EP0192933A2 - Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken und Vorrichtung zur Durchführung des Verfahrens - Google Patents
Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken und Vorrichtung zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP0192933A2 EP0192933A2 EP86100308A EP86100308A EP0192933A2 EP 0192933 A2 EP0192933 A2 EP 0192933A2 EP 86100308 A EP86100308 A EP 86100308A EP 86100308 A EP86100308 A EP 86100308A EP 0192933 A2 EP0192933 A2 EP 0192933A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- furnace chamber
- batches
- furnace
- batch
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/02—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity of multiple-track type; of multiple-chamber type; Combinations of furnaces
- F27B9/028—Multi-chamber type furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/04—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity adapted for treating the charge in vacuum or special atmosphere
- F27B9/045—Furnaces with controlled atmosphere
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories or equipment specially adapted for furnaces of these types
- F27B9/40—Arrangements of controlling or monitoring devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B19/00—Combinations of different kinds of furnaces that are not all covered by any single one of main groups F27B1/00 - F27B17/00
- F27B19/04—Combinations of different kinds of furnaces that are not all covered by any single one of main groups F27B1/00 - F27B17/00 arranged for associated working
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/16—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a circular or arcuate path
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0059—Regulation involving the control of the conveyor movement, e.g. speed or sequences
- F27D2019/0062—Regulation involving the control of the conveyor movement, e.g. speed or sequences control of the workpiece stay in different zones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0068—Regulation involving a measured inflow of a particular gas in the enclosure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2001/00—Composition, conformation or state of the charge
- F27M2001/15—Composition, conformation or state of the charge characterised by the form of the articles
- F27M2001/1539—Metallic articles
Definitions
- the invention relates to a method for the heat treatment of in particular metallic workpieces with the features of the preamble of the main claim. Furthermore, the invention relates to a device for performing the method, as characterized by the features of the preamble of claim 5.
- the object of the invention is to create a method for the continuous heat treatment of, in particular, metallic workpieces in a furnace chamber containing a corresponding atmosphere, which does not require a complete emptying of the furnace chamber beforehand when changing from one batch to another allowed to treat batches of different types at the same time.
- the new process has the advantage of taking into account the actual state of the workpieces per batch and accordingly allowing the batch to be individually exposed to the furnace atmosphere.
- the dwell time had to be determined in the worst-case scenario to be expected, which then resulted, for example in the case of other batches, in an excessive heat treatment.
- each batch is preheated to the respective process temperature in the furnace chamber in a preheating zone before it is introduced into the furnace chamber. There is therefore no need to fear that batches already in the furnace chamber are in the process process can be influenced by a nearby cold batch.
- the calculation of the residence time is simplified, for example, if the state variables and the composition of the furnace atmosphere over the treatment time of a particular batch be kept constant.
- a special, flexible process that also meets the most varied of workpiece shapes results if the necessary dwell time is calculated for each batch while it is in the furnace chamber from the state variables, including the composition of the furnace atmosphere and the workpiece shape and type.
- state variables including the composition of the furnace atmosphere and the workpiece shape and type.
- it is not essential to keep the chemical and physical parameters of the furnace atmosphere constant within narrow limits.
- this measure makes it easy to take into account the actual status of the individual batches.
- the transport device is assigned a control device having a memory, particularly good utilization of the transport device is possible because immediately after the unloading of a batch, the space freed up can be taken up by a new batch. In addition, this method allows automatic, automatic operation that does not require manual intervention.
- a good use of space within the furnace chamber is obtained if the transport device within the furnace chamber has a closed path along which the batches can be moved. This also results in the possibility of moving the batches along the path in such a way that only the shortest distance has to be covered for removal or reloading, because the batches or the empty spaces are from both sides of the loading or removal opening can approach.
- the removal opening and the loading opening can be immediately adjacent or they can be diametrically opposed with respect to the path and the center of the furnace chamber.
- a particularly simple transport device is obtained if, in order to form the closed path in the furnace chamber, there is a cooker which is rotatably mounted about the vertical and which is selectively moved in one or the other direction by a drive device controlled by the control device, or at least in at least one direction is rotatable, with the stove the position transmitter is coupled with means that the control device determines the respective position of the batches or the position of vacancies on the stove.
- the transport device contains pushers or pullers, which transport the batches through the removal or loading opening to or from the cooker.
- the control device can also be combined with a computer which, for each batch located in the furnace chamber, during its presence, from the state variables and the composition of the furnace atmosphere, i.e. their dwell time is determined from their physical and chemical parameters as well as the shape and type of workpiece within the respective batch.
- FIG. 1 shows a furnace system 1 which contains a preheating zone 2 and an industrial furnace 3 connected to the outlet of the preheating zone 2 for heat treatment, in particular metallic workpieces, in which the workpieces are carburized, for example, in an appropriate atmosphere.
- the drives and devices of the preheating zone 2 and the furnace 3 are controlled by means of a computer 4, which is connected to the respective drive means via schematically indicated control lines 5 and 6.
- the computer 4 receives its data and its program via a memory 8 connected via a line 7 and via appropriate sensors.
- the preheating zone 2 has a rectangular preheating chamber 9 lined with heat-insulating material, on one end of which there is a loading opening 11, while on the end of a side wall remote from the loading opening 11 a removal opening 12 is provided. Between the loading opening 11 and the removal opening 12, a grate or stove extends in the preheating chamber 9, on which the batches 13 located in baskets or on pallets gradually move from the loading opening 11 to the removal opening 12. Upstream of the feed opening 11 is a lock 14, which can be optionally locked by means of two doors 15 and 16 on the one hand to the feed opening 11 of the preheating chamber 9 or through the lock door 16 to the outside atmosphere.
- the two lock doors 15 and 16 are assigned electrical or hydraulic drive means, not shown, for opening and closing.
- a hydraulically actuated transverse pusher 17 On a side wall of the lock 14 opposite the loading opening 11 there is provided, for example, a hydraulically actuated transverse pusher 17, with which a batch 18 brought into the chamber of the lock 14 can be pushed through the loading opening 11 onto the hearth of the actual preheating chamber 9 when the lock door 15 is open , at the same time all batches 13 located on this hearth advance by the corresponding amount in the direction of the removal opening 12.
- a further, for example hydraulically actuatable, cross pusher 19 is provided at a location opposite the removal opening 12 in this side wall, which, when activated, shuts down the corresponding batch 13 in front of it from the stove in the preheating chamber 9 transported through the removal opening 12.
- the furnace 3 contains a furnace chamber 21 also lined with heat-insulating material, the interior of which is accessible via a loading opening 22 and a removal opening 23.
- the loading opening 22 of the furnace 3 is connected to the removal opening 12 of the preheating chamber 9, a door 24, which can also be actuated by corresponding drive means, not shown, being arranged between the two openings, through which the interior of the preheating chamber 9 can optionally be shut off from the interior of the furnace chamber 21.
- the door 24 is opened only for transferring the batches 13 from the preheating chamber 9 into the furnace chamber 21.
- the removal opening 23 optionally connects to further treatment devices for the workpieces, which is why the channel leading away from the removal opening 23 is shown broken off.
- the removal opening 23 can also be optionally blocked by a corresponding door 25.
- the space delimited by the lining 28 has a circular plan with an arched ceiling 31.
- a likewise circular rotary hearth 32 projects into the cylindrical space delimited by the brick lining 28 and has a heat-insulating support 33 on its upper side.
- the rotary hearth 32 is rotatably mounted in the base 27 by means of a corresponding vertical bearing 34 about the vertical axis, which runs concentrically to the space delimited by the lining 28.
- a cylindrical circumferential sword 35 is arranged on the underside thereof, which dips into an annular channel 36 filled with oil and open at the top, which is provided on the underside of the rotating hearth 32 and radially laterally over the latter, such as shown, survives.
- Rotary hearth 32 and hood 29 together limit furnace chamber 21.
- a geared motor 37 is fastened in the base 27, the output gear 38 of which meshes with a gear 39 which is non-rotatably connected to the rotary hearth 32 and which is coaxial with the axis of rotation of the rotary hearth 32.
- Geared to the gear 39 is also a rotary angle sensor 41, the electrical output of which is connected to the computer 4 via a connecting line 42, so that it can determine the respective azimuth angle of the rotary hearth 32 via the rotary angle sensor 41.
- end tubes 43 are inserted into the hood 29, in which burners are inserted for heating the furnace atmosphere.
- known devices are provided and electrically connected to the computer 4, which are therefore also not shown in detail.
- the furnace system 1 described so far operates as follows: as soon as a parking space on the rotary hearth 32 has become free as a result of the removal of one of the batches 13, the computer 4 sets the gear motor 37 in motion until the angular position of the rotary hearth reported by the angle transmitter 41 32 for the computer 4 reveals that this vacant parking space is located opposite the loading opening 22. As soon as this position is reached, the geared motor 37 is stopped and the drive for the door 24 is switched on by the computer 4 and the door 24 is opened.
- the batch 13a adjacent to the cross pusher 19 becomes by the cross pusher 19, after the drive has also been switched on by the computer 4, pushed down from the stove in the preheating zone 9 and through the removal opening 12 and the loading opening 22 until the batch 13a has the free space on the rotary hearth 32 has taken.
- the computer 4 After retraction of the cross pusher 19 in the starting position shown in FIG. 1, the computer 4 causes the door 24 to be closed and instead the lock door 15 to be opened, so that the cross pusher 17 after the computer 4 has started its drive which is in the chamber of the lock 14 waiting batch 13b can advance to the stove in the preheating chamber 9. Simultaneously with this, the cross pusher 17 moves all the batches 13 waiting in the preheating chamber 9 one position further until the arrangement shown in FIG. 1 is reached again, in which a batch 13a is positioned in front of the removal opening 12.
- the cross pusher 17 is then withdrawn and the computer 4 causes the lock door 15 to be closed.
- a new batch 13b can now be entered into the free lock 14 after the lock door 16 has been opened.
- the computer 4 From the batch 13a newly transferred to the rotary hearth 32, the computer 4 stores in its working memory 8 the time of transfer to the oven 3 and the angular position of this batch 13a on the rotary hearth 32.
- the computer 4 can calculate the necessary dwell time for each batch on the basis of this data and the physical and chemical parameters of the furnace atmosphere in the furnace 3 determined by him with corresponding known sensors. Since the batches 13 located in the preheating chamber 9 are already heated to the process temperature - the preheating chamber 9 is heated by corresponding heating elements (not illustrated) - the batches 13 which have just been transferred into the furnace chamber also do not influence the process temperature for the immediately adjacent ones, which have been used for a long time Oven 3 batches 13.
- the computer 4 determines, based on the data contained in the memory 8, that the dwell time has expired for one of the batches 13c to 13i located in the furnace 3, it starts the geared motor 37 again in order to rotate the rotary hearth 32 until the respective batch, the residence time of which has expired in the furnace, is on the rotary hearth 32 in front of the removal opening 23.
- the computer 4 has determined that this setting has been reached by means of the rotary angle sensor 41, the geared motor 37 is switched off and the rotary hearth 32 therefore stops.
- the door 25 After the door 25 has been opened, the corresponding batch 13 can be pulled down from the rotary hearth 32 through the removal opening 23 by means of the broken puller 44, in order to be made available for a further processing step. Then the door 25 is closed again; Of course, the door 25 can be a further lock door of a lock, not shown, connected to the removal opening 23 helps prevent a greater loss of furnace atmosphere.
- the now vacant parking space on the rotary hearth 32 can be taken up by a batch 13a advancing from the preheating chamber 9 in the manner described above, for which purpose the computer 4 correspondingly starts the gear motor 37 until the parking space on the rotary hearth 32 in front of the loading opening 22 is located.
- the rotary hearth 32 forms a transport device for the batches 13c to 13i, which can be moved by means of the rotary hearth 32 along a closed path in the chamber of the oven 3.
- control of the rotary hearth 32 provided by the computer 4 can also mean that the rotary hearth 32 rotates continuously during the heat treatment process due to the switched-on gear motor 37 and is only stopped by the computer 4 in the corresponding correct position during the actual loading and unloading process and after that it is constantly started again.
- control system can be designed such that depending on the position of the batch 13c to 13i to be unloaded from the rotary hearth 32, relative to the removal opening 23, it sets the rotary hearth 32 either to the left or to the right, so that in each case only the shortest path has to be covered .
- the loading openings 22 and 23 can diametrically oppose each other with respect to the path given by the rotary hearth 32 or the center of the chamber of the furnace 3 overlap.
- Arrows 45 and 46 indicate the direction of movement of the batches during loading and unloading.
- a double arrow 47 illustrates the optional traveling direction of the batches 13 within the chamber of the furnace 3.
- This arrangement has the advantage that the rotary hearth 32 practically does not have to be moved or only moves a little between the emptying and reloading, since the parking space freed up by the removal is in this way either directly in front of or in the immediate vicinity of the loading opening .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Tunnel Furnaces (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Control Of Heat Treatment Processes (AREA)
- Furnace Details (AREA)
- Heat Treatment Of Articles (AREA)
- Furnace Charging Or Discharging (AREA)
Abstract
Bei einem Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken in einer eine entsprechende Atmosphäre enthaltenen Ofenkammer (21) wird die Atmosphäre auf die jeweilige Prozeßtemperatur aufgeheizt. Die Werkstücke werden in die Ofenkammer (21) eingegeben und verbleiben dort für eine vorbestimmte Zeit. Gleichzeitig werden die Zustandsgrößen und die Zusammensetzung der Ofenatmosphäre geregelt bzw. gesteuert.
Um quasi gleichzeitig Chargen behandeln zu können, die eine unterschiedliche Verweilzeit erfordern, wird jede Charge nach Ablauf einer für sie spezifischen Verweilzeit in der Ofenkammer (21) von den übrigen Chargen unabhängig aus der Ofenkammer entnommen.
Description
- Die Erfindung geht aus von einem Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken mit den Merkmalen des Oberbegriffs des Hauptanspruchs. Ferner betrifft die Erfindung eine Vorrichtung zur Durchführung des Verfahrens, wie sie durch die Merkmale des Oberbegriffs des Anspruchs 5 gekennzeichnet ist.
- Bekanntermaßen wird beim Wärmebehandeln metallischer Werkstücke derart vorgegangen, daß diese Werkstücke zu Losen zusammengetraqen werden, die jeweils bei gleichen Prozeßparametern behandelt werden. Chargen, die gleiche Prozeßparameter und dabei auch insbesondere gleiche Verweilzeit in der Ofenatmosphäre erfordern, werden dann nacheinander einer zumindest quasi kontinuierlich arbeitenden Ofenkammer zugeführt. Die Chargen durchlaufen seriell, d.h. eine hinter der anderen, kontinuierlich oder taktweise bewegt, die Ofenkammer von deren Beschickungsöffnung bis zu ihrer Entnahmeöffnung. Die Weglänge, die die Chargen innerhalb der Ofenkammer zurücklegen in Verbindung mit der Wander- bzw. Taktgeschwindigkeit ergibt die Verweildauer der Chargen innerhalb der Ofenatmosphäre.
- Infolge der seriellen Bewegung sämtlicher in der Ofenkammer befindlicher Chargen ergibt sich bei den bekannten Verfahren zwangsweise eine von Charge zu Charge gleiche Behandlungsdauer in der Ofenkammer, weshalb auch nur Chargen gleichzeitig behandelt werden können, die praktisch dieselben Prozeßbedingungen erfordern.
- Es ist bei den bekannten Öfenlagen kein gemischter Betrieb möglich, in dem Sinne, daß gleichzeitig Chargen behandelt werden, die jeweils voneinander unterschiedliche Verweildauer in der Ofenkammer erfordern.
- Wenn bei den bekannten Ofenanlagen Chargen behandelt werden sollen, die eine andere Verweildauer in der Ofenkammer benötigen, muß zunächst abgewartet werden, bis die letzte Charge aus der Ofenkammer entnommen ist, die noch die alte vorhergehende Prozeßzeit erforderte. Erst dann ist es möglich, mit der Behandlunq der neuen Chargen zu beginnen, deren Verweildauer in der Ofenkammer gegenüber den vorher behandelten Chargen kürzer oder länger ist.
- Ausgehend hiervon liegt der Erfindung die Aufgabe zugrunde, ein Verfahren zum kontinuierlichen Wärmebehandeln von insbesondere metallischen Werkstücken in einer eine entsprechende Atmosphäre enthaltenden Ofenkammer zu schaffen, das beim Übergang von einen Charge auf eine Charge anderer Art keine vorhergehende vollständige Entleerung der Ofenkammer erfordert bzw. das es gestattet, gleichzeitig Chargen unterschiedlicher Art zu behandeln.
- Ferner ist es Aufgabe der Erfindung, eine hierfür geeignete Vorrichtung zur Durchführung des Verfahrens zu schaffen.
- Diese Aufgaben werden erfindungsgemäß durch ein Verfahren mit den Merkmalen des Hauptanspruches und durch eine Vorrichtung mit den Merkmalen des Anspruches 5 gelöst.
- Dadurch, daß eine jede Charge nach Ablauf einer für sie spezifischen Verweilzeit in der Ofenkammer von den übrigen Chargen unabhängig aus der Ofenkammer entnommen wird, ist es nicht mehr notwendig, die Chargen nach Losen mit gleichen Verfahrensparametern zusammenzustellen, um Totzeiten beim Übergang von Chargen der einen Art auf Chargen der anderen Art zu minimieren. Vielmehr können nacheinander Chargen praktisch beliebiger Art eingegeben werden, sobald ein entsprechender Platz in der Ofenkammer frei geworden ist. Es ergibt sich hierdurch eine hohe Flexibilität auch bei der Verwendung kleiner öfen.
- Darüber hinaus hat das neue Verfahren den Vorteil, den Istzustand der Werkstücke pro Charge zu berücksichtigen und dementsprechend individuell die Charge der Ofenatmosphäre ausgesetzt zu lassen. Bei den bekannten Ofenanlagen mußte dagegen auf den zu erwartenden ungünstigsten Fall hin die Verweilzeit bestimmt werden, was dann beispielsweise bei anderen Chargen eine zu ausgeprägte Wärmebehandlung zur Folge hatte.
- Um eine wechselseitige Beeinflussung der Chargen innerhalb der Ofenkammer möglichst auszuschließen, ist es zweckmäßig, wenn eine jede Charge vor ihrem Einbringen in die Ofenkammer in einer Vorheizzone auf die jeweilige Prozeßtemperatur in der Ofenkammer vorgewärmt wird. Es ist damit nicht zu befürchten, daß bereits in der Ofenkammer befindliche Chargen in ihrem Prozeßablauf durch eine in der Nähe angeordnete kalte Charge beeinflußt werden.
- Obgleich es durchaus möglich ist, das neue Verfahren auch dann zu verwenden, wenn sich die Zustandsgrößen und die Zusammensetzungen der Ofenatmosphäre allmählich oder stufenweise verändern, vereinfacht sich beispielsweise die Berechnung der Verweilzeit, wenn die Zustandsgrößen und die Zusammensetzung der Ofenatmosphäre über die Behandlungsdauer einer jeweiligen Charge hinaus konstant gehalten werden.
- Diese Annahme ist auch bei gleitend oder stufenförmig sich ändernden Prozeßparametern gegeben, wenn die Änderung während der Verweildauer der Charge ein bestimmtes Maß nicht überschreitet, d.h. in diesem Falle ist die Ofenatmosphäre hinsichtlich ihrer Zustandsgrößen und Zusammensetzung quasi konstant.
- Einbesonderes flexibles Verfahren, das auch den unterschiedlichsten Werkstückformen gerecht wird, ergibt sich, wenn für eine jede Charge während ihres Verweilens in der Ofenkammer aus den Zustandsgrößen unter Zusammensetzung der Ofenatmosphäre sowie der Werkstückform und -art pro Charge die notwendige Verweildauer berechnet wird. Insbesondere kommt es dann auch nicht unbedingt darauf an, die chemischen und physikalischen Parameter der Ofenatmosphäre ständig innerhalb enger Grenzen konstant zu halten. Darüber hinaus ist gerade durch diese Maßnahme es leicht möglich, den Istzustand der einzelnen Chargen mitzuberücksichtigen.
- Dadurch, daß der Transporteinrichtung eine einen Speicher aufweisende Steuerungseinrichtung zugeordnet ist, ist eine besonders gute Ausnutzung der Transporteinrichtung möglich, weil sofort nach dem Entladen einer Charge deren freiwerdender Platz von einer neuen Charge eingenommen werden kann. Außerdem gestattet dieses Verfahren einen selbsttätigen automatischen Betrieb, der ohne manuelle Eingriffe auskommt.
- Eine gute Raumausnutzung innerhalb der Ofenkammer wird erhalten, wenn die Transporteinrichtung innerhalb der Ofenkammer eine geschlossene Bahn aufweist, längs derer die Chargen bewegbar sind. Auch ergibt sich hierdurch die Möglichkeit, die Chargen längs der Bahn so zu bewegen, daß zur Entnahme bzw. zum erneuten Beladen jeweils nur die kürzeste Wegstrecke zurückzulegen ist, weil sich die Chargen bzw. die Leerplätze von beiden Seiten her der Beschickungs- oder der Entnahmeöffnung nähern können.
- Je nach dem, wie die Platzverhältnisse in der Umgebung der Ofenkammer aussehen, können die Entnahme-und die Beschickungsöffnung unmittelbar benachbart sein oder sie können sich bezüglich der Bahn und der Mitte der Ofenkammer diametral gegenüberliegen.
- Eine besonders einfache Transporteinrichtung ergibt sich, wenn zur Bildung der geschlossenen Bahn in der Ofenkammer ein um die Vertikale drehbar gelagerter Herd vorgesehen ist, der von einer durch die Steuereinrichtung gesteuerten Antriebseinrichtung wahlweise in die eine oder in die andere Richtung,zumindest jedoch in wenigstens eine Richtung drehbar ist, wobei mit dem Herd der Positionsgeber gekuppelt ist, mittels dem die Steuerungseinrichtung die jeweilige Position der Chargen bzw. die Position freier Stellen auf dem Herd bestimmt. Um den Herd zu be- oder entladen, enthält die Transporteinrichtung Stoßer oder Zieher, die die Chargen durch die Entnahme- oder Beschickungsöffnung hindurch auf den Herd bzw. von diesem herunter transportieren.
- Die Steuerungseinrichtung kann auch mit einem Rechner zusammengefaßt sein, der für jede in der Ofenkammer befindliche Charge während deren Anwesenheit aus den Zustandsgrößen und der Zusammensetzung der Ofenatmosphäre, d.h. aus deren physikalischen und chemischen Parametern sowie der Werkstückform und -art innerhalb der jeweiligen Charge deren Verweilzeit ermittelt.
- In der Zeichnung ist ein Ausführungsbeispiel des Gegenstandes der Erfindung dargestellt. Es zeigen jeweils in schematisierter Darstellung:
- Fig. 1 eine Ofenanlage zur Durchführung des Verfahrens-gemäß der Erfindung in einer Draufsicht mit geöffneten Kammern,
- Fig. 2' den eigentlichen Behandlungsofen der Ofenanlage nach Fig. 1 in einem Längsschnitt,
- Fig. 3 den Ofen nach Fig. 2, geschnitten entlang der Linie III-III in einer Ansicht von oben und
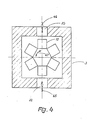
- Fig. 4 in weiter schematisierter Darstellung die
- und 5 quergeschnittene Ofenkammer unter Veranschaulichung unterschiedlicher Lagen der Beschickungs-und Entnahmeöffnung.
- In Fig. 1 ist eine Ofenanlage 1 veranschaulicht, die eine Vorheizzone 2 sowie einen an den Ausgang der Vorheizzone 2 angeschlossenen Industrieofen 3. zum Wärmebehandeln, insbesondere metallischer Werkstücke, enthält, in dem die Werkstücke beispielsweise in einer entsprechenden Atmosphäre aufgekohlt werden. Die Steuerung der Antriebe und Einrichtungen der Vorheizzone 2 und des Ofens 3 erfolgt mittels eines Rechners 4, der über schematisch angedeutete Steuerleitungen 5 und 6 mit den jeweiligen Antriebsmitteln verbunden ist. Seine Daten und sein Programm erhält der Rechner 4 über einen über eine Leitung 7 angeschlossenen Speicher 8 sowie über entsprechende Meßfühler.
- Die Vorheizzone 2 weist eine rechteckige mit wärmeisolierendem Material ausgekleidete Vorheizkammer 9 auf, an deren einer Stirnseite sich eine Beschickungsöffnung 11 befindet, während an dem der Beschickungsöffnung 11 abgelegenen Ende einer Seitenwand eine Entnahmeöffnung 12 vorgesehen ist. Zwischender Beschickungsöffnung 11 und der Entnahmeöffnung 12 erstreckt sich in der Vorheizkammer 9 ein Rost oder Herd, auf dem sich die in Körben oder auf Paletten befindlichen Chargen 13 allmählich von der Beschickungsöffnung 11 zu der Entnahmeöffnung 12 bewegen. Der Beschickungsöffnung 11 vorgelagert ist eine Schleuse 14, die mittels zweier Türen 15 und 16 einerseits zu der Beschickungsöffnung 11 der Vorheizkammer 9 hin bzw. durch die Schleusentür 16 zur Außenatmosphäre hin wahlweise abschließbar ist. Den beiden Schleusentüren 15 und 16 sind zum öffnen und Schließen nicht dargestellte elektrische oder hydraulische Antriebsmittel zugeordnet.
- An einer der Beschickungsöffnung 11 gegenüberliegenden Seitenwand der Schleuse 14 ist ein beispielsweise hydraulisch betätigbarer Querstoßer 17 vorgesehen, mit dem eine in die Kammer der Schleuse 14 gebrachte Charge 18 bei geöffneter Schleusentür 15 auf den Herd der eigentlichen Vorheizkammer 9 durch die Beschickungsöffnung 11 hindurch vorgeschoben werden kann, wobei gleichzeitig sämtliche auf diesem Herd befindliche Chargen 13 um den entsprechenden Betrag in Richtung auf die Entnahmeöffnung 12 vorrücken.
- Um die Chargen 13 aus der Vorheizkammer 9 herauszubefördern, ist an einer der Entnahmeöffnung 12 gegenüberliegenden Stelle in dieser Seitenwand ein weiterer ebenfalls beispielsweise hydraulisch betätigbarer Querstoßer 19 vorgesehen, der bei seiner Aktivierung die entsprechende vor ihm befindliche Charge 13 von dem Herd in der Vorheizkammer 9 herunter durch die Entnahmeöffnung 12 hindurchtransportiert.
- Der Ofen 3 enthält eine ebenfalls mit wärmeisolierendem Material ausgekleidete Ofenkammer 21, deren Inneres über eine Beschickungsöffnung 22 und eine Entnahmeöffnung 23 zugänglich ist. Die Beschickungsöffnung 22 des Ofens 3 ist an die Entnahmeöffnung 12 der Vorheizkammer 9 angeschlossen, wobei zwischen beiden Öffnungen eine ebenfalls durch entsprechende, nicht dargestellte Antriebsmittel betätigbare Tür 24 angeordnet ist, durch die der Innenraum der Vorheizkammer 9 vom Innenraum der Ofenkammer 21 wahlweise abzusperren ist. Lediglich zum Überführen der Chargen 13 aus der Vorheizkammer 9 in die Ofenkammer 21 wird die Tür 24 geöffnet.
- Die Entnahmeöffnung 23 schließt gegebenenfalls an weitere Behandlungseinrichtungen für die Werkstücke an, weshalb der von der Entnahmeöffnung 23 wegführende Kanal abgebrochen veranschaulicht ist. Auch die Entnahmeöffnung 23 ist durch eine entsprechende Tür 25 wahlweise absperrbar.
- Der Aufbau des Ofens 3, der in Fig. 1 stark schematisiert wiedergegeben ist, ist im folgenden anhand der Fig. 2 und 3 erläutert.
- Auf insgesamt vier im Quadrat angeordneten Pfeilern 26 eines Sockels 27 ruht eine mit wärmeisolierendem Material 28 ausgekleidete Haube 29, die nach unten offen ist. Der durch die Auskleidung 28 begrenzte Raum hat einen kreisförmigen Grundriß mit einer gewölbten Decke 31.
- Von unten her ragt in den durch die Ausmauerung 28 begrenzten zylindrischen Raum ein ebenfalls kreisförmiger Drehherd 32, der auf seiner Oberseite eine wärmeisolierende Auflage 33 trägt. Der Drehherd 32 ist mittels eines entsprechenden Vertikallagers 34 in dem Sockel 27 um die vertikale Achse drehbar gelagert, die konzentrisch zu dem durch die Ausmauerung 28 begrenzten Raum verläuft. Zur Abdichtung des Drehheredes 32 gegenüber der Haube 29 ist an deren Unterseite ein zylindrisch umlaufendes Schwert-35 angeordnet, das in einen mit öl gefüllten und nach oben offenen Ringkanal 36 eintaucht, der an der Unterseite desDrehherdes 32 vorgesehen ist und radial über diesen seitlich, wie gezeigt, übersteht. Dreherd 32 und Haube 29 begrenzen zusammen die Ofenkammer 21.
- Zum Antrieb des Drehherdes 32 ist in dem Sockel 27 ein Getriebemotor 37 befestigt, dessen Ausgangszahnrad 38 mit einem mit dem Drehherd 32 drehfest verbundenen Zahnrad 39 kämmt, das koaxial zur Drehachse des Drehherdes 32 ist. Getrieblich mit dem Zahnrad 39 gekuppelt ist ferner ein Drehwinkelgeber 41, dessen elektrischer Ausgang über eine Verbindungsleitung 42 an den Rechner 4 angeschlossen ist, sd daß dieser über den Drehwinkelgeber 41 den jeweiligen Azimutwinkel des Drehherdes 32 ermitteln kann.
- Unterhalb der Decke 31 sind in die Haube 29 endseitig abgeschlossene Rohre 43 eingesetzt, in denen zum Aufheizen der Ofenatmosphäre Brenner eingeschoben sind. Zum Messen und Regeln der physikalischen und chemischen Parameter der Ofenatmosphäre während des Prozeßablaufs sind an sich bekannte Einrichtungen vorgesehen und elektrisch mit dem Rechner 4 verbunden, die deshalb auch nicht weiter im einzelnen gezeigt sind.
- Die insoweit beschrieben Ofenanlage 1 arbeitet folgendermaßen: Sobald auf dem Drehherd 32 ein Stellplatz infolge der Entnahme einer der Chargen 13 frei geworden ist, setzt der Rechner 4 den Getriebemoto-r 37 so lange in Gang, bis die von dem Winkelgeber 41 gemeldete Winkelstellung des Drehherdes 32 für den Rechner 4 erkennen läßt, daß dieser frei gewordene Stellplatz sich gegenüber der Beschickungsöffnung 22 befindet. Sobald diese Position erreicht ist, wird der Getriebemotor 37 stillgesetzt und von dem Rechner 4 der Antrieb für die Tür 24 eingeschaltet und die Tür 24 geöffnet. Durch die nunmehr geöffnete Verbindung zwischen der Entnahmeöffnung 12 der Vorheizkammer 9 und.der Beschickungsöffnung 22 des Ofens 3 wird die dem Querstoßer 19 benachbarte Charge 13a von dem Querstoßer 19,nachdem der Antrieb von diesem ebenfalls über den Rechner 4 eingeschaltet wurde, von dem Herd in der Vorheizzone 9 herunter und durch die Entnahmeöffnung 12 sowie die Beschickungsöffnung 22 hindurchgeschoben, so weit, bis die Charge 13a den freien Stellplatz auf dem Drehherd 32 eingenommen hat. Nach dem Zurückziehen des Querstoßers 19 in die in Fig. 1 gezeigte Ausgangslage veranlaßt der Rechner 4 das Schließen der Tür 24 und stattdessen das öffnen der Schleusentür 15, so daß der Querstoßer 17 nach Ingangsetzen seines Antriebs durch den Rechner 4 die in der Kammer der Schleuse 14 wartende Charge 13b auf den Herd in der Vorheizkammer 9 vorschieben kann. Gleichzeitig damit bewegt der Querstoßer 17 alle in der Vorheizkammer 9 wartenden,Chargen 13 eine Position weiter vor, bis wieder die in Fig. 1 gezeigte Anordnung erreicht ist, bei der eine Charge 13a vor der Entnahmeöffnung 12 positioniert ist.
- Der Querstoßer 17 wird daraufhin zurückgezogen und der Rechner 4 veranlaßt die Schließung der Schleusentür 15. Es kann nunmehr in die freie Schleuse 14 nach öffnen der Schleusentür 16 eine neue Charge 13b eingegeben werden.
- Von der neu auf den Drehherd 32 übergebenen Charge 13a speichert der Rechner 4 in seinem Arbeitsspeicher 8 den Zeitpunkt der Übernahme in den Ofen 3 und die Winkelposition der Lage dieser Charge 13a auf dem Drehherd 32.
- Da der Rechner 4 aufgrund eines wie vorher beschriebenen Vorgangs von jeder der in dem Ofen 3 befindlichen Chargen deren Eingabezeitpunkt in den Ofen 3 und deren Lage auf dem Drehherd 32 kennt, kann der Rechner 4 aufgrund dieser Daten sowie der von ihm mit entsprechenden bekannten Meßfühlern ermittelten physikalischen und chemischen Parametern der Ofenatmosphäre in dem Ofen 3 sowie der zu erreichenden Bedingungen für jede Charge die notwendige Verweilzeit berechnen. Da die in der Vorheizkammer 9 befindlichen Chargen 13 bereits auf die Prozeßtemperatur aufgeheizt werden - die Vorheizkammer 9 wird hierzu durch entsprechende nicht veranschaulichte Heizelemente aufgeheizt - beeinflussen die neu in die Ofenkammer überführten Chargen 13 auch nicht die Prozeßtemperatur für die unmittelbar benachbarten, bereits länger in dem Ofen 3 befindlichen Chargen 13.
- Sobald der Rechner 4 aufgrund der im Speicher 8 enthaltenen Daten feststellt, daß für eine der in dem Ofen 3 befindlichen Chargen 13c bis 13i die Verweilzeit abgelaufen ist, setzt er den Getriebemotor 37 erneut in Gang, um den Drehherd 32 so lange zu drehen, bis die jeweilige Charge, deren Verweilzeit in dem Ofen abgelaufen ist, sich auf dem Drehherd 32 vor der Entnahmeöffnung 23 befindet. Wenn der Rechner 4 mittels des Drehwinkelgebers 41 das Erreichen dieser Einstellung ermittelt hat, wird der Getriebemotor 37 abgeschaltet und der Drehherd 32 bleibt deswegen stehen. Nach öffnen der Tür 25 kann mittels des abgebrochen veranschaulichten Querziehers 44 die entsprechende Charge 13 von dem Drehherd 32 durch die Entnahmeöffnung 23 hindurch heruntergezogen werden, um für einen weiteren Verarbeitungsschritt bereitgestellt zu werden. Danach wird die Tür 25 wieder geschlossen; selbstverständlich kann die Tür 25 eine weitere Schleusentür einer an die Entnahmeöffnung 23 angeschlossenen nicht gezeigten Schleuse sein, die einen größeren Verlust an Ofenatmosphäre verhindern hilft.
- Der nunmehr frei gewordene Stellplatz auf dem Drehherd 32 kann von einer aus der Vorheizkammer 9 in der oben beschriebenen Weise nachrückenden Charge 13a eingenommen werden, wozu der Rechner 4 entsprechend den Getriebemotor 37 in Gang setzt, bis sich der Stellplatz auf dem Drehherd 32 vor der Beschickungsöffnung 22 befindet.
- Der Drehherd 32 bildet bei dieser Anordnung eine Transportvorrichtung für die Chargen 13c bis 13i, die mittels des Drehherdes 32 längs einer geschlossenen Bahn in der Kammer des Ofens 3 zu bewegen sind.
- Ersichtlicherweise kann die von dem Rechner 4 vorgesehene Steuerung des Drehherdes 32 auch dahin gehen, daß sich der Drehherd 32 aufgrund des eingeschalteten Getriebemotors 37 während des Wärmebehandlungsprozesses ständig dreht und von dem Rechner 4 lediglich während des eigentlichen Be- und Entladevorgangs in der entsprechenden richtigen Position angehalten und danach wieder ständig in Gang gesetzt wird. Weiterhin kann die Steuerung so ausgelegt werden, daß sie je nach Lage der von dem Drehherd 32 zu entladenden Charge 13c bis 13i relativ zu der Entnahmeöffnung 23 den Drehherd 32 entweder links oder rechts herum in Gang setzt, so daß jeweils nur der kürzeste Weg zurückzulegen ist.
- Wie die stark schematisierten Figuren 4 und 5 des Ofens 3 zeigen, können sich die Beschickungsöffnungen 22 und 23 bezüglich der durch den Drehherd 32 gegebenen Bahn bzw. der Mitte der Kammer des Ofens 3 diametral gegenüberliegen. Dies zeigt im übrigen auch das vorhergehend beschriebene Ausführungsbeispiel . Pfeile 45 und 46 deuten dabei die Bewegungsrichtung der Chargen beim Be- bzw. Entladen an. Ein Doppelpfeil 47 hingegen veranschaulicht die wahlweise Wanderrichtung der Chargen 13 innerhalb der Kammer des Ofens 3. Abweichend von der Anordnung nach Fig. 4 ist es aber auch möglich, die Beschickungs- und die Entnahmeöffnung zu einer gemeinsamen öffnung 47 zu kombinieren bzw. diese beiden öffnungen unmittelbar benachbart anzuordnen. Diese Anordnung hat den Vorteil, daß der Drehherd 32 zwischen dem Entleeren und dem erneuten Beladen praktisch nicht oder nur ein geringes Stück bewegt werden muß, da sich der durch die Entnahme frei gewordene Stellplatz auf diese Weise entweder unmittelbar vor oder in unmittelbarer Nähe der Beschickungsöffnung befindet.
- In jedem Falle ist es mittels der beschriebenen Ofenanlage 1 möglich, in dem Ofen 3 gleichzeitig Chargen 13 zu behandeln, die eine unterschiedliche Verweildauer in der Kammer des Ofens 3 erfordern, da die Chargen 13 unabhängig voneinander entladen werden können, wobei die durch den Rechner 4 gebildete Steuerungseinrich-' tung in ihrem Speicher 8 die notwendigen Informationen über Position und Verweildauer einer jeweils in dem Ofen 3 befindlichen Charge enthält. Während des Entladens einer Charge 13, läuft, wie aus dem Obigen ohne weiteres ersichtlich ist, der Wärmebehandlungsprozeß für die übrigen auf dem Drehherd 32 befindlichen Chargen 13c bis 13i weiter. Bei entsprechender Planung ist es sogar möglich, nacheinander Chargen zu behandeln, die eine unterschiedliche Zusammensetzung der Ofenatmosphäre erfordern, beispielsweise indem die jeweiligen Chargen dann zugegeben werden, wenn die für sie günstigste Atmosphärenzusammensetzung erreicht ist, während andere in dem Ofen 3 befindliche Chargen über eine längere Zeit verweilen, um so die Änderung der Atmosphärenbedingung für diese Chargen auszunutzen.
Claims (13)
1. Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken in einer eine entsprechende Atmosphäre enthaltenden Ofenkammer, bei dem die Atmosphäre auf die jeweilige Prozeßtemperatur aufgeheizt wird, die Werkstücke in die Ofenkammer eingegeben werden und dort für eine vorbestimmte Zeit verbleiben, während gleichzeitig die Zustandsgrößen und die Zusammensetzung der Ofenatmosphäre geregelt bzw. gesteuert wird, dadurch gekennzeich- net, daß eine jede Charge nach Ablauf einer für sie spezifischen Verweilzeit in der Ofenkammer von den übrigen Chargen unabhängig aus der Ofenkammer entnommen wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß jede Charge vor ihrem Einbringen in die Ofenkammer in einer Vorheizzone auf die Prozeßtemperatur in der Ofenkammer vorgewärmt wird.
3. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die physikalischen und chemischen Parameter der Ofenatmosphäre über die Bearbeitungsdauer einer Charge hinaus konstant gehalten werden.
4. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß für eine jede Charge während ihres Verweilens in der Ofenkammer aus den Zustandsgrößen und der Zusammensetzung der Ofenatmosphäre sowie der Werkstückform und -art pro Charge die notwendige Verweildauer errechnet wird.
5. Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, mit einer Ofenkammer, die zur Eingabe der Chargen in die Ofenkammer eine Beschickungsöffnung und zur Entnahme der Chargen eine Entnahmeöffnung aufweist, einem in der Ofenkammer angeordneten Herd, auf dem sich während der Wärmebehandlung die Chargen befinden, einer Transporteinrichtung, mittels der die Chargen durch die Beschickungsöffnung in die Ofenkammer, durch die Ofenkammer hindurch und aus der Ofenkammer heraustransportierbar sind, sowie mit einer Regeleinrichtung zum Einregeln der Zustandsgrößen und der Zusammensetzung der Ofenatmosphäre, dadurch gekennzeichnet, daß der Transporteinrichtung (32, 37) eine einen Speicher (8) aufweisende Steuerungseinrichtung (4) zugeordnet ist, die in ihrem Speicher für eine jede in der Ofenkammer (21) befindliche Charge (13c bis 13i), deren Position in der Ofenkammer (21) sowie die zu der Charge (13c bis 13i) gehörige Verweilzeit enthält, und die nach Ablauf einer jeweiligen Verweilzeit die Transporteinrichtung (32, 37) selbsttätig derart steuert, daß durch diese die Charge (13c bis 13i), deren Verweilzeit abgelaufen ist, unabhängig von den übrigen Chargen aus der Ofenkammer (21) heraus transportierbar ist.
6. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß der Transporteinrichtung (32, 37) ein Positionsgeber (41) zugeordnet ist, der an die Steuereinrichtung (4) angeschlossen und mittels dem durch die Steuereinrichtung (4) die Position einer jeweiligen Charge (13c bis 13i) bzw. freien Stelle für die Chargen in der Ofenkammer'(21) bestimmbar ist.
7. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Transporteinrichtung (32, 37) innerhalb der Ofenkammer (21) eine geschlossene Bahn aufweist, längs derer die Chargen (13c bis 13i) bewegbar sind.
8. Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß sich die Beschickungsöffnung (22) und die Entnahmeöffnung (23) bezüglich der Bahn für die Chargen (13c bis 13i) diametral gegenüberliegen und sich die Bahn von -der Beschickungsöffnung (22) bis zu der Entnahmeöffnung (23) erstreckt.
9. Vorrichtung nach Anspruch 7,. dadurch gekennzeichnet, daß die Beschickungsöffnung (22) und die Entnahmeöffnung (23) in der Ofenkammer (21) nebeneinander angeordnet sind.
10. Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Transporteinrichtung zur Bildung der geschlossenen Bahn einen in der Ofenkammer (21) drehbar gelagerten Herd (32) enthält, der von einer durch die Steuereinrichtung (4) gesteuerten Antriebseinrichtung (37) wahlweise in die eine oder die andere Richtung zumindest jedoch in eine Richtung drehbar ist, und daß mit dem Herd (32) der Positionsgeber (41) gekuppelt ist, mittels dem durch die Steuereinrichtung (4) die jeweilige Position der Chargen (13c bis 13i) bzw. die Position freier Stellen auf dem Herd (32) bestimmbar ist.
11. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Transporteinrichtung zum Beschicken bzw. Entladen ihrer endlosen Bahn einen Stoßer (19) bzw. einen Zieher (44) enthält.
12. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß an die Beschickungsöffnung (22) der Ofenkammer (21) eine eine eigene Beschickungsöffnung (11) aufweisende Vorheizkammer (9) angeschlossen ist.
13. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Steuereinrichtung einen Rechner (4) enthält, der für jede in der Ofenkammer (21) befindliche Charge (13c bis 13i) während deren Anwesenheit in der Ofenkammer (21) aus den Zustandsgrößen und der Zusammensetzungen der Ofenatmosphäre sowie der Werkstückform und -art der jeweiligen Charge (13c bis 13i) deren Verweilzeit ermittelt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3506131A DE3506131C1 (de) | 1985-02-22 | 1985-02-22 | Verfahren zum Waermebehandeln von insbesondere metallischen Werkstuecken und Vorrichtung zur Durchfuehrung des Verfahrens |
| DE3506131 | 1985-02-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0192933A2 true EP0192933A2 (de) | 1986-09-03 |
| EP0192933A3 EP0192933A3 (de) | 1988-08-31 |
Family
ID=6263222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86100308A Withdrawn EP0192933A3 (de) | 1985-02-22 | 1986-01-11 | Verfahren zum Wärmebehandeln von insbesondere metallischen Werkstücken und Vorrichtung zur Durchführung des Verfahrens |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0192933A3 (de) |
| JP (1) | JPS61231121A (de) |
| DE (1) | DE3506131C1 (de) |
| DK (1) | DK34286A (de) |
| NO (1) | NO860197L (de) |
| PL (1) | PL258076A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112964067A (zh) * | 2021-02-23 | 2021-06-15 | 内蒙古工业大学 | 一种冶金炉加料设备 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3640325C1 (de) * | 1986-11-26 | 1988-02-04 | Ipsen Ind Internat Gmbh | Vorrichtung zur Waermebehandlung metallischer Werkstuecke in einer Kohlungsatmosphaere |
| US4763880A (en) * | 1987-04-03 | 1988-08-16 | Holcroft/Loftus Inc. | Rotary hearth multi-chamber, multi-purpose furnace system |
| US5187670A (en) * | 1990-11-05 | 1993-02-16 | Caterpillar Inc. | Control system for scheduling parts in a heat-treating process |
| DE4431608C5 (de) * | 1994-09-06 | 2004-02-05 | Aichelin Gmbh | Verfahren und Vorrichtung zum Wärmebehandeln metallischer Werkstücke |
| RU2151215C1 (ru) * | 1998-06-15 | 2000-06-20 | Краснов Виктор Дмитриевич | Агрегат химико-термической обработки с нагревателем в слое катализатора |
| DE19928990C2 (de) * | 1999-06-24 | 2002-04-11 | Siemens Ag | Drehofen |
| RU2236471C1 (ru) * | 2003-01-14 | 2004-09-20 | Погорелко Михаил Павлович | Безретортный эндогенератор конструкции погорелко |
| DE102012019653A1 (de) | 2012-10-08 | 2014-04-10 | Ipsen International Gmbh | Gasdichter schutzgasbegaster Industrieofen, insbesondere Kammerofen, Durchstoßofen, Drehherdofen oder Ringherdofen |
| AT524549B1 (de) * | 2021-10-15 | 2022-07-15 | Ebner Ind Ofenbau | Industrieofenanlage |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1216910B (de) * | 1960-03-05 | 1966-05-18 | Erich Menzel | Beschickungs- und Entnahmeeinrichtung fuer Drehherdoefen zum Erwaermen von Knueppeln, Spaltstuecken oder aehnlichen Teilen |
| FR1560499A (de) * | 1967-02-15 | 1969-03-21 | ||
| JPS6010093B2 (ja) * | 1978-01-09 | 1985-03-15 | 住友金属工業株式会社 | 回転炉等連続加熱炉の運転制御方法 |
| US4288062A (en) * | 1979-08-09 | 1981-09-08 | Holcroft | Apparatus for control and monitoring of the carbon potential of an atmosphere in a heat-processing furnace |
| DE3037643A1 (de) * | 1980-10-04 | 1982-05-13 | Linde Ag, 6200 Wiesbaden | Verfahren und vorrichtung zum entkohlenden oder kohlungsneutralen gluehen von metallteilen |
| DE8421677U1 (de) * | 1984-07-20 | 1985-01-03 | Ipsen Industries International Gmbh, 4190 Kleve | Drehherdofen zur waermebehandlung metallischer werkstuecke |
-
1985
- 1985-02-22 DE DE3506131A patent/DE3506131C1/de not_active Expired
-
1986
- 1986-01-11 EP EP86100308A patent/EP0192933A3/de not_active Withdrawn
- 1986-01-21 NO NO860197A patent/NO860197L/no unknown
- 1986-01-22 DK DK34286A patent/DK34286A/da not_active Application Discontinuation
- 1986-01-22 JP JP61011821A patent/JPS61231121A/ja active Granted
- 1986-02-21 PL PL25807686A patent/PL258076A1/xx unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112964067A (zh) * | 2021-02-23 | 2021-06-15 | 内蒙古工业大学 | 一种冶金炉加料设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0192933A3 (de) | 1988-08-31 |
| JPH0465889B2 (de) | 1992-10-21 |
| DK34286D0 (da) | 1986-01-22 |
| DK34286A (da) | 1986-08-23 |
| NO860197L (no) | 1986-08-25 |
| PL258076A1 (en) | 1986-12-16 |
| DE3506131C1 (de) | 1986-05-22 |
| JPS61231121A (ja) | 1986-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69509613T2 (de) | Bäckereiofen zum kontinuierlichen Kochen von Back- oder Konditorwaren oder ähnlichen | |
| DE102006020781B3 (de) | Ofen | |
| DE3506131C1 (de) | Verfahren zum Waermebehandeln von insbesondere metallischen Werkstuecken und Vorrichtung zur Durchfuehrung des Verfahrens | |
| DE102013108410B3 (de) | Verfahren zum Brennen und Kühlen von Karbonatgesteinen in einem Gleichstrom-Regenerativ-Kalkschachtofen sowie ein Gleichstrom-Regenerativ-Kalkschachtofen | |
| DE2604667C3 (de) | Drehherdofen | |
| DE3215509C2 (de) | ||
| EP0621904B1 (de) | Vorrichtung zur wärmebehandlung metallischer werkstücke | |
| EP0216392B1 (de) | Behandlungsverfahren für verschiedene Produkte sowie Behandlungsvorrichtung zur Durchführung des Verfahrens | |
| EP0236666B1 (de) | Arbeitsverfahren zum Aufheizen von in Stranggusseinrichtungen gegossenen oder in Umformeinrichtungen umgeformten Halbzeugen für deren Einbringen in Umform- und/oder Weiterverarbeitungseinrichtungen | |
| DE3435376C2 (de) | Verfahren zur Wärmebehandlung von Werkstücken | |
| DE4213936A1 (de) | Waermebehandlungssystem | |
| DE3726802A1 (de) | Verfahren zum waermebehandeln von metallischen werkstuecken sowie vorrichtung zur durchfuehrung des verfahrens | |
| DE2846818C2 (de) | Vorrichtung zum Aufheizen von kalten und/oder warmen Stahlblöcken | |
| DE3209245C2 (de) | ||
| DE1758011B1 (de) | Durchlaufofen zum Aufkohlen oder Karbonitrieren | |
| EP0554559B1 (de) | Verfahren und Einrichtung zur Mikrowellenbeaufschlagung, insbesondere zum Trocknen | |
| DE19858582C2 (de) | Anlage zum thermischen Behandeln von metallischen Werkstücken | |
| DE3410896A1 (de) | Verfahren zur thermischen und/oder chemischen behandlung von koernigem, granuliertem oder stueckigem gut | |
| DE618872C (de) | Drehrohrofen | |
| DE3314943A1 (de) | Vorrichtung und verfahren zur beschickung elektrothermischer schmelzoefen | |
| DE722948C (de) | Ofen zum abwechselnden Erwaermen und Abkuehlen des Gluehgutes | |
| DE68906359T2 (de) | Ofen zum Wärmen, Halten und Speichern metallurgischer Produkte. | |
| DE1417551A1 (de) | Verfahren und Anlage zur Herstellung von Backwaren | |
| DE102004060354B4 (de) | Anlage für Wärmebehandlungen von Metallen, insbesondere für das Härten und das Vergüten von Stahl | |
| DE70654C (de) | Ofenanlage zum Rösten, Brennen oder Trocknen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19880802 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: RASTELLI, OTTO |