- a test rolling was conducted under the same conditions as Example 4 to examine the profile control ability of this apparatus, the results being shown in Fig. 14b.
- the multi-roll cluster rolling apparatus of the present invention offers excellent performance for effecting correction of rolling defects such as quarter elongation and composite elongation, as well as edge drop, not to mention the simple deformation such as edge wave and center buckle, thus realizing a superior flatness control effect over a wide range.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Control Of Metal Rolling (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Metal Rolling (AREA)
Claims (3)
- Une cage 20 de laminoir à rouleaux multiples, comportant :une paire de rouleaux travailleurs (2),une pluralité de premiers rouleaux intermédiaires (3),une pluralité de seconds rouleaux intermédiaires (4), etune pluralité de rouleaux d'appui (5), disposés successivement derrière chacun desdits rouleaux travailleurs (2),
caractérisée en ce quesoit lesdits premiers rouleaux intermédiaires (3) comprennent au moins une paire de rouleaux présentant une couronne dans laquelle le diamètre de chaque rouleau va en diminuant en direction de l'une de ses extrémités, et lesdits seconds rouleaux intermédiaires (4) comprennent au moins une paire de rouleaux présentant une couronne qui constitue une section à deux périodes de sinusoïde,soit lesdits premiers rouleaux intermédiaires (3) comprennent au moins une paire de rouleaux présentant une couronne qui constitue une section à deux périodes de sinusoïde, et lesdits seconds rouleaux intermédiaires (4) comprennent au moins une paire de rouleaux ayant une couronne dans laquelle le diamètre de chaque rouleau va en diminuant en direction de l'une de ses extrémités,les rouleaux de chaque dite paire étant agencés en des directions axialement opposées l'une à l'autre,chaque rouleau de ladite au moins une paire des premiers rouleaux intermédiaires (3) et de ladite au moins une paire des seconds rouleaux intermédiaires (4) étant déplaçable indépendamment dans la direction axiale, de manière à réaliser un contrôle du profil du matériau laminé, en terme de rapport Λ2 de différence d'allongement aux extrémités, donné par la formule (1) suivante et de rapport Λ4 de différence d'allongement au quart de largeur, donné par la formule (2) suivante :- 10 :
- longueur (mm) du matériau après laminage, mesurée dans la partie médiane en largeur dudit matériau,
- 12 :
- longueur (mm) du matériau après laminage, mesuré sur la partie finale en largeur dudit matériau,
- 14 :
- longueur (mm) du matériau après laminage, mesuré au quart de la largeur dudit matériau.
- Cage de 20 de laminoir à rouleaux multiples selon la revendication 1, dans laquelle lesdits premiers rouleaux intermédiaires (3) comprennent au moins une paire de rouleaux ayant la dite couronne dans laquelle le diamètre de chaque rouleau va en diminuant en allant en direction d'une de ses extrémités et une autre paire de rouleaux ayant ladite couronne dotée d'une section sur deux périodes d'une sinusoïde.
- Une cage 12 de laminoir à rouleaux multiples, comportant :une paire de rouleaux travailleurs,une pluralité de rouleaux intermédiaires, etune pluralité de rouleaux d'appui, disposés successivement derrière chacun desdits rouleaux travailleurs,
caractérisée en ce quesoit lesdits rouleaux travailleurs comprennent une couronne dans laquelle le diamètre de chaque rouleau va en diminuant en direction de l'une de ses extrémités, et lesdits rouleaux intermédiaires comprennent au moins une paire de rouleaux ayant une couronne constituant une section à deux périodes de sinusoïde,soit lesdits rouleaux travailleurs ont une couronne constituant une section à deux périodes de sinusoïde et lesdits rouleaux intermédiaires comprennent au moins une paire de rouleaux ayant une couronne, dans laquelle le diamètre de chaque rouleau va en diminuant en direction de l'une de ses extrémités,les rouleaux de chaque paire étant disposés suivant des sens opposés axialement entre eux,chaque rouleau, parmi lesdits rouleaux travailleurs et ladite au moins une paire de rouleaux intermédiaires, étant déplaçable indépendamment dans la direction axiale, de manière à réaliser un contrôle du profil du matériau laminé, en terme de rapport Λ2 de différence d'allongement aux extrémités, donné par la formule (1) suivante et de rapport Λ4 de différence d'allongement au quart de largeur, donné par la formule (2) suivante :- l0 :
- longueur (mm) du matériau après laminage, mesurée dans la partie médiane en largeur dudit matériau,
- l2 :
- longueur (mm) du matériau après laminage, mesuré sur la partie finale en largeur dudit matériau,
- l4 :
- longueur (mm) du matériau après laminage, mesuré au quart de la largeur dudit matériau.
Applications Claiming Priority (18)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14105889A JPH0745047B2 (ja) | 1989-06-05 | 1989-06-05 | 多段圧延機 |
| JP14105789A JPH0745046B2 (ja) | 1989-06-05 | 1989-06-05 | 多段圧延機 |
| JP1141059A JPH07102367B2 (ja) | 1989-06-05 | 1989-06-05 | 多段圧延機 |
| JP141058/89 | 1989-06-05 | ||
| JP14105889 | 1989-06-05 | ||
| JP14105989 | 1989-06-05 | ||
| JP141057/89 | 1989-06-05 | ||
| JP14105789 | 1989-06-05 | ||
| JP141059/89 | 1989-06-05 | ||
| JP1147958A JPH0313212A (ja) | 1989-06-09 | 1989-06-09 | 多段圧延機 |
| JP147958/89 | 1989-06-09 | ||
| JP14796089 | 1989-06-09 | ||
| JP1147960A JPH0313214A (ja) | 1989-06-09 | 1989-06-09 | 多段圧延機 |
| JP1147959A JPH0313213A (ja) | 1989-06-09 | 1989-06-09 | 多段圧延機 |
| JP147959/89 | 1989-06-09 | ||
| JP14795889 | 1989-06-09 | ||
| JP147960/89 | 1989-06-09 | ||
| JP14795989 | 1989-06-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0401685A1 EP0401685A1 (fr) | 1990-12-12 |
| EP0401685B1 EP0401685B1 (fr) | 1994-05-25 |
| EP0401685B2 true EP0401685B2 (fr) | 2000-03-08 |
Family
ID=27552938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90110360A Expired - Lifetime EP0401685B2 (fr) | 1989-06-05 | 1990-05-31 | Cage de laminoir à rouleaux multiples |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0401685B2 (fr) |
| KR (1) | KR930006110B1 (fr) |
| CA (1) | CA2018261C (fr) |
| DE (1) | DE69009102T3 (fr) |
| FI (1) | FI902759A0 (fr) |
| NO (1) | NO178254C (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5179851A (en) * | 1990-12-14 | 1993-01-19 | T. Sendzimir, Inc. | Crown adjustment control system for cluster mills |
| JP3218008B2 (ja) * | 1998-03-30 | 2001-10-15 | 株式会社日立製作所 | クラスター型圧延機及び圧延方法 |
| AT410765B (de) * | 2001-09-12 | 2003-07-25 | Voest Alpine Ind Anlagen | Walzgerüst zur herstellung von walzband |
| CN100333845C (zh) * | 2004-08-30 | 2007-08-29 | 宝山钢铁股份有限公司 | 一种辊形设计方法和抑制高次浪形的轧辊 |
| EP2026915B2 (fr) | 2006-06-14 | 2017-09-27 | Primetals Technologies Austria GmbH | Cage de laminoir pour la fabrication de bande laminée ou de tôle |
| JP5578892B2 (ja) * | 2010-03-11 | 2014-08-27 | 株式会社神戸製鋼所 | 多段圧延機 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IN150120B (fr) * | 1978-05-19 | 1982-07-24 | Sendzimir Inc T | |
| DE2835514C2 (de) * | 1978-08-12 | 1982-12-02 | Sundwiger Eisenhütte Maschinenfabrik Grah & Co, 5870 Hemer | Vorrichtung zum axialen Verschieben von konischen Zwischenwalzen in einem Mehrrollen-Walzgerüst |
| RU2011448C1 (ru) * | 1986-08-05 | 1994-04-30 | Зундвигер Айзенхютте Машиненфабрик Гра унд Ко. | Многовалковая прокатная клеть |
| DE3712043C2 (de) * | 1987-04-09 | 1995-04-13 | Schloemann Siemag Ag | Walzgerüst mit axial verschiebbaren Walzen |
-
1990
- 1990-05-31 EP EP90110360A patent/EP0401685B2/fr not_active Expired - Lifetime
- 1990-05-31 DE DE69009102T patent/DE69009102T3/de not_active Expired - Fee Related
- 1990-06-01 NO NO902458A patent/NO178254C/no not_active IP Right Cessation
- 1990-06-04 FI FI902759A patent/FI902759A0/fi not_active Application Discontinuation
- 1990-06-05 KR KR1019900008290A patent/KR930006110B1/ko not_active IP Right Cessation
- 1990-06-05 CA CA002018261A patent/CA2018261C/fr not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR930006110B1 (ko) | 1993-07-07 |
| NO178254B (no) | 1995-11-13 |
| AU604620B1 (en) | 1990-12-20 |
| NO178254C (no) | 1996-02-21 |
| CA2018261C (fr) | 1994-11-15 |
| FI902759A0 (fi) | 1990-06-04 |
| NO902458L (no) | 1990-12-06 |
| KR910000254A (ko) | 1991-01-29 |
| DE69009102T2 (de) | 1994-09-29 |
| DE69009102T3 (de) | 2001-02-08 |
| EP0401685B1 (fr) | 1994-05-25 |
| EP0401685A1 (fr) | 1990-12-12 |
| DE69009102D1 (de) | 1994-06-30 |
| CA2018261A1 (fr) | 1990-12-05 |
| NO902458D0 (no) | 1990-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0188113B2 (fr) | Procédé de contrÔle de section de feuilles de tÔle et laminoir | |
| CA2568829C (fr) | Cylindre convexe destine a influencer le profil et la planeite d'une bande laminee | |
| EP0401685B2 (fr) | Cage de laminoir à rouleaux multiples | |
| CA1147990A (fr) | Laminoir a rouleau profileur de configuration variable | |
| US5218852A (en) | Multi-roll cluster rolling apparatus | |
| US4407151A (en) | Rolling mill | |
| CA1301492C (fr) | Train de laminoir | |
| EP0543014B1 (fr) | Laminoir a six etages | |
| JPS63101009A (ja) | 多ロ−ル圧延スタンド | |
| EP1123756B1 (fr) | Procede de calibrage-laminage de fil | |
| CA2118295A1 (fr) | Mode de fonctionnement d'un laminoir pour la production de ronds ayant des dimensions precises de finition et ensemble de cages permettant d'utiliser ce mode de fonctionnement | |
| RU2043797C1 (ru) | Опорный валок листопрокатного стана | |
| JPH0313205A (ja) | 一体式バックアップロールを有する多段圧延機 | |
| JPH0780003B2 (ja) | 幅方向の板厚偏差を制御する板材の製造方法 | |
| SU1600878A1 (ru) | Узел валков листопрокатного стана | |
| JPH038504A (ja) | 多段圧延機 | |
| JPH01284410A (ja) | ワークロールと接する中間ロール及びそれが組み込まれた多段圧延機 | |
| JPH0313219A (ja) | 圧延機 | |
| JPH0313215A (ja) | 多段圧延機 | |
| JPH038505A (ja) | 多段圧延機 | |
| JPS6096307A (ja) | たわみ自己補償型ロ−ル | |
| JPH0313208A (ja) | 一体式バックアップロールを有する多段圧延機 | |
| JPH0313207A (ja) | 一体式バックアップロールを有する多段圧延機 | |
| JPH0313209A (ja) | 一体式バックアップロールを有する多段圧延機 | |
| JPH0313220A (ja) | 圧延機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19900627 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KAWASAKI STEEL CORPORATION |
|
| 17Q | First examination report despatched |
Effective date: 19920403 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 69009102 Country of ref document: DE Date of ref document: 19940630 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SMS SCHLOEMANN-SIEMAG AG Effective date: 19950224 |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20000308 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE FR GB |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000510 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000524 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000529 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20020603 Year of fee payment: 3 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |