-
Die vorliegende Erfindung betrifft
ein Verfahren zur Herstellung eines gepressten Wärmeisolierkörpers. Ein solcher Körper kann
beispielsweise als Außenteil,
als Distanzstück
oder als Wand in Heizungen für Kochgeräte mit glaskeramischer
Kochfeldfläche
oder als Isolierung in Speicherheizkörpern eingesetzt werden.
-
Die DE-A-42 12 229 offenbart ein
Verfahren zum Herstellen eines porösen Isoliermaterials durch
Mischen eines leichten Füllmaterials
mit einem Tensid, gefolgt vom Mischen einer Mauerbaukomponente und
eines Härtungsmittels.
-
Die US-A-4,118,450 offenbart ein
Verfahren zum Herstellen eines anorganischen, porösen Formprodukts
durch Mischen von Silicastaub mit Wasser, Formen und Trocknen.
-
Die GB-A-1 580 909 offenbart ein
Wärmeisoliermaterial,
umfassend ein Gemisch aus mikroporösem Silica-Aerogel, einem Trübungsmittel
und Verstärkungsfasern.
-
Die W0-A-9817596 offenbart die Herstellung
eines Isoliermaterials, besonders für den Einsatz als Wände in Heizungen
für Kochgeräte mit glaskeramischer
Kochfeldfläche.
Das Isoliermaterial basiert auf expandiertem Vermiculit, anorganischem
Bindemittel, mikroporösem
Material, Verstärkungsfasern
und einem Infrarot-Trübungsmittel.
Die Fasern werden ausgewählt
aus Silica, Quarzglas, R-Glas, S-Glas, ECR-Glas und ähnlichen
Gläsern
sowie Gemischen davon. Die eingesetzten Verstärkungsfasern enthalten maximal
2 Gew.-% Boroxid und max. 2 Gew.-% Alkalimetalloxide. Gläser mit
mehr als 2 Gew.-% Boroxid und Alkalimetalloxiden sind ausgeschlossen,
da sie angeblich die Korrosion von Heizelementen in Heizungen für Kochgeräte fördern.
-
Das in der W0-A-9817596 beschriebene
Isoliermaterial hat angeblich bessere Wärmeisoliereigenschaften als
die, die mit Glimmerkornpartikeln erzielt werden, wie z. B. Vermiculit,
die mit einem Bindemittel komprimiert werden und beispielsweise
in der EP-A-0 204 185 beschrieben sind.
-
Die Wärmeleitfähigkeit der gemäß der W0-A-9817596
erzeugten Isolierkörper
ist jedoch immer noch höher
als ideal, obwohl Trübungsmittel
zugegeben werden können,
um die Wärmeleitfähigkeit
bei erhöhten Temperaturen
zu reduzieren.
-
Der Zusatz eines mikroporösen Materials
niedriger Dichte reduziert die Dichte des endgültigen Formkörpers unter
Beibehaltung seiner Biegefestigkeit, und die Anwesenheit der Verstärkungsfasern
führt zu
einer ausreichenden Widerstandsfähigkeit
gegen eine mechanische Beschädigung.
-
In einem alternativen Ansatz, der
in der EP-A-0 560 479 demonstriert ist, umfasst ein Wärmeisolierkörper ein
mikroporöses
Material niedriger Dichte wie z. B. ein Aerogel, pyrogene oder ausgefällte Silica
sowie Glasverstärkungsfilamente
wie z. B. E-Glas, R-Glas oder S-Glas. Ein solcher Isolierkörper hat
zwar ausgezeichnete Wärmeisoliereigenschaften,
aber seine Festigkeit ist geringer als die eines gebundenen Vermiculitkörpers oder
die eines einen Verbundkörper
enthaltenden Vermiculits.
-
Es wäre möglich, bei der Herstellung
von Formkörpern
ein Material höherer
Dichte wie abgerauchte/verflüchtigte
Silica zu verwenden, aber diese sind bei einer entsprechenden Dichte
schwächer
als Körper aus
pyrogener Silica. Ferner ist die Wärmeleitfähigkeit höher. Diese Materialien sind
im gewissen Maße
selbsttrübend,
da sie einen geringen Anteil an sehr gut dispergiertem Kohlenstoff
enthalten.
-
Verflüchtigte Silica entsteht als
Nebenprodukt bei der Herstellung von Silicium- oder Ferrosilicium-Metall.
Silica in der Form von Sand oder Quarzit wird mit Kohle, Holzkohle
usw. in einem Elektroofen zu Siliciummetall reduziert. Die daraus
resultierenden Dämpfe
enthalten Silica und Kohlenstoff und werden in Bunkern gesammelt.
Die chemische Zusammensetzung von verflüchtigter Silica ist vom Anlagentyp
abhängig
(d. h. Silicium oder Ferrosilicium). Der Silicagehalt liegt bei
84 bis 98 Gew.-%, der von in Siliciummetallanlagen erzeugte Silicadampf
bei 92 bis 98%. Der Kohlenstoffgehalt des Materials variiert von
Anlage zu Anlage und kann zwischen 0,5 und 6% liegen. Der Gehalt
liegt im Allgemeinen um etwa 0,8 bis 2%.
-
Der Nachteil von verflüchtigter
Silica liegt in seiner hohen Schüttdichte
im Vergleich zu Silica, die in einer Reihe mikroporöser Isolierungen
zum Einsatz kommt. Im komprimierten Zustand muss die Blockdichte entsprechend
höher sein
als andere Formen von mikroporöser
Isolierung. Es ist jedoch möglich,
handhabbare Blöcke
mit hoher Dichte zu erzeugen, die immer noch akzeptable Wärmeleitfähigkeiten
haben. Im Vergleich zu gebundenem Vermiculit oder Vermiculit-Verbundkörpern sind
diese Formteile schwach.
-
Wir haben gefunden, dass die Festigkeit
von Wärmeisolierkörpern auf
der Basis von verflüchtigter
Silica zunimmt, wenn diese einer Wärmebehandlung unterzogen werden,
und die Festigkeit zeigt eine unerwartet rasche Zunahme mit steigender
Temperatur.
-
Gemäß der vorliegenden Erfindung
wird ein Verfahren zum Herstellen eines gepressten Wärmeisolierkörpers bereitgestellt,
umfassend die folgenden Schritte:
- (1) Bereitstellen
einer Trockenzusammensetzung, bestehend aus:
- (a) 10 bis 100 Gew.-% verflüchtigte
Silica, die eine Dispersion von 0,5 bis 6 Gew.-% Kohlenstoff enthält;
- (b) 0 bis 40 Gew.-% Infrarot-Trübungsmittel;
- (c) 0 bis 50 Gew.-% partikelförmiges anorganisches Füllmaterial;
und
- (d) 0 bis 25 Gew.-% Verstärkungsfilamente;
- (2) Pressen der Trockenzusammensetzung aus Schritt (1) zum Bilden
eines Körpers
mit einer gewünschten Gestalt
und Dichte; und
- (3) Wärmebehandeln
des gepressten Körpers
bei einer Temperatur im Bereich von 400 Grad Celsius bis 1000 Grad
Celsius, um dessen Härtung
zu bewirken.
-
In der Zusammensetzung werden vorzugsweise
80 bis 98 Gew.-% verflüchtigte
Silica bereitgestellt, noch mehr bevorzugt werden 88 bis 98 Gew.-%
verflüchtigte
Silica.
-
Der Kohlenstoffgehalt der verflüchtigten
Silica liegt vorzugsweise zwischen 0,8 und 2 Gew.-%.
-
Während
des Erhitzens des Körpers
wird der Kohlenstoff geeigneterweise abgebrannt, so dass weniger
als 0,1 Gew.-% davon in Bezug auf die verflüchtigte Silica zurückbleibt.
-
Der Körper wird vorzugsweise auf
eine Temperatur im Bereich von 450 Grad Celcius bis 800 Grad Celsius
erhitzt. Stärker
bevorzugt wird eine Erhitzung des Körpers auf eine Temperatur im
Bereich von 500 Grad Celsius bis 800 Grad Celsius, am meisten bevorzugt
wird, wenn der Körper
auf eine Temperatur im Bereich von 600 Grad Celsius bis 800 Grad
Celsius erhitzt wird.
-
Es werden vorzugsweise 0 bis 30 Gew.-%
Infrarot-Trübungsmittel
bereitgestellt.
-
Das Infrarot-Trübungsmittel kann ein Material
sein, das Infrarotstrahlung streut oder absorbiert, und kann aus
Titanoxid, Eisenoxid, Gemischen aus Titanoxid und Eisenoxid, Zirconiumoxid,
Zirconiumsilicat, Chromoxid und Siliciumcarbid ausgewählt werden.
-
Es werden vorzugsweise 0 bis 30 Gew.-%
des partikelförmigen
anorganischen Füllmaterials
bereitgestellt.
-
Das partikelförmige anorganische Füllmaterial
kann aus Manganoxid und einem Material niedriger Dichte sowie Gemischen
davon ausgewählt
werden. Das Material niedriger Dichte kann aus Silica, Titandioxid, Aluminiumoxid,
Vermiculit, Perlit, expandierten Tonen und Glasmikrosphären ausgewählt werden.
Silica, Titandioxid oder Aluminiumoxid können in einer Form vorliegen,
die aus Aerogel, Xerogel sowie aus pyrogener, hydrophober pyrogener
und ausgefällter
Form ausgewählt
ist.
-
Vorzugsweise werden 2 bis 10 Gew.-%
der Verstärkungsfilamente
bereitgestellt.
-
Die Verstärkungsfilamente können ein
stabiles Material sein, wie z. B. ausgewählt aus Silica, Quarz, E-Glas
und Modifikationen davon, S-Glas und Modifikationen davon, R-Glas, ECR-Glas, C-Glas,
A-Glas, Keramikfasermaterialien, Körper-Fluid-löslichen
Fasern und Gemischen davon.
-
Die Dichte der gepressten Zusammensetzung
kann zwischen 300 und 1200 kg/m3, vorzugsweise
zwischen 500 und 800 kg/m3 liegen.
-
Der wärmebehandelte Körper kann
eine Shore A Härte
von mehr als 50, vorzugsweise von mehr als 65 haben, am meisten
bevorzugt wird nicht weniger als etwa 80.
-
Der wärmebehandelte Körper kann
eine Biegefestigkeit von mehr als 450 kN/m2,
vorzugsweise von mehr als 600 kN/m2 haben,
am meisten bevorzugt werden nicht weniger als etwa 1000 kN/m3.
-
Eine Reihe von Feuerungstechniken
können
zum Bewirken der notwendigen Erhitzung des gepressten Körpers angewendet
werden. Gas- oder stromgespeiste Öfen oder Infrarot- oder Mikrowellenheizgeräte sind
anwendbar, wobei sie so angeordnet werden, dass sie einen Anstieg
der Temperatur des Körpers
von 400 Grad Celsius bis 1000 Grad Celsius und vorzugsweise von
450 Grad Celsius bis 800 Grad Celsius bewirken. Die benötigte Erhitzungszeit
ist vom Querschnitt des Körpers
abhängig.
-
Über
die Biegefestigkeit des Körpers
hinaus nimmt mit steigender Temperatur auch die Oberflächenhärte des
Körpers
zu. Wenn nur Oberflächenhärtung gefordert
wird, dann wird lediglich eine Erhitzungszeit von etwa 5 Minuten
bei 600 Grad Celsius für
praktisch jeden Querschnitt des Körpers benötigt. Für eine vollständige Härtung sind
jedoch möglicherweise
längere
Erhitzungszeiten notwendig. Erhitzungszeit und -temperatur werden
durch einfaches Experimentieren gewählt, so dass der Körper ausreichend
erhärtet,
ohne signifikante messbare Veränderungen
von Größe oder
Porenvolumen zu erfahren.
-
Die Erfindung soll zwar nicht an
eine bestimmte Theorie gebunden sein, aber man ist der Ansicht,
dass die Härtung
deshalb erfolgt, weil die verflüchtigten
Silicapartikel zusätzlich
zu evtl. vorhandenen gröberen
Kohlenstoffpartikeln auch mit Kohleruß beschichtet sind. Im trockenen
Zustand der Zusammensetzung begrenzt der Ruß die Bindung zwischen den
Silicapartikeln, die entweder durch Wasserstoffbindungen oder durch
Kondensation von benachbarten Si-OH Gruppen erfolgen. Nach dem Erhitzen
des Materials auf Temperaturen, bei denen eine Kohlenstoffbeseitigung
auftreten kann, beginnt diese Bußschicht zu zerfallen. Dies
erlaubt Wasserstoffbindungen und Kondensation benachbarter Si-OH
Gruppen zur Bildung von Sauerstoffbrücken zwischen Partikeln, Si-O-Si.
Diese Bildung von Sauerstoffbrücken
würde auch
mit Si-OH Gruppen von der Oberfläche
beliebiger zur Verstärkung
verwendeter Glassfilamente erfolgen, was die Verstärkung weitaus
wirksamer macht. Dieser Mechanismus könnte für die beobachtete Zunahme der
Biegefestigkeit verantwortlich sein.
-
Erfindungsgemäß hergestellte Körper können in
einer Reihe von Anwendungsbereichen eingesetzt werden. Sie können z.
B. als Distanzstücke
oder Wände
in elektrischen Strahlungsheizungen, als Basis für Speicherheizkörper, als
Dichtflächen
für Öfen und
Verbrennungsanlagen sowie als starre, evakuierbare Platten für den Vakuumeinsatz
verwendet werden.
-
In einer besonderen Ausgestaltung
der vorliegenden Erfindung wird ein Verfahren wie oben definiert zur
Herstellung eines gepressten Wärmeisolierkörpers in
der Form eines Außenteils
für eine
Heizung bereitgestellt, umfassend die folgenden Schritte:
- (1) Bereitstellen einer Trockenzusammensetzung,
bestehend aus:
- (a) 65 bis 98 Gew.-% verflüchtigter
Silica, die eine Dispersion von 0,5 bis 6 Gew.-% Kohlenstoff enthält;
- (b) 0 bis 20 Gew.-% Infrarot-Trübungsmittel;
- (c) 0 bis 10 Gew.-% partikelförmiges anorganisches Füllmaterial;
und
- (d) 1 bis 15 Gew.-% Verstärkungsfilamente;
- (2) Pressen der Trockenzusammensetzung aus Schritt (1) zum Bilden
eines Außenteils
einer Heizung mit einer gewünschten
Gestalt und Dichte; und
- (3) Wärmebehandeln
des gepressten Außenteils
bei einer Temperatur im Bereich von 500 Grad Celsius bis 900 Grad
Celsius, um dessen Härtung
zu bewirken.
-
Die Zusammensetzung enthält vorzugsweise
83 bis 89 Gew.-% der verflüchtigten
Silica.
-
Der Kohlenstoffgehalt der verflüchtigten
Silica liegt vorzugsweise bei 0,8 bis 2 Gew.-%.
-
Während
des Erhitzens des Körpers
wird der Kohlenstoff geeigneterweise abgebrannt, so dass weniger
als 0,1 Gew.-% davon in Bezug auf die verflüchtigte Silica verbleiben.
-
Das partikelförmige anorganische Füllmaterial
kann aus pyrogener und hydrophober pyrogener Silica und Gemischen
davon ausgewählt
werden.
-
Es werden vorzugsweise 2 bis 10 Gew.-%
der Verstärkungsfilamente
bereitgestellt.
-
Die Verstärkungsfilamente können aus
Silica, Quarz, E-Glas
und Modifikationen davon, S-Glas und Modifikationen davon, R-Glas,
ECR-Glas, C-Glas, A-Glas, Keramikfasermaterialien, Körper-Fluid-löslichen Fasern
und Gemischen davon ausgewählt
werden.
-
Die Dichte der gepressten Zusammensetzung
liegt vorzugsweise zwischen 500 und 800 kg/m3.
-
Der wärmebehandelte Außenteil
hat vorzugsweise eine Biegefestigkeit von mehr als 450 kN/m2, bevorzugter von mehr als 600 kN/m2.
-
Der Außenteil wird vorzugsweise 15
bis 25 Minuten lang wärmebehandelt,
z. B. etwa 20 Minuten lang.
-
Das Verfahren kann den weiteren Schritt
des Koformens eines Heizelementes mit dem Außenteil während des Pressens des Außenteils
beinhalten. Ein Verbindungsblock kann zusammen mit dem Heizelement geformt
werden.
-
Zur Vermittlung eines besseren Verständnisses
wird die Erfindung nunmehr mit Bezug auf die nachfolgenden Beispiele
beschrieben.
-
1. Vergleichsbeispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
80 Gew.-% Vermiculit (Mikrongüte) von
Hoben Davis, GB
20 Gew.-% Bindemittel Wasserglas K66 von Crosfield,
GB
-
Die Zusammensetzung wurde auf eine
Trockendichte von 600 kg/m3 komprimiert
und 30 Minuten lang bei einer Temperatur von 300 Grad Celsius getrocknet.
-
2. Vergleichsbeispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
65 Gew.-% Vermiculit (Mikrongüte) von
Hoben Davis, GB
20 Gew.-% Bindemittel Wasserglas K66 von Crosfield,
GB
14,4 Gew.-% pyrogene Silica A200 von Degussa-Hüls, Hanau,
Deutschland
1,6 Gew.-% E-Glas-(P201)-Verstärkungsfasern von Vetrotex,
Frankreich
-
Die Zusammensetzung wurde auf eine
Trockendichte von 600 kg/m3 komprimiert
und 30 Minuten lang bei einer Temperatur von 300 Grad Celsius getrocknet.
-
3. Vergleichsbeispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
65,1 Gew.-% pyrogene Silica
A200 von Degussa-Hüls,
Deutschland
19,6 Gew.-% Rutil-Trübungsmittel von Tilcon, GB
5,4
Gew.-% Advantex E-Glasfilamente von OCF, USA
9,0 Gew.-% Wasser
0,9
Gew.-% Ammoniumbicarbonat, Sorte FFQ, von Brotherton, GB
-
Die Zusammensetzung wurde auf eine
Trockendichte von 400 kg/m3 komprimiert
und 30 Minuten lang bei einer Temperatur von 150 Grad Celsius getrocknet.
-
4. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
98 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt
und von VAW, Deutschland stammte;
2 Gew.-% Advantex E-Glasfilamente
von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte betrug 700 kg/m3.
Die Blöcke
wurden 10 Minuten lang jeweils in einem Temperaturbereich von bis
zu 800 Grad Celsius befeuert. Die Scheiben wurden 30 Minuten lang
bei 700 Grad Celsius befeuert.
-
5. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
88 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt
und von VAW, Deutschland stammte;
2 Gew.-% Advantex E-Glasfilamente
von OCF, USA
10 Gew.-% Rutil-Trübungsmittel von Tilcon, GB
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte betrug 700 kg/m3.
Die Blöcke
wurden 10 Minuten lang bei 700 Grad Celsius befeuert, die Scheiben
wurden 30 Minuten lang bei 700 Grad Celsius befeuert.
-
Biegefestigkeit, Wärmeleitfähigkeit
und Shore A Härte,
gemessen für
die in den Beispielen 1 bis 5 hergestellten Proben, sind in der
folgenden Tabelle 1 zusammengefasst.
-
-
Es ist ersichtlich, dass das erfindungsgemäße Verfahren
im Fall der Beispiele 4 und 5 zu einer unerwartet hohen Zunahme
der Biegefestigkeit der gepressten Blöcke mit zunehmender Feuerungstemperatur führt. Bei
Feuerungstemperaturen über
600 Grad Celsius ist die Biegefestigkeit erheblich höher als
die von gepressten Körpern
aus mit Glasfilamenten verstärkter
pyrogener Silica (Beispiel 3) und auch höher als die von gepressten
Körpern
auf der Basis von Vermiculit (Beispiele 1 und 2).
-
Es ist ersichtlich, dass auch die
Wärmeleitfähigkeit
der mit dem erfindungsgemäßen Verfahren
hergestellten gepressten Scheiben (Beispiele 4 und 5) erheblich
geringer ist als die der gepressten Körper auf der Basis von Vermiculit
(Beispiele 1 und 2).
-
Ferner zeigen die mit dem erfindungsgemäßen Verfahren
hergestellten und befeuerten gepressten Körper höhere Shore A Härtewerte
mit zunehmender Feuerungstemperatur. Es ist kann eine kurze Feuerungszeit
gewählt
werden, so dass nur eine äußere Oberflächenhaut
gehärtet
wird. Die Tiefe der Härtung
nimmt mit zunehmender Feuerungszeit zu, bis die volle Tiefe erreicht
ist.
-
6. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
94 Gew.-% abgerauchte
Silica, die eine Dispersion von
0,8 bis 2 Gew.-% Kohlenstoff
enthielt, geliefert von VAW, Deutschland
1 Gew.-% pyrogene
Silica A200 von Degussa-Hüls,
Deutschland
5 Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 3 kg/m3 , die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
7. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
89 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt,
geliefert von VAW, Deutschland;
1 Gew.-% pyrogene Silica A200
von Degussa-Hüls,
Deutschland
10 Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 kg/m3, die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
8. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
97 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt,
geliefert von VAW, Deutschland;
1 Gew.-% pyrogene Silica A200
von Degussa-Hüls,
Deutschland
2 Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 kg/m3, die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
9. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
93 Gew.-% abegrauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt,
geliefert von VAW, Deutschland;
5 Gew.-% pyrogene Silica A200
von Degussa-Hüls,
Deutschland
2 Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 kg/m3, die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
10. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
92 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt,
geliefert von VAW, Deutschland
1 Gew.-% pyrogene Silica A200
von Degussa-Hüls,
Deutschland
2 Gew.-% Advantex E-Glasfilamente von OCF, USA
5
Gew.-% Manganoxid von Scientific and Chemical Supplies Limited,
Großbritannien
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 kg/m3, die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
11. Beispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
94 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthielt,
geliefert von VAW, Deutschland;
4 Gew.-% hydrophobe pyrogene
Silica R974 von Degussa-Hüls, Deutschland
2
Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert, und es wurden auch Scheiben von 110 mm Durchmesser
und 25 mm Dicke für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte für die Blöcke betrug 700 kg/m3, die Kompressionsdichte für die Scheiben
betrug 600 kg/m3. Die Blöcke wurden 10 Minuten lang
bei 700 Grad Celsius befeuert. Die Scheiben wurden nicht befeuert.
-
12. Vergleichsbeispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
98 Gew.-% pyrogene Silica
A200 von Degussa-Hüls,
Deutschland
2 Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche
komprimiert. Die Kompressionsdichte betrug 200 kg/m3.
Die Blöcke
wurden 10 Minuten lang bei 700 Grad Celsius befeuert.
-
13. Vergleichsbeispiel
-
Es wurde eine Zusammensetzung aus
den folgenden Bestandteilen erzeugt:
58,2 Gew.-% pyrogene Silica
A200 von Degussa-Hüls,
Deutschland
38,8 Gew.-% Rutil von Tilcon, Großbritannien
2
Gew.-% Advantex E-Glasfilamente von OCF, USA
-
Die Zusammensetzung wurde zu Blöcken mit
Abmessungen von 110 × 40 × 10 mm
für Biegefestigkeitsversuche komprimiert,
und es wurden auch Scheiben von 110 mm Durchmesser und 25 mm Dicke
für Wärmeleitfähigkeitsversuche
geformt. Die Kompressionsdichte betrug 350 kg/m3.
Die Blöcke
wurden 10 Minuten lang bei 700 Grad Celsius befeuert. Die Scheiben
wurden nicht befeuert.
-
Die Wärmeleitfähigkeit, die für die in
den Beispielen 6 bis 11 und 13 hergestellten Proben gemessen wurde,
ist in der folgenden Tabelle 2 zusammengefasst.
-
-
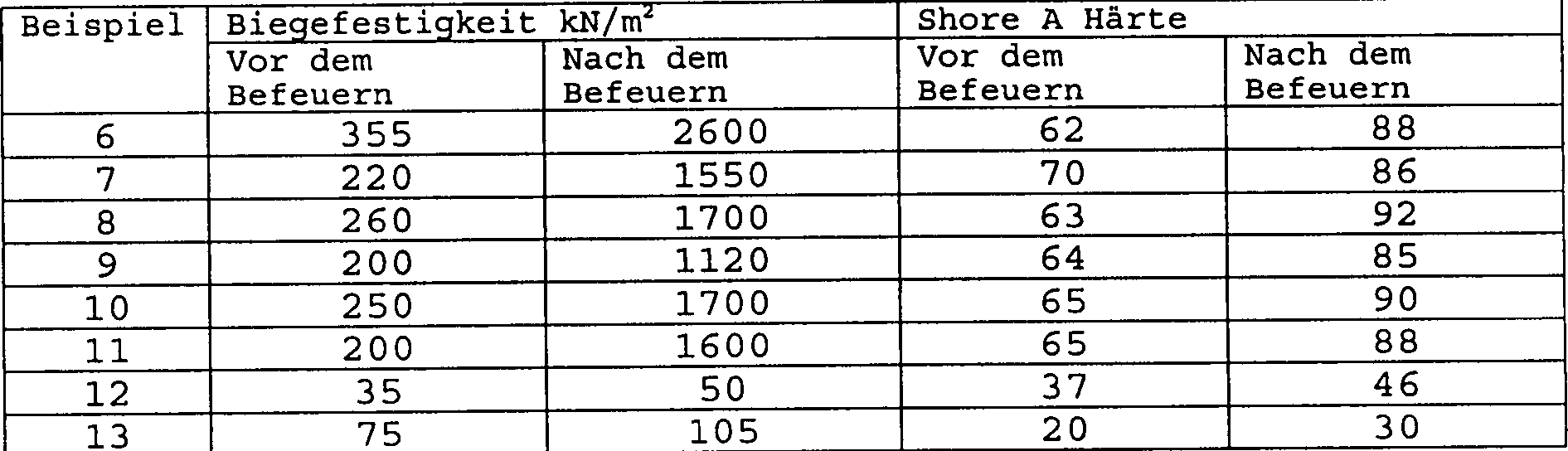
Die Biegefestigkeit und die Shore
A Härte,
die für
die in den Beispielen 6 bis 13 hergestellten Proben gemessen wurden,
sind in der folgenden Tabelle 3 zusammengefasst.
-
-
Somit bestätigen die Beispiele 6 bis 11
die auf den Beispielen 4 und 5 gezogenen Schlussfolgerungen, dass
das erfindungsgemäße Verfahren
zu einer unerwartet hohen Zunahme der Biegefestigkeit der gepressten
Blöcke
infolge der Befeuerung zusammen mit einer unerwartet hohen Shore
A Härte
führt.
Keines der Vergleichsbeispiele zeigte dieselbe Kombination von Biegefestigkeit
und Oberflächenhärte in Verbindung
mit einer niedrigen Wärmeleitfähigkeit.
-
Zur Vermittlung eines besseren Verständnisses
der vorliegenden Erfindung, und um deutlich zu zeigen, wie sie ausgeführt werden
kann, wird nunmehr beispielhaft auf die Begleitzeichnungen Bezug
genommen. Dabei zeigt:
-
1 eine
Draufsicht auf eine Ausgestaltung eines Außenteils einer erfindungsgemäß hergestellten Heizung;
-
2 eine
Querschnittsansicht entlang der Linie II-II von 1;
-
3 eine
Draufsicht auf eine Ausgestaltung einer Heizung, die einen gemäß der vorliegenden
Erfindung hergestellten Außenteil
beinhaltet;
-
4 eine
Querschnittsansicht entlang der Linie IV-IV von 3;
-
5 eine
Draufsicht auf eine Ausgestaltung einer Heizung, die einen erfindungsgemäß hergestellten Außenteil
beinhaltet;
-
6 eine
Querschnittsansicht entlang der Linie VI-VI von 5;
-
7 eine
Querschnittsansicht entlang der Linie VI-VI von 5, die eine alternative Form für den Außenteil
zeigt.
-
Der in den 1 und 2 gezeigte
Außenteil
einer Heizung wird durch Herstellen einer Reihe von Zusammensetzungen
aus den folgenden Bestandteilen erzeugt:
65 bis 98 Gew.-% abgerauchte
Silica, die eine Dispersion von 0,8 bis 2 Gew.-% Kohlenstoff enthält, geliefert von
VAW, Deutschland;
1 bis 15 Gew.-% Dauerverstärkungsfilamente
in der Form von Advantex E-Glasfilamente von OCF, USA;
0 bis
10 Gew.-% partikelförmiges
anorganisches Füllmaterial
in der Form von pyrogener Silica A200 oder hydrophober pyrogener
Silica R974, beide von Degussa-Hüls,
Deutschland; und
0 bis 20 Gew.-% Infrarot-Trübungsmittel
in der Form von Rutil, geliefert von Tilcon, GB.
-
Die Trockenzusammensetzung wird dann,
wie nachfolgend ausführlicher
beschrieben, zu einer gewünschten
Gestalt und mit einer geeigneten Dichte gepresst, wie z. B. im Bereich
von 500 bis 800 kg/m3, und wird bei einer
Temperatur im Bereich von 500 Grad Celsius bis 900 Grad Celsius
für eine
geeignete Zeit von beispielsweise 15 bis 25 Minuten wärmebehandelt.
-
Spezifische Zusammensetzungen werden
in den folgenden Beispielen illustriert:
-
14. Beispiel
-
Es wurde eine Zusammensetzung hergestellt,
die aus 98 Gew.-% abgerauchte Silica und 2 Gew.-% Glasfilamenten
bestand. Das Gemisch wurde in die in den 1 und 2 gezeigte
Konfiguration komprimiert, um den Außenteil 1 einer Heizung
für eine
glaskeramische Kochfeldfläche
zu bilden. Das Gemisch wurde auf eine Dichte von 700 kg/m3 komprimiert und 20 Minuten lang bei 800
Grad Celsius wärmebehandelt.
-
Obwohl nicht illustriert, wurde die
Heizung durch Kleben eines vorgeformten Heizelementes in die in der
Basis 5 des Außenteils 1 ausgebildeten
Rillen 3 vervollständigt,
zusammen mit einem Verbindungsblock und einem konventionellen Temperaturbegrenzungsgerät, mit Hilfe
eines Klebstoffs wie dem von Crosfield hergestellten CLAYSIL oder
dem von Idenden hergestellten HT 10.02.
-
Es wurde gefunden, dass die Wärmeleitfähigkeit
des Außenteils
der Heizung 0,105 W/(mK) und die Biegefestigkeit 1400 kN/m2 betrug.
-
15. Beispiel
-
Es wurde eine Zusammensetzung hergestellt,
die aus 96 Gew.-% abgerauchte Silica, 2 Gew.-% Glasfilamente und
2 Gew.-% pyrogene Silica bestand. Das Gemisch wurde in eine Form
gegeben, die ein an einem Verbindungsblock 9 befestigtes
Heizelement 7 enthielt, und wurde in die in den 3 und 4 gezeigte Konfiguration komprimiert,
um den Außenteil 1 einer
Heizung für
eine glaskeramische Kochfeldfläche
mit einem in der Basis 5 davon integrierten Heizelement 7 zu
bilden. Das Gemisch wurde auf eine Dichte von 600 kg/m3 komprimiert
und 20 Minuten lang bei 800 Grad Celsius wärmebehandelt.
-
Obwohl nicht illustriert, wurde die
Heizung durch Kleben eines konventionellen Temperaturbegrenzungsgerätes mit
einem Klebstoff wie dem von Crosfield hergestellten CLAYSIL oder
dem von Idenden hergestellten HT 10.02 auf den Außenteil
geklebt. Alternativ können
auch geeignete Klammern verwendet werden.
-
Es wurde gefunden, dass die Wärmeleitfähigkeit
des Außenteils
der Heizung 0,066 W/(mK) und die Biegefestigkeit 1135 kN/m2 betrug.
-
16. Beispiel
-
Es wurde eine Zusammensetzung hergestellt,
die aus 93 Gew.-% abgerauchte Silica, 2 Gew.-% Glasfilamente und
5 Gew.-% pyrogene Silica bestand. Wie im 15. Beispiel, wurde das
Gemisch in eine Form gegeben, die ein an einem Verbindungsblock 9 befestigtes
Heizelement 7 enthielt, und wurde in die in den 3 und 4 gezeigte Konfiguration komprimiert,
um den Außenteil 1 einer
Heizung für
eine glaskeramische Kochfeldfläche
mit einem in der Basis 5 davon integrierten Heizelement 7 zu
bilden. Das Gemisch wurde auf eine Dichte von 500 kg/m3 komprimiert
und 20 Minuten lang bei 800 Grad Celsius wärmebehandelt.
-
Obwohl nicht illustriert, wurde die
Heizung durch Kleben eines konventionellen Temperaturbegrenzungsgerätes mit
einem Klebstoff wie dem von Crosfield hergestellten CLAYSIL oder
dem von Idenden hergestellten HT 10.02 auf den Außenteil
vervollständigt.
Alternativ können
als Befestigungsmittel auch geeignete Klammern verwendet werden.
-
Es wurde gefunden, dass die Wärmeleitfähigkeit
des Außenteils
der Heizung 0,061 W/(mK) und die Biegefestigkeit 730 kN/m2 betrug.
-
17. Beispiel
-
Es wurde eine Zusammensetzung hergestellt,
die aus 93 Gew.-% abgerauchte Silica, 2 Gew.-% Glasfilamente und
5 Gew.-% hydrophobe pyrogene Silica bestand. Wie im 15. Beispiel,
wurde das Gemisch in eine Form gegeben, die ein an einem Verbindungsblock 9 befestigtes
Heizelement 7 enthielt, und wurde in die in den 3 und 4 gezeigte Konfiguration komprimiert,
um den Außenteil 1 einer
Heizung für
eine glaskeramische Kochfeldfläche
mit einem in der Basis 5 davon integrierten Heizelement 7 zu
bilden. Das Gemisch wurde auf eine Dichte von 500 kg/m3 komprimiert
und 20 Minuten lang bei 800 Grad Celsius wärmebehandelt.
-
Obwohl nicht illustriert, wurde die
Heizung durch Kleben eines konventionellen Temperaturbegrenzungsgerätes mit
einem Klebstoff wie beispielsweise dem von Crosfield hergestellten
CLAYSIL oder dem von Idenden hergestellten HT 10.02 auf den Außenteil
vervollständigt.
Alternativ können
auch andere Befestigungsmittel wie z. B. geeignete Klammern verwendet
werden.
-
Es wurde gefunden, dass die Wärmeleitfähigkeit
des Außenteils
der Heizung 0,061 W/(mK) und die Biegefestigkeit 770 kN/m2 betrug.
-
18. Beispiel
-
Es wurde eine Zusammensetzung hergestellt,
die aus 83 Gew.-% abgerauchte Silica, 10 Gew.-% Rutil, 2 Gew.-%
Glasfilamente und 5 Gew.-% pyrogene Silica bestand. Wie im 15. Beispiel,
wurde das Gemisch in eine Form gegeben, die ein an einem Verbindungsblock 9 befestigtes
Heizelement 7 enthielt, und wurde in die in den 3 und 4 gezeigte Konfiguration komprimiert,
um den Außenteil 1 einer
Heizung für
eine glaskeramische Kochfeldfläche
mit einem in der Basis 5 davon integrierten Heizelement 7 zu
bilden. Das Gemisch wurde auf eine Dichte von 600 kg/m3 komprimiert
und 20 Minuten lang bei 800 Grad Celsius wärmebehandelt.
-
Obwohl nicht illustriert, wurde die
Heizung durch Kleben eines konventionellen Temperaturbegrenzungsgerätes mit
einem Klebstoff wie beispielsweise dem von Crosfield hergestellten
CLAYSIL oder dem von Idenden hergestellten HT 10.02 auf den Außenteil
vervollständigt.
Alternativ können
auch andere Befestigungsmittel wie geeignete Klammern verwendet
werden.
-
Es wurde gefunden, dass die Wärmeleitfähigkeit
des Außenteils
der Heizung 0,054 W/(mK) und die Biegefestigkeit 670 kN/m2 betrug.
-
Die 5 und 6 zeigen, dass die Heizung
außer
kreisförmig
auch in einer alternativen Gestalt hergestellt werden kann, wie
z. B. rechteckig, und dass das Heizelement 7 auf einer
separaten Isolierbasis 11 mit einer Zusammensetzung ähnlich der
im Vergleichsbeispiel 13 montiert werden kann, wobei die separate
Isolierbasis eine relativ niedrige Wärmeleitfähigkeit, aber eine entsprechend
niedrigere Biegefestigkeit und Härte besitzt.
-
7 zeigt,
dass dort, wo eine separate Isolierbasis 11 bereitgestellt
wird, die Basis 5 des Außenteils 1 mit einer
Aussparung 13 hergestellt werden kann, um Gewicht und Kosten
zu reduzieren.