EP0074471A2 - Procédé pour la production des échangeurs de chaleur à plaques céramiques - Google Patents
Procédé pour la production des échangeurs de chaleur à plaques céramiques Download PDFInfo
- Publication number
- EP0074471A2 EP0074471A2 EP82105905A EP82105905A EP0074471A2 EP 0074471 A2 EP0074471 A2 EP 0074471A2 EP 82105905 A EP82105905 A EP 82105905A EP 82105905 A EP82105905 A EP 82105905A EP 0074471 A2 EP0074471 A2 EP 0074471A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- foils
- heat exchanger
- cards
- ceramic
- laminating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 239000000919 ceramic Substances 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 239000011888 foil Substances 0.000 title claims description 34
- 238000010030 laminating Methods 0.000 claims abstract description 17
- 229910052878 cordierite Inorganic materials 0.000 claims abstract description 10
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910010271 silicon carbide Inorganic materials 0.000 claims abstract description 6
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical class [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 claims abstract 2
- 238000003475 lamination Methods 0.000 claims description 16
- 238000005266 casting Methods 0.000 claims description 11
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 9
- 229910052710 silicon Inorganic materials 0.000 claims description 7
- 239000010703 silicon Substances 0.000 claims description 7
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 5
- 238000005516 engineering process Methods 0.000 claims description 3
- 229920003023 plastic Polymers 0.000 claims description 3
- 239000004033 plastic Substances 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims description 3
- 238000004049 embossing Methods 0.000 claims description 2
- 238000010304 firing Methods 0.000 claims 1
- 229910052581 Si3N4 Inorganic materials 0.000 abstract description 7
- 238000005245 sintering Methods 0.000 abstract description 5
- 238000010438 heat treatment Methods 0.000 abstract description 4
- 229910003465 moissanite Inorganic materials 0.000 abstract 1
- 239000011230 binding agent Substances 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 6
- 239000004014 plasticizer Substances 0.000 description 5
- 238000007650 screen-printing Methods 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 238000005121 nitriding Methods 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000003546 flue gas Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000002604 ultrasonography Methods 0.000 description 2
- 241000273930 Brevoortia tyrannus Species 0.000 description 1
- 235000002918 Fraxinus excelsior Nutrition 0.000 description 1
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical group ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 239000002956 ash Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- CMCJNODIWQEOAI-UHFFFAOYSA-N bis(2-butoxyethyl)phthalate Chemical compound CCCCOCCOC(=O)C1=CC=CC=C1C(=O)OCCOCCCC CMCJNODIWQEOAI-UHFFFAOYSA-N 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000011863 silicon-based powder Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000012749 thinning agent Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/04—Constructions of heat-exchange apparatus characterised by the selection of particular materials of ceramic; of concrete; of natural stone
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
Definitions
- the invention relates to a method for producing heat exchangers by means of foil technology, in that foils are shaped, stacked, laminated and fired, and to a device for constructing such a heat exchanger from individual foils.
- a process for the production of heat exchangers from ceramic foils is already known from DE-OS 28 41 571 by stacking foils punched out between two base plates with spacers and additionally milling so-called windows into the top wall. Such a block-shaped heat exchanger is then subjected to a cold or hot lamination process. Although such a process entails higher manufacturing costs than the conventional extrusion of ceramic heat exchangers, very thin walls are obtained. On the other hand, with the extrusion technique, it is not possible to install so-called baffles transverse to the direction of the flow channels. Also handling the Assembly of such heat exchangers from rods and thin-walled foils is very difficult and, moreover, the production method is very labor-intensive.
- the defects that have occurred in the described method do not allow rational mass production.
- the heat exchangers often have an inhomogeneous structure after their completion.
- heat exchangers made of silicon nitride show that the flow behavior is not optimal, since the porous surface of the silicon nitride does not result in smooth flow channels.
- the invention is therefore based on the object of specifying a method which eliminates the abovementioned shortcomings and also considerably reduces the manufacturing outlay, thereby making it possible to automate the manufacturing process. It is important to maintain an easily editable, error-free, dimensionally accurate and homogeneous ceramic heat exchanger. Furthermore, a suitable device for building a heat exchanger from individual foils is to be created for carrying out the method.
- the slip consists of a ceramic powder, organic binder, dispersing or thinning agent and, if necessary, plasticizers and other auxiliaries in the form of oils.
- the main starting point is silicon slip, to which 3 to 10% by weight of cordierite is preferably added.
- Other ceramic powder composed of cordierite having a composition of 9-20 wt .-% MgO, 30 to 50 wt .-% A l 2 0 3 and 41 to 57 wt .-% Si0. 2 Silicon carbide is also suitable, the mixture consisting of 70 to 92% by weight of SiC and 8 to 30% by weight of C.
- semiconducting barium titanates can be used if the heat exchanger block is also to be used as a heating element by applying electrical current to it.
- the organic binder per se is not subject to any particular restriction provided that a good bond to the ceramic powder is guaranteed and the required toughness and dimensional stability are present in the film, if necessary in combination with the plasticizer.
- Polyvinyl acetates and polyvinyl butyral have proven particularly successful.
- Water or organic solvents such as ethanol, toluene and trichlorethylene are used as dispersants and diluents.
- Frame formulations which are particularly suitable according to the invention for the production of the ceramic films are given below, the slip formulations being broken down into ceramic raw materials and binders or solvents:
- the viscosity of the slip can be influenced in particular by the solvent content. It has also been found that the use of ultrasound in the treatment of the casting slip is particularly advantageous. This treatment gives a casting slip with greater homogeneity, better casting properties and a maximum content of solids, which has a particular effect on the bulk density of the film. In this way, films with a higher packing density and improved mechanical properties can be obtained. Furthermore, it makes sense to provide a vibrating device on the casting belt that compresses the casting slip again or enables a uniform film thickness over the entire range.
- the ceramic films are brought to their final dimensions after lamination. If thick foils or very high flow channels are required, which go beyond the foil thickness of 0.1 to 1.5 mm, the foils are connected to individual cards with a lamination aid in a pre-lamination process. Various flow channels are then punched out of these foils or cards or the foil is subjected to an embossing process. In the latter case, the ceramic foils are exposed in matrices at 20 to 120 ° C and pressures of 5 to 100 bar, which results in comb-like projections.
- the punched or embossed cards are then built up by means of the device according to the invention to form a heat exchanger block, with which the individual layers are laminated together with the aid of a laminating press.
- a press device In the lamination process, a press device is used at pressures of 0.1 to 15 bar, preferably 1 bar and time intervals of 1 to 10 seconds. Normally, work is carried out at room temperature, but temperatures up to 100 ° C. can also be used. In individual cases, the pressure used depends on the organic content and the type of lamination aid.
- a paste is used, which preferably contains a ceramic filler, or a purely organic adhesive, which is applied by screen printing, spraying or rolling.
- the use of lamination aids has several advantages. On the one hand, low pressures are made possible during the lamination process, whereby deformation of the flow channels is avoided. Furthermore, the ripple of the foils is compensated and finally the lamination aid effectively reduces the lamination errors.
- the organic components are then heated up to 40 to 60% of the plastic content, which results in an additional raw strength. This also ensures that the heat exchanger block is easy to machine without the tools smearing through the organic components of the ceramic film.
- the remaining organic components are then heated and the heat exchanger block sintered between 1200 and 1700 ° C. It may still be necessary to rework the inlet and outlet openings of the flow channels in order to maintain a good connection to the various supply and discharge media.
- the invention further relates to a device for carrying out the method according to the invention.
- a device for carrying out the method according to the invention is a combined molding, laminating aid application and laminating device.
- Films or pre-laminated cards are subjected to a shaping to form the flow channels.
- the cards are brought to the application device for the laminating aid by means of suction plates which can be moved horizontally and vertically and swiveled by 180 °.
- the suction plate then swivels from this device to the laminating press and there deposits the differently shaped cards alternately, as a result of which the heat exchanger block is built up.
- the stack of cards thus obtained is subjected to a pressure.
- the method enables extensive automation, in particular through the device according to the invention, since in the previous production, due to the individual handling during punching, positioning and laminating, no continuous work process could be carried out.
- heat exchangers are also obtained which are very homogeneous and show very good contact between the individual layers after sintering.
- the improved method also results in better quality heat exchangers and so-called baffles can be installed transversely to the flow device of the channels without great effort.
- the baffles can be freely selected and are no longer dependent on the manufacturing process.
- Another possibility provides that curved flow channels can be produced. This means that asymmetrical and cylindrical heat exchangers can also be manufactured.
- heat exchangers can be obtained, which optionally consist of layers of silicon nitride, silicon carbide and cordierite in the form plates or foils are made according to DE-OS 26 31 092.
- FIG. 1 shows the manufacturing process of a gas / liquid heat exchanger made of silicon nitride.
- silicon powder with 24% by weight of ethanol, 10% by weight of toluene, 1.5% by weight of Menhaden oil, 8% by weight of polyvinyl butyral and 5% by weight of plasticizer.
- -% Palatinol and / or Ucon-Oil added to produce the ceramic casting slip.
- This mixture is ground in a drum mill with A1 2 0 3 balls for 20 hours and the slip is then evacuated.
- the usual warping of the slip for film production takes place on a steel belt.
- the slip is added above a casting shoe, the film thickness being determined by an adjustable gap height of 0.2 to 1.5 mm on the casting shoe.
- the film is then pulled off the steel strip and separated. It has proven to be expedient to construct so-called prelaminates from two to three foils.
- the individual foils are connected to one another by spraying or by applying a laminating aid.
- a paste is used which consists, for example, of 65% by weight of silicon and / or cordierite or of mixtures thereof.
- the paste also contains 20 to 40% by weight of unsaturated alcohols and 3 to 10% by weight of binder which contain plasticizers and polyvinyl butyral.
- the paste is printed using the screen printing process. At the same time, the unevenness of the surface is compensated for by the solid content of the paste.
- the paste also dissolves the surface, which later leads to homogeneous connections of the individual layers.
- the flue gas ducts 3 have a width of 50 mm and the walls 4 have a width of 3 to 7 mm. While a width of 100 mm has been chosen for the punched-out water pockets 5 and provided with baffles 6 perpendicular to the direction of flow, the card thickness here is 2.7 mm.
- the baffles are particularly intended to ensure that the temperature distribution is uniform in the flow channels.
- the heat exchanger block is assembled using the device according to the invention, as can be seen in FIG. 3.
- the suction plate 7 fetches cards 1, which simultaneously serve as covers between the cards 3 and 5 which are later punched out, from a stack of a magazine 8.
- the suction plate 7 then swivels through 180 ° and brings the card 1 under the screen printing device 9. Here it becomes Laminating aid applied.
- the suction plate 7 places the card on the lower part 10 of the laminating press 11 and returns to the magazine 8.
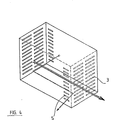
- a new card 1 is then fed to the punch 13. It is useful to have a punch I for the flue gas ducts 3 and the punch II for the water pockets 5 according to FIG. 4, which shows an assembled heat exchanger in which the edges 2 have been removed.
- the suction plate 7 now takes the punched card 3 and 5, and brings them to the Laminierstoffcited under the screen printing apparatus 9. After the screen printing operation, the suction plate 180 7um pivoted 0 and applied to the card 1 with light pressure. By alternately placing cards 1 on the punched cards 3 and 5, the heat exchanger block is stacked. The heat exchanger block thus finished is then in the Laminating press 11 pressed between the upper 12 and lower part 10, whereby the lamination process begins at the same time.
- the stacked heat exchanger block after having been removed from the laminating press, is subjected to a temperature treatment at temperatures between 100 and 200 ° C.
- the organic components especially the plasticizer and the lamination aid, evaporate.
- the heating process takes one to two days, with 40 to 60% of the organic components being expelled from the heat exchanger block.
- the heat exchanger block can be machined by milling or sawing, so that it obtains its final dimensions.
- the remaining organic constituents are then baked out at temperatures between 200 and 300 ° C. over a period of about 2 to 3 days. This measure eliminates the usual pre-sintering or pre-nitriding at 1100 to 1300 ° C, especially with silicon foils.
- the nitriding is then carried out in a known manner between 1300 and 1400 ° C.
- the tightness of the finished silicon heat exchanger can be increased by expediently replacing 3 to 10% by weight of silicon with cordierite in the lamination aid. This measure can also take place with the pouring slurry.
- post-sintering at temperatures between 1300 and 1400 ° C. is necessary, in the presence of oxygen, as is evident from DE-PS 25 44 437.
- the result of this process is a homogeneous, one-piece heat exchanger that is characterized by uniform strength.
Landscapes
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Ceramic Products (AREA)
- Producing Shaped Articles From Materials (AREA)
- Laminated Bodies (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Compositions Of Oxide Ceramics (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82105905T ATE11698T1 (de) | 1981-09-12 | 1982-07-02 | Verfahren zum herstellen von waermetauschern aus keramischen folien. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19813136253 DE3136253A1 (de) | 1981-09-12 | 1981-09-12 | Verfahren und vorrichtung zum herstellen von waermetauschern aus keramischen folien |
| DE3136253 | 1981-09-12 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0074471A2 true EP0074471A2 (fr) | 1983-03-23 |
| EP0074471A3 EP0074471A3 (en) | 1983-06-22 |
| EP0074471B1 EP0074471B1 (fr) | 1985-02-06 |
Family
ID=6141507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82105905A Expired EP0074471B1 (fr) | 1981-09-12 | 1982-07-02 | Procédé pour la production des échangeurs de chaleur à plaques céramiques |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4526635A (fr) |
| EP (1) | EP0074471B1 (fr) |
| JP (1) | JPS5860195A (fr) |
| AT (1) | ATE11698T1 (fr) |
| DE (2) | DE3136253A1 (fr) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3213378C2 (de) * | 1982-04-10 | 1984-10-11 | Pacific Wietz Gmbh + Co Kg, 4600 Dortmund | Mehrschichtiger Gleitkörper und Verfahren zu seiner Herstellung |
| JPS6183897A (ja) * | 1984-09-28 | 1986-04-28 | Asahi Glass Co Ltd | セラミツクス製の熱交換体 |
| US4838581A (en) * | 1985-02-05 | 1989-06-13 | Asahi Glass Company Ltd. | Joint structure for a tube support plate and a tube |
| US4875712A (en) * | 1985-02-05 | 1989-10-24 | Asahi Glass Company, Ltd. | Joint structure for a tube support plate and a tube |
| DE3717670A1 (de) * | 1986-11-21 | 1988-06-01 | Hoechst Ceram Tec Ag | Verfahren zum abdichten keramischer waermetauscher |
| DE3643750A1 (de) * | 1986-12-20 | 1988-06-30 | Hoechst Ag | Waermetauschermodul aus gebranntem keramischen material |
| DE3643749A1 (de) * | 1986-12-20 | 1988-06-30 | Hoechst Ag | Waermetauschermodul aus gebranntem keramischen material |
| DE3719606A1 (de) * | 1987-06-12 | 1988-12-22 | Hoechst Ceram Tec Ag | Verfahren zur silicierung von poroesen formkoerpern aus siliciumcarbid oder siliciumcarbid/kohlenstoff |
| JPH0670941B2 (ja) * | 1988-12-15 | 1994-09-07 | 株式会社村田製作所 | 積層コンデンサの製造方法 |
| US5035961A (en) * | 1989-07-05 | 1991-07-30 | Combustion Engineering, Inc. | Internal cross-anchoring and reinforcing of multi-layer conductive oxides |
| DE4022654A1 (de) * | 1990-07-17 | 1992-01-23 | Hoechst Ag | Karte aus keramischem material zum aufbau von durchlaessigen strukturen |
| DE4100108C1 (en) * | 1991-01-04 | 1992-04-09 | Robert Bosch Gmbh, 7000 Stuttgart, De | Joining non-sintered ceramic film to further laminate - involves applying layer contg. solvent for binder of ceramic film to surface to be connected |
| WO1994002294A1 (fr) * | 1992-07-15 | 1994-02-03 | Hoechst Ceramtec Aktiengesellschaft | Procede de fabrication de corps crus structures en ceramique |
| JP4239077B2 (ja) * | 2003-08-20 | 2009-03-18 | 独立行政法人 日本原子力研究開発機構 | 高温耐食性セラミックス製コンパクト熱交換器 |
| DE10361346A1 (de) * | 2003-12-16 | 2005-07-14 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Platten-Wärmeübertrager, Verfahren zur Herstellung eines Platten-Wärmeübertragers und keramischer Faserverbundwerkstoff, insbesondere für einen Platten-Wärmeübertrager |
| FR2905754B1 (fr) * | 2006-09-12 | 2008-10-31 | Boostec Sa Sa | Procede de fabrication d'un dispositif de type echangeur de chaleur en carbure de silicium et dispositif en carbure de silicium realise par le procede |
| DE102007048013A1 (de) * | 2007-09-27 | 2009-04-02 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Verfahren zur Herstellung eines keramischen Wärmeübertragers und keramischer Hochtemperatur-Wärmeübertrager |
| ES2531124B1 (es) * | 2013-09-10 | 2016-01-22 | Valeo Térmico, S. A. | Intercambiador de calor para gases, en especial de los gases de escape de un motor |
| US9696097B2 (en) * | 2014-08-01 | 2017-07-04 | Applied Materials, Inc. | Multi-substrate thermal management apparatus |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3358853A (en) * | 1965-10-11 | 1967-12-19 | Warner Swasey Co | Sheet handling device |
| FR2165183A5 (fr) * | 1971-12-21 | 1973-08-03 | Chausson Usines Sa | |
| GB1418663A (en) * | 1972-03-27 | 1975-12-24 | Atomic Energy Authority Uk | Refractory structures |
| US3940301A (en) * | 1974-08-01 | 1976-02-24 | Caterpillar Tractor Co. | Method of manufacturing an open cellular article |
| US3943994A (en) * | 1972-12-07 | 1976-03-16 | Gte Sylvania Incorporated | Ceramic cellular structure having high cell density and method for producing same |
| US4130160A (en) * | 1976-09-27 | 1978-12-19 | Gte Sylvania Incorporated | Composite ceramic cellular structure and heat recuperative apparatus incorporating same |
| DE2807755A1 (de) * | 1977-09-26 | 1979-03-29 | Jan Dr Grochol | Verfahren zur herstellung eines keramischen kontaktkoerpers |
| DE2841571A1 (de) * | 1978-09-23 | 1980-04-03 | Kernforschungsanlage Juelich | Einflutiger keramischer rekuperator und verfahren zu seiner herstellung |
| US4202660A (en) * | 1970-04-22 | 1980-05-13 | Owens-Illinois, Inc. | Glass-ceramic article and method of making same |
| US4230651A (en) * | 1977-07-18 | 1980-10-28 | Ford Motor Company | Method of fabricating a heat exchanger for Stirling engine |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1418459A (en) * | 1971-12-29 | 1975-12-17 | Atomic Energy Authority Uk | Sintered artefacts |
| US3854186A (en) * | 1973-06-14 | 1974-12-17 | Grace W R & Co | Method of preparing a heat exchanger |
| DE2544437C3 (de) * | 1975-10-04 | 1979-04-05 | Rosenthal Ag, 8672 Selb | Verfahren zur Herstellung von silizhimnitridhaltigen mit einer Selbstglasur Überzogenen Gegenständen |
| US4156051A (en) * | 1975-11-10 | 1979-05-22 | Tokyo Shibaura Electric Co., Ltd. | Composite ceramic articles |
| DE2631092C2 (de) * | 1976-07-10 | 1982-02-04 | Rosenthal Technik Ag, 8672 Selb | Keramischer Wechselschicht-Wärmetauscher in Modulbauweise |
| JPS5839799B2 (ja) * | 1978-05-02 | 1983-09-01 | 日産自動車株式会社 | 大型ハニカム構造体の製造方法 |
| CA1121332A (fr) * | 1978-09-01 | 1982-04-06 | Joseph J. Cleveland | Corps ceramique recuperateur de chaleur, et configuration connexe |
| US4298059A (en) * | 1978-09-23 | 1981-11-03 | Rosenthal Technik Ag | Heat exchanger and process for its manufacture |
-
1981
- 1981-09-12 DE DE19813136253 patent/DE3136253A1/de not_active Withdrawn
-
1982
- 1982-07-02 AT AT82105905T patent/ATE11698T1/de active
- 1982-07-02 DE DE8282105905T patent/DE3262215D1/de not_active Expired
- 1982-07-02 EP EP82105905A patent/EP0074471B1/fr not_active Expired
- 1982-09-08 US US06/415,800 patent/US4526635A/en not_active Expired - Lifetime
- 1982-09-09 JP JP57156004A patent/JPS5860195A/ja active Granted
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3358853A (en) * | 1965-10-11 | 1967-12-19 | Warner Swasey Co | Sheet handling device |
| US4202660A (en) * | 1970-04-22 | 1980-05-13 | Owens-Illinois, Inc. | Glass-ceramic article and method of making same |
| FR2165183A5 (fr) * | 1971-12-21 | 1973-08-03 | Chausson Usines Sa | |
| GB1418663A (en) * | 1972-03-27 | 1975-12-24 | Atomic Energy Authority Uk | Refractory structures |
| US3943994A (en) * | 1972-12-07 | 1976-03-16 | Gte Sylvania Incorporated | Ceramic cellular structure having high cell density and method for producing same |
| US3940301A (en) * | 1974-08-01 | 1976-02-24 | Caterpillar Tractor Co. | Method of manufacturing an open cellular article |
| US4130160A (en) * | 1976-09-27 | 1978-12-19 | Gte Sylvania Incorporated | Composite ceramic cellular structure and heat recuperative apparatus incorporating same |
| US4230651A (en) * | 1977-07-18 | 1980-10-28 | Ford Motor Company | Method of fabricating a heat exchanger for Stirling engine |
| DE2807755A1 (de) * | 1977-09-26 | 1979-03-29 | Jan Dr Grochol | Verfahren zur herstellung eines keramischen kontaktkoerpers |
| DE2841571A1 (de) * | 1978-09-23 | 1980-04-03 | Kernforschungsanlage Juelich | Einflutiger keramischer rekuperator und verfahren zu seiner herstellung |
| FR2436956A1 (fr) * | 1978-09-23 | 1980-04-18 | Rosenthal Technik Ag | Recuperation de chaleur en ceramique, et procede de fabrication d'un tel recuperateur |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0074471A3 (en) | 1983-06-22 |
| JPS5860195A (ja) | 1983-04-09 |
| EP0074471B1 (fr) | 1985-02-06 |
| JPH0219400B2 (fr) | 1990-05-01 |
| DE3136253A1 (de) | 1983-03-31 |
| US4526635A (en) | 1985-07-02 |
| DE3262215D1 (en) | 1985-03-21 |
| ATE11698T1 (de) | 1985-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0074471B1 (fr) | Procédé pour la production des échangeurs de chaleur à plaques céramiques | |
| DE3941346C2 (de) | Verfahren und Vorrichtung zur Herstellung von Mehrschichtkondensatoren | |
| DE10256980B4 (de) | Herstellverfahren für einen gestapelten keramischen Körper | |
| WO1997040536A1 (fr) | Actionneur piezo multicouche monolithique, et son procede de production | |
| DE19757463C2 (de) | Verfahren zur schnellen Prototypherstellung aus sinterbarem pulverförmigem Material und Fertigungsvorrichtung unter Verwendung desselben | |
| DE69031839T2 (de) | Geschichtete Keramikanordnung und Verfahren zur deren Herstellung | |
| WO1983003651A1 (fr) | Corps coulissant, son procede de fabrication et son utilisation | |
| DE2227343B2 (de) | Harzmischung, keramische Paste und Verfahren zum Herstellen gesinterter, dielektrischer Keramikstrukturen | |
| DE69309358T2 (de) | Verfahren zur Herstellung eines Schaltungssubstrats | |
| DE2451236A1 (de) | Verfahren zum herstellen keramischer dialektrika | |
| DE102004026572A1 (de) | Herstellungsverfahren für piezoelektrisches Schichtelement | |
| DE3713987A1 (de) | Verfahren zur herstellung einer strukturierten keramikfolie bzw. eines aus solchen folien aufgebauten keramikkoerpers | |
| DE2315797B2 (de) | Verfahren zur Herstellung von Keramiksubstraten für Dünnschichtschaltungen | |
| CH703727A1 (de) | Verfahren zum Herstellen von Blechstapelkörpern. | |
| DE2445086C2 (de) | Verfahren zur Herstellung eines für die Herstellung eines Kondensators geeigneten Keramikkörpers | |
| DE3619871C2 (fr) | ||
| DE1802687A1 (de) | Mit einem Unterdruck beaufschlagbare Unterlage zum Festhalten von Flachmaterialstuecken | |
| DE10251689A1 (de) | Verfahren zur Herstellung eines keramischen Laminats | |
| DE2301277A1 (de) | Verfahren zum herstellen mehrschichtiger verbindungskonstruktionen, z.b. fuer integrierte halbleiterschaltkreise | |
| EP1273050B1 (fr) | Procede et dispositif de fabrication d'actionneurs multicouches | |
| DE19643148C2 (de) | Herstellverfahren für keramische Körper mit Mikrostruktur und Verwendungen | |
| DE2737509A1 (de) | Verfahren zur herstellung von keramik-kondensatoren | |
| DE2420726B2 (de) | Verfahren und vorrichtung zur herstellung von presskoerpern mit schichtweise verschiedener zusammensetzung fuer hochbelastbare elektrische kontakte | |
| DE2717286C3 (de) | Verfahren zum Hersteilen einer mehrlagigen Leiterplatte | |
| EP0230562A1 (fr) | Procédé de fabrication de membranes piézo-céramiques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830520 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 11698 Country of ref document: AT Date of ref document: 19850215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3262215 Country of ref document: DE Date of ref document: 19850321 |
|
| ET | Fr: translation filed | ||
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: HOECHST CERAMTEC AKTIENGESELLSCHAFT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: HOECHST CERAMTEC AKTIENGESELLSCHAFT |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BECN | Be: change of holder's name |
Effective date: 19850206 |
|
| 26N | No opposition filed | ||
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: HOECHST CERAMTEC AKTIENGESELLSCHAFT TE SELB, BONDS |
|
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 82105905.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970620 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970922 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980623 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980716 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980717 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19980729 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980731 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980813 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: HOECHST CERAMTEC AKTIENGESELLSCHAFT TRANSFER- CERAMTEC AG INNOVATIVE CERAMIC ENGINEERING |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990702 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990731 |
|
| BERE | Be: lapsed |
Owner name: HOECHST CERAMTEC A.G. Effective date: 19990731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990702 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82105905.2 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |