EP0233278B1 - Rolleneinführung - Google Patents
Rolleneinführung Download PDFInfo
- Publication number
- EP0233278B1 EP0233278B1 EP86905763A EP86905763A EP0233278B1 EP 0233278 B1 EP0233278 B1 EP 0233278B1 EP 86905763 A EP86905763 A EP 86905763A EP 86905763 A EP86905763 A EP 86905763A EP 0233278 B1 EP0233278 B1 EP 0233278B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide
- guide rollers
- sensor
- roller
- axes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000000463 material Substances 0.000 claims abstract description 12
- 238000005096 rolling process Methods 0.000 abstract description 72
- 239000002243 precursor Substances 0.000 description 7
- 238000011144 upstream manufacturing Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
- B21B39/165—Guides or guide rollers for rods, bars, rounds, tubes ; Aligning guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/08—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring roll-force
Definitions
- the invention relates to a roller guide, in particular for billet, bar and wire mill stands, of the type specified in the preamble of claim 1.
- a roller guide is known from DE-A-2 011 423.
- roller guides are used to insert the rolling stock to be deformed in the associated roll stand between two caliber rolls in the correct orientation and soT :. len in particular also prevent the rolling stock from rotating about its longitudinal axis as it passes through the caliber, which can be done particularly easily if the rolling stock has an elongated cross section, for example a spike edge cross section or an oval cross section, and is edged between the two caliber rolls into a flattened one or circular caliber of the same runs to be plastically deformed while shortening the longer cross-sectional axis.
- an elongated cross section for example a spike edge cross section or an oval cross section
- the two guide rollers are profiled in accordance with the rolling stock cross section and their center distance is adjusted in accordance with the rolling stock cross section so that the rolling stock runs absolutely free of play between the two guide rollers.
- This mutual adjustment of the guide rollers takes place outside the associated roll stand in the workshop with the aid of mechanical or optical measuring devices, after which the roller guide is attached to the roll stand, with an equally careful adjustment to the associated caliber in order to ensure that the rolling stock cross-section axes align with the caliber cross-section axes cover.
- an optical measuring device for setting guide rollers in roller guides with two guide rollers rotatably mounted about mutually parallel axes for the rolling stock, a precursor which allows the rolling stock to slide between the guide rollers, two extending in the longitudinal direction of the precursor, on the latter by two to the axes of rotation of the Guide rollers parallel axes pivotally mounted and on both sides of the pivot axis provided with an adjusting screw support arms for the guide rollers and a housing for receiving the precursor, in which the precursor is used, in order to project the gap between the guide rollers enlarged on a screen on which one the desired gap defining the appropriate enlargement is attached.
- the support arms are then pivoted using the adjusting screws until the projected gap coincides with the template gap.
- the precursor with the guide rollers set in this way is clamped into the housing.
- the latter in turn is precisely aligned to the caliber to which the roller guide is assigned and attached to the relevant roll stand (DE-A-2 011 423).
- roller guides of the type described above in which the two guide rollers rest against the rolling stock with a predetermined pressure and the two support arms for the guide rollers are spring-loaded in order to achieve precise guidance of the rolling stock even when the cross-section decreases and when the cross-section increases Avoid rolling excessive loads on the guide rollers and their bearings and support arms.
- the latter are each pivotally mounted on the housing for receiving the precursor approximately in the middle between the associated guide roller and a common tensioning device with a spring and each provided with an adjusting screw which interacts with the housing between the guide roller and the pivot axis (DE-U-7415378).
- the tensioning device can also be formed by a hydraulic drive connected to a nitrogen-filled pressure accumulator, which is attached to the housing, the adjusting screws of the two support arms, which also act as precursors, being arranged in such a way that they enclose the hydraulic drive in order to transmit its force to the support arms.
- a hydraulic drive connected to a nitrogen-filled pressure accumulator, which is attached to the housing, the adjusting screws of the two support arms, which also act as precursors, being arranged in such a way that they enclose the hydraulic drive in order to transmit its force to the support arms.
- the hydraulic drive with pressure accumulator it is also possible to provide a rigid block in the housing and to make the adjusting screws resilient in themselves (DE-A-2 646 006).
- the described roller guides enable very high rolling speeds of up to 100 m / sec with careful adjustment, especially when the guide rollers are supported by means of ball, roller or tapered bearings which are lubricated with an oil / air mixture.
- problems arise in that the guide rollers or their center distance are set very precisely to a predetermined rolling stock cross-section at the beginning of the rolling process, but this changes in a rolling mill consisting of a plurality of rolling stands connected in series due to wear of the caliber rolls of the rolling stands, as well the gap between the guide rollers due to wear thereof, the caliber roller wear and the guide roller wear taking place at different speeds. These are also very high at the high rolling speeds, so that the rolling becomes critical after a relatively short time because the correct setting of the rolling train is lost. Even with the roller guides with mutually movable and spring-loaded guide rollers, it is not possible to maintain the original setting of a rolling train .
- the state of the art also includes measuring the rolling force on the rolling stands on rolling mills and using the measured values for control purposes in order to achieve a rolling stock thickness that is as constant as possible.
- the expansion of a roll stand can be done by means of an electrical circuit with a correspondingly adjustable differential transformer (US-A-2 342 374) or pressure transducers can be arranged in the roll stand, just as it is possible to attach strain gauges to the stand of the roll stand in order to measure the stand expansion ("Stahl und Eisen " , 97/19, 22.09.1977, pages 921 to 926). All of this is relatively complex and prone to failure and can make roller installation and removal on the stand difficult.
- a roll gap detector is assigned to the pair of rolls of each stand and two rolling stock guides, each with a position detector, are arranged upstream or downstream. The two roll gap detectors and the four position detectors act on a control unit for the drive, which effects a position of the lower plate corresponding to these input signals and stored data (JP-A-56-56 717).
- the invention has for its object to provide a roller guide, in particular for billet, bar and wire rod stands, of the type specified in the preamble of claim 1, which makes it possible to change the original setting of a rolling mill even when operating at extremely high rolling speeds despite the fact that associated guide roller and caliber roll wear, so that the achievement of a product of constant dimensions and quality is guaranteed, and which also allows a simple and quick adaptation to changes in the associated caliber, if the caliber is changed to take into account a changed forming behavior of the rolling stock.
- the roller guide according to the invention can have one sensor for each guide roller, but it is generally sufficient to provide only one sensor, since the two guide rollers are generally arranged in such a way that their pressure loads are the same.
- the or each sensor output signal can be fed to a display and / or registration device in order, if necessary, to adjust the guide rollers by means of adjusting screws during operation so that the original contact pressure on the rolling stock is maintained.
- the output signal of the sensor or the output signals of the sensors of a roller guide of a roll stand can also be used to adjust the two caliber rolls deforming the rolling stock of an upstream roll stand so that the rolling stock between the two guide rolls of the roller guide has the originally set cross-sectional size .
- the roller guide according to the invention makes it possible, so to speak, to "freeze" the original setting on rolling mills. It is particularly suitable for billet, bar and wire rolling mills.
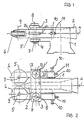
- the roller guide shown has a housing 1 for a preliminary conductor 2, which is provided at the left end in FIGS. 1 and 2 with an upper cross member 3 and two lower side eyes 4, which are aligned with the two ends of the cross member 3.
- a housing 1 for a preliminary conductor 2 which is provided at the left end in FIGS. 1 and 2 with an upper cross member 3 and two lower side eyes 4, which are aligned with the two ends of the cross member 3.
- two support arms 5 are provided for two guide rollers 6, each of which is received between the adjacent end of the cross member 3 and the adjacent side eye 4 and by means of a bolt 7 passing through the end of the cross member 3, the support arm 5 and the side eye 4 vertical axis 8 are pivotally mounted on the housing 1.
- the two guide rollers 6 are rotatably supported on the left ends of the two support arms 5 in FIGS. 1 and 2 about two mutually parallel vertical axes 9 by means of roller bearings lubricated with oil mist.
- the support arms 5 are each provided with a horizontal adjustment screw 10 and a locking screw 11 for the adjustment screw 10, with which the respective support arm 5 is supported on the housing 1.
- the housing 1 is fastened to a billet, rod or wire mill stand, specifically in a position in which the two guide rollers 6 are aligned precisely with one caliber of two caliber rolls of the roll stand.
- the hollow preliminary conductor 2 inserted into the housing 1, the two ends of which protrude from the housing 1, serves to move in the direction of the arrow A. to let the rolling stock slide between the two guide rollers 6, which in turn introduce the rolling stock into the immediately adjacent caliber in the correct orientation, so that the axes of the cross section of the material and the axes of the cross section of the caliber coincide.
- the two guide rollers 6 each have a circumference profiled in accordance with the shape of the rolling stock cross section and the mutual spacing of the axes of rotation 9 of the guide rollers 6 is set so that they rest on the circumference with a certain pressure on the rolling stock which passes between them.
- the roller guide is provided with at least one sensor 20 for detecting the pressure load on the guide rollers 6 by the rolling stock and emitting a corresponding output signal, which in the case shown is designed as an electrical pressure sensor, namely formed by a pressure transducer arranged between the housing 1 and an adjusting screw 10 which emits an electrical output signal which corresponds to the pressure applied by the adjusting screw 10.
- the sensor 20 can instead be designed as an electrical strain sensor and be formed by a strain gauge, which is attached to a support arm 5 or to the upper cross member 3 of the housing 1 and provides an electrical output signal which corresponds to the elongation of the Support arm 5 or the cross member 3 corresponds.
- FIGS Only one sensor 20 is illustrated or indicated in FIGS.
- a sensor 20 can also be assigned to each guide roller 6, just as it is possible to design the sensor 20 or sensors 20 differently, namely, for example as a mechanical, pneumatic or hydraulic pressure or strain sensor. However, it is essential in any case that the sensor 20 or sensors 20 detects the pressure load on the guide rollers 6 by the rolling stock as it passes between the two guide rollers 6.
- the pressure load of the guide rollers 6 which occurs and the corresponding output signal of the or Each sensor 20 is determined by means of a cross-section corresponding to a gauge or a measuring mandrel, so that any change in the output signal during operation of the roller guide during the rolling process indicates a reduction in the rolling stock cross-section to smaller values and an enlargement of the rolling stock cross-section between the guide rollers 6 to higher values can be to readjust the guide rollers 6 or to change the position of the two caliber rolls deforming the rolling stock of an upstream rolling stand, so that the original sensor output signal results again and thus not only the two guides Rollers 6 guide the rolling stock safely, but also the rolling stock cross section between the two guide rollers 6 remains unchanged.
- the rolling speed on the first roll stand is 0.12 m / sec, on the last roll stand it is 73 m / sec.
- the forming behavior, which changes as a result of the rougher caliber rolls, is corrected by opening or closing the caliber rolls. Faulty rolling occurs occasionally in the high-speed block. With a 24-hour rolling period, a time utilization rate of 80% is achieved with an output rate of 96.3%. The so-called 2a portion of the wire produced, which is out of tolerance due to out-of-roundness and rolled seams, is 1.2%. It is necessary to replace the roller guides. Checking the replaced roller guides of the seventh and eighth roll stands reveals that the support arms 5 are bent up. They have to be replaced by new support arms 5.
- Billets of the type specified in Example 1 are also rolled out to a wire with a diameter of 5.5 mm, in the same rolling train, which is however provided with the roller guides according to the invention according to FIGS. 1 and 2.
- the roller guides provided with the sensors 20 are set optically and then set to an electrical sensor output signal with a measuring dome.
- the caliber rolls of the roll stands are also set using a probe.
- the wire rolled out of the first billet is true to size and can be sold as a so-called 1 a product.
- the electrical sensor output signals of the roller guides of the seventh and ninth rolling stands increase, which is caused by closing the caliber rolling of the sixth mill stand is compensated.
- the wire on the last roll stand becomes full, which is corrected by closing the caliber rolls of the fourteenth roll stand, but this has the consequence that the electrical sensor output signal of the roller guide of the fifteenth roll stand drops to zero.
- the caliber rolls of the fourteenth mill stand are opened again in order to restore the original oval thickness, so that the original value of the electrical sensor output signal is also restored.
- the caliber rolls of the thirteenth mill stand are closed, which results in a smaller oval width on the fourteenth mill stand, but has no influence on the roll guidance on the fifteenth mill stand.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Control Of Metal Rolling (AREA)
Description
- Die Erfindung bezieht sich auf eine Rollenführung, insbesondere für Knüppel-, Stab- und Drahtwalzgerüste, der im Oberbegriff des Patentanspruchs 1 angegebenen Gattung. Eine solche Rollenführung ist durch DE-A-2 011 423 bekannt.
- Derartige Rollenführungen dienen dazu, das im zugehörigen Walzgerüst zwischen zwei Kaliberwalzen zu verformende Walzgut in der richtigen Orientierung in das Kaliber einzuführen und soT:. len insbesondere auch ein Verdrehen des Walzguts um seine Längsachse beim Durchlaufen durch das Kaliber verhindern, was vor allem dann leicht geschehen kann, wenn das Walzgut einen länglichen Querschnitt, beispielsweise einen Spießkantenquerschnitt oder einen ovalen Querschnitt, aufweist und hochkant zwischen die beiden Kaliberwalzen in ein abgeflachtes oder kreisrundes Kaliber derselben läuft, um unter Verkürzung der längeren Querschnittsachse entsprechend plastisch verformt zu werden. Um das Walzgut sicher zu halten, sind die beiden Führungsrollen entsprechend dem Walzgutquerschnitt profiliert und wird ihr Achsabstand entsprechend dem Walzgutquerschnitt so eingestellt, daß das Walzgut absolut spielfrei zwischen den beiden Führungsrollen hindurchläuft. Diese gegenseitige Einstellung der Führungsrollen erfolgt außerhalb des zugehörigen Walzgerüsts in der Werkstatt mit Hilfe von mechanischen oder optischen Meßeinrichtungen, wonach die Rollenführung am Walzgerüst angebracht wird, wobei eine ebenso sorgfältige Einstellung auf das zugehörige Kaliber erfolgt, um sicherzustellen, daß die Walzgutquerschnittsachsen sich mit den Kaliberquerschnittsachsen decken.
- So ist eine optische Meßeinrichtung zur Führungsrolleneinstellung bei Rollenführungen mit zwei um zueinander parallele Achsen drehbar gelagerten Führungsrollen für das Walzgut, einem Vorleiter, welcher das Walzgut zwischen die Führungsrollen gleiten läßt, zwei sich in Längsrichtung des Vorleiters erstreckenden, an demselben um zwei zu den Drehachsen der Führungsrollen parallele Achsen schwenkbar gelagerten und beiderseits der Schwenkachse mit je einer Einstellschraube versehenen Tragarmen für die Führungsrollen und einem Gehäuse zur Aufnahme des Vorleiters bekannt, in welche der Vorleiter eingesetzt wird, um den Spalt zwischen den Führungsrollen vergrößert auf einen Bildschirm zu projizieren, auf welchem eine den gewünschten Spalt in entsprechender Vergrößerung definierende Schablone befestigt wird. Die Tragarme werden dann mittels der Einstellschrauben so lange verschwenkt, bis der projizierte Spalt sich mit dem Schablonenspalt deckt. Der Vorleiter mit den so eingestellten Führungsrollen wird in das Gehäuse eingespannt. Letzeres wird seinerseits auf das Kaliber genau ausgerichtet, dem die Rollenführung zugeordnet ist, und an dem betreffenden Walzgerüst befestigt (DE-A-2 011 423).
- Bekannt sind auch Rollenführungen der vorstehend geschilderten Art, bei denen die beiden Führungsrollen mit einem vorgegebenen Druck am hindurchlaufenden Walzgut anliegen und die beiden Tragarme für die Führungsrollen federbelastet sind, um auch bei einer Querschnittsabnahme des Walzgutes eine genaue Führung desselben zu erzielen und bei einer Querschnittszunahme des Walzgutes übermäßige Belastungen der Führungsrollen sowie ihrer Lager und Tragarme zu vermeiden. Letztere sind am Gehäuse zur Aufnahme des Vorleiters jeweils etwa in der Mitte zwischen der zugehörigen Führungsrolle und einer gemeinsamen Spanneinrichtung mit einer Feder schwenkbar gelagert und mit je einer mit dem Gehäuse zusammenwirkenden Einstellschraube zwischen der Führungsrolle und der Schwenkachse versehen (DE-U-7415378). Die Spanneinrichtung kann auch von einem an einen stickstoffgefüllten Druckspeicher angeschlossenen Hydraulikantrieb gebildet sein, welcher am Gehäuse befestigt ist, wobei die Einstellschrauben der beiden auch als Vorleiter wirkenden Tragarme so angeordnet sind, daß sie den Hydraulikantrieb einschließen, um dessen Kraft auf die Tragarme zu übertragen. Statt des Hydraulikantriebs mit Druckspeicher ist es auch möglich, einen starren Block im Gehäuse vorzusehen und die Einstellschrauben in sich federnd auszubilden (DE-A-2 646 006).
- Die geschilderten Rollenführungen ermöqlichen bei sorgfältiger Einstellung sehr hohe Walzgeschwindigkeiten von bis zu 100 m/sec, insbesondere dann, wenn die Führungsrollen mittels Kugel-, Rollen- oder Kegellagem gelagert sind, welche mit einem Öl/Luft-Gemisch geschmiert werden. Jedoch ergeben sich Probleme insofern, als die Führungsrollen bzw. deren Achsabstand zu Beginn des Walzprozesses zwar sehr genau auf einen vorgegebenen Walzgutquerschnitt eingestellt werden, dieser sich aber in einer Walzstraße bestehend aus mehreren hintereinander geschalteten Walzgerüsten aufgrund von Verschleiß der Kaliberwalzen der Walzgerüste ändert, ebenso wie der Spalt zwischen den Führungsrollen aufgrund von Verschleiß derselben, wobei der Kaliberwalzenverschleiß und der Führungsrollenverschleiß mit unterschiedlichen Geschwindigkeiten erfolgen. Diese sind bei den hohen Walzgeschwindigkeiten ebenfalls sehr hoch, so daß die Walzung schon nach verhältnismäßig kurzer Zeit kritisch wird, weil die richtige Einstellung der Walzstraße verlorengeht Auch mit den Rollenführungen mit gegenseitig beweglichen und federbelasteten Führungsrollen ist es nicht möglich, die ursprüngliche Einstellung einer Walzstraße aufrechtzuerhalten.
- Zum Stande der Technik gehört es weiterhin, bei Walzstraßen die Walzkraft an den Walzgerüsten zu messen und die Meßwerte zu Regelungszwecken zu verwenden, um eine möglichst gleichbleibende Walzgutdicke zu erreichen. Dabei kann die Dehnung eines Walzgerüst-Ständers mittels einer elektrischen Schaltung mit einem entsprechend verstellbaren Differentialtransformator erfaßt werden (US-A-2 342 374) oder können Druckmeßdosen im Walzgerüst angeordnet werden, ebenso wie es möglich ist, an den Walzgerüst-Ständern Dehnungsmeßstreifen anzubringen, um die Ständerdehnung zu erfassen (« Stahl und Eisen ", 97/19, 22.09.1977, Seiten 921 bis 926). All dieses ist verhältnismäßig aufwendig und störanfällig und kann den Walzenein- und -ausbau am Gerüst schwierig machen.
- Bekannt ist auch eine Tandemanordnung eines Universalgerüstes und eines Stauchgerüstes zum Walzen von H-Trägem, wobei zwischen den beiden Gerüsten eine Führung für das Walzgut mit einer horizontalen Oberplatte und einer dazu parallelen Unterplatte vorgesehen ist, welche mittels eines Antriebs vertikal verstellbar ist, während die Oberplatte stationär angeordnet ist. Dem Walzenpaar jedes Gerüstes ist ein Walzspaltdetektor zugeordnet und sind zwei Walzgutführungen mit je einem Positionsdetektor vor- bzw. nachgeordnet. Die beiden Walzspaltdetektoren und die vier Positionsdetektoren beaufschlagen eine Steuereinheit für den Antrieb, welche eine diesen Eingangssignalen und gespeicherten Daten entsprechende Position der Unterplatte bewirkt (JP-A-56-56 717).
- Der Erfindung liegt die Aufgabe zugrunde, eine Rollenführung, insbesondere für Knüppel-, Stab-und Drahtwalzgerüste, der im Oberbegriff des Patentanspruchs 1 angegebenen Gattung zu schaffen, welche es ermöglicht, die ursprüngliche Einstellung einer Walzstraße selbst beim Betrieb mit extrem hohen Walzgeschwindigkeiten trotz des damit verbundenen Führungsrollen- und Kaliberwalzenverschleißes aufrechtzuerhalten, so daß die Erzielung eines Produktes gleichbleibender Abmessungen und Qualität gewährleistet ist, und welche auch eine einfache und schnelle Anpassung an Änderungen des zugehörigen Kalibers erlaubt, wenn das Kaliber zur Berücksichtigung eines veränderten Umformverhaltens des Walzgutes geändert wird.
- Diese Aufgabe ist durch die im kennzeichnenden Teil des Patentanspruchs 1 angegebenen Merkmale gelöst. Vorteilhafte Weiterbildungen der erfindungsgemäßen Rollenführung sind in den restlichen Patentansprüchen angegeben.
- Die erfindungsgemäße Rollenführung kann je Führungsrolle einen Sensor aufweisen, jedoch reicht es grundsätzlich aus, nur einen Sensor vorzusehen, da die beiden Führungsrollen in der Regel so angeordnet sind, daß ihre Druckbelastungen gleich sind. Das bzw. jedes Sensorausgangssignal kann einer Anzeige- und/oder Registriereinrichtung zugeführt werden, um die Führungsrollen mittels Einstellschrauben während des Betriebes erforderlichenfalls so nachzustellen, daß der ursprüngliche Anpreßdruck an das Walzgut beibehalten wird. Jedoch ist es auch möglich, das Ausgangssignal des Sensors bzw. die Ausgangssignale der Sensoren einem Antrieb zur gegenseitigen Verstellung der Führungsrollen bzw. der Tragarme derselben zuzuführen, um den ursprüngliche Anpreßdruck der Führungsrollen an das Walzgut konstant zu halten. Es ist nicht erforderlich, den bzw. die Sensoren zur Messung des absoluten Anpreßdrucks der Führungsrollen an das Walzgut zu eichen, sondern es genügt die Erfassung der Abweichung der Druckbelastung der Führungsrollen von einem vorgegebenen Wert, welcher mittels einer Lehre eingestellt werden kann, die zwischen die beiden Führungsrollen der Rollenführung eingeschoben wird. In einer Walzstraße kann das Ausgangssignal des Sensors bzw. können die Ausgangssignale der Sensoren einer Rollenführung eines Walzgerüsts ferner dazu verwendet werden, die beiden das Walzgut verformenden Kaliberwalzen eines vorgeschalteten Walzgerüsts so anzustellen, daß das Walzgut zwischen den beiden Führungsrollen der Rollenführung die ursprünglich eingestellte Querschnittsgröße aufweist. Die erfindungsgemäße Rollenführung ermöglicht es, bei Walzstraßen die ursprüngliche Einstellung sozusagen « einzufrieren ». Sie ist insbesondere für Knüppel-, Stab-und Drahtwalzstraßen geeignet.
- Nachstehend sind Ausführungsformen der erfindungsgemäßen Rollenführung anhand von Zeichnungen beispielsweise beschrieben. Darin zeigt :
- Fig. 1 eine Seitenansicht und
- Fig. 2 eine Draufsicht.
- Die dargestellte Rollenführung weist ein Gehäuse 1 für einen Vorleiter 2 auf, welches an dem in Fig. 1 und 2 linken Ende mit einer oberen Traverse 3 und zwei unteren Seitenaugen 4 versehen ist, die mit den beiden Enden der Traverse 3 fluchten. Beiderseits des Gehäuses 1 sind zwei Tragarme 5 für zwei Führungsrollen 6 vorgesehen, welche jeweils zwischen dem benachbarten Ende der Traverse 3 und dem benachbarten Seitenauge 4 aufgenommen und mittels eines das Ende der Traverse 3, den Tragarm 5 und das Seitenauge 4 durchsetzenden Bolzens 7 um eine senkrechte Achse 8 am Gehäuse 1 schwenkbar gelagert sind. Die beiden Führungsrollen 6 sind an den in Fig. 1 und 2 linken Enden der beiden Tragarme 5 um zwei zueinander parallele senkrechte Achsen 9 mittels ölnebelgeschmierter Wälzlager drehbar gelagert. An den in Fig. 1 und 2 rechten Enden sind die Tragarme 5 jeweils mit einer waagerechten Einstellschraube 10 sowie einer Feststellschraube 11 für die Einstellschraube 10 versehen, mit welcher sich der jeweilige Tragarm 5 am Gehäuse 1 abstützt. Die zu den beiden Drehachsen 9 der Führungsrollen 6 parallelen Schwenkachsen 8 der Tragarme 5 verlaufen jeweils etwa in der Mitte zwischen der Drehachse 9 der zugehörigen Führungsrolle 6 und der zugehörigen Einstellschraube 10.
- Das Gehäuse 1 wird an einem Knüppel-, Stab-oder Drahtwalzgerüst befestigt, und zwar in einer Stellung, in welcher die beiden Führungsrollen 6 genau auf ein Kaliber zweier Kaliberwalzen des Walzgerüsts ausgerichtet sind. Der in das Gehäuse 1 eingesetzte, hohle Vorleiter 2, dessen beide Enden aus dem Gehäuse 1 vorstehen, dient dazu, das sich in Richtung des Pfeils A bewegende Walzgut zwischen die beiden Führungsrollen 6 gleiten zu lassen, welche ihrerseits das Walzgut in das unmittelbar anschließende Kaliber in der richtigen Orientierung einführen, so daß die Achsen des Wazgutquerschnitts und die Achsen des Kaliberquerschnitts sich decken. Dazu weisen die beiden Führungsrollen 6 jeweils einen entsprechend der Gestalt des Walzgutquerschnitts profilierten Umfang auf und ist der gegenseitige Abstand der Drehachsen 9 der Führungsrollen 6 so eingestellt, daß sie am Umfang mit einem bestimmten Druck am Walzgut anliegen, welches zwischen ihnen hindurchläuft.
- Die Rollenführung ist mit mindestens einem Sensor 20 zur Erfassung der Druckbelastung der Führungsrollen 6 durch das Walzgut und Abgabe eines entsprechenden Ausgangssignals versehen, weicher im dargestellten Fall als elektrischer Drucksensor ausgebildet ist, nämlich von einer zwischen dem Gehäuse 1 und einer Einstellschraube 10 angeordneten Druckmeßdose gebildet ist, die ein elektrisches Ausgangssignal abgibt, welches dem durch die Einstellschraube 10 aufgebrachten Druck entspricht. Wie mit gestrichelten Linien angedeutet, kann der Sensor 20 statt dessen auch als elektrischer Dehnungssensor ausgebildet und von einem Dehnungsmeßstreifen gebildet werden, welcher an einem Tragarm 5 oder an der oberen Traverse 3 des Gehäuses 1 angebracht ist und ein elektrisches Ausgangssignal liefert, welches der Dehnung des Tragarms 5 bzw. der Traverse 3 entspricht. Wenn auch in Fig. 1 und 2 lediglich ein Sensor 20 veranschaulicht bzw. angedeutet ist, so kann doch auch jeder Führungsrolle 6 ein Sensor 20 zugeordnet werden, ebenso wie es möglich ist, den Sensor 20 bzw. die Sensoren 20 anders auszubilden, nämlich beispielsweise als mechanischen, pneumatischen oder hydraulischen Druck-oder Dehnungssensor. Wesentlich ist allerdings in jedem Fall eine solche Anordnung, daß der Sensor 20 bzw. die Sensoren 20 die Druckbelastung der Führungsrollen 6 durch das Walzgut beim Durchlauf desselben zwischen den beiden Führungsrollen 6 erfaßt.
- Beim Einstellen des gegenseitigen Abstandes der Führungsrollen 6 bzw. der Drehachsen 9 derselben in der Werkstatt vor Beginn des Walzprozesses auf den Querschnitt des durch die Rollenführung in das zugehörige Kaliber einzuführenden Walzgutes wird die dabei auftretende Druckbelastung der Führungsrollen 6 bzw. das entsprechende Ausgangssignal des bzw. jedes Sensors 20 mittels eine Lehre bzw. eines Meßdornes entsprechenden Querschnitts festgestellt, so daß jegliche Veränderung des Ausgangssignals im Betrieb der Rollenführung während des Walzprozesses zu kleineren Werten eine Verringerung des Walzgutquerschnitts und zu höheren Werten eine Vergrößerung des Walzgutquerschnitts zwischen den Führungsrollen 6 anzeigt und dazu benutzt werden kann, die Führungsrollen 6 nachzustellen bzw. die Anstellung der beiden das Walzgut verformenden Kaliberwalzen eines vorgeschalteten Walzgerüstes zu ändern, so daß sich wieder das ursprüngliche Sensorausgangssignal ergibt und also nicht nur die beiden Führungsrollen 6 das Walzgut sicher führen, sondern auch der Walzgutquerschnitt zwischen den beiden Führungsrollen 6 unverändert bleibt.
- Die nachstehenden Beispiele dienen der weiteren Erläuterung der Erfindung.
- Knüppel aus Stahl der Güte bzw. Härte 5 mit den Abmessungen 120 mm x 120 mm werden zu Draht mit einem Durchmesser von 5,5 mm in einer kontinuierlichen Drahtwalzstraße mit 24 Walzgerüsten ausgewalzt, wobei es sich bei den ersten 14 Walzgerüsten um Horizontalwalzgerüste mit Einzelantrieb handelt, bei welchen die Kaliberfolge « oval-oval-quadrat-oval-rund... » vorliegt. Die Ovale werden durch Rollendrallvorrichtungen hochgestellt und mit Rollenführungen gemäß Fig. 1 und 2, jedoch ohne Sensoren 20, gehalten. Die anschließenden 10 Walzgerüste mit jeweils rundem Kaliber sind zu einem drallfreien Hochgeschwindigkeitsblock mit Gruppenantrieb zusammengefaßt, wobei die jedem Walzgerüst zugeordnete Getriebestufe entsprechend der Walzgutquerschnittsabnahme ausgelegt ist.
- Am ersten Walzgerüst liegt die Walzgeschwindigkeit bei 0,12 m/sec, beim letzten Walzgerüst bei 73 m/sec. Das sich infolge der rauher werdenden Kaliberwalzen verändernde Umformverhalten wird durch Öffnen oder Schließen der Kaliberwalzen korrigiert. Es kommt vereinzelt zu Fehlwalzungen im Hochgeschwindigkeitsblock. Bei einer 24-stündigen Walzperiode wird ein Zeitausnutzungsgrad von 80 % bei einem Ausbringungsgrad von 96,3 % erzielt. Der aufgrund von Unrundheit und Walznähten außerhalb der Toleranzen liegende, sogenannte 2a-Anteil des erzeugten Drahtes liegt bei 1,2 %. Es ist ein Auswechseln der Rollenführungen erforderlich. Die Überprüfung der ausgewechselten Rollenführungen des siebten und des achten Walzgerüsts ergibt, daß die Tragarme 5 aufgebogen sind. Sie müssen durch neue Tragarme 5 ersetzt werden.
- Knüppel der in Beispiel 1 angegebenen Art werden ebenfalls zu einem Draht mit einem Durchmesser von 5,5 mm ausgewalzt, und zwar in derselben Walzstraße, welche jedoch mit den erfindungsgemäßen Rollenführungen gemäß Fig. 1 und 2 versehen ist. Die mit den Sensoren 20 versehenen Rollenführungen werden optisch eingestellt und dann mit einem Meßdom auf ein elektrisches Sensorausgangssignal gesetzt. Die Kaliberwalzen der Walzgerüste werden ebenfalls mittels Meßtaster eingestellt.
- Der aus dem ersten Knüppel ausgewalzte Draht ist maßhaltig und kann als sogenanntes 1 a-Produkt verkauft werden. Während des Walzprozesses steigen die elektrischen Sensorausgangssignale der Rollenführungen des siebten und des neunten Walzgerüstes an, was durch Schließen der Kaliber walzen des sechsten Walzgerüstes ausgeglichen wird. Der Draht am letzten Walzgerüst wird voll, was durch Schließen der Kaliberwalzen des vierzehnten Walzgerüstes korrigiert wird, was jedoch zur Folge hat, daß das elektrische Sensorausgangssignal der Rollenführung des fünfzehnten Walzgerüstes auf den Wert Null abfällt. Deswegen werden die Kaliberwalzen des vierzehnten Walzgerüstes wieder geöffnet, um die ursprüngliche Ovaldicke wieder zu erhalten, so daß sich auch wieder der ursprüngliche Wert des elektrischen Sensorausgangssignals einstellt. Statt dessen werden die Kaliberwalzen des dreizehnten Walzgerüstes geschlossen, was eine geringere Ovalbreite am vierzehnten Walzgerüst zur Folge hat, jedoch keinen Einfluß auf die Rollenführung am fünfzehnten Walzgerüst hat.
- Nach einer 24-stündigen Walzperiode in der Walzstraße mit einer erfindungsgemäßen Rollenführung an allen Walzgerüsten, in welche ein Oval einläuft, ergibt sich ein Zeitausnutzungsgrad von 85 % bei einem Ausbringungsgrad von 97,1 %. Der 2a-Anteil des erzeugten Drahtes liegt bei 0,3 %. Er beruht ausschließlich auf Unrundheit des Drahtes,. da Walznähte nicht auftreten. Die Standzeit sämtlicher Rollenführungen erhöht sich um mehr als 10 %.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86905763T ATE44248T1 (de) | 1985-08-19 | 1986-08-12 | Rolleneinfuehrung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8523750U DE8523750U1 (de) | 1985-08-19 | 1985-08-19 | Rollenführung, insbesondere für Knüppel, Stab- und Drahtwalzgerüste |
| DE8523750U | 1985-08-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0233278A1 EP0233278A1 (de) | 1987-08-26 |
| EP0233278B1 true EP0233278B1 (de) | 1989-06-28 |
Family
ID=6784350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86905763A Expired EP0233278B1 (de) | 1985-08-19 | 1986-08-12 | Rolleneinführung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4790164A (de) |
| EP (1) | EP0233278B1 (de) |
| DE (2) | DE8523750U1 (de) |
| WO (1) | WO1987001059A1 (de) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5370290A (en) * | 1992-02-12 | 1994-12-06 | Gilliland; Malcolm T. | Wire feeder allowing for wire slippage without damaging wire |
| JPH0734934B2 (ja) * | 1992-11-06 | 1995-04-19 | 寿産業株式会社 | 圧延鋼材の誘導案内方法並びにローラガイド装置及びローラガイド装置列 |
| JPH0771686B2 (ja) * | 1993-01-28 | 1995-08-02 | 寿産業株式会社 | 圧延鋼材の高剛性型誘導案内方法 |
| JP2800687B2 (ja) * | 1994-07-11 | 1998-09-21 | 富士通株式会社 | 用紙搬送装置 |
| US5937689A (en) * | 1997-11-10 | 1999-08-17 | Fabris; Mario | Triple roller entry guide |
| US5911784A (en) * | 1998-10-19 | 1999-06-15 | Fabris; Mario | Sizing roll stand for a steel mill |
| JP4291479B2 (ja) * | 1999-03-11 | 2009-07-08 | 寿産業株式会社 | ローラーガイドによる圧延方法 |
| JP3905666B2 (ja) * | 1999-04-28 | 2007-04-18 | 大阪製鐵株式会社 | 入口ローラガイド装置 |
| TW522058B (en) | 1999-05-03 | 2003-03-01 | Morgan Construction Co | Adjustable monitoring guide |
| RU2221658C2 (ru) * | 2001-11-02 | 2004-01-20 | Республиканское Унитарное Предприятие "Белорусский Металлургический Завод" | Роликовая проводка с устройством для контроля вращения роликов |
| RU2253524C1 (ru) * | 2004-02-26 | 2005-06-10 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Выводная валковая арматура прокатного стана |
| RU2253525C1 (ru) * | 2004-02-26 | 2005-06-10 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Вводная валковая арматура прокатного стана |
| RU2255822C1 (ru) * | 2004-02-26 | 2005-07-10 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Выводная валковая арматура прокатного стана |
| RU2253526C1 (ru) * | 2004-02-26 | 2005-06-10 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Выводная валковая арматура прокатного стана |
| RU2253523C1 (ru) * | 2004-02-26 | 2005-06-10 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Вводная валковая арматура прокатного стана |
| US20060283227A1 (en) * | 2005-06-20 | 2006-12-21 | Monahan Joseph J | Rolling mill roller guide |
| RU2299772C2 (ru) * | 2005-08-02 | 2007-05-27 | Игорь Николаевич Николаев | Роликовая проводка |
| US7219521B1 (en) * | 2006-09-19 | 2007-05-22 | Morgan Construction Company | Rolling mill product handling system |
| EP2014380A1 (de) * | 2007-06-11 | 2009-01-14 | ArcelorMittal France | Verfahren zum Walzen eines Metallstreifens mit Einstellung seiner Seitenposition und entsprechendes Walzwerk |
| RU2357820C2 (ru) * | 2007-08-23 | 2009-06-10 | Открытое акционерное общество "Северсталь" (ОАО "Северсталь") | Роликовая проводка |
| RU2355493C1 (ru) * | 2007-12-19 | 2009-05-20 | Государственное образовательное учреждение высшего профессионального образования "Уральский государственный технический университет-УПИ" | Вводная валковая арматура прокатного стана |
| CN104084496B (zh) * | 2014-07-04 | 2017-11-17 | 巢湖市金业电工机械有限公司 | 带材滚压滑块定位板 |
| SE538558C2 (en) * | 2014-12-18 | 2016-09-20 | Morgårdshammar Ab | A roller guide and a method for guiding stock |
| JP6655333B2 (ja) * | 2015-10-05 | 2020-02-26 | 日鉄ステンレス株式会社 | コンパクトミル用ローラーガイド |
| RU2625517C1 (ru) * | 2016-05-23 | 2017-07-14 | Федеральное государственное автономное образовательное учреждение высшего образования "Национальный исследовательский технологический университет "МИСиС" | Привалковая арматура прокатного стана |
| US10702901B2 (en) * | 2017-01-11 | 2020-07-07 | Aktiebolaget Skf | Guide roller |
| IT201700048436A1 (it) * | 2017-05-04 | 2018-11-04 | Danieli Off Mecc | Apparato e metodo di guida di prodotti metallici |
| CN107413862A (zh) * | 2017-08-11 | 2017-12-01 | 张家港联峰钢铁研究所有限公司 | 一种设有耐磨件的滑动进口导卫装置 |
| DE102020206297A1 (de) * | 2019-09-19 | 2021-03-25 | Sms Group Gmbh | Zwischengerüstführung an einem Vertikalwalzgerüst einer Walzstraße sowie Verfahren zur Führung des Walzgutes unter Verwendung der Zwischengerüstführung |
| US11701694B2 (en) * | 2021-06-11 | 2023-07-18 | Primetals Technologies USA LLC | Automated calibration and realtime communication of data, problems, damage, manipulation, and failure from a network of battery powered smart guide nodes within a rolling mill |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2342374A (en) * | 1941-03-19 | 1944-02-22 | Sperry Prod Inc | Strain gauge for rolling mills and the like |
| DE1060825B (de) * | 1956-11-19 | 1959-07-09 | Moeller & Neumann Gmbh | Einrichtung zum Verstellen der Rollen eines Rolleneinfuehrungskastens fuer Walzwerke in Laengsrichtung der Rollenachsen |
| GB1285995A (en) * | 1969-03-19 | 1972-08-16 | Templeborough Rolling Mills Lt | Instruments for use in setting roller guides |
| BE787685A (fr) * | 1971-08-20 | 1973-02-19 | Uss Eng & Consult | Correcteur de derive pour transducteurs |
| DE7415378U (de) * | 1974-05-02 | 1974-08-01 | Schloemann Siemag Ag | Vorrichtung zum Einführen von Walzgut in den Walzspalt eines Kaliberwalzenpaares |
| GB1534882A (en) * | 1975-10-17 | 1978-12-06 | British Steel Corp | Roller guides |
| US4123927A (en) * | 1976-07-14 | 1978-11-07 | Friedrich Kocks Gmbh & Co. | Rolling mill |
| JPS5656717A (en) * | 1979-10-12 | 1981-05-18 | Sumitomo Metal Ind Ltd | Controlling method for guide of steel shape rolling mill |
| DE3423560A1 (de) * | 1984-06-27 | 1986-01-09 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Positioniersteuereinrichtung fuer vor dem eingang von warmbreitband-fertigwalzstrassen angeordnete, quer zur walzrichtung verschiebbare fuehrungslineale bzw. fuehrungsrollen |
-
1985
- 1985-08-19 DE DE8523750U patent/DE8523750U1/de not_active Expired
-
1986
- 1986-08-12 WO PCT/EP1986/000474 patent/WO1987001059A1/de not_active Ceased
- 1986-08-12 EP EP86905763A patent/EP0233278B1/de not_active Expired
- 1986-08-12 US US07/051,748 patent/US4790164A/en not_active Expired - Lifetime
- 1986-08-12 DE DE8686905763T patent/DE3664111D1/de not_active Expired
Non-Patent Citations (1)
| Title |
|---|
| Patents Abstracts of Japan, Band 5, Nr. 116 (M-80)(788) 25. Juli 1981 & JP, A, 5656717 (SUMITOMO) 18. Mai 1981 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE8523750U1 (de) | 1985-10-10 |
| WO1987001059A1 (fr) | 1987-02-26 |
| EP0233278A1 (de) | 1987-08-26 |
| US4790164A (en) | 1988-12-13 |
| DE3664111D1 (en) | 1989-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0233278B1 (de) | Rolleneinführung | |
| EP0796158B1 (de) | Verfahren und vorrichtung zur optimierten herstellung von schraubenfedern auf federwindeautomaten | |
| EP2024110B1 (de) | Vorrichtung zum messen der breite und/oder der bandlage eines metallbandes oder einer bramme | |
| EP1278606B1 (de) | Verfahren und vorrichtung zum lagegerechten aufwickeln eines gewalzten warmbandes in einer haspelvorrichtung | |
| DE3115461C2 (de) | ||
| DE102016217202B4 (de) | Regelung des Betriebs einer Walzstraße | |
| EP2259882B1 (de) | Betriebsverfahren für eine mehrgerüstige walzstrasse mit banddickenermittlung anhand der kontinuitätsgleichung | |
| EP0166981B1 (de) | Positioniersteuerinrichtung für vor dem Eingang von Warmbreitband-Fertigwalzstrassen angeordnete, quer zur Walzrichtung verschiebbare Führungslineale bzw. Führungsrollen | |
| EP1945384A1 (de) | Verfahren zur bandkantenerfassung | |
| EP0483939B1 (de) | Ausrichten von Horizontalwalzen | |
| DE69502447T2 (de) | Vorrichtung zur Ausgleichung der Längenänderungen von mindestens zwei Drähten oder Stäben in einer Zieheinrichtung | |
| DE69604857T2 (de) | Verfahren zur automatischen Einstellung von Rollen zum Führen von Walzgut, und zugehörige Vorrichtung | |
| DE69300271T2 (de) | Vorrichtung zur Detektion von Oberflächenfehlern in bewegten Metallstangen oder Draht. | |
| DE3837101A1 (de) | Verfahren zum steuern des bandlaufs beim walzen, in einer walzstrasse | |
| DE2110539C3 (de) | Steuerungsvorrichtung an einem Walzwerk zur Beeinflussung der Walzgutdicke | |
| WO2012072603A1 (de) | Konzept zum einstellen von prozessparametern eines walzprozesses mittels eines gemessenen lagerschlupfes | |
| WO2008055886A1 (de) | Regelverfahren für ein walzgerüst, walzanordnung und walzstrasse | |
| DE3435232C2 (de) | Mehrgerüstige Warmbandwalzstraße mit Korrekturmöglichkeit des Dickenprofils des zu walzenden Bandes | |
| WO2025061263A1 (de) | Verfahren zum ermitteln der dicke eines materialbandes beim zuführen des materialbandes zur bearbeitungszone einer maschine | |
| DE19849068A1 (de) | Zugregelverfahren für einen Walzgutabschnitt | |
| DE10007364A1 (de) | Verfahren zur Zugregelung zwischen den Walzgerüsten von Walzenstraßen für Stabstahl, Draht oder Profile | |
| DE68910549T2 (de) | Walzgerüst mit fliegend gelagerten Walzen und mit konvergierenden Walzenachsen. | |
| DE2830252C2 (de) | Zentrierkraftregelung für eine Ringwalzmaschine | |
| DE69708392T2 (de) | Walzenkreuzvorrichtung für Walzwerk | |
| EP4516701B1 (de) | Kettenaggregat sowie verfahren zu dessen betrieb |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19870410 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19880526 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 44248 Country of ref document: AT Date of ref document: 19890715 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3664111 Country of ref document: DE Date of ref document: 19890803 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86905763.8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960813 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960831 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980301 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19980301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RN |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: FC |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20030728 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030729 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030731 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030818 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050301 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050429 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050812 |