EP0100400B1 - Verfahren zur elektrolytischen Abscheidung von Metallen aus wässrigen Lösungen der Metallsalze auf Stahlband und Vorrichtung zur Durchführung des Verfahrens - Google Patents
Verfahren zur elektrolytischen Abscheidung von Metallen aus wässrigen Lösungen der Metallsalze auf Stahlband und Vorrichtung zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP0100400B1 EP0100400B1 EP83104257A EP83104257A EP0100400B1 EP 0100400 B1 EP0100400 B1 EP 0100400B1 EP 83104257 A EP83104257 A EP 83104257A EP 83104257 A EP83104257 A EP 83104257A EP 0100400 B1 EP0100400 B1 EP 0100400B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- band
- electrolyte
- electrolysis cell
- flow
- steel band
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 33
- 239000010959 steel Substances 0.000 title claims abstract description 33
- 238000000034 method Methods 0.000 title claims abstract description 20
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 14
- 239000002184 metal Substances 0.000 title claims abstract description 14
- 239000007864 aqueous solution Substances 0.000 title claims abstract description 4
- 150000002739 metals Chemical group 0.000 title claims abstract description 4
- 230000008021 deposition Effects 0.000 title description 4
- 239000003792 electrolyte Substances 0.000 claims abstract description 42
- 238000005868 electrolysis reaction Methods 0.000 claims abstract description 30
- 150000003839 salts Chemical class 0.000 claims abstract description 3
- 238000005265 energy consumption Methods 0.000 claims abstract 2
- 238000005507 spraying Methods 0.000 claims abstract 2
- 230000005484 gravity Effects 0.000 claims 2
- 238000005246 galvanizing Methods 0.000 description 6
- 238000001465 metallisation Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 229910021645 metal ion Inorganic materials 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000007785 strong electrolyte Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/08—Electroplating with moving electrolyte e.g. jet electroplating
Definitions
- Electrolytically refined, in particular electrolytically galvanized, steel sheet which is produced on continuously operating systems, is increasingly being used for the manufacture of household and electrical appliances and in the automotive industry.
- Two-sided or only one side of electrolytically galvanized sheet steel is given an active corrosion protection by the coating and offers an excellent primer for subsequent painting or coating.
- the electrolytic metal deposition is to be carried out with high current densities without dendritic crystal growth, usually referred to as burning, or a significant decrease in the current efficiency, the mass transfer to the cathode must be improved. It can be assumed that the metal ion concentration in the electrolyte and its temperature have already been largely optimized in the existing electrolytic strip galvanizing plants. The most important measure to achieve high current densities is therefore to reduce the diffusion layer thickness on the cathode, i.e. H. the steel strip while at the same time preventing an impermissibly large metal ion depletion of the electrolyte near the cathode.
- the reduction of the flow limit and thus the diffusion layer thickness is preferably carried out hydrodynamically, which is to be understood as a targeted electrolyte movement.
- the device known from DE-A) -30 17079 is characterized by horizontal band guidance in the finishing cell, line-contacting current rollers for current transmission to the steel band, insoluble anodes arranged under the band and soluble anodes arranged above the band, which can be tracked according to the processing which can be partially connected to the power source and the attachment of nozzles for adjusting the flow between the anodes or the anodes and the steel strip to be refined.
- Such a device leads to problems in keeping the metal ion content constant during electrolysis.
- the different voltage drop between insoluble anodes and strip or soluble anodes and strip that occurs due to the construction leads to difficulties in keeping constant or adjusting the necessary distances between the respective anodes and the steel strip to be refined.
- a further disadvantage of this device is the gas evolution which occurs at the insoluble anode, which leads to gas bubbles settling on the surface of the strip under the steel strip to be refined and can lead to coating defects.
- a horizontal electrolysis cell construction usually has the defect that metal particles separating from the soluble anodes settle on the strip surface to be finished and can lead to strip surface defects there.
- the further method with horizontal belt guidance known from DE-AI-2917 630 is characterized by a strong electrolyte flow opposite to the belt running direction, directed parallel to the belt, the steel belt to be refined being guided in the middle between insoluble anodes.
- the zinc is dissolved in order to keep the zinc ion content constant in the electrolyte by chemically dissolving preferably zinc slag in the bypass in appropriate facilities.
- the disadvantages of this method are that the metal ion content of the electrolyte is reduced over the refining section, which leads to increasing gas bubble loading for less than optimal use of the refining section.
- the process according to DE-PS 1621 184 is characterized by a radial belt guide in the finishing area. In the tightened case, the current transfer to the belt also takes place through the deflection roller. With all processes with radial belt guidance, only one-sided belt finishing is possible in one cell. A double-sided finishing makes double Cell count required.
- the method known from DE-AI-31 08 615 is characterized by a vertical strip guide in the finishing zone and an inflow of electrolyte onto the strip surface through insoluble anodes provided with corresponding openings.
- insoluble anodes provided with corresponding openings.
- flow dead spaces cannot be avoided due to the flow of the strip to be refined through the anodes.
- the complicated design of the anodes requires the use of insoluble anodes, which means that the known measures for the use of insoluble anodes are required.
- DE-AI-31 08 615 shows a device for the electrolytic treatment of a metal strip, which is characterized by a container for defining an electrolytic treatment space for the metal strip, a plurality of conductive rollers which are arranged along a transport path of the metal strip which extends through the treatment space , at least a pair of electrode pads, each pair being located between the conductive rollers, spaced from the transport path of the metal strip, and the electrode pads facing each other, each electrode pad being provided with at least one slot through which the electrolyte is forced out to the surface of the metal strip means that a sufficiently high static pressure of the expelled electrolyte forms to hold the metal strip in the space between the electrode pad during the transport, a device for supplying the electrolyte to and through each slot Device for applying a voltage between at least one of the conductive rollers and the electrode pads.
- this known device has the disadvantage that the electrolyte is pumped completely through the electrode cushions against the metal strip to be treated, with the result that insoluble anodes have to be used in the electrolytic metal deposition.
- the escape of the treatment liquid from slots in the electrode cushions does not lead to a uniform flow state of the liquid over the entire surface of the electrode cushions, as a result of which zones with a strong and also with a weak relative flow are created.
- the device for carrying out the method in the form of at least one electrolysis cell which encloses the steel strip, formed from the anodes and the flow shaft walls, is characterized in that electrolyte feed devices are attached to the narrow sides of the electrolysis cell, which are not covered by anodes, through which a subset of the total circulated The amount of electrolyte can be fed in the direction of the band edge, and that a further feed device is attached to one of the cell ends (band entry or exit), through which the remaining part of the total amount of electrolyte circulated can be supplied along the band running plane.
- the method and device according to the invention enable electrolytic metal deposition with high current densities with the least possible use of energy for the flow and the smallest possible anode / cathode spacing with the use of preferably soluble anodes, the current being transferred to the steel strip as close as possible to the refining section in order to avoid the To minimize tension loss in the steel strip.
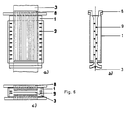
- the electrolytic cell 1 (FIG. 6) is formed from a shaft, which is preferably made of plastic. Soluble anodes 8 are inserted into the shaft and can be tracked from the outside in accordance with their processing. The anodes 8 are preferably made from strips so that they can be easily adapted to the actual bandwidths.
- the electrolyte supply of the main stream takes place either from above, so that the electrolyte outlet speed is influenced by free fall, or from below, so that the electrolyte flow rate is generated by a pump, not shown.
- the electrolyte When the electrolyte is fed into the top of the electrolytic cell 1, the electrolyte can be inclined sezelle 1 the exit speed can be set without changing the lower cell seal (Fig. 3).
- the parallel flow to the steel strip 3 is influenced by partial electrolyte flows flowing in transversely to the strip running direction, preferably via nozzles 9, in order to generate a sufficiently uniform turbulence over the entire cell area.
- the direction of flow of the nozzles 9 can be changed so that an optimal degree of turbulence can be set.
- the flow rate in the electrolysis cell is regulated by a device (not shown) for changing the electrolyte outlet gap at the lower end of the electrolysis cell.
- This device can be of a mechanical and / or fluidic type (gas flow, liquid flow). In high-speed systems, it is preferable to work with a fluidic seal in order to avoid surface damage.
- electrolysis cells 1 For a finishing plant, several such electrolysis cells 1 are preferably connected in series and the electrolyte reflux can either be carried out jointly for all electrolysis cells 1, as shown in FIG. 1, or respectively for electrolysis cells 1 arranged in pairs in accordance with FIG. 2 can be proceeded according to Fig. 3. Collection tanks 5 for the electrolyte 4 are arranged under the electrolysis cells 1. The necessary pumping devices are not shown.
- the current is transmitted either by looping or by line contact with current rollers 2 in a vertical or inclined arrangement.
- the current rollers 2 are arranged both above and below the electrolysis cell 1 (Fig. 1-5).
- FIG. 4 and 5 show the use of line-contacting current rollers 2.
- FIG. 4 shows the use of two line-contacting current rollers 2 with opposing pressure rollers 10.
- the large deflection rollers 6 serve to guide the steel strip 3.
- FIG. 5 shows an arrangement of line-contacting current rollers 2 as counter-rollers for the deflection rollers 6. With this arrangement it is possible to reduce the overall height of the system.
- FIG. 6 shows a sketch of the electrolytic cell 1, from which the arrangement of the anodes 8 and the nozzles 9 used to generate the cross flow can be seen.
- the method according to the invention has been tested with a pilot plant for electrolytic strip galvanizing with an electrolytic cell 1 according to FIGS. 3 and 6.
- the steel strip 3 has been degreased, rinsed, pickled in dilute sulfuric acid, rinsed, then galvanized on both sides, rinsed and dried.
- the current densities shown in FIG. 7 could be achieved.
- the quality of the galvanizing is in accordance with the conventional electrolytic galvanizing.
- the voltage loss at the greatest achievable current density was i. M. 28 V. It can be seen that favorable flow conditions for electrolytic zinc deposition on steel strips are already evident in i. M 40% nozzle flow, based on the total flow rate, can be achieved.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Electrolytic Production Of Metals (AREA)
Description
- Verfahren zur elektrolytischen Abscheidung von Metallen aus wässrigen Lösungen der Metallsalze auf Stahlband und Vorrichtung zur Durchführung des Verfahrens.
- Elektrolytisch veredeltes, insbesondere elektrolytisch verzinktes Stahlblech, das auf kontinuierlich arbeitenden Anlagen hergestellt wird, gelangt in zunehmendem Maße für die Herstellung von Haushalt- und Elektrogeräten und in der Automobilindustrie zum Einsatz. Zweiseitig oder nur auf einer Seite elektrolytisch verzinktes Stahlblech erhält durch den Überzug einen aktiven Korrosionsschutz und bietet einen ausgezeichneten Haftgrund für nachträgliche Lackierungen bzw. Beschichtungen.
- Es gibt bereits eine Anzahl von leistungsfähigen elektrolytischen Breitband-Verzinkungsanlagen, die sich im wesentlichen in der Bauweise der Verzinkungszellen (vertikale, horizontale oder radiale Bandführung im Elektrolysebereich) unterscheiden. Die heute üblichen maximalen Stromdichten liegen in einem Bereich zwischen etwa 50 und 100 A/dm2.
- Durch die Entwicklung eines Verfahrens und einer Vorrichtung zur elektrolytischen Abscheidung mit großen kathodischen Stromdichten kann entweder die zum Erzeugen einer größeren Zinkauflage erforderliche Elektrolysestrecke und damit der eigentliche Behandlungsteil verkürzt oder die Bandgeschwindigkeit, d. h. die Durchsatzleistung, gesteigert werden.
- Wenn die elektrolytische Metallabscheidung mit großen Stromdichten erfolgen soll, ohne daß ein dendritisches Kristallwachstum, gewöhnlich als Anbrennung bezeichnet, oder ein deutliches Absinken der Stromausbeute eintritt, muß der Stofftransport zur Kathode verbessert werden. Es ist davon auszugehen, daß bei den bestehenden elektrolytischen Bandverzinkungsanlagen die Metallionenkonzentration im Elektrolyten und dessen Temperatur schon weitgehend optimiert worden sind. Die wichtigste Maßnahme zum Erreichen großer Stromdichten ist deshalb das Verkleinern der Diffusionsschichtdicke auf der Kathode, d. h. dem Stahlband unter gleichzeitiger Verhinderung einer unzulässig großen Metalionenverarmung des Elektrolyten in Kathodennähe.
- Die Verkleinerung der Strömungsgrenz- und damit der Diffusionsschichtdicke erfolgt vorzugsweise hydrodynamisch, worunter eine gezielte Elektrolytbewegung zu verstehen ist.
- Ein Vergrößern der Stromdichte ist jedoch nur dann sinnvoll, wenn es gleichzeitig gelingt, den Spannungsverlust in der Elektrolysezelle durch Optimierung der Bauweise zu verringern. Bei der Optimierung muß die Stromübertragung von den Stromrollen zum Stahlband, die Verringerung und Anpassung der Anodenabstände zum Stahlband und die Beaufschlagung des Stahlbandes mit einer gerichteten Elektrolytströmung Berücksichtigung finden. In diese Überlegungen ist die geeignete Gestaltung und Art der Anode mit einzubeziehen.
- Die Durchführung von ein- und zweiseitiger Veredelung muß gewährleistet sein.
- Zur Realisierung der Metallabscheidung mit hohen Stromdichten sind zahlreiche Zellenbauformen vorgeschlagen worden.
- Die aus der DE-A)-30 17079 bekannte Vorrichtung ist gekennzeichnet durch horizontale Bandführung in der Veredelungszelle, linienberührende Stromrollen zur Stromübertragung auf das Stahlband, durch unter dem Band angeordnete unlösliche Ano-den und über dem Band angeordnete, entsprechend der Abarbeitung nachführbare lösliche Anoden, die partiell an die Stromquelle angeschlossen werden können und das Anbringen von Düsen zur Strömungseinstellung zwischen den Anoden bzw. den Anoden und dem zu veredelnden Stahlband.
- Eine solche Vorrichtung führt zu Problemen bei der Konstanthaltung des Metallionengehaltes bei der Elektrolyse. Der konstruktionsbedingt eintretende unterschiedliche Spannungsabfall zwischen unlöslichen Anoden und Band bzw. löslichen Anoden und Band führt zu Schwierigkeiten beim Konstanthalten bzw. Einstellen der notwendigen Abstände zwischen den jeweiligen Ano-den und dem zu veredelnden Stahlband. Nachteilig ist bei dieser Vorrichtung darüber hinaus die an der unlöslichen Anode entstehenden Gasentwicklung, die dazu führt, daß Gasbläschen sich unter dem zu veredelnden Stahlband auf der Bandoberfläche absetzen und zu Beschichtungsfehlern führen können. Eine horizontale Elektrolysezellenbauweise besitzt überlichweise den Mangel, daß sich von den löslichen Anoden abtrennende Metallpartikel auf die zu veredelnde Bandoberfläche setzen und dort zu Bandoberflächenfehlern führen können.
- Das aus der DE-AI-2917 630 bekannte weitere Verfahren mit horizontaler Bandführung ist gekennzeichnet durch eine starke Elektrolytströmung entgegengesetzt zur Bandlaufrichtung, parallel zum Band gerichtet, wobei das zu veredelnde Stahlband in der Mitte zwischen unlöslichen Ano-den geführt wird. Die Lösung des Zinks zur Konstanthaltung des Zinkionengehaltes im Elektrolyten erfolgt durch chemisches Lösen von vorzugsweise Zinkschlacke im Bypass in entsprechenden Einrichtungen. Die Nachteile dieses Verfahrens bestehen darin, daß sich der Metallionengehalt des Elektrolyten über die Veredelungsstrecke verringert, was zu einer nicht optimalen Ausnutzung der Veredelungsstrecke zunehmende Gasblasenbeladung auftreten.
- Das Verfahren nach der DE-PS 1621 184 ist gekennzeichnet durch eine radiale Bandführung im Veredelungsbereich. In dem angezogenen Fall erfolgt die Stromübertragung auf das Band ebenfalls durch die Umlenkrolle. Bei allen Verfahren mit radialer Bandführung ist in einer-Zelle nur eine einseitige Bandveredelung möglich. Eine zweiseitige Veredelung macht die doppelte Zellenzahl erforderlich.
- Ein weiteres aus der DE-AI-2714491 bekanntes Verfahren ist gekennzeichnet durch eine horizontale Bandführung, wobei das Band nur von unten mit Elektrolyt benetzt und mit einer Düse von unten angeströmt wird. Hiermit ist auch nur eine einseitige Bandveredelung möglich. Der Stoffübergang bei diesem Verfahren kann gegenüber dem konventionellen Stand nicht wesentlich vergrößert werden, da die Anströmung nicht mit ausreichend großer Geschwindigkeit erfolgt, um zu verhindern, daß Elektrolyt auf die nicht zu benetzende Rückseite des Bandes gelangt und dort zu einer ungewollten Abscheidung führt.
- Weiter ist das aus der DE-AI-31 08 615 bekannte Verfahren gekennzeichnet durch eine vertikale Bandführung in der Veredelungszone und eine Anströmung der Bandoberfläche mit Elektrolyt durch mit entsprechenden Durchbrüchen versehene unlösliche Anoden. Trotz notwendigerweise sehr hoher umgepumpter Elektrolytmengen können, bedingt durch die Anströmung des zu veredelnden Bandes durch die Anoden Strömungstoträume nicht vermieden werden. Die komplizierte Gestaltung der Anoden setzt den Einsatz von unlöslichen Anoden voraus, wodurch die bekannten Maßnahmen beim Einsatz von unlöslichen Anoden erforderlich werden.
- Schließlich zeigt die DE-AI-31 08 615 eine Vorrichtung zum elektrolytischen Behandeln eines Metallbandes, die gekennzeichnet ist durch einen Behälter zur Festlegung eines elektrolytischen Behandlungsraums für das Metallband, mehrere leitende Walzen, die entlang einem sich durch den Behandlungsraum erstreckenden Transportweg des Metallbandes angeordnet sind, mindestens ein paar Elektrodenkissen, wobei jedes Paar zwischen den leitenden Walzen angeordnet ist, einen Abstand gegenüber dem Transportweg des Metallbandes aufweist und wobei die Elektrodenkissen zueinander weisen, wobei jedes Elektrodenkissen mit mindestens einem Schlitz versehen ist, durch den der Elektrolyt zur Oberfläche des Metallbandes hinausgedrückt wird, so daß sich ein ausreichend hoher statischer Druck des hinausgedrückten Elektrolyten bildet, um das Metallband auf dem Transportweg in dem Zwischenraum zwischen dem Elektrodenkissen zu halten, eine Einrichtung zum Zuführen des Elektrolyten zu jedem Schlitz und durch eine Einrichtung zum Anlegen einer Spannung zwischen mindestens einer der leitenden Walzen und den Elektrodenkissen. Diese bekannte Vorrichtung hat aber den Nachteil, daß der Elektrolyt vollständig durch die Elektrodenkissen gegen das zu behandelnde Metallband gepumpt wird, was zur Folge hat, daß bei der elektrolytischen Metallabscheidung unlösliche Anoden eingesetzt werden müssen. Außerdem führt das Austreten der Behandlungsflüssigkeit aus Schlitzen der Elektrodenkissen nicht zu einem über die gesamte Oberfläche der Elektrodenkissen gleichmäßigen Strömungszustand der Flüssigkeit, wodurch Zonen mit starker und daneben auch mit schwacher Relativströmung entstehen.
- Von daher ist es Aufgabe der Erfindung, die elektrolytische Metallabscheidung mit hohen Stromdichten bei möglichst geringem Energieeinsatz für die Strömung und möglichst geringem Anoden/Kathodenabstand bei Einsatz vorzugsweise löslicher Anoden zu ermöglichen. Ferner muß dafür Sorge getragen werden, daß die Stromübertragung auf das Stahlband in möglichst geringem Abstand zur Veredelungsstrecke erfolgt, um den Spannungsverlust im Stahlband zu minimieren. Um diese Forderung zu erfüllen, sind Maßnahmen zu treffen, die eine nachteilige Aufmetallisierung der Stromrollen verhindern. Während des Elektrolysevorganges muß die Gestaltveränderung der löslichen Anoden zur Konstanthaltung der Spannung ausgeglichen werden.
- Diese Aufgabe wird erfindungsgemäß durch das Verfahren nach Anspruch 1 gelöst.
- Die Vorrichtung zur Durchführung des Verfahrens in Form mindestens einer Elektrolysezelle, die das Stahlband umschließt, gebildet aus den Anoden und den Strömungsschachtwandungen, kennzeichnet sich dadurch, daß an den nicht von Anoden bedeckten Schmalseiten der Elektrolysezelle Elektrolytzuführeinrichtungen angebracht sind, durch die eine Teilmenge der gesamten umgewälzten Elektrolytmenge in Richtung auf die Bandkante zuführbar ist, und daß eine weitere Zuführeinrichtung an einem der Zellenenden (Bandein- bzw. -austritt) angebracht ist, durch die der übrige Teil der gesamten umgewälzten Elektrolytmenge Längs der Bandlaufebene zuführbar ist.
- Vorteilhafte Ausführungen der erfindungsgemäßen Vorrichtung sind in den Ansprüchen 3 bis 10 beschrieben.
- Durch die erfindungsgemäße Verfahrensweise und Vorrichtung ist die elektrolytische Metallabscheidung mit hohen Stromdichten bei möglichst geringem Energieeinsatz für die Strömung und möglichst geringem Anoden/Kathodenabstand bei Einsatz von vorzugsweise löslichen Anoden möglich, wobei die Stromübertragung auf das Stahlband in möglichst geringem Abstand zur Veredelungsstrecke erfolgt, um den Spannungsverlust im Stahlband zu minimieren.
- Anhand der Zeichnungen ist die Erfindung näher erläutert.
- Die Elektrolysezelle 1 (Fig. 6) wird aus einem Schacht gebildet, der vorzugsweise aus Kunststoff hergestellt ist. In den Schacht sind lösliche Anoden 8 eingesetzt, die entsprechend ihrer Abarbeitung von außen nachgeführt werden können. Die Anoden 8 werden vorzugsweise aus Streifen hergestellt, so daß sie leicht den tatsächlich vorliegenden Bandbreiten angepaßt werden können. Die Elektrolytzuführung des Hauptstromes erfolgt entweder von oben, so daß die Elekrolytaustrittsgeschwindigkeit vom freien Fall beeinflußt wird, oder aber von unten, so daß die Elekrolytströmungsgeschwindigkeit von einer nicht dargestellten Pumpe erzeugt wird.
- Bei der Elektrolytzuführung oben in die Elektrolysezelle 1 kann durch Schrägstellen der Elekrolysezelle 1 die Austrittsgeschwindigkeit ohne Veränderung der unteren Zellenabdichtung (Fig. 3) eingestellt werden.
- Die Parallelströmung zum Stahlband 3 wird, um eine über die gesamte Zellenfläche ausreichend gleichmäßige Turbulenz zu erzeugen, von quer zur Bandlaufrichtung, vorzugsweise über Düsen 9, einströmende Elektrolytteilströme beeinflußt. Die Strömungsrichtung der Düsen 9 kann verändert werden, so daß ein optimaler Turbulenzgrad eingestellt werden kann. Die Regulierung der Strömungsgeschwindigkeit in der Elekrolysezelle erfolgt durch eine nicht dargestellte Vorrichtung zur Veränderung des Elektrolytaustrittsspaltes am unteren Ende der Elektrolysezelle. Diese Vorrichtung kann mechanischer und/oder strömungstechnischer Art (Gasströmung, Flüssigkeitsströmung) sein. Bei schnellaufenden Anlagen wird vorzugsweise mit einer strömungstechnischen Abdichtung gearbeitet werden müssen, um Oberflächenbeschädigungen zu vermeiden.
- Für eine Veredelungsanlage werden vorzugsweise mehrere solcher Elektrolysezellen 1 hintereinander geschaltet und der Elektrolytrückfluß kann entweder, wie in Fig. 1 dargestellt, für alle Elektrolysezellen 1 gemeinsam erfolgen, bzw. jeweils für paarweise zueinander angeordnete Elektrolysezellen 1 entsprechend Fig. 2. Bei schräg angeordneten Elektrolysezellen 1 kann entsprechend Fig. 3 verfahren werden. Unter den Elektrolysezellen 1 sind Sammelbehälter 5 für den Elektrolyten 4 angeordnet. Die erforderlichen Umpumpeinrichtungen sind nicht dargestellt.
- Die Stromübertragung erfolgt entweder durch Umschlingung oder durch Linienberührung mit Stromrollen 2 bei vertikaler oder auch schräger Anordnung. Die Stromrollen 2 werden sowohl über als auch unter der Elektrolysezelle 1 angeordnet (Fig. 1-5).
- Den Einsatz von linienberührenden Stromrollen 2 zeigen die Fig. 4 und 5. In der Fig. 4 ist der Einsatz von zwei linienberührenden Stromrollen 2 mit gegenüberliegenden Anpreßwalzen 10 dargestellt. Die großen Umlenkrollen 6 dienen zur Führung des Stahlbandes 3. Die Fig. 5 zeigt eine Anordnung linienberührender Stromrollen 2 als Gegenwalzen für die Umlenkrollen 6. Mit dieser Anordnung ist es möglich, die Bauhöhe der Anlage zu verringern.
- Um eine Aufmetallisierung der unteren Stromrollen 2 zu vermeiden, werden geeignete Abschirmungen 7 eingesetzt.
- Die Fig. 6 gibt eine skizzenhafte Darstellung der Elekrolysezelle 1 wieder, aus der die Anordnung der Anoden 8 und der eingesetzten Düsen 9 für die Erzeugung der Querströmung zu erkennen sind.
- Das erfindungsgemäße Verfahren ist mit einer Pilotanlage für die elektrolytische Bandverzinkung mit einer Elektrolysezelle 1 gemäß Fig. 3 und 6 erprobt worden. Das Stahlband 3 ist entfettet, gespült, in verdünnter Schwefelsäure gebeizt, gespült, anschließend zweiseitig verzinkt, gespült und getrocknet worden.
- Elektrolysekennwerte :


- Es konnten die in Fig. 7 dargestellten Stromdichten erreicht werden. Die Qualität der Verzinkung ist entsprechend der konventionellen elektrolytischen Verzinkung. Der Spannungsverlust bei der größten erreichbaren Stromdichte betrug i. M. 28 V. Es zeigt sich, daß günstige Strömungszustände für die elektrolytische Zinkabscheidung auf Stahlband schon bei i. M 40 % Düsenströmung, bezogen auf die Gesamtströmungsmenge, erreicht werden.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83104257T ATE27008T1 (de) | 1982-07-31 | 1983-04-30 | Verfahren zur elektrolytischen abscheidung von metallen aus waessrigen loesungen der metallsalze auf stahlband und vorrichtung zur durchfuehrung des verfahrens. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3228641 | 1982-07-31 | ||
| DE19823228641 DE3228641A1 (de) | 1982-07-31 | 1982-07-31 | Verfahren zur elektrolytischen abscheidung von metallen aus waessrigen loesungen der metallsalze auf stahlband und vorrichtung zur durchfuehrung des verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0100400A1 EP0100400A1 (de) | 1984-02-15 |
| EP0100400B1 true EP0100400B1 (de) | 1987-05-06 |
Family
ID=6169801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83104257A Expired EP0100400B1 (de) | 1982-07-31 | 1983-04-30 | Verfahren zur elektrolytischen Abscheidung von Metallen aus wässrigen Lösungen der Metallsalze auf Stahlband und Vorrichtung zur Durchführung des Verfahrens |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0100400B1 (de) |
| AT (1) | ATE27008T1 (de) |
| DE (2) | DE3228641A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL8300946A (nl) * | 1983-03-16 | 1984-10-16 | Hoogovens Groep Bv | Inrichting voor het tweezijdig electrolytisch bekleden van metaalband. |
| IT1177925B (it) * | 1984-07-24 | 1987-08-26 | Centro Speriment Metallurg | Procedimento per elettrodeposizione in continuo di metalli ad elevata denista' di corrente di celle verticali e relativo dispositivo di attuazione |
| JPS6137996A (ja) * | 1984-07-31 | 1986-02-22 | Nippon Kokan Kk <Nkk> | 垂直型電気亜鉛めつき装置 |
| DE3439750A1 (de) * | 1984-10-31 | 1986-04-30 | Inovan-Stroebe GmbH & Co KG, 7534 Birkenfeld | Galvanisierverfahren |
| IT1214758B (it) * | 1986-12-18 | 1990-01-18 | Centro Speriment Metallurg | Processo per il trattamento elettrolitico in continuo di metalli e dispositivo per attuarlo |
| EP2910669B1 (de) * | 2014-01-30 | 2019-06-19 | Harry Igor Schaaf | Galvanische Beschichtungsanlage und Verfahren zu deren Betrieb |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2619821A1 (de) * | 1976-05-05 | 1977-11-17 | Hoechst Ag | Verfahren und vorrichtung zur kontinuierlichen elektrolytischen behandlung eines metallbandes |
| JPS56119790A (en) * | 1980-02-22 | 1981-09-19 | Nippon Kokan Kk <Nkk> | Production of high-corrosive zinc-electroplated steel sheet |
| AU525633B2 (en) * | 1980-03-07 | 1982-11-18 | Nippon Steel Corporation | Metal strip treated by moving electrolyte |
-
1982
- 1982-07-31 DE DE19823228641 patent/DE3228641A1/de not_active Ceased
-
1983
- 1983-04-30 EP EP83104257A patent/EP0100400B1/de not_active Expired
- 1983-04-30 DE DE8383104257T patent/DE3371369D1/de not_active Expired
- 1983-04-30 AT AT83104257T patent/ATE27008T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE3228641A1 (de) | 1984-02-02 |
| DE3371369D1 (en) | 1987-06-11 |
| EP0100400A1 (de) | 1984-02-15 |
| ATE27008T1 (de) | 1987-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012018393B4 (de) | Serielles Galvanisierungssystem | |
| DE3236545C2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Elektroplattieren einzelner Werkstücke | |
| DE19717512C2 (de) | Vorrichtung zum Galvanisieren von Leiterplatten unter konstanten Bedingungen in Durchlaufanlagen | |
| DE3603856C2 (de) | Verfahren und Vorrichtung zur Galvanisierung von ebenen Werkstücken wie Leiterplatten | |
| DE102009029551B4 (de) | Verfahren und Vorrichtung zur galvanischen Beschichtung von Substraten | |
| DE3108615C2 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln eines Metallbandes | |
| EP2183409B1 (de) | Verfahren zum betreiben von kupfer-elektrolysezellen | |
| DE3208035A1 (de) | Galvanisierverfahren | |
| DE3246690C2 (de) | ||
| EP0125446B1 (de) | Vorrichtung und Verfahren zur galvanischen Abscheidung von Metallen | |
| DE2234365C3 (de) | Vorrichtung zur kontinuierlichen elektrochemischen Behandlung eines Metallbands | |
| DE3149519A1 (de) | Verfahren und vorrichtung zur galvanisierung /verzinkung) von metallband | |
| EP0100400B1 (de) | Verfahren zur elektrolytischen Abscheidung von Metallen aus wässrigen Lösungen der Metallsalze auf Stahlband und Vorrichtung zur Durchführung des Verfahrens | |
| DE2008606A1 (de) | Apparat fur die kontinuierliche Be handlung von elektrolytisch zu beeinflussen dem Metalldraht und Verfahren zur kontinuier liehen Behandlung von elektrolytisch zu beeinflussenden Metalldrahten | |
| EP0039453B1 (de) | Vorrichtung zum Elektroplattieren | |
| DE1928062C3 (de) | Galvanisierzelle | |
| AT392294B (de) | Verfahren und vorrichtung zur kontinuierlichen elektroabscheidung von metallen bei hoher stromdichte in vertikalen zellen | |
| DE3423033C2 (de) | Maschine zum Vergolden der Lamellenkontakte gedruckter Schaltungen | |
| DE69218708T2 (de) | Vertikalströmungsplattiervorrichtung | |
| AT392090B (de) | Vorrichtung zum elektroplattieren | |
| EP0142010B1 (de) | Verfahren und Vorrichtung zum elektrolytischen Abscheiden von Metallen | |
| EP0038447A1 (de) | Vorrichtung zum partiellen Galvanisieren von leitenden oder leitend gemachten Oberflächen | |
| EP0196420B1 (de) | Hochgeschwindigkeits-Elektrolysezelle für die Veredelung von bandförmigem Gut | |
| WO1995021952A1 (de) | Verfahren und vorrichtung zur elektrolytischen oberflächenbeschichtung von werkstücken | |
| DE60302560T2 (de) | Durchlaufmetallisierungsanlage und verfahren zum elektrolytischen metallisieren von werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: RICCARDI SERGIO & CO. |
|
| EL | Fr: translation of claims filed | ||
| TCNL | Nl: translation of patent claims filed | ||
| 17P | Request for examination filed |
Effective date: 19840627 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HOESCH AKTIENGESELLSCHAFT |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 27008 Country of ref document: AT Date of ref document: 19870515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3371369 Country of ref document: DE Date of ref document: 19870611 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19880430 Ref country code: CH Effective date: 19880430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880501 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920309 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19920310 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920312 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920318 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19920324 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920330 Year of fee payment: 10 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920430 Year of fee payment: 10 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930430 Ref country code: GB Effective date: 19930430 Ref country code: BE Effective date: 19930430 Ref country code: AT Effective date: 19930430 |
|
| BERE | Be: lapsed |
Owner name: HOESCH A.G. Effective date: 19930430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19931101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19931229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83104257.7 Effective date: 19881212 |