-
Die Erfindung betrifft das Gebiet
der Hydro-Verarbeitung.
Sie betrifft insbesondere das Hydroverarbeiten zur Gewinnung von
hohen Umwandlungen und Produktselektivität sowie selektives Hydrobehandeln
von Produkten aus bestimmten Siedebereichen.
-
HINTERGRUND DER ERFINDUNG
-
Ein Großteil der Raffinierungsverarbeitung
beinhaltet die Umsetzung von Raffinerieströmen in einer Wasserstoffatmosphäre. Zur
Maximierung der Umwandlungseffizienzen und zur Erhaltung der Katalysator-Lebensdauer
wird bei den katalytischen Umwandlungsverfahren gewöhnlich ein Überschuss
Wasserstoff verwendet, wobei der nicht umgesetzte Wasserstoff zur
Verwendung als Rezyklierstrom wiedergewonnen, gereinigt, und erneut
unter Druck gesetzt wird. Sowohl der Energieverbrauch als auch die
Ausrüstung
dieser Rezyklierverfahren sind teuer. Bei der Entwicklung von Verfahren
zur Verwendung eines einzelnen Wasserstoffkreises in einem Zweistufen-Reaktionsverfahren
wurden einige Fortschritte gemacht.
-
US-Patent 5 114 562 lehrt ein Mehrreaktorzonenverfahren
zur Herstellung von aromatenarmem schwefelarmem Flugzeug-Kraftstoff
oder Dieselkraftstoff. Die beiden Reaktionszonen, d. h. eine zur
Entschwefelung und eine zur Hydrierung, arbeiten in einer Reihen-Fluss-Anordnung
mit einem üblichen
Wasserstoff-Beschickungssystem. Dieses Verfahren verwendet Stripper
zur Entfernung von H2S aus gekühlten wasserstoffreichen
Gasen, die aus Abströmen
gewonnen werden, so dass man den gestrippten Wasserstoffstrom in
der Entschwefelungs-Reaktionszone und in der Hydrierungs-Reaktionszone
verwenden kann.
-
Das US-Patent 5 403 469 lehrt ein
paralleles Hydrobehandlungs- und Hydrocrack-Verfahren. Die Abströme aus den
beiden Verfahren werden im gleichen Trennbehälter vereinigt und zu einem
Dampf, der Wasserstoff und eine Kohlenwasserstoff-haltige Flüssigkeit
umfasst, getrennt. Der Wasserstoff wird als Teil der Beschickungsströme zum Hydrocracker
und zum Hydrotreater zugeführt.
-
Das US-Patent 3 172 836 lehrt ein
allgemeines Verfahren zum Verarbeiten einer Kohlenwasserstoff-Beschickung
in einem Katalysatorbett, wobei eine Flüssigfraktion von einem ersten
Katalysatorbett zusammen mit Wasserstoff durch ein zweites Katalysatorbett
geleitet wird, und der Abstrom vom zweiten Katalysatorbett in einen
flüssigen
und einen dampfförmigen
Anteil getrennt wird. Das Dampfanteil wird mit der Kohlenwasserstoff-Beschickung
im ersten Katalysatorbett vereinigt.
-
Das US-Patent 4 197 184 offenbart
ein herkömmliches
Mehrstufenverfahren zum Hydroraffinieren und Hydrocracken eines
schweren kohlenwasserstoffhaltigen Beschickungsmaterials. Bei dem
Verfahren wird der hydrogecrackte Abstrom mit dem hydroraffinierten
Abstrom gemischt, und das Gemisch in einen wasserstoffreichen Dampfstrom
und gewöhnlich
flüssiges
Material getrennt. Der gekühlte
Dampfstrom wird dann als Quelle für Wasserstoff und als Quench-Flüssigkeit
für die
Hydroraffinier- und die Hydrocrack-Reaktionszone verwendet.
-
EP
787 787 offenbart ein Hydroverfahren in parallelen Reaktoren,
wobei Wasserstoff zwischen den Reaktoren in Serie strömt. Der
Abstrom aus einer ersten Reaktionszone wird in einen ersten wasserstoffreichen
Gasstrom und einen ersten hydroverarbeiteten Produktstrom getrennt.
Der erste wasserstoffreiche Gasstrom wird als Quencher für eine zweite
Reaktionszone verwendet. Der erste wasserstoffreiche Gasstrom wird auch
mit einer zweiten Kohlenwasserstoff-Beschickung vereinigt und bei
einem niedrigeren Wasserstoffpartialdruck als die erste Reaktionszone
zur zweiten Reaktionszone geleitet. Der Abstrom aus der zweiten
Reaktionszone wird getrennt, der zweite wasserstoffreiche Gasstrom
wird zur ersten Reaktionszone rezykliert, und zwar als Quenchstrom
und als Reaktant in Kombination mit einer ersten Kohlenwasserstoff-Beschickung.
-
ZUSAMMENFASSUNG DER ERFINDUNG
-
Eine Aufgabe der Erfindung ist die
Reduktion der Anzahl der Prozessierungseinheiten in einem integrierten
Hydroumwandlungsverfahren. Eine weitere Aufgabe der Erfindung ist
die Reduktion der Anforderungen an das Erhitzen und Unterdrucksetzen
eines integrierten Hydroumwandlungsverfahrens. Eine weitere Aufgabe
der Erfindung ist es, den Wasserstoffbedarf eines integrierten Hydroumwandlungsverfahrens
mit einer geringeren WasserstoffVerteilungskomplexität und Verarbeitungsverdopplung
zu versehen. Die Erfindung erzielt diese Aufgaben in einer einzigen
Reaktionsschleife billiger als bei mehrfachen Schleifen, wobei aber
die Vorteile eines Mehrfachschleifensystems, einschließlich höherer Reaktionsumsätze, oder
mit Katalysatoren, die an vorbehandelte Beschickungen angepasst
sind, gewahrt bleiben.
-
Die Erfindung stellt ein integriertes
Hydroumwandlungs-Verfahren nach Anspruch 1 bereit.
-
Im Verfahren dient eine erste Reaktionszone
einer Molekulargewichtsverringerung und einer Siedepunktsumwandlung
des ersten Raffiniersystems, wobei relativ aktivere Katalysatoren
verwendet werden. Eine zweite Reaktionszone entfernt Schwefel, Stickstoff
und Aromaten, wobei man Katalysatoren verwendet, die für Hydrobehandlungsreaktionen
aktiv sind. Erfindungsgemäß wird ein
Gesamtabstrom aus der ersten Reaktionszone mit einem zweiten Raffinierstrom
vereinigt und über
den Katalysator in der zweiten Reaktionszone geleitet. Ein Abstrom
aus der zweiten Reaktionszone kann so fraktioniert werden, dass
man Bodenproduktströme und
Destillatströme
erhält,
von denen einige zur ersten Reaktionszone rezykliert werden können. Bei
dem Verfahren können
Asphaltene, die in dem zweiten Reaktionszonenabstrom verbleiben,
von den Rezyklierströmen, die
in die erste Reaktionszone eintreten, getrennt werden, damit ein
Fouling des Katalysators aus der ersten Reaktionszone verhindert
wird.
-
FIGUREN
-
Es zeigen:
-
1 und 2 erfindungsgemäße Ausführungsformen
mit zwei Reaktionszonen in einem einzigen Reaktorgefäß. Die 2 ist nicht erfindungsgemäß und dient
lediglich Vergleichszwecken.
-
EINGEHENDE BESCHREIBUNG
DER ERFINDUNG
-
Die Erfindung betrifft zwei Reaktionsverfahren,
bei denen zwei verschiedene Beschickungen verwendet werden, die
in einem einzelnen integrierten Reaktionsverfahren vereinigt werden,
wobei ein einzelnes Wasserstoffzufuhrund Gewinnungssystem verwendet
wird. Die Reaktanten- und Produktströme und die Reaktionsbedingungen
in dem erfindungsgemäßen Verfahren
werden so ausgewählt,
dass die Katalysatoren oder Produkte nicht verunreinigt werden,
wohingegen die Katalysatorleistung und die Verfahrenseffizienzen
beibehalten werden. Die Beschickungen für das Verfahren umfassen einen
ersten Raffinierstrom, der relativ wenig Aromaten enthält, wie
u. a. Aromaten mit mehreren Ringen, wie Asphaltene, und einen zweiten
Raffinierstrom, der relativ viel Aromaten und Aromaten mit mehreren
Ringen enthält.
Das Verfahren eignet sich besonders zur Behandlung einer relativ
sauberen Beschickung unter Crack-Bedingungen
und einer aromatischeren Beschickung unter Behandlungsbedingungen
in einem integrierten Verfahren, wobei ein einzelnes Wasserstoffzufuhr-
und Gewinnungssystem verwendet wird, ohne dass die Crack-Katalysatoren
einem Fouling unterliegen, und zwar mit den Verunreinigungen in
dem zweiten Raffinierstrom oder ohne Übercracken des zweiten Raffinierstroms.
-
Ein geeigneter erster Raffinierstrom
ist ein VGO, das im Temperaturenbereich über etwa 260°C (500°F), gewöhnlich im
Temperaturenbereich von 260 bis 593°C (500 bis 1100°F), siedet.
Der erste Raffinierstrom kann Stickstoff enthalten, der gewöhnlich als
Organostickstoffverbindungen in Mengen über etwa 1 ppm vorliegt. Es
ist eine Eigenschaft des erfindungsgemäßen Verfahrens, dass Beschickungen
mit hohen Mengen Stickstoff und Schwefel, einschließlich solcher
mit bis zu 0,5 Gew.-% (und mehr) Stickstoff und bis zu 2 Gew.-% und
mehr Schwefel im erfindungsgemäßen Verfahren
behandelt werden können.
Bevorzugte Beschickungsströme
für die
erste Reaktionszone enthalten weniger als etwa 200 ppm Stickstoff
und weniger als 0,25 Gew.-% Schwefel. Der erste Raffinierstrom ist
ebenfalls vorzugsweise ein aromatenarmer Strom, wie u. a. Aromaten
mit mehreren Ringen und Asphaltene. Geeignete erste Raffinierströme, einschließlich Beschickungen zur
ersten Reaktionszone, die Rezyklierströme enthalten können, enthalten
weniger als etwa 500 ppm Asphaltene, vorzugsweise weniger als etwa
200 ppm Asphaltene, und stärker
bevorzugt weniger als etwa 100 ppm Asphaltene. Beispielhafte erste
Raffinierströme
umfassen leichtes Gasöl,
schweres Gasöl,
Vakuumgasöl,
Destillationsgasöl,
entasphaltiertes Öl
und dergleichen. Der erste Raffinierstrom kann vor dem erfindungsgemäßen Verfahren,
bspw. durch Hydrobehandlung, verarbeitet werden, so dass sein Heteroatomgehalt
reduziert oder im Wesentlichen eliminiert wird. Der erste Raffinierstrom
kann ebenfalls Rezyklierkomponenten umfassen.
-
Der erste Reaktionsschritt entfernt
Stickstoff und Schwefel aus dem ersten Raffinierstrom in der ersten Reaktionszone
und bewirkt eine Siedebereichsumwandlung, so dass der normalerweise
flüssige
Anteil des Abstroms aus der ersten Reaktionszone einen normalen
Siedebereich unter dem normalen Siedebereich der ersten Raffinierbeschickung
hat. Der Begriff "normal" steht für einen
Siedepunkt oder Siedebereich auf der Basis einer Destillation bei
1 Atmosphäre
Druck, wie er in einer D1160-Destillation bestimmt wird. Sämtliche
hier aufgeführten
Destillationstemperaturen beziehen sich, wenn nicht anders angegeben,
auf einen normalen Siedepunkt und normale Siedebereichstemperaturen.
Das Verfahren in der ersten Reaktionszone kann bis zu einer bestimmten
Crack-Umwandlung oder bis zu einer gewünschten Produktschwefel-Menge
oder Stickstoffmenge oder beidem gesteuert werden. Die Umwandlung
beitrifft gewöhnlich
eine Referenztemperatur, wie bspw. die minimale Sie detemperatur
der Beschickung. Das Ausmaß der
Umwandlung steht für
den Prozentsatz an Beschickung, der oberhalb de r Referenztemperatur
siedet und der in Produkte umgewandelt wird, die unter der Referenztemperatur
sieden.
-
Der erste Reaktionszonenabstrom umfasst
gewöhnlich
Flüssigphasekomponenten,
bspw. Reaktionsprodukte und nicht-umgesetzte Komponenten des ersten
Raffinierstroms, die bei Umgebungsbedingungen flüssig sind, und gewöhnlich gasförmige Komponenten,
bspw. Reaktionsprodukte und nicht umgesetzten Wasserstoff, die bei
Umgebungsbedingungen gewöhnlich
Dämpfe
sind. Bei dem Verfahren wird die erste Reaktionszone unter solchen
Bedingungen gehalten, dass eine Siedebereichsumwandlung des ersten
Raffinierstroms von mindestens etwa 25% erzielt wird, bezogen auf
eine Referenztemperatur von 360°C
(650°F).
Somit werden mindestens 25 Vol.% der Komponenten in dem ersten Raffinierstrom,
die oberhalb von etwa 360°C (650°F) sieden,
in der ersten Reaktionszone zu Komponenten umgewandelt, die unter
etwa 360°C
(650°F)
sieden. Die Durchführung
bei Umwandlungsmengen von sogar 100% ist ebenfalls innerhalb des
erfindungsgemäßen Rahmens.
Beispielhafte Siedebereichsumwandlungen liegen im Bereich von etwa
30 bis 90 Vol.% oder von etwa 40 bis 80 Vol.% Der Stickstoff- und
Schwefelgehalt des Abstroms aus der ersten Reaktionszone wird weiter
gesenkt, wobei mindestens etwa 50% der stickstoffhaltigen Moleküle in dem
ersten Raffinierstrom in der ersten Reaktionszone umgewandelt werden.
Vorzugsweise enthalten die gewöhnlich
flüssigen
Produkte, die in dem Abstrom aus der ersten Reaktionszone zugegen
sind, weniger als etwa 1000 ppm Schwefel und weniger als etwa 200
ppm Stickstoff, stärker
bevorzugt weniger als etwa 250 ppm Schwefel und etwa 100 ppm Stickstoff.
-
Die Reaktionsbedingungen in der ersten
Reaktionszone umfassen eine Reaktionstemperatur zwischen etwa 250°C und etwa
500°C (482–932°F), Drücke von
etwa 3,5 MPa bis etwa 24,2 MPa (500 bis 3500 psi), und eine Beschickungsrate
(Vol. Öl/Vol.
Kat. Std.) von etwa 0, 1 bis etwa 20 Std.–1.
Die Wasserstoffumwälzraten
sind gewöhnlich
im Bereich von etwa 350 Std.-Liter H2/kg Öl bis 1780
Std.-Liter H2/kg Öl (2310 bis 11750 Standard-Kubikfuß pro Barrel)
. Die bevorzugten Reaktionstemperaturen reichen von etwa 340°C bis etwa
455°C (644
bis 851°F).
Bevorzugte Gesamtreaktionsdrücke
reichen von etwa 7,0 MPa bis etwa 20, 7 MPa (1000 bis 3000 psi).
Bei dem bevorzugten Katalysatorsystem wurde gefunden, dass bevorzugte
Verfahrensbedingungen das Zusammenbringen einer Rohölbeschickung
mit Wasserstoff unter Hydrocrack-Bedingungen umfassen, wie u.a.
ein Druck von etwa 13,8 MPa bis etwa 20,7 MPa (2000 bis 3000 psi),
ein Gas-zu-Öl-Verhältnis zwischen
etwa 379 bis 909 Std.-Liter H2/kg Öl (2500
bis 6000 scf/bbl) , eine LHSV zwischen etwa 0,5 bis 1,5 Std.–1,
und eine Temperatur von 360°C
bis 427°C
(680 bis 800°F).
-
Die ersten und zweiten Reaktionszonen
enthalten einen oder mehrere Katalysatoren. Ist mehr als ein bestimmter
Katalysator in einer der Reaktionszonen zugegen, können sie
entweder gemischt sein oder in bestimmten Schichten zugegen sein.
Geschichtete Katalysatorsysteme werden bspw. in US-Patent 4 990
243 gelehrt. Es gibt Hydrocrack-Katalysatoren,
die sich für
die erste Reaktionszone eignen. Gewöhnlich umfasst der Hydrocrack-Katalysator
eine Crack-Komponente und eine Hydrierungskomponente auf einem Oxid-Stützmaterial
oder Bindemittel. Die Crack-Komponente kann eine amorphe Crack-Komponente
und/oder einen Zeolith umfassen, wie einen Y-Zeolith, einen ultrastabilen
Y-Zeolith, oder
einen dealuminierten Zeolith. Eine geeignete amorphe Crack-Komponente
ist Siliciumdioxid-Aluminiumoxid.
-
Die Hydrierungskomponente der Katalysatorteilchen
wird aus solchen Elementen ausgewählt, die bekanntlich eine katalytische
Hydrierungsaktivität
bereitstellen. Gewöhnlich
wird mindestens eine Metallkomponente der Elemente aus der Gruppe
VIII (IUPAC-Nomenklatur) und/oder der Elemente der Gruppe VI (IUPAC-Nomenklatur)
gewählt.
Gruppe-V-Elemente umfassen Chrom, Molybdän und Wolfram. Gruppe VIII-Elemente
umfassen Eisen, Kobalt, Nickel, Ruthenium, Rhodium, Palladium, Osmium,
Iridium und Platin. Die Menge(n) der Hydrierungskomponente(n) in
dem Katalysator reicht bzw. reichen am besten von etwa 0,5 bis etwa
10 Gew.-% Gruppe-VIII-Metall-Komponente(n) und von etwa 5 bis etwa
25 Gew.-% Gruppe-VI-Metall-Komponente(n), berechnet als Metalloxid(e)
pro 100 Gew.-%-Teilen Gesamtkatalysator, wobei sich die Prozentangaben
auf das Gewicht des Katalysators vor der Sulfidierung beziehen.
Die Hydrierungskomponenten im Katalysator können in Oxid- und/oder Sulphidform
vorliegen. Ist eine Kombination von mindestens einer Gruppe-VI-
und einer Gruppe-VIII-Metallkomponente als (gemischte) Oxide zugegen,
wird diese vor dem richtigen Gebrauch beim Hydrocracken einer Sulfidierungsbehandlung
unterworfen. Der Katalysator umfasst am besten eine oder mehrere
Komponenten aus Nickel und/oder Kobalt und eine oder mehrere Komponenten
aus Molybdän
und/oder Wolfram oder eine oder mehrere Komponenten aus Platin und/oder
Palladium. Katalysatoren, die Nickel und Molybdän, Nickel und Wolfram, Platin
und/oder Palladium enthalten, sind besonders bevorzugt.
-
Die erfindungsgemäßen Hydrocrack-Katalysatorteilchen
lassen sich herstellen durch Mischen oder gemeinsames Mahlen von
aktiven Quellen für
Hydrierungsmetalle mit einem Bindemittel. Beispiele für geeignete
Bindemittel sind u.a. Siliciumdioxid, Aluminiumoxid, Tone, Zirkondioxid,
Magnesiumoxid, und Siliciumoxid-Aluminiumoxid. Die Verwendung von
Aluminiumoxid als Bindemittel ist bevorzugt. Andere Komponenten, wie
Phosphor, können
bei Bedarf zugegeben werden, damit man die Katalysatorteilchen an
die gewünschte Anwendung
anpasst. Die gemischten Komponenten werden dann geformt, wie durch
Extrusion, getrocknet und gebrannt, so dass fertige Katalysatorteilchen
produziert werden. Alternativ umfassen gleichermaßen geeignete
Verfahren zur Herstellung der amorphen Katalysatorteilchen die Herstellung
von Oxidbindemittelteilchen, wie durch Extrusion, Trocknen und Brennen,
gefolgt von Abscheidung der Hydrierungsmetalle auf den Oxidteilchen
mit Verfahren, wie Imprägnierung.
Die Katalysatorteilchen, die die Hydrierungsmetalle enthalten, werden
dann vor der Verwendung als Hydrocrack-Katalysator weiter getrocknet
und gebrannt.
-
Der Abstrom aus der ersten Reaktionszone
umfasst Komponenten die normalerweise in der flüssigen Phase sind und Komponenten,
die normalerweise in der Gasphase sind. Die normalerweise gasförmigen Komponenten
umfassen nichtumgesetzten Wasserstoff aus der ersten Reaktionszone.
Beim herkömmlichen
Verarbeiten wird der Reaktionszonenabstrom gewöhnlich in einer oder mehreren
Trennzonen getrennt, die mit steigender Temperatur und/oder Druck
betrieben werden, damit ein im Wesentlichen reiner Wasserstoffstrom zur
Rezyklierung gewonnen wird. Es ist eine Eigenschaft des erfindungsgemäßen Verfahrens,
dass Komponenten, die normalerweise in der Gasphase sind, im Wesentlichen
unter gleichem Druck wie in der ersten Reaktionszone und ohne wesentliches
Kühlen
in die zweite Reaktionszone geleitet werden. In einer erfindungsgemäßen Ausführungsform
wird der gesamte Abstrom aus der ersten Reaktionszone ohne Kühlen und
ohne zusätzliche
Trennung zur zweiten Reaktionszone geleitet.
-
Der zweite Reaktionsschritt dient
der Hydrobehandlung eines zweiten Raffinierstroms unter solchen Bedingungen,
dass mindestens ein Teil der aromatischen Verbindungen entfernt
wird. Vorzugsweise werden mindestens etwa 50% der Aromaten aus dem
zweiten Raffinierstrom im integrierten Verfahren entfernt. Übliche Hydrobehandlungsfunktionen
umfassen ebenfalls das Entfernen von Heteroatomen, wie Schwefel
und Stickstoff, das Entfernen von in der Beschickung enthaltenen
Metallen und das Sättigen
von mindestens einigen der Olefine in der Beschickung. Man möchte insbesondere
aromatische Materialien mit mehrfachen Ringen während der Hydrobehandlung entfernen,
da sie insbesondere zu einem Fouling des Hydrocrack-Katalysators,
mit dem sie zusammenkommen, führen.
Eine Maßnahme
für die
Crack-Umwandlung
kann ebenfalls eintreffen, je nachdem wie schwer die Hydrobehandlungsbedingungen
sind.
-
Ein beispielhafter zweiter Raffinierstrom
hat einen Siedepunktsbereich, der höher ist als beim ersten Raffinierstrom,
und er enthält
eine große
Menge Schwefel, Stickstoff und aromatische Verunreinigungen, insbesondere Aromaten
mit mehreren Ringen. Geeignete zweite Raffinierströme umfassen
entasphaltierte Rückstands-
oder Rohöle,
Bodenfraktionen aus der Rohöl-Atmosphärendestillation
(reduziertes Rohöl
oder Atmosphären-Säulenrückstandsöl) oder
Vakuumdestillationssäulen-Bodenfraktionen
(Vakuumrückstandsöle). Ein entasphaltiertes Öl eignet
sich auch in einem zweiten Raffinierstrom. Eine Rückstandsöl-Beschickung, die
sich in dem erfindungsgemäßen Verfahren
behandeln lässt,
ist ein hochsiedendes kohlenwasserstoffhaltiges Material mit einem
normalen Siedebereich meist über
316°C (600°F), oder
wobei mindestens 80% (Vol./Vol.) der Beschickung zwischen 316 und
816°C (600
und 1500°F)
siedet und vorzugsweise mindestens etwa 50 Vol. des zweiten Raffinierstroms
eine normale Siedetemperatur von mehr als etwa 538°C (1000°F) hat. Die
Rückstandsöl-Beschickung
enthält
zudem eine hohe Konzentration Asphaltene, weshalb sie eine gewöhnlich unannehmbare
Beschickung zum Hydrocracken ohne vorhergehenden Hydrobehandlungsschritt
ist. Asphaltene können über ASTM
D3279-90 geeignet als derjenige Gehalt an Substanzen, die in Normalpentan
unlöslich sind,
bestimmt werden.
-
Bei der Bestimmung der in Normalpentan
unlöslichen
Substanzen wird etwa 1,0 g einer Raffinierstromprobe mit n-Heptan
im Verhältnis
von 100 ml Lösungsmittel
je 1 g Probe gemischt. Das Gemisch wird 15 bis 20 min vorsichtig
unter Rückfluss
belassen und dann 1 Std. abkühlen
gelassen. Die Probe wird dann auf 38 bis 49°C erwärmt und dann durch ein präpariertes
Filterkissen filtriert, das vorher mit 5 ml n-Heptan angefeuchtet
wurde. Der Niederschlag wird mit drei Portionen 10 ml n-Heptan gewaschen,
15 min bei 107°C
getrocknet, gekühlt
und gewogen. Der Masseprozentsatz der in Normalpeptan unlöslichen
Substanzen wird als Prozentsatz der ursprünglichen Probe bestimmt.
-
Beschickungen, die gewöhnlich erfindungsgemäß verarbeitet
werden, enthalten mehr als etwa 500 ppm Asphaltene, und sogar bis
zu 10000 ppm Asphaltene oder mehr; und sie enthalten zudem mehr
als 10 ppm Metalle und mehr als 0,1 Gew.-% Schwefel, gewöhnlich mehr
als 1 Gew.-% Schwefel und 0,2 Gew.-% Sticktoff, und mehr als 50%
Aromaten. Die Metalle sind wahrscheinlich als Organometallverbindungen
zugegen, aber die Konzentrationen der hier aufgeführten Metalle
sind berechnet als Teile pro Million reines Metall. Die verunreinigenden
Metalle in der Beschickung umfassen gewöhnlich Nickel, Vanadium und
Eisen. Der Schwefel ist als organische Schwefelverbindungen zugegen,
und die Gew.-% Schwefel sind berechnet, bezogen auf elementaren
Schwefel. Die Rückstandsöl-Beschickung
hat gewöhnlich
einen höheren
Schwefel- und Stickstoffgehalt als die Beschickung zur erste Reaktionszone,
In diesem beispielhaften Verfahren wird der zweite Raffinierstrom
hydrobehandelt, damit Stickstoff, Schwefel und Metallverunreinigungen
aus der Beschickung entfernt werden, und damit Aromaten, einschließlich schwerer
Aromaten, gesättigt
oder sonst wie entfernt werden. Diese Verunreinigungen, insbesondere
schwere Aromaten und Metalle, deaktivieren einen Hydrocrack-Katalysator
unerwünscht
schnell, wobei die ersten und zweiten Raffinierströme vereinigt
und über dem
Hydrocrack-Katalysator mit Wasserstoff zusammengebracht werden.
Bei dem Verfahren werden darüber hinaus
nicht-umgesetzte oder unvollständig
umgesetzte Produkte, die in dem Abstrom aus der zweiten Reaktionszone
verbleiben, effizient aus der ersten Reaktionszone isoliert, so
dass die Verunreinigung des darin enthaltenen Katalysator weiter
verhindert wird. Der zweite Raffinierstrom kann vor der Verwendung
als Beschickung für
das erfindungsgemäßen Verfahren
hydrobehandelt oder demetallisiert werden.
-
Wird das vorstehend beschriebene
Verfahren zur Hydrobehandlung von Beschickungen zur Entfernung von
Schwefelund Stickstoff-Verunreinigungen verwendet, umfassen die
Hydrobehandlungsbednngungen, die gewöhnlich in der zweiten Reaktionszone
verwendet werden, eine Reaktionstemperatur zwischen etwa 250°C und etwa
500°C (482
bis 932°F),
Drücke
von etwa 3,5 MPa bis etwa 24,2 MPa (500 bis 3500 psi) und eine Beschickungsrate
(Vol. Öl/Vol.
Kat Std.) von etwa 0,1 bis etwa 20 Std.–1.
Die Wasserstoff-Zirkulationsraten liegen gewöhnlich im Bereich von etwa
350 Std.-Liter H2/kg Öl bis 1780 Std.-Liter H2/kg Öl
(2310 bis 11750 Standardkupikfuß pro
Barrel). Die bevorzugten Reaktionstemperaturen reichen von etwa
340°C bis etwa
455°C (644
bis 851°F).
Die bevorzugten Gesamtreaktionsdrücke reichen von etwa 7,0 MPa
bis etwa 20,7 MPa (1000 bis 3000 psi).
-
Der Hydrobehandlungskatalysator für die Betten
ist gewöhnlich
ein Verbundstoff aus einem Gruppe-VI-Metall oder einer Verbindung
davon, und einem Gruppe-VIII-Metall oder einer Verbindung davon,
die auf einer porösen
feuerfesten Basis, wie Aluminiumoxid, gehalten wird. Beispiele für Hydrobehandlungs-Katalysatoren
sind Aluminiumoxidunterstützte
Kobalt-Molybdän-,
Nickelsulfid-, Nickel-Wolfram-,
Kobalt-Wolfram- und Nickel-Molybdän-Katalysatoren. Diese Hydrobehandlungs-Katalysatoren
sind gewöhnlich
vorsulfidiert.
-
Das erfindungsgemäße Verfahren eignet sich besonders
bei der Herstellung von Mitteldestillat-Fraktionen, die im Bereich
von etwa 121 bis 371°C
(250 bis 700°F)
sieden, wie es durch das entsprechende ASTM-Testverfahren bestimmt
wurde. Eine Mitteldestillatfraktion mit einem Siedebereich von etwa
121 bis 371°C
(250 bis 700°F)
bedeutet, dass mindestens 75 Vol., vorzugsweise 85 Vol. der Komponenten
des Mitteldestillates einen normalen Siedepunkt über etwa 121°C (250°F) besitzen,
und darüber
hinaus, dass mindestens etwa 75 Vol.%, vorzugsweise 85 Vol.% der
Komponenten des Mitteldestillats einen normalen Siedepunkt von weniger
als 371°C
(700°F)
haben. Der Begriff "Mitteldestillat" umfasst Diesel-,
Flugbenzin- und Kerosin-Siedebereichsfraktionen.
Der Kerosin- oder Flugbenzin-Siedebereich
steht für
einen Temperaturenbereich von etwa 138 bis 274°C (280 bis 525°F), und der
Begriff "Dieselsiedebereich" steht für Kohlenwasserstoff-Siedepunkte
von etwa 121 bis 371°C
(250 bis 700°F).
Benzin oder Naphtha ist gewöhnlich
die Fraktion der verfügbaren
Kohlenwasserstoffe von C5- bis zum 204°C-(400°F)-Endpunkt.
Die Siedebereiche der verschiedenen Produktfraktionen, die in einer
bestimmten Raffinerie gewonnen werden, variieren je nach solchen
Faktoren, wie den Eigenschaften der Rohölquelle, den loka len Raffinerie-Märkten, Produktpreisen
usw. Weitere Einzelheiten bezüglich
der Eigenschaften von Kerosin- und Dieselkraftstoffen sind den ASTM-Standards
D-975 und D-3699-83
zu entnehmen.
-
In dem Verfahren stellt eine einzelne
Wasserstoffzufuhr Wasserstoff für
die erste und zweite Reaktionszone bereit. Der Zusatz-Wasserstoff
wird mit Niederdruck-Rezyklier-Wasserstoff
aus der zweiten Reaktionszone vereinigt, und das Gemisch zur ersten
Reaktionszone geleitet. Nicht umgesetzter Wasserstoff aus der ersten
Reaktionszone wird ohne wesentliches Kühlen zur zweiten Reaktionszone
geleitet. Gegenüber
herkömmlichen
Verfahren, in denen der nicht-umgesetzte Wasserstoff aus der ersten
Reaktionszone von dem Reaktionszonenabstrom getrennt, gekühlt, drucklos
gemacht und zur Entfernung von Verunreinigungen gereinigt wird,
wird mindestens ein Teil des nicht umgesetzten Wasserstoffs in der
Erfindung aus der ersten Reaktionszone zur zweiten Reaktionszone
geleitet, und zwar bei im Wesentlichen dem gleichen Druck wie in
der ersten Reaktionszone und ohne zusätzliches Kühlen, abgesehen von den Anfangs-Druck-
und Temperaturabfällen, die
während
der Trennung und bei dem Abführen
des Abstroms aus der ersten Reaktionszone zur zweiten Reaktionszone
auftraten. Die bevorzugte Temperatur des nicht-umgesetzten Wasserstoffs,
der aus der ersten zur zweiten Reaktionszone geleitet wird, ist
mindestens etwa 177°C
(350°F),
stärker
bevorzugt mindestens etwa 260°C
(500°F)
und am stärksten
bevorzugt mindestens 371°C
(650°F).
Nicht-umgesetzter Wasserstoff aus der zweiten Reaktionszone wird
zur Entfernung von Verunreinigungen gereinigt, und zur ersten Reaktionszone
rezykliert.
-
Im folgenden wird auf die Figuren
eingegangen, die bevorzugte Ausführungsformen
der Erfindung offenbaren. Nicht in den Figuren enthalten sind die
verschiedenen Teile der Hilfsausrüstung, wie Wärmetauscher,
Kühler,
Pumpen und Kompressoren, die natürlich
für ein
vollständiges
Verarbeitungsschema notwendig sind, und die dem Fachmann bekannt
sind und von diesem verwendet werden.
-
In 1 enthält ein einzelnes
Downflow-Reaktorgefäß 80 mindestens
2 vertikal ausgerichtete Reaktionszonen. Eine erste Reaktionszone 115 dient
dem Cracken eines ersten Raffinierstroms 85. Eine zweite
Reaktionszone 20 dient der Entfernung von stickstoffhaltigen
und aromatischen Molekülen
aus einem zweiten Raffinierstrom 5. Ein geeignetes Volumenverhältnis des
Katalysatorvolumens in der ersten Reaktionszone zu dem Katalysatorvolumen
in der zweiten Reaktionszone umfasst je nach dem Verhältnis des
ersten Raffinierstroms zum zweiten Raffinierstroms einen breiten
Bereich. Übliche
Verhältnisse
liegen gewöhnlich
zwischen 20 : 1 und 1 : 20. Ein bevorzugter Volumenbereich liegt
zwischen 10 : 1 und 1 : 10. Ein stärker bevorzugtes Volumenverhältnis liegt
zwischen 5 : 1 und 1 : 2.
-
Bei dem integrierten Verfahren wird
ein erster Raffinierstrom 85 mit einem ersten gasförmigen Beschickungsstrom 170 vereinigt,
so dass eine erste Beschickung 105 erhalten wird, die im
ersten Beschickungsofen 110 erhitzt wird und zur ersten
Reaktionszone 115 geleitet wird, die sich in dem Reaktorgefäß 80 befindet.
Der erste gasförmige
Beschickungsstrom 170 enthält mehr als 50% Wasserstoff,
wobei der Rest verschiedene Mengen leichter Gase, einschließlich Kohlenwasserstoff-Gase
sind. Der erste gasförmige
Beschickungsstrom 170, der in der Figur gezeigt ist, ist
ein Gemisch aus Zusatz-Wasserstoff 95 und Rezyklier-Wasserstoff 175. Die
Verwendung eines Rezyklier-Wasserstoffstroms
ist gewöhnlich
aus ökonomischen
Gründen
bevorzugt, jedoch nicht erforderlich. In dem Verfahren wird die
erste Beschickung 105 zur ersten Reaktionszone 115 unter solchen
Bedingungen geleitet, dass eine Siedebereichsumwandlung erfolgt,
wodurch man einen ersten Reaktionszonenabstrom 120 erhält, der
Komponenten, die gewöhnlich
in der flüssigen
Phase vorkommen, und Komponenten, die gewöhnlich in der Gasphase vorkommen,
umfasst.
-
In einer alternativen Ausführungsform
dient der zweite Reaktionsschritt der Hydrobehandlung eines niedrigsiedenden
Raffinierstroms zur Reduktion des Gehaltes an Aromaten eines zweiten
Raffinierstroms ohne Über-Cracken.
-
Ein wesentlicher Anteil dieser leichten
Beschickung siedet in einem Temperaturenbereich unter dem Temperaturenbereich
des ersten Raffinierstroms, und gewöhnlich im Mitteldestillatbereich
oder etwas höher, so
dass das Verfahren zur Hydrobehandlung in der zweiten Reaktionszone
wesentliche Mengen an qualitativ hochwertigen Mitteldestillat-Kraftstoffen erzeugt.
Somit hat mindestens etwa 75 Vol. eines geeigneten zweiten Raffinierstroms
eine normale Siedetemperatur von weniger als etwa 538°C (1000°F). Ein Raffinierstrom,
bei dem mindestens etwa 75% Vol./Vol. seiner Komponenten eine normale
Siedetemperatur innerhalb des Bereichs von 250 bis 700°F hat, ist
Beispiel für
einen bevorzugten zweiten Raffinierstrom. Das Verfahren bietet ein
Verfahren zum Hydrobehandeln eines zweiten Raffinierstroms, der
eine größere Menge
Aromaten als der erste Raffinierstrom enthält. Geeignete zweite Raffinierströme umfassen
Destillations-Mitteldestillatströme
aus einer Rohfraktionierungseinheit, bspw. Destillat-Diesel, synthetische
gecrackte Ausgangsmaterialien, wie gecrackte Produkte aus einer
FCC oder einer Kokerei, einschließlich leichten und schweren
Rückführölen und Kokergasöl; entasphaltiertem Öl; VGO-Strömen aus
einem synthetischen Kraftstoffverfahren und dergleichen. Es kann
zwar ein erheblicher Anteil des zweiten Raffinierstroms im Mitteldestillatbereich
sieden, so dass eine zusätzliche
Molekulargewichtsreduktion durch Cracken unnötig, ja sogar ungewünscht ist,
die Beschickung zur zweiten Reaktionszone enthält aber gewöhnlich große Mengen Aromaten oder Olefine,
die zu ungewünschten Mitteldestillat-Kraftstoff-Eigenschaften
beitragen, sofern sie nicht entfernt werden. Die aromatischen Komponenten
in den zweiten Raffinierströmen
können
tatsächlich
die Aktivität
des Hydrocrack-Katalysators hemmen, wo diesxer mit dem zweiten Raffinierstrom
zusammengekommen war. Die Erfindung beruht somit auf der überraschenden
Entdeckung, dass die katalytische Crack-Aktivität für eine Siedepunktsreduktion
steigt, der Wasserstoffverbrauch besser wird (d. h. verringert wird),
und die Mitteldestillat-Ausbeuten
steigen, wenn der erste und der zweite Raffi nierstrom als gesonderte
Ströme
zu verschiedenen Stellen in dem integrierten Hydroumwandlungsverfahren
eingebracht werden und nicht gemischt und dann zusammen durch die
erste und die zweite Reaktionszone eingebracht werden. Werden leichte
Beschickungen als zweiter Raffinierstrom eingesetzt, enthält ein wahlfreier
Bodenmaterialrezyklierstrom zur ersten Reaktionszone im wesentlichen
keine nichtumgesetzten Komponenten des zweiten Raffinierstroms.
-
In den 1 und 2 wird der erste Reaktionszonenabstrom 120 zum
Zwischenstufenbereich 125 geleitet, einem Bereich in dem
Reaktorgefäß, der Vorrichtungen
zum Mischen und Rückverteilen
von Flüssigkeiten
und Gasen aus der Reaktionszone oben enthalten, bevor sie in die
Reaktionszone unten geleitet werden. Dieses Mischen und Rückverteilen
verbessert die Reaktionseffizienz und reduziert die Wahrscheinlichkeit
von Wärmegradienten
oder Heißstellen
in der Reaktionszone unten. In dem Verfahren wird ein zweiter Raffinierstrom 5 mit
einem wahlfreien wasserstoffhaltigen Strom 140 vereinigt,
der die kombinierte Beschickung 15 bildet, welche im zweiten
Beschickungsofen 10 erhitzt wird und zum Zwischenstufenbereich 125 geleitet
wird. Der in dem Strom 140 zugeführte Wasserstoff erneuert den
in der ersten Reaktionszone umgesetzten Wasserstoff, was nicht notwendig
ist, wenn genug Wasserstoff über
Strom 170 zur ersten Reaktionszone gefügt wird. Der Strom 140 kann
rezyklierten Wasserstoff enthalten, jedoch kann er auch Zusatz-Wasserstoff
enthalten, und zwar je nach der Wasserstoff-Verfügbarkeit an einer bestimmten
Verfahrensstelle. In der in der Zeichnung von 1 gezeigten Ausführungsform wird der gesamte
Abstrom aus der ersten Reaktionszone mit dem vereinigten zweiten
Beschickungsausgangsmaterial 15 bei im wesentlichen der
gleichen Temperatur und im wesentlichen dem gleichen Druck wie die
erste Reaktionszone vereinigt. In der in 2 veranschaulichten Ausführungsform
werden die Komponenten, die gewöhnlich
in der Flüssigphase
sind, von den Komponenten, die gewöhnlich in der Gasphase sind,
im Zwischenstufenbereich getrennt. Der gesamte Dampfstrom 130 wird ohne
wesentliches Kühlen
zur zweiten Reaktionszone 20 geleitet, damit mindestens
ein Teil des Wasserstoffs zur Umsetzung des zweiten Beschickungsausgangsmaterials 15 zugeführt wird.
-
Das zweite Beschickungsausgangsmaterial 15 wird
zusammen mit mindestens einem Teil des Abstroms aus der ersten Reaktionszone
zur zweiten Reaktionszone 20 geleitet, bei Bedingungen
gehalten, dass mindestens ein Teil der Aromaten, die in dem zweiten
Raffinierstrom zugegen sind, umgewandelt werden, so dass ein zweiter
Reaktionszonenabstrom erhalten wird. Da der erste Reaktionszonenabstrom
bereits relativ frei von in der zweiten Reaktionszone zu entfernenden
Verunreinigungen ist, gelangt der Abstrom aus der ersten Reaktionszone
größtenteils
unverändert
durch die zweite Reaktionszone. Das Vorhandensein des Abstroms aus
der ersten Reaktionszone hat jedoch erfingungsgemäß einen
wichtigen und unerwarteten ökonomischen
Nutzen in dem integrierten Verfahren. Der Abstrom birgt beim Verlassen
der ersten Reaktionszone eine erhebliche thermische Energie, die
zum zweiten Beschickungsausgangsmaterial in dem Zwischenstufenbereich
zwischen den beiden Reaktionszonen geleitet wird. Dies ermöglicht die
Zugabe eines kühleren
zweiten Stroms zum integrierten System, als ansonsten erforderlich
ist, was Ofen- und Heizkosten spart. Wenn das zweite Beschickungsausgangsmaterial
durch die zweite Reaktionszone gelangt, steigt die Temperatur wieder aufgrund
der exothermen Reaktionserwärmung
in der zweiten Reaktionszone. Der flüssige erste Abstrom in der
zweiten Beschickung dient als Wärmeabführung, die
den Temperaturanstieg über
die zweite Reaktionszone mäßigt, so
dass der Bedarf zur Einbringung von Quenchgas sinkt. Die in den
die zweite Reaktionszone verlassenden flüssigen Reaktionsprodukten enthaltene
Wärmeenergie
ist weiter für
den Austausch mit anderen Strömen
verfügbar,
die erwärmt
werden müssen.
Die Auslasstemperatur der zweiten Reaktionszone ist höher als
die Auslasstemperatur der ersten Zone. In diesem Fall liefert die
Erfindung den zusätzlichen
Wärmeübertragungsvorteil,
dass die Temperatur des Abstroms aus der ersten Reaktionszone für eine effizientere
Wärmeübertragung
erhöht
wird. Der Abstrom aus der ersten Reaktionszone trägt auch
den nicht-umgesetzten Wasserstoff zur Verwendung in der zweiten
Reaktionszone, ohne dass zur Druckerhöhung geheizt oder gepumpt werden
muss.
-
Der Abstrom 25 aus der zweiten
Reaktionszone enthält
nicht umgesetzten Wasserstoff, eine kohlenwasserstoffhaltige Komponente
und bei der Umsetzung entstandene verunreinigende Gase, einschließlich Schwefelwasserstoff
und Ammoniak. Der zweite Reaktionszonnabstrom 25 wird zur
zweiten Trennzone 30 geleitet, damit ein flüssiges Produkt
von einem normalen gasförmigen
Produkt getrennt wird, und zwar oft in einer Reihe von Trenneinheiten,
die bei verschiedenen Drücken
und Temperaturen betrieben werden, damit die Effizienz der Trennung
maximiert wird und ein hochreiner Wasserstoffstrom erhalten wird.
Ammoniak und H2S, die während der Hydrobehandlung produziert
werden, werden entfernt, und zwar gewöhnlich durch Waschen mit Wasser,
und gegebenenfalls durch Waschen mit einem Sorptionsmittel, wie
einem Amin-Sorptionsmittel. Ein beispielhaftes Trennschema für ein Hydroumwandlungsverfahren
ist in US-Patent 5 082 551 gelehrt. Der Abstrom kann ebenfalls durch
eine herkömmliche
Maßnahme
gekühlt
werden, bspw. durch den Wärmetauscher 180.
Mindestens ein wasserstoffreicher Gasstrom 150 und ein
zweiter flüssiger
Strom 35 werden aus der zweiten Trennzone 30 gewonnen.
Der wasserstoffreiche Gasstrom 150, der die zweite Trennzone
verlässt, ist
relativ frei von Schwefelwasserstoff und Ammoniak. Ein bevorzugter
wasserstoffreicher Gasstrom 150 wird gekühlt und
bei einer Temperatur in Bereich von etwa 38°C bis etwa 149°C (100 bis
300°F) oder
vorzugsweise im Bereich von etwa 38°C bis etwa 93°C (100°F bis 200°F) gewonnen.
Der nun gereinigte wasserstoffreiche Gasstrom 150 wird
durch den Kompressor 160 erneut unter Druck gesetzt und
zu verschiedenen Stellen im Verfahren geleitet. Ein Teil des Stroms 150 kann
dann zur zweiten Reaktionszone 20 als zweiter Quenchstrom 145 eingeführt werden,
zur zweiten Reaktionszone geleitet werden, damit ein Teil der überschüssigen Wärme aus
der Zone absorbiert wird, die durch die darin erfolgenden exothermen
Hydrobehandlungsreaktionen erzeugt wird. Ein zusätzlicher Teil des Stroms 150 kann
in die erste Reaktionszone 115 als erster Quenchstrom 155 eingebracht
werden. Ein zusätzlicher
Teil des Stroms 150 kann in einer zweiten Reaktionszone 20 als Strom 140 (1 und 2) eingebracht werden.
-
Der zweite Flüssigkeitsstrom 35,
der der Abbildung zufolge in Kombination mit dem ersten Flüssigkeitsstrom 135 das
vereinigte Flüssigprodukt 100 in 2 bildet, wird zur Fraktionierungszone 40 geleitet,
die gewöhnlich
ein Destillationsabschnitt ist, der eine oder mehrere Atmosphären-Destillationskolonnen
und gegebenenfalls eine oder mehrere Destillationskolonnen umfasst.
Ein leichtes Produkt und mindestens ein flüssiges Produkt werden gewonnen.
Die Fraktionierungszone 40 wird in der bevorzugten Ausführungsform
so betrieben, dass eine Anzahl von Destillatströmen erhalten wird. In 1 sind 5 Ströme gezeigt.
Diese umfassen das leichte Produkt 45, den leichten Naphtha-Strom 50,
den schweren Naphtha-Strom 55, Kerosin-Strom 60, und
den Dieselstrom 65. Ein flüssiger Bodenstrom 70,
der nicht-umgesetzte und partiell umgesetzte Produkte und Materialien,
die über
einer Zieltemperatur sieden (bspw. über etwa 260°C/500°F), enthält, wird
ebenfalls entzogen. Der Strom 70 kann als Produktstrom 75 zur
Verarbeitung an anderer Stelle gewonnen werden, bspw. zusätzliche
Destillation, Behandlung in einer FCC-Einheit oder einer Entwachsungseinheit
zur Herstellung eines Schmierölausgangsmaterials.
Mindestens ein Teil des Stroms 70 und/oder mindestens ein
Teil von einem der Destillatfraktionen (d. h. Ströme 50, 55, 60 oder 65)
kann ebenfalls zur ersten Reaktionszone 115 rezykliert
werden. Ein Rezyklierstrom 90 wird in 2 veranschaulicht.
-
Zur Behandlung eines Rückstandsöls als zweiter
Raffinierstrom wird vorzugsweise weder ein Atmosphärendestillationsbodenprodukt
noch ein Vakuumdestillationsbodenprodukt zur ersten Reaktionszone
rezykliert, so dass die Verunreinigung des darin enthaltenen Katalysators
vermieden wird.
-
Ein Destillatstrom kann stattdessen
gegebenenfalls eher rezykliert werden.
-
Die Zeichnungen in 1 und 2 zeigen
2 Reaktionszonen, die in einem Reaktorgefäß enthalten sind. Man erkennt,
dass eine oder mehrere zusätzliche
Reaktionszonen stromaufwärts
der ersten Reaktionszone und eine oder mehrere zusätzliche
Reaktionszonen stromabwärts
der zweiten Reaktionszone ebenfalls in dem Reaktorgefäß oder in
beigefügten
Reaktorgefäßen zugegen
sein können.
Die relativen Positionen "stromaufwärts" und "stromabwärts", wie sie hier verwendet
werden, betreffen eine Referenzposition beim Leiten des Flüssigkeitsstroms
durch das Reaktorgefäß. Der Einsatz
einer minimalen Anzahl von Reaktorgefäßen in dem erfindungsgemäßen Verfahren
kann aus ökonomischen
Gründen
bevorzugt sein. Je nach der bestimmten Anwendung des erfindungsgemäßen Verfahrens
kann das erforderliche Gesamt-Katalysatorvolumen mehrfache Reaktionsgefäße erfordern.
Man erkennt weiterhin, dass das hier beschriebene Verfahren in ein
größeres Verfahren
eingeführt
werden kann, das andere Hydroumwandlungsreaktionen umfasst.
-
Nachstehend wird auf die folgenden
Beispiele einer spezifischen Ausführungsform der Erfindung Bezug
genommen, die den Vorteil des erfindungsgemäßen Verfahrens veranschaulichen.
-
Beispiel 1
-
Ein Reaktorsystem wurde hergestellt,
welches 65 Vol.% Katalysator I über
36 Vol.% Katalysator II enthielt (siehe Tabelle I). Ein schweres
VGO (Beschickung A in Tabelle II) wurde mit 1,19 ms/Liter (5000
SCF/Bbl) Wasserstoff über
Katalysator I zusammengebracht. Ein leichtes Rückführöl (Beschickung B in Tabelle
II) mit etwa der gleichen Volumen-Fließgeschwindigkeit wurde zusammen
mit dem Abstrom aus Katalysator I über Katalysator II zusammengebracht.
Die Bedingungen und Ergebnisse sind in Tabelle III zusammengefasst.
-
-
Vergleichsbeispiel
-
Bei dem Vergleichsbeispiel wurden
die Mengen der Beschickungen A und B aus den vorstehenden Beispielen
in einem Gemisch vereinigt, und das Gemisch wurde mit 5000 SCFB
Wasserstoff über
Katalysator A bei der in Beispiel 1 verwendeten Zugabegeschwindigkeit
zusammengebracht. Der Abstrom aus Katalysator A wurde dann in Katalysator
B ein gebracht. Die Bedingungen sind in der Tabelle III aufgeführt.
-
Den Daten zufolge war die Crack-Aktivität, wie sie
durch die Umwandlung von 360°C+
(680°F+)
Komponenten in der Beschickung in 360°C– (680°F–) gemessen wurde, bei dem
erfindungsgemäßen Verfahren überraschend
höher als
beim herkömmlichen
Vergleichsfall. Noch überraschender
ist der signifikant verringerte Wasserstoffverbrauch bei dem erfindungsgemäßen Verfahren
und die erhöhte
Mitteldestillat-Selektivität, und zwar
wenn die Mitteldestillatselektivität das Volumen-Verhältnis ist
der Produkte, die im Bereich von 170 bis 360°C (338 bis 680°F) sieden,
zu den Produkten, die im Bereich von 65 bis 170°C (149 bis 338°F) sieden.
-
-
Beispiel II
-
Eine gemischte arabische Vakuumrückstandsölbeschickung
(siehe Tabelle I) wurde in einer Vakuum-Rückstandsöl-Hydrobehandlungseinheit
hydrobehandelt.
-
-
Die Produktausbeuten aus dem Hydrobehandlungsschritt
sind in Tabelle II gezeigt.
-
-
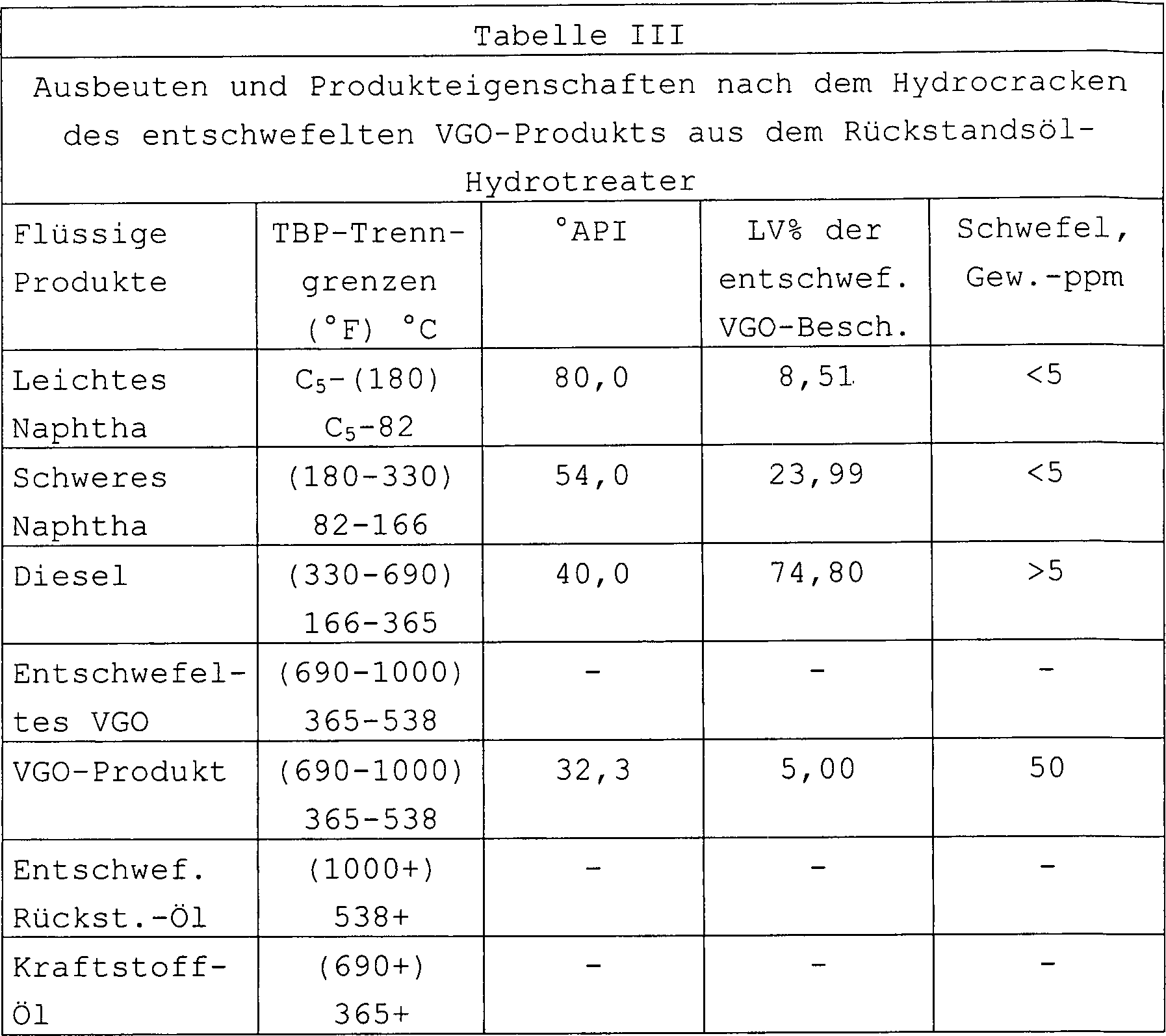
Das entschwefelte Vakuumgasölprodukt
aus dem Rückstandsöl-Hydrobehandlungsschritt
wurde einem Hydrocracking unterworfen, so dass die in Tabelle III
erhaltenen Produkte erhalten wurden.
-
-
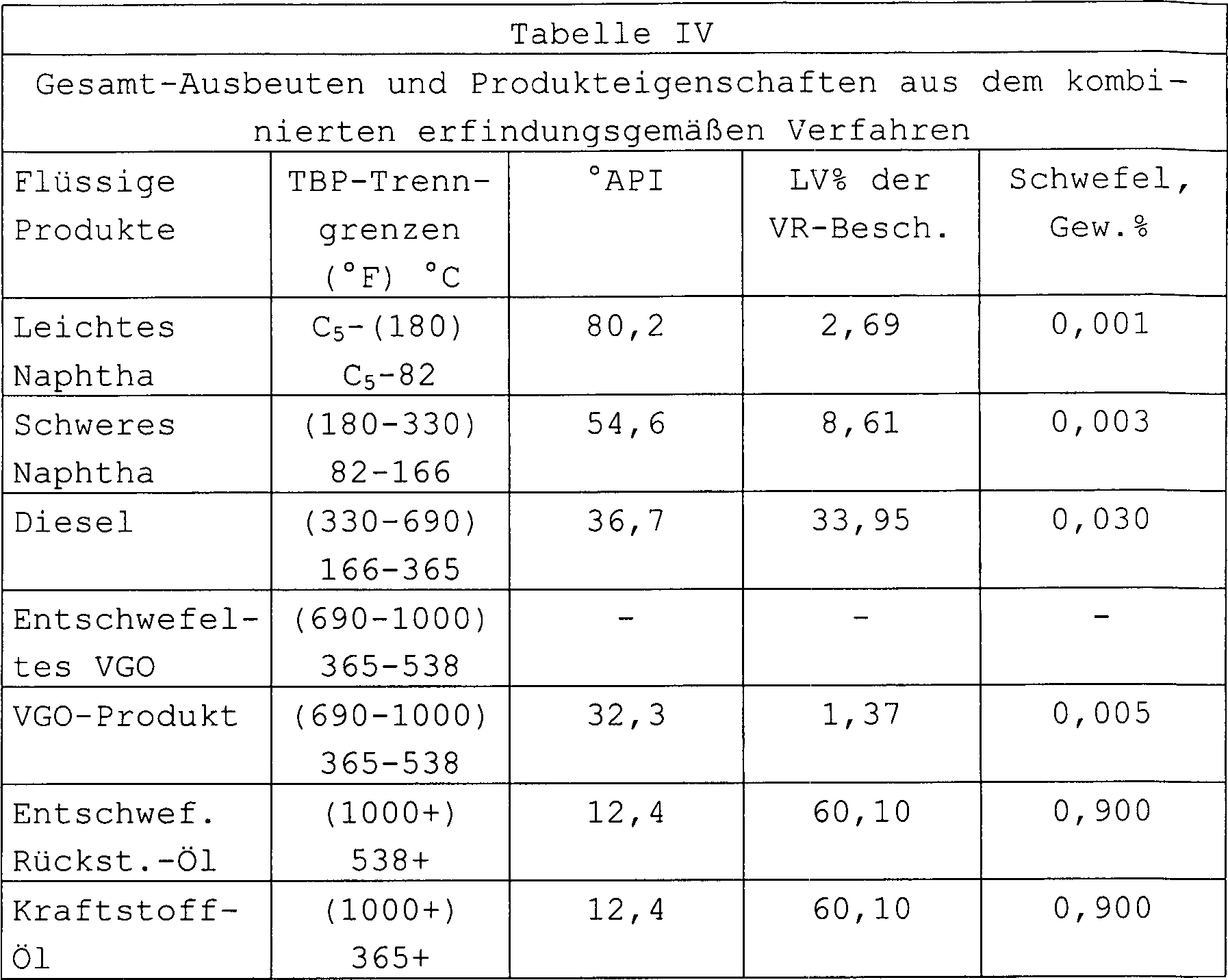
In Tabelle IV sind die Ausbeuten
und Produkteigenschaften für
das gesamte integrierte Verfahren aufgeführt. Der Vorteil der Erfindung
lässt sich
aus einem Vergleich zwischen den Spalten mit dem Titel "LV% der VR-Besch." in Tabelle II und
Tabelle IV ersehen. Die Tabelle II führt Daten für den Vergleichsfall auf, mit
Rückstandsöl-Hydrobehandeln ohne
Hydrocracking. Die Tabelle IV gibt die erfindungsgemäßen Daten.
Das Aufnehmen des Hydrocracking in dem integrierten Verfahren führt zu signifikant
höheren
Ausbeuten von Naphtha und Diesel, den gewünschten Produkten des Verfahrens,
und zu viel niedrigeren Kraftstofföl-Ausbeuten.
-
-
Die Tabelle V zeigt, dass die Cetan-Zahl
des Dieselproduktes für
das integrierte Verfahren viel höher war
als für
das Vergleichsverfahren, bei dem nur das Hydrobehandeln des Rückstandsöl erfolgte.
-
Tabelle V
-
-
Es wurden zwar lediglich spezifische
erfindungsgemäßen Ausführungsformen
beschrieben, jedoch können
diese Ausführungsformen
zahlreichen Änderungen
unterworfen werden, ohne dass vom Geist der Erfindung abgewichen
wird, und alle Änderungen,
die innerhalb des Rahmens der beigefügten Ansprüche liegen, sollen davon umfasst
sein.