EP0315532B1 - Procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud et moyens de lubrification mis en oeuvre - Google Patents
Procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud et moyens de lubrification mis en oeuvre Download PDFInfo
- Publication number
- EP0315532B1 EP0315532B1 EP88402758A EP88402758A EP0315532B1 EP 0315532 B1 EP0315532 B1 EP 0315532B1 EP 88402758 A EP88402758 A EP 88402758A EP 88402758 A EP88402758 A EP 88402758A EP 0315532 B1 EP0315532 B1 EP 0315532B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fluoride
- copper
- cold
- lanthanide
- lanthane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 title claims abstract description 18
- 229910052802 copper Inorganic materials 0.000 title claims abstract description 18
- 239000010949 copper Substances 0.000 title claims abstract description 18
- 230000001050 lubricating effect Effects 0.000 title claims abstract description 13
- 238000005461 lubrication Methods 0.000 title claims description 25
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title description 12
- 229910000881 Cu alloy Inorganic materials 0.000 title 1
- 229910000640 Fe alloy Inorganic materials 0.000 title 1
- -1 lanthanide halide Chemical class 0.000 claims abstract description 23
- 229910052747 lanthanoid Inorganic materials 0.000 claims abstract description 21
- 229910052751 metal Inorganic materials 0.000 claims abstract description 14
- 239000002184 metal Substances 0.000 claims abstract description 14
- 238000002360 preparation method Methods 0.000 claims abstract description 11
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 9
- 239000000956 alloy Substances 0.000 claims abstract description 9
- 239000006185 dispersion Substances 0.000 claims description 49
- 239000000344 soap Substances 0.000 claims description 26
- 239000000203 mixture Substances 0.000 claims description 23
- 239000000314 lubricant Substances 0.000 claims description 21
- QCCDYNYSHILRDG-UHFFFAOYSA-K cerium(3+);trifluoride Chemical compound [F-].[F-].[F-].[Ce+3] QCCDYNYSHILRDG-UHFFFAOYSA-K 0.000 claims description 17
- 239000000843 powder Substances 0.000 claims description 14
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 claims description 9
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 239000004094 surface-active agent Substances 0.000 claims description 4
- 238000009736 wetting Methods 0.000 claims description 4
- 238000007598 dipping method Methods 0.000 claims description 3
- 238000010422 painting Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 claims 7
- 238000007761 roller coating Methods 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 abstract description 3
- 239000000047 product Substances 0.000 description 21
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 19
- 238000012360 testing method Methods 0.000 description 19
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 17
- 238000011282 treatment Methods 0.000 description 17
- 229910002804 graphite Inorganic materials 0.000 description 14
- 239000010439 graphite Substances 0.000 description 14
- 238000009987 spinning Methods 0.000 description 13
- 229910020187 CeF3 Inorganic materials 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 239000003921 oil Substances 0.000 description 10
- 235000019198 oils Nutrition 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000001993 wax Substances 0.000 description 9
- 150000001412 amines Chemical class 0.000 description 8
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 8
- BYMUNNMMXKDFEZ-UHFFFAOYSA-K trifluorolanthanum Chemical compound F[La](F)F BYMUNNMMXKDFEZ-UHFFFAOYSA-K 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 7
- 229910052961 molybdenite Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 239000010690 paraffinic oil Substances 0.000 description 6
- 150000001408 amides Chemical class 0.000 description 5
- 235000014113 dietary fatty acids Nutrition 0.000 description 5
- 239000000194 fatty acid Substances 0.000 description 5
- 229930195729 fatty acid Natural products 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- 238000002791 soaking Methods 0.000 description 5
- 125000000129 anionic group Chemical group 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 4
- 150000004665 fatty acids Chemical class 0.000 description 4
- 239000002480 mineral oil Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 241000060350 Citronella moorei Species 0.000 description 3
- 241001465754 Metazoa Species 0.000 description 3
- MVWDJLOUEUAWIE-UHFFFAOYSA-N O=C=O.O=C=O Chemical compound O=C=O.O=C=O MVWDJLOUEUAWIE-UHFFFAOYSA-N 0.000 description 3
- 239000002202 Polyethylene glycol Substances 0.000 description 3
- 229910001854 alkali hydroxide Inorganic materials 0.000 description 3
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 229910052500 inorganic mineral Inorganic materials 0.000 description 3
- 239000011707 mineral Substances 0.000 description 3
- 235000010755 mineral Nutrition 0.000 description 3
- 235000010446 mineral oil Nutrition 0.000 description 3
- 229920001223 polyethylene glycol Polymers 0.000 description 3
- 239000003755 preservative agent Substances 0.000 description 3
- 239000003352 sequestering agent Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 238000005491 wire drawing Methods 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- 241001080024 Telles Species 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 125000002877 alkyl aryl group Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 150000002194 fatty esters Chemical class 0.000 description 2
- 150000002334 glycols Chemical class 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- RYYKJJJTJZKILX-UHFFFAOYSA-M sodium octadecanoate Chemical compound [Na+].CCCCCCCCCCCCCCCCCC([O-])=O RYYKJJJTJZKILX-UHFFFAOYSA-M 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 150000003918 triazines Chemical class 0.000 description 2
- MUHFRORXWCGZGE-KTKRTIGZSA-N 2-hydroxyethyl (z)-octadec-9-enoate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCCO MUHFRORXWCGZGE-KTKRTIGZSA-N 0.000 description 1
- 208000031968 Cadaver Diseases 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- 239000005069 Extreme pressure additive Substances 0.000 description 1
- 102100030393 G-patch domain and KOW motifs-containing protein Human genes 0.000 description 1
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 235000010469 Glycine max Nutrition 0.000 description 1
- 244000068988 Glycine max Species 0.000 description 1
- 229910002319 LaF3 Inorganic materials 0.000 description 1
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical class OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 1
- 241001275902 Parabramis pekinensis Species 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N Phosphorous acid Chemical class OP(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- 229920000388 Polyphosphate Polymers 0.000 description 1
- 235000019484 Rapeseed oil Nutrition 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 239000010775 animal oil Substances 0.000 description 1
- 239000012164 animal wax Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000010692 aromatic oil Substances 0.000 description 1
- 235000015241 bacon Nutrition 0.000 description 1
- 239000003899 bactericide agent Substances 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 235000015278 beef Nutrition 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 150000002191 fatty alcohols Chemical class 0.000 description 1
- 150000002193 fatty amides Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 229940095098 glycol oleate Drugs 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 235000000396 iron Nutrition 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- MOFOBJHOKRNACT-UHFFFAOYSA-N nickel silver Chemical compound [Ni].[Ag] MOFOBJHOKRNACT-UHFFFAOYSA-N 0.000 description 1
- 239000010956 nickel silver Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000151 polyglycol Polymers 0.000 description 1
- 239000010695 polyglycol Substances 0.000 description 1
- 239000001205 polyphosphate Substances 0.000 description 1
- 235000011176 polyphosphates Nutrition 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 239000008158 vegetable oil Substances 0.000 description 1
- 239000012178 vegetable wax Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/18—Compounds containing halogen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M101/00—Lubricating compositions characterised by the base-material being a mineral or fatty oil
- C10M101/02—Petroleum fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/06—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/08—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen
- C10M105/22—Carboxylic acids or their salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M111/00—Lubrication compositions characterised by the base-material being a mixture of two or more compounds covered by more than one of the main groups C10M101/00 - C10M109/00, each of these compounds being essential
- C10M111/02—Lubrication compositions characterised by the base-material being a mixture of two or more compounds covered by more than one of the main groups C10M101/00 - C10M109/00, each of these compounds being essential at least one of them being a non-macromolecular organic compound
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
- C10M173/02—Lubricating compositions containing more than 10% water not containing mineral or fatty oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/02—Water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/0603—Metal compounds used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/061—Carbides; Hydrides; Nitrides
- C10M2201/0613—Carbides; Hydrides; Nitrides used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
- C10M2201/0623—Oxides; Hydroxides; Carbonates or bicarbonates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/065—Sulfides; Selenides; Tellurides
- C10M2201/0653—Sulfides; Selenides; Tellurides used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/065—Sulfides; Selenides; Tellurides
- C10M2201/066—Molybdenum sulfide
- C10M2201/0663—Molybdenum sulfide used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/08—Inorganic acids or salts thereof
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/08—Inorganic acids or salts thereof
- C10M2201/0803—Inorganic acids or salts thereof used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/08—Inorganic acids or salts thereof
- C10M2201/081—Inorganic acids or salts thereof containing halogen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/08—Inorganic acids or salts thereof
- C10M2201/082—Inorganic acids or salts thereof containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/08—Inorganic acids or salts thereof
- C10M2201/084—Inorganic acids or salts thereof containing sulfur, selenium or tellurium
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/085—Phosphorus oxides, acids or salts
- C10M2201/0853—Phosphorus oxides, acids or salts used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/086—Chromium oxides, acids or salts
- C10M2201/0863—Chromium oxides, acids or salts used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/087—Boron oxides, acids or salts
- C10M2201/0873—Boron oxides, acids or salts used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/1006—Compounds containing silicon used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/1023—Silicates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
- C10M2201/1033—Clays; Mica; Zeolites used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/105—Silica
- C10M2201/1053—Silica used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/12—Glass
- C10M2201/123—Glass used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/1006—Petroleum or coal fractions, e.g. tars, solvents, bitumen used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/102—Aliphatic fractions
- C10M2203/1025—Aliphatic fractions used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/104—Aromatic fractions
- C10M2203/1045—Aromatic fractions used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/106—Naphthenic fractions
- C10M2203/1065—Naphthenic fractions used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/108—Residual fractions, e.g. bright stocks
- C10M2203/1085—Residual fractions, e.g. bright stocks used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/14—Synthetic waxes, e.g. polythene waxes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/16—Paraffin waxes; Petrolatum, e.g. slack wax
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/17—Fisher Tropsch reaction products
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/103—Carboxylix acids; Neutral salts thereof used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/125—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/129—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of thirty or more carbon atoms
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/26—Overbased carboxylic acid salts
- C10M2207/2606—Overbased carboxylic acid salts used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/26—Overbased carboxylic acid salts
- C10M2207/262—Overbased carboxylic acid salts derived from hydroxy substituted aromatic acids, e.g. salicylates
- C10M2207/2623—Overbased carboxylic acid salts derived from hydroxy substituted aromatic acids, e.g. salicylates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/02—Groups 1 or 11
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/04—Groups 2 or 12
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/24—Metal working without essential removal of material, e.g. forming, gorging, drawing, pressing, stamping, rolling or extruding; Punching metal
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/241—Manufacturing joint-less pipes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/242—Hot working
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/243—Cold working
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/245—Soft metals, e.g. aluminum
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/246—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/247—Stainless steel
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/01—Emulsions, colloids, or micelles
Definitions
- the subject of the invention is a method of lubricating the surface of metal parts, of copper or of alloys based on iron or copper, which have to be deformed cold or hot.
- lubrication means used in the above process, these means essentially comprising a lubricating agent as well as compositions containing this agent.
- the alloys concerned are those in which copper or iron constitute the main element and which include in particular brasses, bronzes, cupronickels, nickel silver, steels, cast irons and stainless steels.
- the means used to date to lower the friction coefficient consist in carrying out a surface preparation on the part to be deformed followed by lubrication.
- Surface preparation can consist of degreasing, pickling, shot blasting, refining, phosphating, oxalation, galvanization or copper plating, or a combination of several of these treatments.
- Molybdenum disulphide and graphite are satisfactory from the point of view of lowering the friction coefficient but have a certain number of major drawbacks, since they are used in the form of very sticky powders or dispersions which are very sticky and difficult to remove, they cause soiling of the work station, soiling of the workshop and soiling on the treated parts and the tools.
- the method, according to the invention, of lubricating the surface of metallic pieces of copper or of alloys based on iron or copper, intended to be deformed cold or hot is characterized by the fact that after the preparation of the traditional surface, at least one of the lanthanide halides from the group consisting of lanthanum fluoride and cerium fluoride is applied to the surface of said parts, preferably in the form of a dispersion aqueous or oily or a mixture with a wax or dry soap powder.
- a subject of the invention is also the use for the lubrication of the surface of metallic parts made of copper or of alloys based on iron or copper, to be deformed cold or hot, of a lubricating agent essentially consisting of minus one of the lanthanide halides from the group consisting of lanthanum fluoride and cerium fluoride.
- the above lubricating agent is preferably used in the form of an aqueous dispersion or in the form of a mixture with dry powder soap.
- the lanthanide halides can be used in the form of aqueous or oily dispersions or coated in a wax or else as a mixture with dry powder soap.
- aqueous dispersions can also contain one or more sequestering agents, one or more anti-corrosion agents, one or more agents or several of these different products at the same time.
- the sequestering agents can be chosen from the group comprising EDTA, NTA, phosphonates of alkali metal or alkanolamine salts and polyphosphates.
- the anti-corrosion agents can be chosen from the alkali metal or alkanolamine salts of sulfonic acids, carboxylic, oleylsarcosinic acids and alkylarylsulfonamidocarboxylic acids.
- the preservatives can be chosen from formalin, triazine derivatives, orthophenylformol or its sodium salt.
- the oily dispersions can contain mineral oils of petroleum origin which can be paraffinic oils, naphthenic oils, aromatic oils.
- the oil can also be a synthetic oil such as a polyalfaolefin or an alkylate, a vegetable oil such as rapeseed oil, castor oil, soybean or animal oil such as bacon oil , beef foot oil.
- These oily dispersions may also contain synthetic fatty esters such as polyethylene glycol esters and viscosity adjuvants such as aluminosilicates and modified carboxylic derivatives.
- They can also contain one or more dispersing agents, one or more preservatives or even several of these products.
- the dispersing agents can be calcium or aluminum alkylarylsulfonates.
- the preservatives can be chosen from triazine derivatives.
- the waxes used to coat the lanthanide halides can be waxes of mineral origin such as microcrystalline waxes or paraffins as well as animal or vegetable waxes.
- fatty acid esters in particular polyglycol carboxylates such as polyethylene glycol oleate.
- Dry powdered soaps can be formed by the reaction products between alkaline and / or alkaline-earth hydroxides with at least one fatty acid of natural or synthetic origin having a carbon chain from C10 to C22.
- inert fillers which can be carbonates, sulfates or water.
- the lubricating agent When the lubricating agent is applied in the form of an aqueous or oily dispersion or in the form of a mixture with a wax, its concentration in the application medium is from 0.05 to 60% by weight; it is preferably from 0.05 to 5% by weight in the case of an aqueous dispersion, from 0.1 to 15% by weight in the case of an oily dispersion and from 5 to 60% by weight in the case of '' a mixture with a wax and 0.05 to 5% by weight in the case of a mixture with a powdered soap.
- aqueous dispersions or the oily dispersions it is possible to use powders or liquids comprising, in addition to at least one of the lanthanide halides from the group consisting of lanthanum fluoride and cerium fluoride, the other constituents of the dispersions in concentrated form.
- These concentrated products may have a content of at least one of the above lanthanide halides which is respectively from 5 to 30% by weight in the case of those intended to provide the aqueous dispersions and from 1 to 50% in the case of those intended to provide oily dispersions.
- Dilution at the time of application is carried out using water for aqueous dispersions and using an oil or a petroleum solvent in the case of oily dispersions.
- the cerium fluoride used is in the form of a white powder with 98% purity with a particle size such that 74% of the grains have a size less than 100 ⁇ m.
- This test makes it possible to determine the coefficient of friction existing between a tool and a material subjected to plastic deformation under special conditions of surface and lubrication.
- the rings used for the test are made of XC 10 quality steel and have the following dimensions: - outside diameter 42 mm - internal diameter 21 mm - height 7 mm.
- the tools used for the test are composed of two flat piles of quality Z 20 OC 12 steel.
- the reduction in height of the ring during the tests varies from 20 to 40%.
- the rings were lubricated by soaking at room temperature in dispersions at 5% by weight of graphite, molybdenum disulphide or cerium fluoride in a naphthenic oil with a viscosity of 75 centistokes at 40 ° vs.
- a comparative test is carried out carried out under industrial conditions and consisting of a "front spinning" operation carried out on parts of the hollow steel slab type.
- the plots intended to be subjected to prior spinning are prepared, by successively carrying out a phosphating which can be carried out with a phosphating bath of the type marketed under the brand THERMOGRANODINE 701® by the Applicant Company and implemented in a manner usual, this phosphating being followed by coating by dipping in an aqueous dispersion of Mos2 comprising 5% by weight of this product.
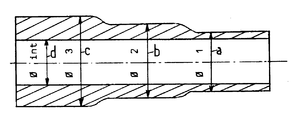
- outside diameters ⁇ 1, ⁇ 2, ⁇ 3 and the inside diameter ⁇ int. are specific to the shape of the part and appear in the single figure, which shows said part in axial section, respectively in a, b, c and d.
- the parts deformed after treatment by implementing the process according to the invention are easy to handle and of cleaner appearance than with the usual process.
- composition of the lubricating bath PROLUB TS 438 Lubricant Soap: 5% by weight in water 5% by weight of PROLUB TS 438 lubricating soap and 0.5% by weight of CeF3 in water Duration of treatment 5 minutes 5 minutes Bath temperature 80 ° C 80 ° C
- a comparative test is carried out under industrial conditions by cold deformation of pieces of stainless steel of grade Z6 C13, the deformation being carried out using a mechanical press with a power of 600 T.
- Two series of plots are prepared for deformation respectively by applying techniques of the prior art for the first series and the process according to the invention for the second.
- the two lubricant treatments are preceded by a surface preparation treatment, identical in both cases and consisting of an oxalation based on oxalic acid salts which can be provided by means of the product marketed by the Applicant Company under the brand THERMOGRANODINE SS1 and SS5.
- the lubricant treatment according to the prior art successively comprises a treatment using an anionic lubricant PROLUB TS 438 at 5% by weight in water, the duration being 5 minutes and the temperature of 80 ° C. then a coating by dipping in a dispersion at 5% by weight of MoS2 in water, the duration being 1 minute and the bath temperature of 60 ° C.
- the lubricant treatment according to the invention comprises a single stage of treatment using an aqueous dispersion containing 0.5% by weight of CeF3 which also contains 5% by weight of PROLUB TS 438, the duration being 5 minutes and the temperature of the dispersion of 80 ° C.
- a comparative test of hot spinning of brass is carried out under industrial conditions, consisting of heating brass billets to 750 ° C. and then carrying out hot spinning to obtain a wire with a diameter varying from 5 to 11 mm, the dies being previously lubricated.
- This lubrication is ensured in accordance with the prior art by a solid lubricant, namely graphite, coated at a rate of 50% by weight in a paraffin wax of drop point of 80 ° C. while the lubrication according to the invention has been carried out. using a mixture of 50% by weight of CeF3 in the same paraffinic wax.
- the spinning carried out after lubrication according to the invention leads to a cleaner looking thread, unlike what happens when the lubricant according to the prior art is used. There is no abnormal wear on the die.
- the test is carried out on a wire drawing bench comprising eight dies allowing a total reduction from a diameter of 2.4 mm at the inlet to a diameter of 0.69 mm at the outlet.
- the drawing wire is made of 0.45% carbon steel and is galvanized. Its resistance is 180 kg / cm2.
- a lubricating power evaluation test is carried out according to the automotive standard CNOMO D 55 1136 on a 4-ball machine Shell Royal Dutch.
- the average diameter of the wear imprint is measured with a load of 100 kg. A small diameter qualifies good lubrication. The test is carried out at room temperature. TABLE VII Lubricants treated Footprint diameter Paraffinic oil 1.6mm Paraffinic oil + 5% MoS2 0.45mm Paraffinic oil + 5% CeF3 0.35mm Paraffinic oil + 5% LaF3 0.45mm
- the lanthanum fluoride used is in the form of a white powder of purity greater than 99% and with a particle size such that at least 74% of the grains have a size less than 100 microns.
- cerium fluoride and the lanthanum fluoride can be considered as additives making it possible to obtain satisfactory lubrication and comparable to molybdenum disulphide, while imparting an appearance more flattering to the treated parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Emergency Medicine (AREA)
- Health & Medical Sciences (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Lubricants (AREA)
- Chemically Coating (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
- L'invention a pour objet un procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud.
- Elle vise également, et ce à titre des produits industriels nouveaux, des moyens de lubrification mis en oeuvre dans le susdit procédé, ces moyens comprenant essentiellement un agent lubrifiant ainsi que des compositions contenant cet agent.
- Les alliages concernés sont ceux dans lesquels le cuivre ou le fer constituent l'élément principal et qui comprennent notamment les laitons, les bronzes, les cupronickels, le maillechort, les aciers, les fontes et les aciers inoxydables.
- Lorsqu'un métal ou alliage doit être déformé à froid, notamment lorsqu'il est à la température ambiante avant l'opération de déformation qui peut être une extrusion, une frappe à froid, un étirage ou un tréfilage, ou lorsqu'on modifie la limite d'élasticité du métal en élevant sa température avant l'opération de déformation, qui peut alors être un matriçage, forgeage ou estampage, il convient de réduire auparavant les forces de frottement, pour ramener les pressions de formage à un niveau compatible avec la résistance des matériaux constitutifs de l'outillage utilisé.
- Il est connu d'avoir recours dans ce but à une lubrification permettant d'obtenir un très bas coefficient de frottement qui doit être maintenu pendant toute la durée de l'opération de déformation, pour que la pièce formée présente un bon état de surface et pour que soit évitée une usure trop rapide de l'outillage.
- Les moyens utilisés jusqu'à ce jour pour abaisser le coefficient de frottement consistent à réaliser sur la pièce à déformer une préparation de surface suivie d'une lubrification.
- La préparation de surface peut être constituée par un dégraissage, un décapage, un grenaillage, un affinage, une phosphatation, une oxalatation, une galvanisation ou un cuivrage, ou par une combinaison de plusieurs de ces traitements.
- Le métal ainsi préparé est ensuite revêtu d'une couche lubrifiante qui peut être constituée
- * par une huile lubrifante à base d'huiles minérales, animales, végétales ou de synthèse comprenant des additifs dits d'extrême-pression, des esters gras naturels ou de synthèse et des agents anti-oxydants,
- * par un savon résultant de la réaction entre un acide gras d'origine naturelle ou de synthèse, ayant une chaîne carbonée comprise entre C₁₀ et C₂₂ et un hydroxyde alcalin, une amine ou une alcanolamine, ce savon comprenant en outre des agents dispersants, des séquestrants évitant la formation de savons insolubles, des bactéricides et des fongicides ou
- * par un lubrifiant solide utilisé seul ou en dispersion dans l'un des deux produits décrits ci-dessus, les lubrifiants solides les plus couramment utilisés étant le bisulfure de molybdène pour les déformations à froid et le graphite pour les déformations à chaud.
- Le bisulfure de molybdène et le graphite donnent satisfaction du point de vue de l'abaissement du coefficient de frottement mais présentent un certain nombre d'inconvénients majeurs, car mis en oeuvre sous forme de poudres ou de dispersions noires très collantes et difficiles à éliminer, ils occasionnent des salissures du poste de travail, des salissures de l'atelier et des salissures sur les pièces traitées et les outillages.
- De plus, les difficultés qu'il y a à éliminer le bisulfure de molybdène et le graphite des surfaces traitées posent des problèmes au moment des opérations subséquentes à la déformation, c'est-à-dire par exemple avant la mise en peinture, l'usinage, un nouveau cycle de déformation et autres traitements thermiques qui peuvent être entravées par la présence de soufre dans le cas du bisulfure de molybdène.
- Enfin le colmatage des circuits de distribution est fréquent en raison toujours des mêmes difficultés d'élimination des produits en question.
- L'ensemble des inconvénients liés à l'utilisation du bisulfure de molybdène et du graphite a conduit l'homme de l'art dans les vingt dernières années à étudier des compositions lubrifiantes à base de sels minéraux ou de produits de synthèse auxquels leur manque d'efficacité a interdit de trouver des applications industrielles d'envergure.
- Et c'est à la Société Demanderesse que revient le mérite d'avoir apporté à l'issue de recherches approfondies, une solution à ce difficile problème en trouvant qu'il était possible de conférer aux surfaces de pièces métalliques devant être déformées à froid ou à chaud un coefficient de frottement au moins aussi faible qu'avec le bisulfure de molybdène ou avec le graphite, sans entraîner les inconvénients inhérents à l'utilisation de ces produits, en traitant lesdites pièces métalliques, après la préparation de surface traditionnelle, (qui peut comprendre un dégraissage, un grenaillage, un affinage, une phosphatation, une oxalatation ou plusieurs de ces traitements) avec au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium, qui est de préférence mis en oeuvre sous la forme d'une dispersion aqueuse ou huileuse ou enrobé dans une cire ou encore en mélange avec un savon sec en poudre, les produits en question, qui sont aisément éliminables, n'étant ni noirs, ni collants.
- Il s'ensuit que le procédé, conforme à l'invention, de lubrification de la surface de pièces métalliques en cuivre ou en alliages à base de fer ou de cuivre, destinées à être déformées à froid ou à chaud, est caractérisé par le fait qu'après la préparation de la surface traditionnelle, on applique à la surface desdites pièces au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium, de préférence sous la forme d'une dispersion aqueuse ou huileuse ou d'un mélange avec une cire ou un savon sec en poudre.
- L'invention a également pour objet l'utilisation pour la lubrification de la surface de pièces métalliques en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud, d'un agent lubrifiant essentiellement constitué par au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Le susdit agent lubrifiant est, de préférence, mis en oeuvre sous la forme d'une dispersion aqueuse ou sous la forme d'un mélange avec un savon sec en poudre.
- Les susdits dispersions et mélanges ainsi que les concentrés à partir desquels on prépare les dispersions, constituent des produits ou mélanges industriels nouveaux.
- On signale que le fluorure de cérium a déjà été ajouté à des graisses destinées à être utilisées dans des conditions extrêmes de température ou de pression (brevet US No. 4.507.214) et que les fluorures de cérium et de lanthane ont été mis en oeuvre dans la coulée sous pression de métaux fondus (brevet US No. 3.380.280).
- Mais, ces documents antérieurs non seulement ne concernent pas la déformation à froid et à chaud de métaux à base de cuivre ou de fer, mais de plus ne contiennent aucune suggestion de nature à inciter l'homme de l'art à appliquer les composés en question à ce domaine technique.
- Comme indiqué plus haut, les halogénures de lanthanide peuvent être mis en oeuvre sous la forme de dispersions aqueuses ou huileuses ou enrobés dans une cire ou encore en mélange avec un savon sec en poudre.
- En ce qui concerne tout d'abord les dispersions aqueuses d'halogénures de lanthanide, elles comprennent des agents tensio-actifs à action mouillante ou dispersante, qui peuvent être choisis parmi
- les dérivés anioniques et notamment d'une part des sels formés entre un hydroxyde alcalin, une amine ou une alcanolamine et un acide gras d'origine naturelle ou de synthèse ayant une chaîne carbonée de C₁₀ à C₂₂ et d'autre part par les sels d'un hydroxyde alcalin, d'une amine ou d'une alcanolamine d'un corps gras sulfoné ou sulfaté, d'alcools gras sulfatés, d'amides gras sulfatés, de non-ioniques sulfatés, d'hydrocarbures sulfonés, d'alkylaryles sulfonatés,
- des dérivés non-ioniques et notamment des esters de polyéthylèneglycol, des dérivés oxyéthylénés et oxypropylénés d'alcools à poids moléculaire élevé, d'amides, d'amides substitués, d'acides gras, d'esters ou d'amines.
- Ces dispersions aqueuses peuvent également contenir un ou plusieurs agents séquestrants, un ou plusieurs agents anti-corrosion, un ou plusieurs agents de conservation ou encore à la fois plusieurs de ces différents produits.
- Les agents séquestrants peuvent être choisis dans le groupe comprenant l'EDTA, le NTA, les phosphonates de sels de métaux alcalins ou d'alcanolamine et les polyphosphates.
- Les agens anti-corrosion peuvent être choisis parmi les sels de métaux alcalins ou d'alcanolamines d'acides sulfoniques, d'acides carboxyliques, oléylsarcosiniques et d'acides alkylarylsulfonamidocarboxyliques.
- Les agents de conservation peuvent être choisis parmi le formol, les dérivés triaziniques, l'orthophénylformol ou son sel de sodium.
- Les dispersions huileuses peuvent contenir des huiles minérales d'origine pétrolière qui peuvent être des huiles paraffiniques, des huiles naphténiques, des huiles aromatiques. L'huile peut également être une huile de synthèse telle qu'une polyalfaoléfine ou un alkylat, une huile végétale telle que l'huile de colza, l'huile de ricin, l'huile de soja ou animale telle que l'huile de lard, l'huile de pied de boeuf. Ces dispersions huileuses peuvent contenir, en outre, des esters gras de synthèse tels que des esters de polyéthylèneglycol et des adjuvants de viscosité tels que des aluminosilicates et les dérivés carboxyliques modifiés.
- Elles peuvent également contenir un ou plusieurs agents de dispersion, un ou plusieurs agents de conservation ou encore à la fois plusieurs de ces produits.
- Les agents de dispersion peuvent être des alkylarylsulfonates de calcium ou d'aluminium.
- Les agents de conservation peuvent être choisis parmi les dérivés triaziniques.
- Les cires utilisées pour enrober les halogénures de lanthanide peuvent être des cires d'origine minérale telles que les cires microcristallines ou les paraffines ainsi que des cires d'origine animale ou végétale.
- Elles peuvent contenir, en outre, des agents de texture permettant de modifier l'aspect du produit final tels que des esters d'acides gras, notamment des carboxylates de polyglycol tels que l'oléate de poléthylèneglycol.
- Les savons secs en poudre peuvent être formés par les produis de réaction entre les hydroxydes alcalins et/ou alcalino-terreux avec au moins un acide gras d'origine naturelle ou de synthèse ayant une chaîne carbonée de C₁₀ à C₂₂.
- Il est enfin possible de prévoir dans les susdits produits lubrifiants des charges inertes qui peuvent être des carbonates, des sulfates ou de l'eau.
- L'application de l'agent lubrifiant et des dispersions et mélanges pour sa mise en oeuvre conforme à l'invention sur la surface des pièces à déformer peut être effectuée
- par aspersion à l'aide d'un pistolet pneumatique,
- au trempé à froid ou à chaud,
- manuellement par enduction au pinceau, à la brosse, au rouleau ou encore
- par frottement d'un bâton de cire,
- par enrobage par passage dans une boîte à savon en poudre de tréfilage.
- Lorsque l'agent lubrifiant est appliqué sous la forme d'une dispersion aqueuse ou huileuse ou sous la forme d'un mélange avec une cire, sa concentration dans le milieu d'application est de 0,05 à 60% en poids; il est préférentiellement de 0,05 à 5% en poids dans le cas d'une dispersion aqueuse, de 0,1 à 15% en poids dans le cas d'une dispersion huileuse et de 5 à 60% en poids dans le cas d'un mélange avec une cire et de 0,05 à 5% en poids dans le cas d'un mélange avec un savon en poudre.
- Pour constituer les dispersions aqueuses ou les dispersions huileuses, on peut avoir recours à des poudres ou à des liquides comportant, outre au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium, les autres constituants des dispersions sous forme concentrée.
- Ces produits concentrés peuvent avoir une teneur en au moins l'un des susdits halogénures de lanthanide qui est respectivement de 5 à 30% en poids dans le cas de ceux destinés à fournir les dispersions aqueuses et de 1 à 50% dans le cas de ceux destinés à fournir des dispersions huileuses.
- La dilution au moment de l'application, si elle est nécessaire, est réalisée à l'aide d'eau pour les dispersions aqueuses et à l'aide d'une huile ou d'un solvant pétrolier dans le cas de dispersions huileuses.
- Par ailleurs, les agents lubrifiants peuvent être introduits dans le milieu d'application simultanément à un lubrifiant classique, et avantageusement, on peut mettre à la disposition de l'utilisateur, séparément les uns des autres, un ensemble de produits permettant de réaliser le procédé conforme à l'invention, à savoir:
- un premier produit essentiellement constitué d'halogénure de lanthanide, notamment de fluorure de cérium et/ou de lanthane à une concentration de 1 à 99,9%, et
- dans le cas de la réalisation du procédé par mise en oeuvre d'une dispersion aqueuse, un second produit conduisant au dépôt d'un savon, ou
- dans le cas de la réalisation du procédé par mise en oeuvre d'une dispersion huileuse, un troisième produit constitué par une huile pouvant comporter les additifs prévus dans ce cas,
- dans le cas de la réalisation du procédé par mélange avec un savon sec en poudre, un quatrième produit constitué par ce savon sec en poudre,
- Avant d'illustrer l'invention à l'aide des exemples comparatifs qui suivent et dans lesquels sont indiqués quelques modes de réalisation avantageux mais nullement limitatifs de l'invention, on souligne un avantage particulier résidant dans la possibilité de réaliser sur un même lieu de production, et avec une gamme unique de préparation de surfaces et de lubrification, la déformation de pièces diverses qui, dans la mesure où on appliquait les techniques de l'art antérieur, nécessitaient des préparations de surfaces différentes.
- On procède à un essai comparatif en utilisant successivement, dans le test dit de l'anneau, des dispersions dans l'huile de fluorure de cérium, de graphite et de bisulfure de molybdène. Les graphites et bisulfures de molybdène utilisés sont de qualité couramment utilisée pour ce type d'application, à savoir
- un graphite en poudre ayant une granulométrie telle que 50% des grains ont une taille inférieure à 8 µm et 100% une taille inférieure à 32 µm, la surface spécifique BET étant de 16 m²/g, ce graphite pouvant être celui de qualité T10 de LONZA,
- un bisulfure de molybdène en poudre de 99% de pureté et d'une granulométrie telle que 50% des grains ont une taille inférieure à 8 µm, par exemple celui de qualité n° 4 de la Société KS PAUL.
- Le fluorure de cérium utilisé se présente sous la forme de poudre blanche à 98% de pureté d'une granulométrie telle que 74% des grains ont une taille inférieure à 100 µm.
- Le test de l'anneau utilisé pour mesurer le coefficient de frottement obtenu à l'aide des différentes dispersions huileuses est décrit dans l'ouvrage "Metal deformation process : friction and lubrication" par J.A. SCHEY, pages 270-271, édité par Marcel Dekker en 1970.
- Ce test permet de déterminer le coefficient de frottement existant entre un outil et un matériau soumis à une déformation plastique dans des conditions particulières de surface et de lubrification.
- Ainsi, lorsqu'un anneau en métal est écrasé entre deux tas plats, on constate que le diamètre d'alésage, pour un écrasement donné, dépend des conditions de frottement; plus les frottements sont faibles, plus l'alésage est grand.
- Les anneaux utilisés pour l'essai sont en acier de qualité XC 10 et présentent les dimension suivantes:
- diamètre extérieur 42 mm - diamètre intérieur 21 mm - hauteur 7 mm. - L'outillage utilisé pour le test est composé de deux tas plats en acier de qualité Z 20 OC 12. La réduction de hauteur de l'anneau lors des essais varie de 20 à 40%.
- Les résultats des mesures de la variation de hauteur et de la variation du diamètre intérieur permettent, par l'intermédiaire d'abaques préétablies, de déduire la valeur du coefficient de frottement du contact.
- Dans le cadre du présent exemple, les anneaux ont été lubrifiés par trempage à température ambiante dans des dispersions à 5% en poids de graphite, de bisulfure de molybdène ou de fluorure de cérium dans une huile naphténique de viscosité égale à 75 centistokes à 40°C.
- Les résultats obtenus sont réunis dans le tableau I.
TABLEAU I Essai Coefficient du frottement Aspect de l'anneau après déformation Huile minérale + 5% CeF₃ 0,13 brillant et propre Huile minérale + 5% MoS₂ 0,13-0,14 noir et collant Huile minérale + 5% graphite 0,13-0,14 noir et collant - Cet exemple met en évidence le fait que l'agent lubrifiant selon l'invention permet d'obtenir des coefficients de frottement satisfaisants pour un résultat visuellement plus flatteur et sans que la pièce traitée comporte des salissures.
- On procède à un essai comparatif réalisé dans les conditions industrielles et consistant en une opération de "filage avant" effectuée sur des pièces du type lopins creux en acier.
- Classiquement, on prépare les lopins destinés à être soumis au filage avant, en procédant sucessivement à une phosphatation qui peut être réalisée avec un bain de phosphatation du type de celui commercialisé sous la marque THERMOGRANODINE 701® par la Société Demanderesse et mis en oeuvre de manière habituelle, cette phosphatation étant suivie d'une enduction au trempé dans une dispersion aqueuse de Mos₂ comportant 5% en poids de ce produit.
- Il est impossible de réaliser le susdit filage avant en procédant à la phosphatation suivie d'une simple lubrification par dépôt de savon : en effet, il se produit alors une détérioration rapide de l'outillage et les pièces obtenues sont hors cotes.
- Dans le présent essai comparatif, on soumet deux séries de 600 lopins du type identifié ci-dessus successivement à une phosphatation à l'aide de THERMOGRANODINE 701 et à une lubrification au trempé en utilisant dans le premier cas une dispersion aqueuse classique à 5% en poids de MoS₂, et dans le deuxième cas un mélange d'une dispersion aqueuse à 0,5% en poids de CeF₃ et d'une solution à 5% en poids d'un agent tensio-actif anionique, constitué par un savon, en l'occurrence du stéarate de sodium, par exemple celui commercialisé par la Société Demanderesse sous la marque PROLUB TS 438 et qui conduit au dépôt d'un savon lubrifiant.
- Les conditions de la mise en oeuvre de la lubrification sont réunies dans le tableau II.
TABLEAU II Selon l'art antérieur Selon l'invention Composition du bain MoS₂ dispersion à 5% dans l'eau PROLUB TS 438 : 5% CeF₃: 0.5% eau en qsp 100 Température 60°C 80°C Durée du trempage 1 minute 5 minutes - Le contrôle dimensionnel effectué sur les 600 pièces, déformées après traitement selon le procédé conforme à l'invention, fournit des résultats identiques à ceux enregistrés après traitement selon le procédé conforme à l'art antérieur; ces résultats montrent que les pièces déformées sont conformes aux tolérances rappelées dans le tableau III:
TABLEAU III Tolérance en mm autour de la norme diamètre extérieur ⌀ 1 0 à + 0,35 diamètre extérieur ⌀ 2 0 à + 0,40 diamètre extérieur ⌀ 3 0,10 à + 0,20 diamètre intérieur "⌀ int." 0,30 à + 0 - Les diamètres extérieurs ⌀ 1, ⌀ 2, ⌀ 3 et le diamètre intérieur ⌀ int. sont spécifiques à la forme de la pièce et apparaissent sur la figure unique, qui montre ladite pièce en coupe axiale, respectivement en a, b, c et d.
- Le contrôle des angles de déformation par projection de profil indique des résultats similaires pour les deux procédés.
- Les pièces déformées après traitement par mise en oeuvre du procédé conforme à l'invention sont aisément manipulables et d'aspect plus propre qu'avec le procédé habituel.
- Cet exemple démontre par conséquent que grâce à l'invention, il est possible de réaliser industriellement des déformations à froid de pièces qui nécessitaient dans l'art antérieur la mise en oeuvre de bisulfure de molybdène; l'avantage apporté par l'invention réside dans l'aspect propre des pièces obtenues, ce qui n'est pas le cas pour les pièces traitées selon l'art antérieur qui doivent être nettoyées avant les opérations subséquentes.
- On procède à un essai comparatif réalisé dans les conditions industrielles et consistant en une opération de filage avant puis de filage arrière sur des lopins en acier à l'aide d'une presse hydraulique d'une puissance de 600 T (vitesse d'avancement du poinçon = 40 mm/s).
- Deux séries de 2100 lopins du type susdit sont soumises aux opérations successives de filage avant et arrière après traitement de lubrification selon le procédé de l'art antérieur pour la première série et selon le procédé conforme à l'invention pour la deuxième série, chacun de ces traitements étant effectué après phosphatation avec le produit THERMOGRANODINE 701 qui est un bain de phosphatation commercialisé par la Société Demanderesse et qui est mis en oeuvre de manière habituelle. Dans le tableau IV, on a réuni les caractéristiques des deux traitement de lubrification.
TABLEAU IV Selon l'art antérieur Selon l'invention Composition du bain lubrifiant Savon Lubrifiant PROLUB TS 438: 5% en poids dans l'eau 5% en poids de savon lubrifiant PROLUB TS 438 et 0,5% en poids de CeF₃ dans l'eau Durée du traitement 5 minutes 5 minutes Température du bain 80°C 80°C - Les opérations de filage avant puis de filage arrière étant effectuées, on prélève 50 pièces sur chaque série et on les soumet aux contrôles dimensionnels classiques et à la mesure comparative de l'écart type. Les résultats enregistrés sont réunis dans le tableau V.
TABLEAU V Selon l'art antérieur Selon l'invention Ecart-type filage arrière 0,135 mm 0,106 mm Ecart-type filage avant 0,096 mm 0,049 mm - A l'examen de ces résultats, on constate que le procédé de lubrification selon l'invention permet de réaliser industriellement les opérations de déformation à froid avec plus de fiabilité que le procédé selon l'art antérieur.
- On procède à un essai comparatif réalisé dans les conditions industrielles et consistant en une opération de filage arrière de pièces en acier; il s'agit de deux séries de 500 lopins en acier; l'opération est réalisée à l'aide d'une presse hydraulique d'une puissance de 1600 T (vitesse du poinçon = 50 mm/s).
- Les lopins sont préalablement phosphatés au moyen d'un bain de THERMOGRANODINE 701®, puis ils sont lubrifiés:
- en ce qui concerne la première série successivement à l'aide d'un savon anionique, par exemple le PROLUB TS 438 à 5% en poids dans l'eau (pendant 5 minutes à 80°C) puis à l'aide de MoS₂ en poudre appliqué au pinceau,
- en ce qui concerne la deuxième série, par trempage dans une dispersion aqueuse contenant 5% en poids d'un savon anionique pouvant être constitué par celui commercialisé sous la marque PROLUB TS 438 et 0,5% en poids de CeF₃, la durée du trempage étant de 5 minutes et la température de la dispersion de 80°C.
- Après l'opération de filage arrière, le contrôle dimensionnel effectué sur les deux séries de 500 pièces s'est avéré conforme aux normes et identique dans les deux cas. On souligne l'avantage constitué par l'aspect plus propre et le caractère non salissant des pièces lubrifiées par mise en oeuvre du procédé selon l'invention qui, de surcroît, permet de réaliser la lubrification en une seule étape alors qu'il en faut deux dans le procédé selon l'art antérieur.
- D'un point de vue plus général et en rapport avec les exemples 2, 3 et 4 qui sont réalisés sur le même lieu de production industrielle, on souligne que, dans le cas de la lubrification selon l'art antérieur, il est courant d'avoir recours à des procédés différents en fonction des difficultés de déformation, alors que le procédé selon l'invention permet d'utiliser une gamme unique de préparation de surfaces dans les trois cas.
- On procède à un essai comparatif dans des conditions industrielles en procédant à la déformation à froid de lopins en acier inoxydable de nuance Z6 C13, la déformation étant réalisée à l'aide d'une presse mécanique d'une puissance de 600 T.
- Deux séries de lopins sont préparées en vue de la déformation respectivement par mise en oeuvre des techniques de l'art antérieur pour la première série et du procédé conforme à l'invention pour la seconde.
- Les deux traitements lubrifiants sont précédés par un traitement de préparation de surface, identique dans les deux cas et constitué par une oxalatation à base de sels de l'acide oxalique qui peuvent être apportés au moyen du produit commercialisé par la Société Demanderesse sous la marque THERMOGRANODINE SS1 et SS5.
- Le traitement lubrifiant selon l'art antérieur comprend successivement un traitement à l'aide d'un savon lubrifiant anionique PROLUB TS 438 à 5% en poids dans l'eau, la durée étant de 5 minutes et la température de 80°C puis une enduction au trempé dans une dispersion à 5% en poids de MoS₂ dans l'eau, la durée étant de 1 minutes et la température du bain de 60°C.
- Le traitement lubrifiant selon l'invention comprend une étape unique de traitement à l'aide d'une dispersion aqueuse à 0,5% en poids de CeF₃ qui contient également 5% en poids de PROLUB TS 438, la durée étant de 5 minutes et la température de la dispersion de 80°C.
- Les résultats obtenus après l'opération de déformation sont réunis dans le tableau VI :
TABLEAU VI Pièces traitées selon l'art antérieur Pièces traitées selon l'invention Effort de presse (en tonnes) 180 180 Contrôles dimensionnels bon bon Aspect des pièces noires, collantes propres, brillantes - On souligne de plus que, dans cet exemple, le traitement de lubrification selon l'invention a été réalisé en une seule étape alors qu'il a fallu procéder en deux étapes dans le traitement selon l'art antérieur.
- On procède à un essai comparatif de filage à chaud de laiton dans des conditions industrielles consistant à chauffer à 750°C des billettes de laiton puis à réaliser le filage à chaud pour obtenir un fil de diamètre variant de 5 à 11 mm, les filières étant lubrifiées auparavant.
- Cette lubrification est assurée conformément à l'art antérieur par un lubrifiant solide à savoir du graphite, enrobé à raison de 50 % en poids dans une cire paraffinique de point de goutte de 80°C alors que la lubrification selon l'invention a été réalisée à l'aide d'un mélange à 50% en poids de CeF₃ dans la même cire paraffinique.
- Le filage réalisé après lubrification selon l'invention conduit à un fil d'aspect plus propre contrairement à ce qui se passe lors de l'utilisation du lubrifiant selon l'art antérieur. On ne constate aucune usure anormale de la filière.
- On procède à un essai industriel de tréfilage à sec de fils d'acier galvanisé. La lubrification est faite à l'aide de "boîtes à savon" dans lesquelles le savon lubrifiant est introduit sec. Le passage du fil dans la "boîte à savon" permet d'obtenir un enrobage de lubrifiant par liquéfaction sur le fil chaud du savon sec, permettant le passage dans la filière.
- L'essai est réalisé sur un banc de tréfilage comportant huit filières permettant une réduction totale à partir d'un diamètre de 2,4 mm à l'entrée jusqu'à un diamètre de 0,69 mm en sortie.
- Le fil à tréfiler est composé d'acier à 0,45% de carbone et il est galvanisé. Sa résistance est de 180 kg/cm².
- L'adjonction de 1% de CeF₃ dans un produit PROLUB TN 110 commercialisé par la Compagnie Française de Produits Industriels et constitué de stéarate de sodium, permet de réaliser le tréfilage à une vitesse de 540 m/min alors que le PROLUB TN 110 seul ne le permet pas. Dans ce dernier cas, on assiste à une usure rapide des filières et à la casse du fil.
- Un essai d'évaluation de pouvoir lubrifiant est réalisé suivant la norme automobile CNOMO D 55 1136 sur machine 4 billes Shell Royal Dutch.
- Il s'agit d'un essai comparatif réalisé en additionnant à une huile paraffinique de viscosité 620 centistokes à 40°C telle que l'ENERPAR 27 commercialisée par la Société Française BP, différents agents de lubrification identifiés dans le tableau VII.
- On mesure, par une charge de 100 kg le diamètre moyen d'empreinte d'usure. Un petit diamètre qualifie une bonne lubrification. L'essai est réalisé à température ambiante.
TABLEAU VII Agents de lubrification traités Diamètre d'empreinte Huile paraffinique 1,6 mm Huile paraffinique + 5% MoS₂ 0,45 mm Huile paraffinique + 5% CeF₃ 0,35 mm Huile paraffinique + 5% LaF₃ 0,45 mm - Le fluorure de lanthane mis en oeuvre se présente sous la forme d'une poudre blanche de pureté supérieure à 99% et d'une granulométrie telle qu'au moins 74% des grains ont une taille inférieure à 100 microns.
- A l'examen des résultats réunis dans le tableau VII, on peut conclure que le fluorure de cérium et le fluorure de lanthane peuvent être considérés comme des additifs permettant d'obtenir une lubrification satisfaisante et comparable au bisulfure de molybdène, tout en conférant un aspect plus flatteur aux pièces traitées.
Claims (10)
- Procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, destinées à être déformées à froid ou à chaud, caractérisé par le fait qu'après la préparation de surface traditionnelle, on applique à la surface desdites pièces au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Procédé selon la revendication 1, caractérisé par le fait que l'halogénure de lanthanide est appliqué sous la forme d'une dispersion aqueuse ou huileuse, d'un mélange avec une cire ou d'un mélange avec un savon sec en poudre.
- Procédé selon l'une des revendications 1 et 2, caractérisé par le fait que l'application à la surface des pièces à déformer de l'halogénure de lanthanide sous la forme d'une dispersion aqueuse, d'une dispersion huileuse, d'un mélange avec une cire ou d'un mélange avec un savon sec en poudre est effectuée- par aspersion à l'aide d'un pistolet pneumatique,- au trempé à froid ou à chaud,- manuellement par enduction au pinceau, à la brosse, au rouleau,- par frottement d'un bâton de cire, ou encore- par frottement avec du savon sec en poudre.
- Procédé selon l'une des revendications 1 à 3, caractérisé par le fait que la dispersion aqueuse par le biais de laquelle l'halogénure de lanthanide est mis en oeuvre comporte au moins un agent tensio-actif à action mouillante ou dispersante.
- Utilisation pour la lubrification de la surface de pièces métalliques en cuivre ou en alliage à base de fer ou de cuivre, destinées à être déformées à froid ou à chaud d'un agent lubrifiant essentiellement constitué par au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Dispersion aqueuse comportant un tensio-actif à action mouillante ou dispersante et de 0,05 à 5% en poids d'au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Mélange à base de cire comportant de 5 à 60% en poids d'au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Produit concentré pour la préparation de la dispersion aqueuse selon la revendication 6, comportant un tensio-actif à action mouillante ou dispersante, de 5 à 30% en poids d'au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium, et éventuellement un savon sec en poudre.
- Mélange à base de savon sec en poudre comportant de 0,05 à 5% en poids d'au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
- Utilisation pour la lubrification de la surface de pièces métalliques en cuivre ou en alliage à base de fer ou de cuivre, destinées à être déformées à froid ou à chaud, d'une dispersion huileuse comportant de 0,1 à 15% en poids d'au moins l'un des halogénures de lanthanide du groupe constitué par le fluorure de lanthane et par le fluorure de cérium.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88402758T ATE87968T1 (de) | 1987-11-06 | 1988-11-03 | Verfahren zur schmierung der oberflaeche metallischer werkstoffe aus kupfer oder eisenund kupferlegierungen waehrendder kalt- oder warmumformung und mittel, um diese schmierung auszufuehren. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8715437A FR2622818B1 (fr) | 1987-11-06 | 1987-11-06 | Procede de lubrification de la surface de pieces metalliques,en cuivre ou en alliages a base de fer ou de cuivre,devant etre deformees a froid ou a chaud et moyens de lubrification mis en oeuvre |
| FR8715437 | 1987-11-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0315532A1 EP0315532A1 (fr) | 1989-05-10 |
| EP0315532B1 true EP0315532B1 (fr) | 1993-04-07 |
Family
ID=9356581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88402758A Expired - Lifetime EP0315532B1 (fr) | 1987-11-06 | 1988-11-03 | Procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud et moyens de lubrification mis en oeuvre |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0315532B1 (fr) |
| AT (1) | ATE87968T1 (fr) |
| CA (1) | CA1311462C (fr) |
| DE (1) | DE3880084T2 (fr) |
| ES (1) | ES2039673T3 (fr) |
| FR (1) | FR2622818B1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2035069A1 (fr) * | 1990-02-07 | 1991-08-08 | Lawrence R. Cohen | Methode de thermoformage et d'extrusion du metal et compositions pour le travail des metaux utilisees avec cette methode |
| FR2660930A1 (fr) * | 1990-04-13 | 1991-10-18 | Ceramiques Composites | Lubrifiant pour surface en ceramique et procede de lubrification. |
| GB9117622D0 (en) * | 1991-08-15 | 1991-10-02 | Exxon Chemical Patents Inc | Improved calcium carboxylate antiwear additives |
| DE10330520A1 (de) * | 2003-03-01 | 2004-09-16 | Ks Aluminium Technologie Ag | Zylinderkurbelgehäuse mit vergossenem Kühlkanal |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4507214A (en) * | 1983-11-02 | 1985-03-26 | Union Oil Company Of California | Rare earth halide grease compositions |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB799192A (en) * | 1956-05-16 | 1958-08-06 | Shell Res Ltd | Improvements in or relating to metal working and cutting processes |
| US3215630A (en) * | 1964-11-12 | 1965-11-02 | Cincinnati Milling Machine Co | Cutting composition |
| US3830280A (en) * | 1971-01-25 | 1974-08-20 | Mallory & Co Inc P R | Rare earth flouride lubricant for die casting components |
-
1987
- 1987-11-06 FR FR8715437A patent/FR2622818B1/fr not_active Expired - Fee Related
-
1988
- 1988-11-03 ES ES198888402758T patent/ES2039673T3/es not_active Expired - Lifetime
- 1988-11-03 CA CA000582166A patent/CA1311462C/fr not_active Expired - Fee Related
- 1988-11-03 AT AT88402758T patent/ATE87968T1/de not_active IP Right Cessation
- 1988-11-03 EP EP88402758A patent/EP0315532B1/fr not_active Expired - Lifetime
- 1988-11-03 DE DE8888402758T patent/DE3880084T2/de not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4507214A (en) * | 1983-11-02 | 1985-03-26 | Union Oil Company Of California | Rare earth halide grease compositions |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1311462C (fr) | 1992-12-15 |
| DE3880084D1 (de) | 1993-05-13 |
| EP0315532A1 (fr) | 1989-05-10 |
| ATE87968T1 (de) | 1993-04-15 |
| DE3880084T2 (de) | 1993-07-22 |
| FR2622818B1 (fr) | 1990-03-16 |
| FR2622818A1 (fr) | 1989-05-12 |
| ES2039673T3 (es) | 1993-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5076339A (en) | Solid lubricant for die casting process | |
| US8071516B2 (en) | Lubricants for use in processing of metallic material | |
| FR2736067A1 (fr) | Chemise de cylindre en alliage d'aluminium/silicium hypereutectique a incorporer a la coulee dans un bati de machine a piston alternatif et procede de fabrication d'une telle chemise | |
| FR2547311A1 (fr) | Composition a base d'huile pour le travail des metaux, contenant au moins un sel d'acide phosphore et d'une amine | |
| CA2767859A1 (fr) | Concentre permettant la preparation d'un agent de refroidissement et de separation ou d'un moyen de refroidissement et de lubrification, agent de refroidissement et de separationou agent de refroidissement et de lubrification de ce type | |
| EP0315532B1 (fr) | Procédé de lubrification de la surface de pièces métalliques, en cuivre ou en alliages à base de fer ou de cuivre, devant être déformées à froid ou à chaud et moyens de lubrification mis en oeuvre | |
| JPH0566436B2 (fr) | ||
| FR2650600A1 (fr) | Procede de post-traitement de toles d'acier portant un depot electrolytique, en vue du soudage | |
| JP2007152376A (ja) | 鍛造による素形材の製造方法 | |
| EP0099929B1 (fr) | Procede d'etirage d'aluminium et d'autres materiaux moux | |
| EP1007234A1 (fr) | Procede de lubrification d'une piece en metal pendant son fa onnage a temperature elevee | |
| FR2773817A1 (fr) | Composition, bain et procede pour la lubrification de la surface de pieces metalliques en acier devant etre deformees a froid | |
| JP5121661B2 (ja) | ダイカスト方法 | |
| CH639687A5 (fr) | Emulsion pour le travail des metaux. | |
| FR2471385A1 (fr) | Dialkyldithiophosphates d'oxymolybdene, leur procede de fabrication et compositions lubrifiantes a base de ces produits | |
| JP3820285B2 (ja) | 水溶性金属塑性加工用潤滑剤 | |
| CA2962057C (fr) | Traitement de surface de substrats metalliques | |
| FR2688153A1 (fr) | Procede d'estampage de feuille en aluminium ou en alliage d'aluminium. | |
| JPH04213392A (ja) | 金属の温間成形および押出方法ならびにそれに有用な金属加工組成物 | |
| CA2360016A1 (fr) | Emulsion d'huile dans l'eau comprenant au moins un additif de lubrification | |
| JP2011089154A (ja) | 成形加工用金属材、その製造方法、潤滑皮膜付成形加工用金属材、及び金属成形加工方法 | |
| CN115651742B (zh) | 磷化反应型金刚线拉拔油及制备方法和应用 | |
| JPS62190294A (ja) | 自動車用ピニオン | |
| JPS62190292A (ja) | Vtr用シリンダ− | |
| JPH02298596A (ja) | アルミニウム材の温間成形加工用潤滑剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890603 |
|
| 17Q | First examination report despatched |
Effective date: 19900619 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930407 Ref country code: AT Effective date: 19930407 |
|
| REF | Corresponds to: |
Ref document number: 87968 Country of ref document: AT Date of ref document: 19930415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3880084 Country of ref document: DE Date of ref document: 19930513 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930716 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2039673 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19931130 Ref country code: CH Effective date: 19931130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Free format text: CORRECTION Ref country code: FR Ref legal event code: CD Free format text: CORRECTION |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| NLS | Nl: assignments of ep-patents |
Owner name: C.F.P.I. INDUSTRIES S.A. |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: CFPI S.A. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A |
|
| BECH | Be: change of holder |
Free format text: 970218 *CFPI INDUSTRIES |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19981020 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19991026 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000601 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001103 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001215 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20001218 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001219 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20001221 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20001103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| BERE | Be: lapsed |
Owner name: CFPI INDUSTRIES Effective date: 20011130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20021213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051103 |