EP0367035A1 - Presse oder Stanze - Google Patents
Presse oder Stanze Download PDFInfo
- Publication number
- EP0367035A1 EP0367035A1 EP89119435A EP89119435A EP0367035A1 EP 0367035 A1 EP0367035 A1 EP 0367035A1 EP 89119435 A EP89119435 A EP 89119435A EP 89119435 A EP89119435 A EP 89119435A EP 0367035 A1 EP0367035 A1 EP 0367035A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- pressure
- tool half
- tool
- plunger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004080 punching Methods 0.000 title abstract description 10
- 238000007654 immersion Methods 0.000 claims description 18
- 239000002184 metal Substances 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 description 20
- 238000005520 cutting process Methods 0.000 description 13
- 238000004049 embossing Methods 0.000 description 12
- 238000011156 evaluation Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 230000001939 inductive effect Effects 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000009530 blood pressure measurement Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 238000011109 contamination Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000033764 rhythmic process Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0094—Press load monitoring means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0029—Details of, or accessories for, presses; Auxiliary measures in connection with pressing means for adjusting the space between the press slide and the press table, i.e. the shut height
- B30B15/0041—Control arrangements therefor
Definitions
- the invention relates to a press or punch with a plunger carrying an upper tool half, the depth of which can be adjusted, and a press table arranged below the plunger and carrying the associated lower tool half and with a control device having at least one measuring sensor arranged on the tool for adjusting the Immersion depth of the ram when the press or punch is in operation.
- Adjusting the plunger depth during operation is desirable because the plunger depth changes with the heating of the press or punch and the tool. This change in plunger depth can have a negative impact on the quality of the machined workpieces.
- a ram adjustment is known, which makes it possible with high-speed cutting presses that the depth of immersion of an upper tool in an associated lower tool also with increasing working speed, i.e. higher stroke rate, can be kept constant.
- an inductive displacement transducer is arranged between the tools, with which the immersion depth is recorded directly and passed on to the control device. The ram height is readjusted by a setpoint / actual value comparison.
- a disadvantage of the known press is that the ram adjustment does not take fluctuating material thicknesses into account, at least when using embossing tools. But even if the tool halves are regrinded after a certain amount of wear, the specified nominal value of the immersion depth is no longer correct, so that complex readjustments are necessary. Otherwise, the inductive displacement sensor sensitive to pollution, heating and external influences, which can lead to malfunctions.
- the senor is designed as a pressure sensor and, opposite the underside of the upper tool half, is arranged on the upper side or, opposite the upper side of the press table, on the underside of the lower tool half.
- the plunger depth is no longer controlled directly, but indirectly via the tool pressure.
- the measuring sensor is expediently arranged on the upper side of the lower half of the tool, so that it interacts with the underside of the upper half of the tool.
- the pressure acting on the pressure transducer when the two tool halves are moved together is a measure of the immersion depth of the cutting punch of the upper tool half in the die of the lower tool half. This pressure measurement, which only indirectly reflects the immersion depth, allows the tool load to be read off directly and the ram immersion depth to be increased for blunt tools.
- the pressure transducer is significantly less susceptible to wear than the known contactless inductive displacement transducers and less sensitive to contamination, since there is no relative movement of two parts against one another, in which frictional forces could act.
- the immersion depth of the embossing die of the upper tool half in the die of the lower tool half is not so important; it is rather the aim to always keep the surface of the workpiece looking the same.
- the pressure sensor is now arranged on the underside of the lower half of the tool and interacts with the top of the press table, the pressure that the stamping die exerts on the material is measured. This pressure is a measure of the depth of penetration of the die into the material, which must be distinguished from the depth of immersion of the die into the die.
- the invention is based on the finding that a constant work result can only be achieved by moving away from the displacement measurement and by using the pressure measurement, both for punched and embossed workpieces.
- the pressure sensor is formed from a pressure-resilient base body, in which a piezo element connected to the control device is embedded and the end of which is facing the top or the bottom of the lower tool half is covered with a rigid pressure plate. Since the piezo element is embedded in the elastically resilient base body, the pressure received by the pressure plate when the two tool halves are moved together is passed on uniformly to the piezo element, so that this pressure sensor is particularly insusceptible to faults.
- the pressure body from a plastic, preferably a polyformaldehyde.
- the pressure plate can be made of metal, preferably the same material as the tool.
- the pressure sensor is embedded in the lower half of the tool. Particularly good results can be achieved with punching tools if the pressure plate of the pressure transducer lies on the top of the lower half of the tool and is flush with the top of the lower half of the tool. As a result, the pressure plate of the pressure transducer is also ground to the same extent when regrinding the cutting punch, so that regrinding the tools has no influence on the measurements.
- the pressure transducer which is preferably provided for punching tools, the two tool halves are moved together during punching, the pressure between the two tool halves being measured directly, and not via the cutting punch, the material and the die. This means that with a thicker material where the cutting pressure is higher, a lower pressure is initially measured between the two tool halves, so that the material thickness during punching has no effect on the depth of the plunger and thus the work result.
- the base body of the pressure transducer can also be conveniently embedded in the press table.
- the pressure plate of the pressure sensor is then on the underside of the lower half of the tool. In this way, the pressure exerted by the stamp on the material and thus on the lower half of the tool is recorded. Even with different material thicknesses, this arrangement of the pressure sensor always ensures that the depth of penetration of the die into the material is always the same, so that here too the material thickness has no influence on the work result.
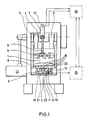
- All machines have a height-adjustable ram 1 and a press table 2 arranged underneath.
- the tappet 1 is connected to two connecting rods 3 which are mounted in a crankshaft 4 arranged in the upper part of the machine.
- the plunger 1 is adjustable in height with respect to the connecting rods 3, which is known per se.
- a known adjusting mechanism 5 is provided, which is connected to a servo motor 7 via a spline shaft 6.
- the spline 6 enables the servo motor 7 to be fixed in place while the spline can move with the stroke of the ram.
- the ram By actuating the servo motor 7, the ram can be raised or lowered relative to the connecting rods 3 via the adjusting gear 5. The stroke is not adjusted, but rather the effective connecting rod length.
- An upper tool half 8 is arranged on the underside of the ram 1, while a lower tool half 9 is arranged on the upper side of the press table 2.
- a feed device 10 is arranged to the side of the tools, with which sheet metal strips are intermittently passed between the tool halves.
- a pressure sensor 11 is provided in the area of the tool halves 8 and 9.
- the pressure sensor 11 consists of a base body 12 made of polyformaldehyde, in which a piezo element 13 is embedded.
- the base body 12 is covered by a metal pressure plate 14.
- the piezo element 13 is connected to an evaluation device 15, which forwards to a converter which transmits the pressure signal received by the piezo element, depending on whether the measured pressure is higher or lower than a predetermined target value.
- the converter 16 sends a signal to an angle encoder 17 of the servo motor 7, so that the ram height is adjusted via the servo motor and the angle gear, and the depth of the plunger is thereby regulated.
- the base body 12 of the pressure transducer 11 is let into the lower tool half 9 and in such a way that the pressure plate 14 of the pressure transducer is arranged flush with the upper side 18 of the lower tool half 9.
- the pressure transducer 11 is installed in the lower tool half 9 before the lower tool half is ground flat on its upper side. From Fig. 1 it can be clearly seen that 9 individual punches 19 are arranged on the underside of the upper tool.
- a pressure piece 20 is provided, which lies exactly above the pressure plate 14 of the pressure sensor 11.
- This arrangement of the pressure transducer 11 is particularly suitable when the tool halves 8 and 9 are provided for punching out workpieces, ie when they are provided with cutting dies 19 are. Then it depends on the fact that regardless of any machine or material conditions, the depth of immersion of the punch 19 in the associated matrices of the lower tool half 9 is always the same so that the workpieces are cut out. When the punch is heated, however, components such as the connecting rods 3 and the plunger 1 expand, so that the immersion depth of the cutting punches 19 would change if the plunger immersion depth were not readjusted. In the arrangement shown in FIG. 1, the pressure between the two tool halves is therefore measured, which is measured on the tool halves 8 and 9 during the cutting outside the cutting punches 19.
- the evaluation device 15 which carries out a corresponding setpoint / actual value comparison, effects a corresponding actuation of the servo motor 7 via the converter 16 and the angle encoder 17, which then reduces the immersion depth of the plunger 1 via the adjustment gear 5.
- the plunger immersion depth is increased in an analogous manner.
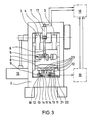
- the second exemplary embodiment of a press according to the invention shown in FIG. 3 differs from the previously described exemplary embodiment essentially in that two pressure transducers 11 are provided which are embedded in the lower tool half 9 in such a way that their pressure plate 14 is flush with the underside 21 of the lower one Tool half 9 completes and touches the top 22 of the press table 2.
- the tool halves 8 and 9 are an embossing tool; Embossing dies 23 are accordingly provided in the upper tool half 8.
- the plunger 1 moves up and down in the rhythm of the crankshaft 4, the dies 23 press on the material, not shown here, guided by the feed device 10 between the tool halves 8 and 9.
- the pressure exerted is from measured the two pressure transducers 11 and signaled to the evaluation device 15. If, when the press heats up, the pressure measured by the pressure transducers 11 increases during the operation of the press, the evaluation device 15 sends a signal to the servo motor 7 via the converter 16 and the angle encoder 17, whereupon the latter reduces the immersion depth of the plunger 1 via the adjustment gear 5 To the extent that the actual pressure continuously measured by the pressure sensor 11 corresponds to the predetermined target pressure.
- the depth of the plunger 1 is increased in an analogous manner. This ensures that the dies 23 always penetrate the material with the same pressure, so that all the stampings produced with the press have the same appearance, regardless of any material fluctuations, since these material fluctuations also increase or decrease the result in pressure measured by the pressure transducers and thus cause an adjustment of the plunger immersion depth.
- FIG. 4 shows a third exemplary embodiment in which the base body 12 of the pressure sensor 11 is let into the press table 2, so that the pressure plate 14 lies on the upper side 22 of the press table 2 and touches the lower side 21 of the lower tool half 9.
- the tool halves 8 and 9 are also designed as embossing tools. The operation of this press corresponds to the press shown in Fig. 3, but both tool halves 8 and 9 can be exchanged for another tool without the pressure sensor 11 having to be replaced. If the press is to be converted, it is therefore only necessary to specify a new pressure setpoint for the evaluation device 15.
- FIGS. 3 and 4 are described using embossing tools and the exemplary embodiment according to FIGS. 1 and 2 using a cutting tool, it is also conceivable to use cutting tools in the presses according to FIGS. 3 and 4 and in the press according to FIG. 1 and 2 to use an embossing tool or a combination of cutting and embossing tool.
- the pressure body prefferably be made of a material other than plastic, e.g. As rubber, to manufacture, a material of high elasticity is preferred, the tensile strength is 50-70 N / cm2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Control Of Presses (AREA)
- Punching Or Piercing (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Presse oder Stanze mit einem eine obere Werkzeughälfte tragenden Stößel, dessen Tauchtiefe einstellbar ist, und einem unterhalb des Stößels angeordneten, die zugehörige untere Werkzeughälfte tragenden Pressentisch und mit einer mindestens einen an dem Werkzeug angeordneten Meßaufnehmer aufweisenden Regeleinrichtung zum Einregeln der Tauchtiefe des Stößels im Betrieb der Presse oder Stanze.
- Das Einregeln der Tauchtiefe des Stößels während des Betriebs ist wünschenswert, da sich die Stößeltauchtiefe mit Erwärmung der Presse oder Stanze und des Werkzeuges ändert. Diese Stößeltauchtiefenänderung kann sich negativ auf die Qualtität der bearbeiteten Werkstücke auswirken.
- Aus der DE-PS 27 31 084 ist eine Stößelverstellung bekannt, die es bei schnellaufenden Schnittpressen ermöglicht, daß die Eintauchtiefe eines Oberwerkzeuges in ein zugehöriges Unterwerkzeug auch bei zunehmender Arbeitsgeschwindigkeit, d.h. höherer Hubzahl, konstant gehalten werden kann. Bei einer gebauten Version dieser Stößelverstellung ist zwischen den Werkzeugen ein induktiver Wegaufnehmer angeordnet, mit dem die Eintauchtiefe direkt erfaßt und an die Regeleinrichtung weitergegeben wird. Durch einen Soll-/Istwertvergleich wird die Stößelhöhe nachreguliert.
- Nachteilig bei der bekannten Presse ist, daß die Stößelverstellung schwankende Materialdicken zumindest beim Einsatz von Prägewerkzeugen nicht berücksichtigt. Aber auch dann, wenn die Werkzeughälften nach einem gewissen Verschleiß neu überschliffen werden, stimmt der vorgegebene Sollwert der Eintauchtiefe nicht mehr, so daß aufwendige Neueinstellungen erforderlich sind. Im übrigen ist der induktive Wegaufnehmer empfindlich gegen Verschmutzung, Erwärmung und äußere Einflüsse, wodurch Störungen auftreten können.
- Es ist daher Aufgabe der vorliegenden Erfindung, eine Presse oder Stanze der eingangs genannten Art so zu verbessern, daß bei größtmöglicher Störungsarmut stets ein gleichbleibendes Arbeitsergebnis erreicht werden kann.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß der Meßaufnehmer als Druckaufnehmer ausgebildet und, der Unterseite der oberen Werkzeughälfte gegenüberliegend, an der Oberseite oder, der Oberseite des Pressentischs gegenüberliegend, an der Unterseite der unteren Werkzeughälfte angeordnet ist.
- Im Gegensatz zum Stand der Technik wird die Tauchtiefe des Stößels nun nicht mehr direkt geregelt, sondern indirekt über den Werkzeugdruck. Hierdurch wird es möglich, sowohl bei dem Einsatz von Stanzwerkzeugen als auch von Prägewerkzeugen gleichbleibende Arbeitsergebnisse zu erreichen und zwar unabhängig von irgendwelchen Maschinenbedingungen. Bei Stanzwerkzeugen wird der Meßaufnehmer zweckmäßigerweise auf der Oberseite der unteren Werkzeughälfte angeordnet, so daß er mit der Unterseite der oberen Werkzeughälfte zusammenwirkt. Der beim Zusammenfahren beider Werkzeughälften auf den Druckaufnehmer wirkende Druck ist ein Maß für die Eintauchtiefe des Schneidstempels der oberen Werkzeughälfte in die Matrize der unteren Werkzeughälfte. Durch diese Druckmessung, die nur indirekt die Eintauchtiefe wiederspiegelt, läßt sich unmittelbar die Werkzeugbelastung ablesen und bei stumpfen Werkzeugen die Stößeltauchtiefe erhöhen. Der Druckaufnehmer ist wesentlich weniger verschleißanfällig als die bekannten berührungslosen induktiven Wegaufnehmer und weniger empfindlich gegenüber Verschmutzungen, da keine Relativbewegung zweier Teile gegeneinander auftreten, bei denen Reibungskräfte wirken könnten.
- Wird in die Presse ein Prägewerkzeug eingelegt, kommt es nicht so sehr auf die Eintauchtiefe des Prägestempels der oberen Werkzeughälfte in die Matrize der unteren Werkzeughälfte an; es ist vielmehr das Ziel, stets eine gleichaussehende Oberfläche des Werkstückes zu erhalten. Wenn nun der Druckaufnehmer auf der Unterseite der unteren Werkzeughälfte angeordnet ist und mit der Oberseite des Pressentischs zusammenwirkt, wird der Druck gemessen, den der Prägestempel auf das Material ausübt. Dieser Druck ist ein Maß für die Eindringtiefe des Prägestempels in das Material, die zu unterscheiden ist von der Eintauchtiefe des Schneidstempels in die Matrize. Für ein gleichbleibendes Prägeergebnis ist es wichtig, daß die Eindringtiefe des Prägestempels in das Material über den gesamten Arbeitsprozeß konstant bleibt, und zwar unabhängig von irgendwelchen Maschinenparametern oder Materialdickenschwankungen. Der Erfindung liegt die Erkenntnis zugrunde, daß sich erst durch die Abkehr von der Wegmessung und durch Einsatz der Druckmessung sowohl bei gestanzten als auch geprägten Werkstücken ein gleichbleibendes Arbeitsergebnis erreicht werden kann.
- Bei größeren Werkzeugen kann es vorteilhaft sein mehrere Druckaufnehmer an der unteren Werkzeughälfte anzuordnen.
- Gemäß einer bevorzugten Ausführungsform ist der Druckaufnehmer aus einem druckelastisch nachgiebigen Grundkörper gebildet, in welchen ein mit der Regeleinrichtung verbundenes Piezoelement eingebettet ist und der an seinem der Oberseite oder der Unterseite der unteren Werkzeughälfte zugewandten Ende mit einer steifen Druckplatte abgedeckt ist. Da das Piezoelement in den elastisch nachgiebigen Grundkörper eingebettet ist, wird der von der Druckplatte beim Zusammenfahren der beiden Werkzeughälften aufgenommene Druck gleichmäßig an das Piezoelement weitergegeben, so daß dieser Druckaufnehmer besonders störunanfällig ist.
- Es ist günstig, den Druckkörper aus einem Kunststoff, vorzugsweise einem Polyformaldehyd, herzustellen.
- Die Druckplatte kann aus Metall, vorzugsweise demselben Material wie das Werkzeug, bestehen.
- Wenn die Werkzeuge auch auf anderen Maschinen eingesetzt werden sollen, ist es günstig, wenn der Druckaufnehmer in die untere Werkzeughälfte eingelassen ist. Mit Stanzwerkzeugen lassen sich besonders gute Ergebnisse erzielen, wenn die Druckplatte des Druckaufnehmers an der Oberseite der unteren Werkzeughälfte liegt und bündig zu der Oberseite der unteren Werkzeughälfte ist. Dadurch wird beim Nachschleifen der Schnittstempel auch die Druckplatte des Druckaufnehmers in gleichem Maße abgeschliffen, so daß das Nachschleifen der Werkzeuge keinen Einfluß auf die Messungen hat. Bei dieser vorzugsweise für Stanzwerkzeuge vorgesehenen Ausbildung des Druckaufnehmers werden beim Stanzen die beiden Werkzeughälften zusammengefahren, wobei der Druck zwischen den beiden Werkzeughälften direkt, und nicht über den Schnittstempel, das Material und die Matrize gemessen wird. Das bedeutet, daß bei einem dickeren Material, bei dem der Schneiddruck höher ist, zwischen den beiden Werkzeughälften zunächst ein geringerer Druck gemessen wird, so daß die Materialdicke beim Stanzen keine Auswirkung auf die Tauchtiefe des Stößels und damit das Arbeitsergebnis hat.
- Beim Einsatz von Prägewerkzeugen kann der Grundkörper des Druckaufnehmers in günstiger Weise auch in den Pressentisch eingelassen werden. Die Druckplatte des Druckaufnehmers liegt dann an der Unterseite der unteren Werkzeughälfte an. Erfaßt wird auf diese Weise der von dem Prägestempel auf das Material und somit auf die untere Werkzeughälfte wirkende Druck. Auch bei unterschiedlichen Materialdicken wird bei diese Anordnung des Druckaufnehmers stets gewährleistet, daß die Eindringtiefe des Prägestempels in das Material stets gleich ist, so daß auch hier die Materialdicke ohne Einfluß auf das Arbeitsergebnis ist.
- Im folgenden werden Ausführungsbeispiele der Erfindung anhand einer Zeichnung näher erläutert. Es zeigen:
- Fig. 1 in einer schematischen Vorderansicht eine Stanze mit geschnittener unterer Werkzeughälfte, gemäß eines ersten Ausführungsbeispleles,
- Fig. 2 eine Seitenansicht der Presse aus Fig. 1,
- Fig. 3 in einer gleichen Ansicht wie Fig. 1 ein zweites Ausführungsbeispiel einer Presse, und
- Fig. 4 in gleicher Ansicht wie Fig. 1 ein drittes Ausfürungsbeispiel einer Presse.
- Die in den Zeichnungen dargestellten Pressen oder Stanzen weisen denselben Grundaufbau auf, der im folgenden näher beschrieben wird.
- Alle Maschinen weisen einen höhenverstellbaren Stößel 1 und einen darunter angeordneten Pressentisch 2 auf. Der Stößel 1 ist mit zwei Pleueln 3 verbunden, die in einer im oberen Teil der Maschine angeordneten Kurbelwelle 4 gelagert sind. Der Stößel 1 ist bezüglich den Pleueln 3 in der Höhe verstellbar, was an sich bekannt ist. Hierzu ist ein ebenfalls bekanntes Verstellgetriebe 5 vorgesehen, das über eine Keilwelle 6 mit einem Servomotor 7 verbunden ist. Die Keilwelle 6 ermöglicht es, daß der Servomotor 7 ortsfest angebracht sein kann, während sich die Keilwelle mit dem Hub des Stößels bewegen kann. Durch Betätigen des Servomotors 7 kann über das Verstellgetriebe 5 der Stößel gegenüber den Pleueln 3 angehoben bzw. abgesenkt werden. Hierbei wird nicht der Hub verstellt, vielmehr die wirksame Pleuellänge.
- An der Unterseite des Stößels 1 ist eine obere Werkzeughälfte 8 angeordnet, während auf der Oberseite des Pressentisches 2 eine untere Werkzeughälfte 9 angeordnet ist. Seitlich neben den Werkzeugen ist eine Vorschubseinrichtung 10 angeordnet, mit der Blechbänder taktweise zwischen den Werkzeughälften hindurchgeführt werden.
- Im Bereich der Werkzeughälften 8 und 9 ist je nach beschriebenem Ausführungsbeispiel ein Druckaufnehmer 11 vorgesehen. Der Druckaufnehmer 11 besteht aus einem Grundkörper 12 aus Polyformaldehyd, in welchen ein Piezoelement 13 eingebettet ist. Der Grundkörper 12 ist durch eine metallene Druckplatte 14 abgedeckt. Das Piezoelement 13 ist mit einem Auswertegerät 15 verbunden, das an einen Stromrichter, das von dem Piezoelement empfangene Drucksignal weitergibt, und zwar abhängig davon, ob der gemessene Druck höher oder niedriger als ein vorgegebener Sollwert ist. Abhängig hiervon wird von dem Stromrichter 16 ein Signal an einen Winkelcodierer 17 des Servomotors 7 gegeben, so daß über den Servomotor und das Winkelgetriebe die Stößelhöhe verstellt und dessen Tauchtiefe damit eingeregelt wird.
- Bei dem in den Fig. 1 und 2 beschriebenen Ausführungsbeispiel ist der Grundkörper 12 des Druckaufnehmers 11 in die untere Werkzeughälfte 9 eingelassen und zwar so, daß die Druckplatte 14 des Druckaufnehmers bündig mit der Oberseite 18 der unteren Werkzeughälfte 9 angeordnet ist. Um dies zu erreichen wird der Druckaufnehmer 11 in die untere Werkzeughälfte 9 eingebaut, bevor die untere Werkzeughälfte auf ihrer Oberseite plangeschliffen wird. Aus Fig. 1 ist deutlich zu erkennen, daß auf der Unterseite des oberen Werkzeuges 9 einzelne Schnittstempel 19 angeordnet sind. Neben den Schnittstempeln ist ein Druckstück 20 vorgesehen, daß genau oberhalb der Druckplatte 14 des Druckaufnehmers 11 liegt. Diese Anordnung des Druckaufnehmers 11 eignet sich insbesondere dann, wenn die Werkzeughälften 8 und 9 zum Ausstanzen von Werkstücken vorgesehen sind, wenn sie also mit Schnittstempeln 19 versehen sind. Dann kommt es nämlich darauf an, daß unabhängig von irgendwelchen Maschinen- oder Materialbedingungen die Eintauchtiefe der Schnittstempel 19 in die zugehörigen Matrizen der unteren Werkzeughälfte 9 stets gleich ist, damit die Werkstücke saüber ausgeschnitten werden. Bei Erwärmung der Stanze dehnen sich allerdings Bauteile, wie die Pleuel 3 und der Stößel 1 aus, so daß sich die Eintauchtiefe der Schnittstempel 19 ändern würde, wenn man die Stößeltauchtiefe nicht nachregulieren würde. Bei der in Fig. 1 gezeigten Anordnung wird daher der Druck zwischen den beiden Werkzeughälften gemessen, der während des Schneidens außerhalb der Schnittstempel 19 an den Werkzeughälften 8 und 9 gemessen wird. Ist dieser gemessene Druck zu hoch, muß die Stößeltauchtiefe verringert werden. Das Auswertegerät 15, das einen entsprechenden Soll-/Istwertvergleich vornimmt, bewirkt über den Stromrichter 16 und den Winkelcodierer 17 eine entsprechende Betätigung des Servomotors 7, der über das Verstellgetriebe 5 dann die Tauchtiefe des Stößels 1 verringert. Die Erhöhung der Stößeltauchtiefe erfolgt in analoger Weise.
- Das in Fig. 3 dargestellte zweite Ausführungsbeispiel einer erfindungsgemäßen Presse unterscheidet sich von dem zuvor beschriebenen Ausführungsbeispiel im wesentlichen dadurch, daß zwei Druckaufnehmer 11 vorgesehen sind, die so in die untere Werkzeughälfte 9 eingelassen sind, daß ihre Druckplatte 14 bündig mit der Unterseite 21 der unteren Werkzeughälfte 9 abschließt und die Oberseite 22 des Pressentischs 2 berührt. Bei den Werkzeughälften 8 und 9 handelt es sich hier um ein Prägewerkzeug; in der oberen Werkzeughälfte 8 sind demzufolge Prägestempel 23 vorgesehen.
- Beim Arbeiten der in Fig. 3 dargestellten Presse bewegt sich der Stößel 1 im Rhythmus der Kurbelwelle 4 auf und ab, wobei die Prägestempel 23 auf das hier nicht dargestellte, von der Vorschubeinrichtung 10 zwischen die Werkzeughälften 8 und 9 geführte Material drücken. Der dabei ausgeübte Druck wird von den beiden Druckaufnehmern 11 gemessen und an das Auswertegerät 15 signalisiert. Wenn nun bei Erwärmung der Presse der von den Druckaufnehmern 11 gemessene Druck während des Betriebs der Presse zunimmt, gibt das Auswertegerät 15 über den Stromrichter 16 und den Winkelcodierer 17 dem Servomotor 7 ein Signal, woraufhin dieser über das Verstellgetriebe 5 die Tauchtiefe des Stößels 1 verringert, und zwar soweit, daß der fortwährend durch die Druckaufnehmer 11 gemessene Istdruck dem vorbestimmten Solldruck entspricht. Bei einer Druckverminderung erfolgt eine Erhöhung der Tauchtiefe des Stößels 1 in analoger Weise. Hierdurch wird sichergestellt, daß die Prägestempel 23 stets mit dem gleichen Druck in das Material eindringen, so daß sämtliche, mit der Presse hergestellten Prägestücke das gleiche Aussehen haben, und zwar unabhängig von etwaigen Materialschwankungen, da auch diese Materialschwankungen eine Erhöhung bzw. eine Erniedrigung des durch die Druckaufnehmer gemessenen Drucks zur Folge haben und damit eine Verstellung der Stößeltauchtiefe bewirken.
- In Fig. 4 ist ein drittes Ausführungsbeispiel dargestellt, bei dem der Grundkörper 12 des Druckaufnehmers 11 in den Pressentisch 2 eingelassen ist, so daß die Druckplatte 14 an der Oberseite 22 des Pressentischs 2 liegt und die Unterseite 21 der unteren Werkzeughälfte 9 berührt. Auch bei dem in Fig. 4 dargestellten Ausführungsbeispiel sind die Werkzeughälften 8 und 9 als Prägewerkzeug ausgebildet. Die Funktionsweise dieser Presse entspricht der in Fig. 3 gezeigten Presse, wobei jedoch beide Werkzeughälften 8 und 9 gegen ein anderes Werkzeug ausgetauscht werden können, ohne daß der Druckaufnehmer 11 ausgewechselt werden muß. Soll die Presse umgerüstet werden, so ist es daher lediglich notwendig, dem Auswertegerät 15 einen neuen Drucksollwert vorzugeben.
- Wie in Fig. 3 dargestellt ist, können auch bei den anderen Ausführungsbeisplelen mehrere Druckaufnehmer angeordnet sein. Bei dem in Fig. 4 dargestellten Ausführungsbeispiel ist dies sogar zu empfehlen, wenn bei einer Presse unterschiedlich große Werkzeuge eingesetzt werden, da dann immer mindestens ein Druckaufnehmer unterhalb der Unterseite der unteren Werkzeughälfte angeordnet ist.
- Obwohl die Ausführungsbeispiele nach Fig. 3 und 4 unter Verwendung von Prägewerkzeugen und das Ausführungsbeispiel nach Fig. 1 und 2 anhand eines Schneidwerkzeuges beschrieben ist, ist es auch denkbar, bei den Pressen gemäß Fig. 3 und 4 Schneidwerkzeuge und bei der Presse gemäß Fig. 1 und 2 ein Prägewerkzeug oder eine Kombination von Schneid- und Prägewerkzeug zu verwenden.
- Es ist auch denkbar, den Druckkörper aus einem anderen Material als Kunststoff, z. B. Gummi, zu fertigen, wobei ein Werkstoff hoher Elastizität bevorzugt wird, dessen Zugfestigkeit 50-70 N/cm² beträgt.
Claims (8)
dadurch gekennzeichnet,
daß der Meßaufnehmer als Druckaufnehmer (11) ausgebildet und der Unterseite der oberen Werkzeughälfte (8) gegenüberliegend an der Oberseite (18) oder der Oberseite (22) des Pressentischs (2) gegenüberliegend an der Unterseite (21) der unteren Werkzeughälfte (9) angeordnet ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89119435T ATE79801T1 (de) | 1988-11-03 | 1989-10-19 | Presse oder stanze. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8813774U | 1988-11-03 | ||
| DE8813774U DE8813774U1 (de) | 1988-11-03 | 1988-11-03 | Presse oder Stanze |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0367035A1 true EP0367035A1 (de) | 1990-05-09 |
| EP0367035B1 EP0367035B1 (de) | 1992-08-26 |
Family
ID=6829508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89119435A Expired - Lifetime EP0367035B1 (de) | 1988-11-03 | 1989-10-19 | Presse oder Stanze |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0367035B1 (de) |
| AT (1) | ATE79801T1 (de) |
| DD (1) | DD285951A5 (de) |
| DE (2) | DE8813774U1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992002361A1 (de) * | 1990-08-07 | 1992-02-20 | O & K Geissler Gmbh | Schneid- und umformmaschine mit einer in einem bewegten maschinenteil befindlichen justiervorrichtung |
| EP0554501A1 (de) * | 1991-06-28 | 1993-08-11 | Aida Engineering Ltd. | Vorrichtung zum Einstellen der Lage des untersten Totpunktes einer Presse |
| US5379688A (en) * | 1991-12-03 | 1995-01-10 | Ishii; Mitishi | Method of and apparatus for automatically controlling pressing force of press machine |
| EP0741001A2 (de) * | 1995-05-04 | 1996-11-06 | Gietz AG | Präge-Druck- und Stanzmaschine |
| EP1177885A1 (de) * | 2000-08-01 | 2002-02-06 | Haulick + Roos GmbH | Press- oder Stanzautomat |
| EP1308268A1 (de) * | 2001-11-06 | 2003-05-07 | Haulick + Roos GmbH | Press- oder Stanzautomat |
| EP1533109A2 (de) * | 2003-11-12 | 2005-05-25 | Tom Engmann | Pressstempel zum Herstellen keramischer Fliesenrohlinge und Presse mit diesem Pressstempel |
| DE102008011375A1 (de) * | 2008-02-27 | 2009-09-10 | A. Schaal Gmbh & Co. Werkzeug- Und Maschinenbau | Antriebseinrichtung für eine Presse |
| DE102007062458A1 (de) * | 2007-12-22 | 2009-09-10 | A. Schaal Gmbh & Co. Werkzeug- Und Maschinenbau | Antriebseinrichtung für eine Presse |
| WO2020015815A1 (de) * | 2018-07-16 | 2020-01-23 | Bruderer Ag | Verfahren zum betrieb einer stanzpresse und stanzpressen zum betrieb gemäss den verfahren |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015211622A1 (de) | 2015-06-23 | 2016-12-29 | Multivac Sepp Haggenmüller Se & Co. Kg | Tiefziehverpackungsmaschine mit Folienstanze |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4010679A (en) * | 1967-09-25 | 1977-03-08 | International Measurement & Control Co. | Piezoelectric transducer sensor for use in a press |
| DE2814988A1 (de) * | 1978-04-07 | 1979-10-11 | Klaus Brankamp System Prozessa | Verfahren zur messung und/oder zur fuer eine steuerung auswertbaren darstellung einer kraft |
| DE2833829A1 (de) * | 1978-08-02 | 1980-02-21 | Schuler Gmbh L | Schaltungsanordnung fuer einen stellantrieb einer stoesselverstellung |
| EP0145001A2 (de) * | 1983-12-12 | 1985-06-19 | Pfister GmbH | Kraftmesseinrichtung |
| DE3439459A1 (de) * | 1983-12-29 | 1985-07-11 | Fukui Machinery Co., Ltd., Fukui | Vorrichtung zur automatischen korrektur der position eines schlittens in einer presse |
| JPS63180400A (ja) * | 1987-01-23 | 1988-07-25 | Nkk Corp | プレス機の自動荷重制御装置 |
-
1988
- 1988-11-03 DE DE8813774U patent/DE8813774U1/de not_active Expired - Lifetime
-
1989
- 1989-10-19 EP EP89119435A patent/EP0367035B1/de not_active Expired - Lifetime
- 1989-10-19 DE DE8989119435T patent/DE58902145D1/de not_active Expired - Fee Related
- 1989-10-19 AT AT89119435T patent/ATE79801T1/de not_active IP Right Cessation
- 1989-11-02 DD DD89334165A patent/DD285951A5/de not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4010679A (en) * | 1967-09-25 | 1977-03-08 | International Measurement & Control Co. | Piezoelectric transducer sensor for use in a press |
| DE2814988A1 (de) * | 1978-04-07 | 1979-10-11 | Klaus Brankamp System Prozessa | Verfahren zur messung und/oder zur fuer eine steuerung auswertbaren darstellung einer kraft |
| DE2833829A1 (de) * | 1978-08-02 | 1980-02-21 | Schuler Gmbh L | Schaltungsanordnung fuer einen stellantrieb einer stoesselverstellung |
| EP0145001A2 (de) * | 1983-12-12 | 1985-06-19 | Pfister GmbH | Kraftmesseinrichtung |
| DE3439459A1 (de) * | 1983-12-29 | 1985-07-11 | Fukui Machinery Co., Ltd., Fukui | Vorrichtung zur automatischen korrektur der position eines schlittens in einer presse |
| JPS63180400A (ja) * | 1987-01-23 | 1988-07-25 | Nkk Corp | プレス機の自動荷重制御装置 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992002361A1 (de) * | 1990-08-07 | 1992-02-20 | O & K Geissler Gmbh | Schneid- und umformmaschine mit einer in einem bewegten maschinenteil befindlichen justiervorrichtung |
| US5381681A (en) * | 1990-08-07 | 1995-01-17 | O & K Geissler Gmbh | Machine with an adjusting device located in a movable machine part |
| EP0554501A1 (de) * | 1991-06-28 | 1993-08-11 | Aida Engineering Ltd. | Vorrichtung zum Einstellen der Lage des untersten Totpunktes einer Presse |
| US5379688A (en) * | 1991-12-03 | 1995-01-10 | Ishii; Mitishi | Method of and apparatus for automatically controlling pressing force of press machine |
| EP0741001A2 (de) * | 1995-05-04 | 1996-11-06 | Gietz AG | Präge-Druck- und Stanzmaschine |
| EP0741001A3 (de) * | 1995-05-04 | 1997-02-26 | Gietz Ag | Präge-Druck- und Stanzmaschine |
| US5746122A (en) * | 1995-05-04 | 1998-05-05 | Maschinenfabrik Gietz Ag | Embossing machine |
| EP1177885A1 (de) * | 2000-08-01 | 2002-02-06 | Haulick + Roos GmbH | Press- oder Stanzautomat |
| EP1308268A1 (de) * | 2001-11-06 | 2003-05-07 | Haulick + Roos GmbH | Press- oder Stanzautomat |
| EP1533109A2 (de) * | 2003-11-12 | 2005-05-25 | Tom Engmann | Pressstempel zum Herstellen keramischer Fliesenrohlinge und Presse mit diesem Pressstempel |
| EP1533109A3 (de) * | 2003-11-12 | 2007-12-12 | Tom Engmann | Pressstempel zum Herstellen keramischer Fliesenrohlinge und Presse mit diesem Pressstempel |
| DE102007062458A1 (de) * | 2007-12-22 | 2009-09-10 | A. Schaal Gmbh & Co. Werkzeug- Und Maschinenbau | Antriebseinrichtung für eine Presse |
| DE102007062458B4 (de) * | 2007-12-22 | 2011-05-19 | Schaal Engineering Gmbh | Antriebseinrichtung für eine Presse |
| DE102008011375A1 (de) * | 2008-02-27 | 2009-09-10 | A. Schaal Gmbh & Co. Werkzeug- Und Maschinenbau | Antriebseinrichtung für eine Presse |
| DE102008011375B4 (de) * | 2008-02-27 | 2010-06-02 | A. Schaal Gmbh & Co. Werkzeug- Und Maschinenbau | Antriebseinrichtung für eine Presse |
| WO2020015815A1 (de) * | 2018-07-16 | 2020-01-23 | Bruderer Ag | Verfahren zum betrieb einer stanzpresse und stanzpressen zum betrieb gemäss den verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE79801T1 (de) | 1992-09-15 |
| DE8813774U1 (de) | 1990-03-01 |
| DE58902145D1 (de) | 1992-10-01 |
| EP0367035B1 (de) | 1992-08-26 |
| DD285951A5 (de) | 1991-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3840395C2 (de) | Steuerung einer Blechbearbeitungspresse | |
| DE69833396T2 (de) | Hydraulische Presse zur Herstellung von Metallplatten | |
| DE3739029C2 (de) | Stanz- bzw. Nibbelverfahren und Vorrichtung hierfür | |
| DE3823258A1 (de) | Maschine zur ausbildung einer v-foermigen aussparung und verfahren zur steuerung derselben | |
| DE69106601T2 (de) | Vorrichtung und System zum Stanzen von gedruckten Schaltplatten. | |
| EP0873855B1 (de) | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen | |
| DE3703674A1 (de) | Verfahren zur hubsteuerung einer blechbearbeitungsmaschine | |
| DE102006031438B4 (de) | Vorrichtung zum Umformen von Platinen | |
| DE3623035C1 (de) | Verfahren und Vorrichtung zum Herstellen eines eine scharfe Schneidkante aufweisenden Stanzwerkzeugs | |
| DE69936407T2 (de) | Verfahren zur Werkzeugeinstellung in einer Blechherstellungsmaschine | |
| EP0367035B1 (de) | Presse oder Stanze | |
| DE3153332C2 (de) | Verfahren zur Steuerung einer hydraulischen Presse zum Pressen von Platten auf Holzbasis und Vorrichtung zur Durchführung des Verfahrens | |
| DE2731084C3 (de) | Stößelverstellung für schnellaufende Schnittpressen | |
| DE3346282A1 (de) | Vorrichtung zum bestimmen einer endstellung des stoessels einer presse | |
| DE3040762C2 (de) | Verfahren und Vorrichtung zur Einstellung der Masse von Posten thermoplastischen Materials | |
| DE2937176A1 (de) | Bandsaegemaschine | |
| EP2092991B1 (de) | Biegegesenk für eine Biegepresse, insbesondere Abkantpresse und Verfahren zum Abkanten eines Werkstücks | |
| CH678159A5 (de) | ||
| DE68921102T2 (de) | Antriebssystem für Schreibgerät in einer Zeichenmaschine oder dergleichen. | |
| EP0732194A1 (de) | Verfahren und Vorrichtung zur Messung und Regelung der Höhenstellung des Stössels einer schnellaufenden Schnittpresse | |
| DE3028834C2 (de) | ||
| EP0428780B1 (de) | Stanzpresse mit Korrekturwerteingabe für die Eintauchtiefe und die Vorschublänge | |
| EP1287975A2 (de) | Verfahren zur Herstellung von Pressteilen in einer Pulverpresse | |
| EP1136146B1 (de) | Verfahren zum Erstellen von Werkstückwinkeln, insbesondere von Blechwinkeln sowie Maschine zur Durchführung des Verfahrens | |
| DE3136753C2 (de) | Tiefzieheinrichtung für Platine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19900410 |
|
| 17Q | First examination report despatched |
Effective date: 19911023 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 79801 Country of ref document: AT Date of ref document: 19920915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58902145 Country of ref document: DE Date of ref document: 19921001 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: ANDRITZ TECHNOLOGY AND ASSET MANAGEMENT GMBH Free format text: OTTO KAISER GMBH#GEWERBESTRASSE 30#75015 BRETTEN (DE) -TRANSFER TO- ANDRITZ TECHNOLOGY AND ASSET MANAGEMENT GMBH#STATTEGGER STRASSE 18#8045 GRAZ (AT) Ref country code: CH Ref legal event code: PFA Owner name: OTTO KAISER GMBH Free format text: OTTO KAISER GMBH & CO. KG#GEWERBESTRASSE 30#BRETTEN (DE) -TRANSFER TO- OTTO KAISER GMBH#GEWERBESTRASSE 30#75015 BRETTEN (DE) Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20051014 Year of fee payment: 17 Ref country code: DE Payment date: 20051014 Year of fee payment: 17 Ref country code: CH Payment date: 20051014 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20051017 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Ref country code: FR Ref legal event code: CJ Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20061031 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070501 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071019 |