EP0342315B1 - Maschine zum Entgraten von Werkstücken - Google Patents
Maschine zum Entgraten von Werkstücken Download PDFInfo
- Publication number
- EP0342315B1 EP0342315B1 EP89102873A EP89102873A EP0342315B1 EP 0342315 B1 EP0342315 B1 EP 0342315B1 EP 89102873 A EP89102873 A EP 89102873A EP 89102873 A EP89102873 A EP 89102873A EP 0342315 B1 EP0342315 B1 EP 0342315B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- disc
- brushes
- bristles
- holder
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002826 coolant Substances 0.000 claims description 21
- 239000004033 plastic Substances 0.000 claims description 6
- 229920003023 plastic Polymers 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 235000013358 Solanum torvum Nutrition 0.000 description 30
- 240000002072 Solanum torvum Species 0.000 description 30
- 230000032683 aging Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/002—Grinding heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/02—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
Definitions
- the present invention relates to a machine for deburring workpieces according to the preamble of claim 1.
- deburring machines known from FR-A-2 584 011 which have metal bristles, but also in particular in those which use plastic bristles which have bristles coated with an abrasive, there is a certain problem in the heat aging of the polyamide used for the bristles. This means that the plate brushes may deteriorate due to heat aging before the bristles of the plate brush are worn down to their wear limit.
- the object of the present invention is to provide a machine for deburring workpieces of the type mentioned in the introduction, in which the heat aging of the plastic bristles in plate brushes slows down and a uniform distribution of the coolant over the entire bristle surface is ensured with reasonable technical effort.
- coolant for example in the form of drilling emulsion or oil on the plate brushes
- the coolant supply is central and therefore carried out in a simple manner.
- the machine 11 shown in the drawing for deburring workpieces 12 in the form of housing covers is equipped with two pairs of horizontally arranged plate brushes 16, 17 and 18, 19 for deburring the long sides 13 and 14 of the workpiece 12 as well as with a vertically arranged pair Disc brushes 20 and 21 are provided, which are used for deburring the top or bottom 22 of the workpiece 12. While the pairs of plate brushes 16, 17 and 18, 19 with a horizontal axis are arranged opposite one another in a region 23 of the machine stand (not shown), the plate brushes 20, 21 with a vertical axis are arranged in an adjacent region 24 of the machine stand.
- a machine table 26 can be moved back and forth between these two areas 23 and 24 of the machine stand, on which the workpiece 12 can be clamped, which in this way on its long sides 13, 14 and on it Top and bottom 22 is processed.
- the reciprocating drive for the table 26 can be done in any known manner.
- the plate brush pairs 16, 17 and 18, 19 are driven with their horizontal, parallel shafts 27 according to arrows A and B or A 'and B' rotating in opposite directions.
- the disc brushes 20 and 21 are driven with their shafts 28 according to arrows C and D rotating in opposite directions and also perform a rotational movement superimposed on this self-rotation in the direction of arrow E about an axis 31 which is parallel to and essentially centered between the parallel vertical axes of rotation the plate brushes 20, 21 is arranged.
- the outer circular path and that of the shafts 28 of the superimposed circular movement are shown in broken lines in FIG. 1. In this way, the side 22 of the workpiece 12 can be machined or deburred evenly over the entire surface.
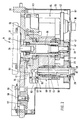
- Fig. 2 shows the drive-related mounting and mounting of the vertical plate brushes 20 and 21.
- a first drive motor 37 is flanged approximately in the middle, the output shaft 38 immersed in an intermediate shaft 39 and with this is non-rotatably connected.
- the vertical intermediate shaft 39 is non-rotatably connected at its lower free end to a first gear 41 which is connected to one Comes on the same level, larger second gear 42, which is rotatably connected to a receiving spindle 30 for the shaft 28 of the plate brush 21.
- the intermediate shaft 39 is rotatably connected at its free end and the first gear 41 adjacent to a third toothed wheel 43, which is connected via a toothed belt 44 to a fourth toothed wheel 45 of larger diameter, which is mounted on a receiving spindle 29 for the shaft 28 of the Disc brush 20 sits in a rotationally fixed manner.
- the second gear 42 and the fourth gear 45 are arranged on opposite sides of the intermediate shaft 39 such that their axes and thus the shafts 28 have the same distance from the axis of the intermediate shaft 39 and the output shaft 38 of the first drive motor 37.
- the gears 41, 42, 43 and 45 are dimensioned so that the plate brushes 20 and 21 have approximately the same peripheral speeds.
- the gear transmission selected from the intermediate shaft 39 to the holding spindle 29 on the one hand and the holding spindle 30 on the other hand ensures that the two plate brushes 20, 21 are driven in opposite directions.
- a holder 48 is rotatably mounted around the intermediate shaft 39, which is also permanently connected to the output shaft 38 in the axial direction, and is held immovably on the shafts 38, 39 in the axial direction.
- the holder 48 is provided with two receiving bores 51 parallel thereto, in which the receiving spindles 29, 30 for the shafts 28 of the plate brushes 20, 21 are rotatable stored and held axially.
- the holder 48 is non-rotatably connected at its uppermost region 53 to a sprocket 56, which is drivingly connected via a chain 54 to a second sprocket 57 which is arranged in the same plane but at a distance and which is non-rotatably seated on the output shaft 58 of a second drive motor 59 , which is held stationary on the carrier 36 adjacent to the first motor 37.
- the holder 48 is surrounded in an upper, larger-diameter cylindrical part 61 by a coolant supply ring 62, which is held stationary on the carrier 36 by means of stud bolts 63.
- the first motor 37 is used to drive the plate brushes 20, 21 in opposite directions about their own axes
- the second motor 59 is used to achieve a superimposed rotary movement of the pair of plate brushes 20, 21 about the axis of the intermediate shaft 39, which at the same time is that of the holder 48 is.
- This drive transmission or transmission unit which is described as a planetary head 64, is surrounded by a housing 66 connected to the carrier 36, from whose underside 67 the two holding spindles 29 and 30 for the shafts 28 of the disk brushes 20 and 21 protrude.
- the identically designed, vertical plate brushes 20, 21 can be with their shaft 28 in the relevant spindle 29, 30 non-rotatably and firmly clamped in the axial direction.
- the lower end of the shaft 28 is fixedly connected to a holding plate 72, on which a plate 74 is firmly held, which holds bristles 75 in the form of a plurality of bundles 76 along a circular ring.
- connection of the holding plate 72 and the plate 74 takes place by means of cylindrical pins 73 which are distributed over the outer circumference and by means of a central fastening screw 77 which is screwed into the holding plate 72 from below within the central recess 78 of the annular plate 74 and via a profiled disk 79 a recessed ring edge 81 of the annular plate 74 presses against the holding plate 72.
- the bristles are made of plastic, preferably polyamide, and are covered with abrasive particles, for example corundum, SiC or the like, over substantially their entire length. Particles occupied.
- These bristles 75 which are combined in bundles 76, are clamped at one end in the annular plate 74, for example cast in or glued in, and can be worn down to about a quarter of their length protruding from the underside of the plate 74.
- the bristles 75 on the plate 74 are supplied with a cooling liquid, for example in the form of a drilling emulsion or oil.
- a cooling liquid for example in the form of a drilling emulsion or oil.
- outlet openings 82 of two diametrically opposite bores 83 are provided in the area of the ring edge 81, which bores 84 have corresponding bores 84 in the holding plate 72 swear.
- the ends of these bores 84 open into a transverse bore 85 of the holding plate 72.
- the transverse bore 85 is provided at both ends with a sealing plug 86 and crosses the end of an axial blind bore 87 in the shaft 28.
- This blind bore 87 is shown in FIG the receiving spindle 29 or 30 provided through hole 88 in connection, which emerges opposite the mouth of an axial blind hole 89 in the holder 48.
- This axial blind hole 89 is opposite the relevant receiving spindle 29, 30 and opens into a radial blind hole 90 in the holder 48.
- These two radial holes 90 open into an inner annular groove 91 in the coolant supply ring 62.
- one radial connection bore 92 is provided, which opens into the inner annular groove 91 and is provided at the other end with a screw connection for connection to a coolant supply line, not shown.
- coolant is supplied to an area of the plate brushes 20, 21 which is adjacent to the inner boundary edge of the annular bristle arrangement and is set back with respect to the plane of exit of the bristles from the underside of the plate 74. In this way, a uniform distribution of the coolant over the entire surface of the plate brush area provided with the bristles 75 results due to the centrifugal forces.
- Figure 4 shows the coolant supply to the horizontal Disc brushes 16 - 19 based on one of these pair of disc brushes.
- the structure of these horizontal plate brushes 16-19 is the same except that their diameter is smaller than that of the vertical plate brushes; therefore the reference numerals also valid for this, as used in FIG. 3, are provided with a dash in FIG. 4.
- the coolant supply is identical, except for the fact that the receiving spindle 29 'for the shaft 27 of the plate brush 16 - 19 is directly surrounded by a corresponding coolant supply ring, which in a corresponding manner via an inner annular groove and bores with the outlet openings 82' connected is.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf eine Maschine zum Entgraten von Werkstücken nach dem Oberbegriff des Anspruchs 1.
Bei derartigen aus der FR-A-2 584 011 bekannten Entgratmaschinen, die Metallborsten aufweisen, aber auch insbesondere bei solchen, die Kunststoffborsten verwenden, welche Borsten mit einem Schleifmittel besetzt sind, besteht ein gewisses Problem in der Wärmealterung des für die Borsten verwendeten Polyamids. Dies bedeutet, daß u.U. eine Verschlechterung der Tellerbürsten durch Wärmealterung eintritt, bevor die Borsten der Tellerbürste bis hin zu ihrer Verschleißgrenze abgetragen sind. - Aus PATENT ABSTRACT OF JAPAN volume 8 Nr. 35 (M-276) vom 15.2.84 ist eine Vorrichtung zum Kühlen einer walzenförmigen Schleifmittelbürste bekannt, bei der der Schaft der Bürste mit einer Kühlmittelzuführung verbunden und mit um die Rotationsachse angeordneten, radial gerichteten Kühlmittel-Austrittsöffnungen im Bereich der Borsten versehen ist.
- Diese Art der Anordnung der Kühlmittel-Austrittsöffnungen ist relativ aufwendig und bei Tellerbürsten praktisch nicht durchführbar.
- Aufgabe der vorliegenden Erfindung ist es, eine Maschine zum Entgraten von Werkstücken der eingangs genannten Art zu schaffen, bei der die Wärmealterung der Kunststoffborsten bei Tellerbürsten verlangsamt und eine gleichmäßige Verteilung des Kühlmittels über die gesamte Borstenfläche bei vertretbarem technischem Aufwand gewährleistet ist.
- Zur Lösung dieser Aufgabe sind bei einer Maschine zum Entgraten von Werkstücken der genannten Art die im Anspruch 1 angegebenen Merkmale vorgesehen.
- Durch die Verwendung von Kühlmittel, bspw. in Form von Bohremulsion oder Öl an den Tellerbürsten ist es möglich, den Grad der Wärmealterung der Kunststoffborsten wesentlich zu reduzieren, so daß die Kunststoffborsten länger halten und daher ohne weiteres solange eingesetzt werden können, bis die Borsten bis hin zu ihrer Verschleißgrenze durch die Bearbeitungsvorgänge abgetragen sind. Durch die Rotationsbewegungen der Tellerbürsten wird das Kühlmittel über alle Borsten etwa gleichmäßig verteilt, so daß die gleichmäßige Qualität der Borsten an den Tellerbürsten erhalten bleibt. Die Kühlmittelzuführung ist dabei zentral und daher in einfacher Weise vorgenommen.
- Vorteilhafte Ausgestaltungen der Kühlmittelzuführung zu den Borsten ergeben sich aus den Merkmalen des Anspruchs 2 und/oder 3.
- Weitere vorteilhafte Ausführungsformen vorliegender Erfindung ergeben sich gemäß den Merkmalen der Unteransprüche 4 und 5, jeweils ggf, im Zusammenhang mit denen des Anspruchs 6, je nach dem, ob die Tellerbürsten lediglich um ihre eigene Achsen rotierend angetrieben sind, oder ob sie zusätzlich eine gemeinsame überlagerte Bewegung um eine mittige Achse ausführen.
- Weitere Einzelheiten der Erfindung sind der folgenden Beschreibung zu entnehmen, in der die Erfindung anhand des in der Zeichnung dargestellten Ausführungsbeispieles näher beschrieben und erläutert ist. Es zeigen:
- Figur 1
- in schematischer Draufsicht einen mit horizontalen und vertikalen Paaren von Tellerbürsten versehenen Teil einer Maschine zum Entgraten von Werkstücken gemäß einem bevorzugten Ausführungsbeispiel der Erfindung,
- Figur 2
- in teilweise geschnittener und abgebrochener Seitenansicht den das vertikale Paar Tellerbürsten aufnehmenden Teil der Entgratmaschine nach Fig. 1.
- Figur 3
- in etwas anderem Maßstab den unteren in Fig. 2 abgebrochenen Teil mit den vertikal angeordneten Tellerbürsten teils in Ansicht und teils im Schnitt, was gleichzeitig der Ansicht gemäß Pfeil III der Fig. 1 entspricht, und
- Figur 4
- eine teilweise geschnittene Ansicht gemäß Pfeil IV der Fig. 1 der horizontalen Paare von Tellerbürsten.
- Die in der Zeichnung dargestellte Maschine 11 zum Entgraten von Werkstücken 12 in Form von Gehäusedeckeln ist sowohl mit zwei Paaren von horizontal angeordneten Tellerbürsten 16, 17 bzw. 18, 19 zum Entgraten der Längsseiten 13 und 14 des Werkstücks 12 als auch mit einem vertikal angeordneten Paar Tellerbürsten 20 und 21 versehen, die zum Entgraten der Ober- oder Unterseite 22 des Werkstücks 12 dienen. Während die Paare von Tellerbürsten 16, 17 und 18, 19 mit horizontaler Achse an einem Bereich 23 des nicht dargestellten Maschinenständers einander gegenüberliegend angeordnet sind, sind die Tellerbürsten 20, 21 mit vertikaler Achse an einem dazu benachbarten Bereich 24 des Maschinenständers angeordnet. Zwischen diesen beiden Bereichen 23 und 24 des Maschinenständers ist gemäß Fig. 1 ein Maschinentisch 26 hin und her verfahrbar, auf dem das Werkstück 12 aufspannbar ist, das auf diese Weise an seinen Längsseiten 13, 14 und an seiner Ober- bzw. Unterseite 22 bearbeitet wird. Der hin- und hergehende Antrieb für den Tisch 26 kann in beliebiger bekannter Weise erfolgen.
- Wie Fig. 1 ferner zu entnehmen ist, sind die Tellerbürstenpaare 16, 17 und 18, 19 mit ihren horizontalen, parallelen Schäften 27 gemäß Pfeilen A und B bzw. A′ und B′ gegenlaufend rotierend angetrieben. Die Tellerbürsten 20 und 21 sind mit ihren Schäften 28 gemäß Pfeilen C und D gegenlaufend rotierend angetrieben und führen außerdem eine dieser Eigenrotation überlagerte Drehbewegung in Richtung des Pfeiles E um eine Achse 31 aus, die parallel zu dem und im wesentlichen mittig zwischen den parallelen vertikalen Rotationsachsen der Tellerbürsten 20, 21 angeordnet ist. Die äußere Kreisbahn und diejenige der Schäfte 28 der überlagerten Kreisbewegung sind strichpunktiert in Fig. 1 eingezeichnet. Auf diese Weise kann die Seite 22 des Werkstücks 12 ganzflächig gleichmäßig bearbeitet bzw. entgratet werden.
- Fig. 2 zeigt die antriebsmäßige Halterung und Lagerung der vertikalen Tellerbürsten 20 und 21. An einem Träger 36, der mit dem nicht dargestellten Maschinengestell ortsfest verbunden ist, ist etwa mittig ein erster Antriebsmotor 37 angeflanscht, dessen Abtriebswelle 38 in eine Zwischenwelle 39 eintaucht und mit dieser drehfest verbunden ist. Die vertikale Zwischenwelle 39 ist an ihrem unteren freien Ende mit einem ersten Zahnrad 41 drehfest verbunden, das mit einem auf gleicher Ebene sitzenden, größeren zweiten Zahnrad 42 kämmt, das mit einer Aufnahmespindel 30 für den Schaft 28 der Tellerbürste 21 drehfest verbunden ist. Die Zwischenwelle 39 ist an ihrem freien Ende und dem ersten Zahnrad 41 benachbart mit einem dritten gezahnten Rad 43 drehfest verbunden, das über einen Zahnriemen 44 mit einem vierten gezahnten Rad 45 größeren Durchmessers antriebsmäßig verbunden ist, welches auf einer Aufnahmespindel 29 für den Schaft 28 der Tellerbürste 20 drehfest sitzt. Das zweite Zahnrad 42 und das vierte Zahnrad 45 sind an gegenüberliegenden Seiten der Zwischenwelle 39 derart angeordnet, daß ihre Achsen und damit die der Schäfte 28 gleichen Abstand von der Achse der Zwischenwelle 39 bzw. der Abtriebswelle 38 des ersten Antriebsmotors 37 besitzen. Die Zahnräder 41, 42, 43 und 45 sind so bemessen, daß die Tellerbürsten 20 und 21 etwa gleiche Umfangsgeschwindigkeiten besitzen. Durch die gewählte Getriebeübertragung von der Zwischenwelle 39 auf die Aufnahmespindel 29 einerseits und die Aufnahmespindel 30 andererseits ist erreicht, daß die beiden Tellerbürsten 20, 21 gegenläufig angetrieben sind.
- Um die Zwischenwelle 39, die auch in axialer Richtung mit der Abtriebswelle 38 fest verbunden ist, ist ein Halter 48 drehbar gelagert und in axialer Richtung an den Wellen 38, 39 unverrückbar gehalten. In gleichmäßigem Abstand von seiner Lagerbohrung 49 ist der Halter 48 mit zwei dazu parallelen Aufnahmebohrungen 51 versehen, in denen die Aufnahmespindeln 29, 30 für die Schäfte 28 der Tellerbürsten 20, 21 drehbar gelagert und axial festgehalten sind. Der Halter 48 ist an seiner obersten Bereich 53 mit einem Kettenrad 56 drehfest verbunden, das über eine Kette 54 mit einem in gleicher Ebene, jedoch in einem Abstand angeordneten zweiten Kettenrad 57 antriebsmäßig verbunden ist, welches auf der Abtriebswelle 58 eines zweiten Antriebsmotors 59 drehfest sitzt, der am Träger 36 dem ersten Motor 37 benachbart ortsfest gehalten ist. Der Halter 48 ist in einem oberen durchmessergrößeren zylindrischen Teil 61 von einem Kühlmittel-Zuführring 62 umgeben, der mittels Stehbolzen 63 am Träger 36 ortsfest gehalten ist.
- Auf diese Weise dient der erste Motor 37 zum gegenläufig rotierenden Antreiben der Tellerbürsten 20, 21 um ihre eigenen Achsen und der zweite Motor 59 zum Erreichen einer überlagerten Drehbewegung des Paares von Tellerbürsten 20, 21 um die Achse der Zwischenwelle 39, die gleichzeitig die des Halters 48 ist.
- Diese beschriebene, als Planetenkopf 64 zu bezeichnende Antriebsübertragungs- bzw. Getriebeeinheit ist von einem mit dem Träger 36 verbundenen Gehäuse 66 umgeben, aus dessen Unterseite 67 die beiden Aufnahmespindeln 29 und 30 für die Schäfte 28 der Tellerbürsten 20 und 21 hervorragen.
- Die identisch ausgebildeten, vertikalen Tellerbürsten 20, 21 können mit ihrem Schaft 28 in die betreffende Aufnahmespindel 29, 30 drehfest und in axialer Richtung fest eingespannt werden. Das untere Ende des Schaftes 28 ist mit einer Halteplatte 72 fest verbunden, an welcher ein Teller 74 fest gehalten ist, der Borsten 75 in Form einer Vielzahl von Bündeln 76 längs eines Kreisringes hält. Die Verbindung von Halteplatte 72 und Teller 74 erfolgt mittels über den Außenumfang verteilt angeordneten Zylinderstiften 73 und mittels einer mittigen Befestigungsschraube 77, die innerhalb der mittigen Ausnehmung 78 des kreisringförmigen Tellers 74 von unten in die Halteplatte 72 eingeschraubt ist und über eine Profilscheibe 79 einen zurückgesetzten Ringrand 81 des kreisringförmigen Tellers 74 gegen die Halteplatte 72 drückt.
- Die Borsten sind aus Kunststoff, vorzugsweise Polyamid und sind über im wesentlichen ihre gesamte Länge mit Schleifmittelteilchen, bspw. Korrund-, SiC-, o.dgl. Partikeln besetzt. Diese Borsten 75, die in Bündeln 76 zusammengefasst sind, sind einendig im ringförmigen Teller 74 eingespannt, bspw. eingegossen oder eingeklebt, und sind bis auf etwa ein Viertel ihrer aus der Unterseite des Tellers 74 herausragenden Länge abnutzbar.
- Die Borsten 75 am Teller 74 werden mit einer Kühlflüssigkeit, bspw. in Form einer Bohremulsion oder Öl versorgt. Dazu sind im Bereich des Ringrandes 81 Austrittsöffnungen 82 zweier diametral einander gegenüberliegender Bohrungen 83 vorgesehen, die mit entsprechenden Bohrungen 84 in der Halteplatte 72 fluchten. Die Enden dieser Bohrungen 84 münden in eine Querbohrung 85 der Halteplatte 72. Die Querbohrung 85 ist an ihren beiden Enden mit einem Dichtstopfen 86 versehen und kreuzt das Ende einer axialen Sacklochbohrung 87 im Schaft 28. Diese Sacklochbohrung 87 ist gemäß Fig. 2 mit einer in der Aufnahmespindel 29 bzw. 30 vorgesehenen Durchgangsbohrung 88 in Verbindung, die gegenüber der Mündung einer axialen Sacklochbohrung 89 im Halter 48 austritt. Diese axiale Sacklochbohrung 89 liegt der betreffenden Aufnahmespindel 29, 30 gegenüber und mündet in eine radiale Sacklochbohrung 90 im Halter 48. Diese beiden radialen Bohrungen 90 münden in eine innere Ringnut 91 im Kühlmittel-Zuführring 62. An einer Stelle des Umfanges des Zuführringes 62 ist eine radiale Anschlußbohrung 92 vorgesehen, die innen in die innere Ringnut 91 mündet und am anderen Ende mit einer Anschlußverschraubung zum Anschluß an eine nicht dargestellte Kühlmittelzuführleitung versehen ist. Auf diese Weise wird Kühlmittel einem Bereich der Tellerbürsten 20, 21 zugeführt, der dem inneren Begrenzungsrand der ringförmigen Borstenanordnung benachbart ist und gegenüber der Austrittebene der Borsten aus der Unterseite des Tellers 74 zurückgesetzt ist. Auf diese Weise ergibt sich während der Rotation aufgrund der Fliehkräfte eine gleichmäßige Verteilung des Kühlmittels über die gesamte Fläche des mit den Borsten 75 versehenen Tellerbürstenbereichs.
- Figur 4 zeigt die Kühlmittelzuführung zu den horizontalen Tellerbürsten 16 - 19 anhand jeweils einer dieser Tellerbürsten der beiden Paare. Der Aufbau dieser horizontalen Tellerbürsten 16 - 19 ist bis auf die Tatsache, daß deren Durchmesser kleiner ist als der der vertikalen Tellerbürsten derselbe; deshalb sind die auch hierfür gültigen Bezugszeichen, wie sie in Fig. 3 verwendet sind, in Fig. 4 mit einem Strich versehen. Auch die Kühlmittelzuführung ist identisch, bis auf die Tatsache, daß die Aufnahmespindel 29′ für den Schaft 27 der Tellerbürste 16 - 19 unmittelbar von einem entsprechenden Kühlmittel-Zuführring umgeben ist, der in entsprechender Weise über eine innere Ringnut und Bohrungen mit den Austrittsöffnungen 82′ verbunden ist.
Claims (6)
- Maschine zum Entgraten von Werkstücken mit einem Tisch zum Aufspannen der Werkstücke, mit mindestens einem Paar nebeneinander angeordneter, einen Schleifmittelbelag besitzende Borsten, vorzugsweise Kunststoffborsten aufweisenden Tellerbürsten, die um ihre parallelen Achsen gegenläufig rotierend angetrieben sind und die ggf. zur Ausführung einer diesen Eigenrotationsbewegungen überlagerten gemeinsamen Rotationsbewegung um eine gemeinsame mittlere Achse an einem Planetenkopf gehalten sind, dadurch gekennzeichnet, daß die mit einem Kranz von Borsten (75) versehenen Tellerbürsten (16-21) einzeln oder gemeinsam über ihren Schaft (27-29) mit einer Kühlmittelzuführung verbunden und mit um die Rotationsachse angeordneten, axial gerichteten Kühlmittel-Austrittsöffnungen (82) versehen sind, die im borstenfreien Bereich nahe dem inneren Rand des Bürstenkranzes und gegenüber dessen Ebene axial zurückversetzt angeordnet sind.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß der Schaft (27-29) der Tellerbürsten (16-21) mit einer axialen
Bohrung (88) versehen ist. die über mindestens eine Querbohrung (85) in einem Tellerhalter (72) in radial versetzte, axiale Bohrungen (83,84) des Tellerhalters (72) mündet, welche zu den Austrittsöffnungen (82) führen. - Maschine nach Anspruch 2, dadurch gekennzeichnet, daß die Austrittsöffnungen (82) an axialen Bohrungen (83) im die Borsten (75) haltenden Teller (74) vorgesehen sind, die mit den axialen Bohrungen (84) im Tellerhalter (72) fluchten.
- Maschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Aufnahmespindel (29',30') für den Schaft (27) der Tellerbürste (16-19) an ihrem Ende von einem ortsfest gehaltenen Kühlmittel-Zuführring umgeben ist, der eine innere Ringnut aufweist.
- Maschine nach einem der Ansprüche 1 - 3, dadurch gekennzeichnet, daß die parallelen Aufnahmespindeln (29,30) für die Schäfte (28,29) Tellerbürsten (20,21) in einem Halter (48) des Planetenkopfes (64) drehbar gelagert sind und daß der Halter (48) um die mittige Achse an einem Träger (36) für den Planetenkopf (64) drehbar gelagert und von einem gemeinsamen Kühlmittel-Zuführring (62), der orstfest am Träger (36) gehalten ist, umgeben ist.
- Maschine nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß der Kühlmittel-Zuführring (62) eine innere Ringnut (91) aufweist, in die eine Zuführbohrung (92) des Ringes (62) mündet und mit der eine mit der axialen Bohrung im Schaft (71) in Verbindung stehende Querbohrung (90) im Ende der Aufnahmespindel (27) bzw. im Halter (48) in Verbindung steht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8806552U DE8806552U1 (de) | 1988-05-19 | 1988-05-19 | Maschine zum Entgraten von Werkstücken |
| DE8806552U | 1988-05-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0342315A2 EP0342315A2 (de) | 1989-11-23 |
| EP0342315A3 EP0342315A3 (de) | 1991-02-20 |
| EP0342315B1 true EP0342315B1 (de) | 1994-04-27 |
Family
ID=6824195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89102873A Expired - Lifetime EP0342315B1 (de) | 1988-05-19 | 1989-02-20 | Maschine zum Entgraten von Werkstücken |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0342315B1 (de) |
| DE (2) | DE8806552U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112108947A (zh) * | 2020-09-28 | 2020-12-22 | 姚国成 | 一种钢圈自动打磨装置 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE106300T1 (de) * | 1989-04-01 | 1994-06-15 | Messer Griesheim Gmbh | Polier- oder schleifeinrichtung. |
| DE3940397A1 (de) * | 1989-12-06 | 1991-06-13 | Josef Wolfgang Nitsch | Vorrichtung zum entgraten |
| IT1287499B1 (it) * | 1996-11-04 | 1998-08-06 | Onix S R L | Macchina lucidatrice-lisciatrice di lastre, piastrelle e simili |
| EP1400294A1 (de) * | 2002-09-20 | 2004-03-24 | Niederberger Schleif- und Polierautomaten AG | Schnellwechselsystem für Bürstmaschinen |
| DE102005061130A1 (de) * | 2005-12-19 | 2007-06-21 | Mechanik Center Erlangen Gmbh | Entgratvorrichtung |
| DE102005061128B3 (de) * | 2005-12-19 | 2007-01-04 | Mechanik Center Erlangen Gmbh | Entgratvorrichtung |
| DE102006050722A1 (de) | 2006-10-24 | 2008-04-30 | Mechanik Center Erlangen Gmbh | Bürstwerkzeug |
| DE102010039137A1 (de) * | 2010-08-10 | 2012-02-16 | Dürr Ecoclean GmbH | Bürste für eine Bürstentgratungsvorrichtung |
| CN102452027A (zh) * | 2010-10-19 | 2012-05-16 | 苏州春兴精工股份有限公司 | 一种去毛刺装置 |
| CN102328255A (zh) * | 2011-10-11 | 2012-01-25 | 益阳市再超粉末冶金有限公司 | 粉末冶金产品去毛刺装置 |
| US10159331B2 (en) | 2013-06-25 | 2018-12-25 | Taimei Chemicals Co., Ltd. | Polishing brush and polishing method |
| US9579771B2 (en) * | 2013-12-02 | 2017-02-28 | Apple Inc. | Flood coolant to through spindle coolant conversion |
| CN108067963A (zh) * | 2016-11-10 | 2018-05-25 | 丹阳市佳洮车辆附件厂 | 一种装饰板切口去平装置 |
| CN118720898B (zh) * | 2024-09-02 | 2024-11-08 | 南通惠祥机械制造有限公司 | 压缩机阀片去毛刺方法和装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2733562A (en) * | 1956-02-07 | Wheel spindle for grinding machines | ||
| DE1064915B (de) * | 1957-10-07 | 1959-09-10 | Richard Holzhaeuser | Rotationsbuerste |
| DE2348388C3 (de) * | 1973-09-26 | 1980-03-06 | Robert Bosch Gmbh, 7000 Stuttgart | Winkelschleifer für Naßbetrieb |
| FR2584011B1 (fr) * | 1985-06-28 | 1989-02-24 | Renault | Tete de brossage, notamment pour centres d'usinage |
| DE3607580A1 (de) * | 1986-03-07 | 1987-09-10 | Gehring Gmbh Maschf | Honeinrichtung |
| DE3625144C1 (en) * | 1986-07-25 | 1987-07-02 | Schleifring Und Appbau Gmbh | Device for transmitting a pressurised fluid |
-
1988
- 1988-05-19 DE DE8806552U patent/DE8806552U1/de not_active Expired
-
1989
- 1989-02-20 EP EP89102873A patent/EP0342315B1/de not_active Expired - Lifetime
- 1989-02-20 DE DE58907545T patent/DE58907545D1/de not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112108947A (zh) * | 2020-09-28 | 2020-12-22 | 姚国成 | 一种钢圈自动打磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE8806552U1 (de) | 1988-08-11 |
| DE58907545D1 (de) | 1994-06-01 |
| EP0342315A2 (de) | 1989-11-23 |
| EP0342315A3 (de) | 1991-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0342315B1 (de) | Maschine zum Entgraten von Werkstücken | |
| DE69706789T2 (de) | Schleifscheibe mit eingebauter Kühleinrichtung | |
| DE19715460C2 (de) | Haltevorrichtung und Halteringvorrichtung zum Polieren eines Werkstücks | |
| DE3035687A1 (de) | Schleif- und polierwerkzeug | |
| DE102008063228A1 (de) | Vorrichtung zur beidseitigen schleifenden Bearbeitung flacher Werkstücke | |
| EP1175961A2 (de) | Verfahren und Vorrichtung zur Bearbeitung von Werkstück-Oberflächen | |
| EP0911116B1 (de) | Schleifkörper und Befestigungsvorrichtung | |
| EP1493368A1 (de) | Kaffeemühle für eine Kaffeemaschine | |
| DE2741276A1 (de) | Vorrichtung zum auftragen eines fluessigen schmiermittels auf ein blech | |
| EP0374151B1 (de) | Bürstkopf für entgrat- und bürstmaschinen | |
| EP1663581B1 (de) | Werkzeug zur bearbeitung von oberflächen, kantenbereichen und konturen | |
| DE102008046086B4 (de) | Schleifmaschine | |
| DE69103676T2 (de) | Spindelantrieb. | |
| EP0256147B1 (de) | Scheibenbrecher | |
| EP0983825B1 (de) | Kopfbürste | |
| EP3570704B1 (de) | Werkzeug zur bearbeitung von oberflächen, kantenbereichen und konturen | |
| DE2848668A1 (de) | Bearbeitungsautomat | |
| DE19519824C2 (de) | Spangebendes Maschinenwerkzeug, insbesondere Schleifwerkzeug | |
| EP0978351A2 (de) | Vorrichtung aus vertikal angeordeneten Drehmaschinen | |
| DE19549381C2 (de) | Schleifwerkzeug | |
| EP0919331A1 (de) | Vorrichtung zur mechanischen Bearbeitung von plattenförmigen Werkstücken | |
| DE3218009A1 (de) | Bearbeitungswerkzeug zum erzielen einer moeglichst glatten beschichtung einer werkstueckoberflaeche | |
| DE10333017B4 (de) | Kopfbürste | |
| EP0095515B1 (de) | Dosiereinrichtung für Flock | |
| DE9313037U1 (de) | Vorrichtung zum Wirbeln bzw. Schälen von Außengewinde, Schnecken und Profilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19910808 |
|
| 17Q | First examination report despatched |
Effective date: 19930205 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940427 Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940427 Ref country code: FR Effective date: 19940427 Ref country code: GB Effective date: 19940427 |
|
| REF | Corresponds to: |
Ref document number: 58907545 Country of ref document: DE Date of ref document: 19940601 |
|
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19940427 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990224 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990429 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001201 |