-
GEBIET DER OFFENBARUNG
-
Die vorliegende Offenbarung bezieht sich allgemein auf Schleifmittel und insbesondere auf Schleifartikel, die ein Muster von Öffnungen aufweisen, wobei das Muster ein Muster mit ungleichförmiger Verteilung ist.
-
HINTERGRUND
-
Schleifartikel wie etwa beschichtete Schleifartikel werden in verschiedenen Branchen verwendet, um Werkstücke von Hand oder durch Maschinenprozesse wie etwa durch Läppen, Schleifen oder Polieren abzuschleifen. Die maschinelle Nutzung von Schleifartikeln erstreckt sich über einen weiten Umfang von Branchen und Verbrauchern von Optikbranchen, Kraftfahrzeuglackreparaturbranchen und Metallherstellungsbranchen bis hin zu Bau und Zimmerhandwerk. Die maschinelle Bearbeitung, etwa von Hand oder unter Verwendung üblicherweise verfügbarer Werkzeuge wie etwa Exzenterpolierer (sowohl mit zufälliger als auch mit fester Achse) und Bandschleifmaschinen und Schwingschleifmaschinen, erfolgt ebenfalls üblicherweise durch Verbraucher in Haushaltsanwendungen. In jedem dieser Beispiele werden Schleifmittel verwendet, um Oberflächenmaterial zu entfernen und um die Oberflächeneigenschaften (Planheit, Oberflächenrauigkeit, Glanz) der abgeschliffenen Oberfläche zu beeinflussen. Zusätzlich sind verschiedene Typen automatisierter Verarbeitungssysteme entwickelt worden, um Artikel mit verschiedenen Zusammensetzungen und Konfigurationen schleifend zu verarbeiten.
-
Oberflächeneigenschaften enthalten u. a. Schein, Textur, Glanz, Oberflächenrauigkeit und Gleichförmigkeit. Insbesondere werden Oberflächeneigenschaften wie etwa Rauigkeit und Glanz gemessen, um die Qualität zu bestimmen. Zum Beispiel können beim Beschichten oder Lackieren einer Oberfläche während des Auftrag- oder Trocknungsprozesses bestimmte Unvollkommenheiten oder Oberflächenschäden auftreten. Diese Oberflächenunvollkommenheiten oder Oberflächenschäden könnten Pockennarben, eine ”Orangenschalen”-Textur, ”Fischaugen” oder gekapselte Blasen- und Staubschäden enthalten. Üblicherweise werden solche Schäden in einer lackierten Oberfläche zunächst durch Schmirgeln mit einem grobkörnigen Schleifmittel, gefolgt von nachfolgendem Schmirgeln mit fortschreitend feinkörnigeren Schleifmitteln und sogar durch Hochglanzpolieren mit Woll- oder Schaumkissen, bis eine gewünschte Glattheit erzielt worden ist, entfernt. Somit beeinflussen die Eigenschaften des verwendeten Schleifartikels allgemein die Oberflächenqualität.
-
Außer für die Oberflächeneigenschaften sind Branchen für die Kosten in Bezug auf Schleifoperationen sensibel. Faktoren, die die Betriebskosten beeinflussen, enthalten die Geschwindigkeit, mit der eine Oberfläche vorbereitet werden kann, und die Kosten der zum Vorbereiten dieser Oberfläche verwendeten Materialien. Typischerweise sucht die Industrie kostengünstige Materialien mit hohen Materialabtragsraten.
-
Allerdings zeigen Schleifmittel, die hohe Abtragsraten zeigen, häufig eine schlechte Leistung beim Erzielen erwünschter Oberflächeneigenschaften. Umgekehrt weisen Schleifmittel, die erwünschte Oberflächeneigenschaften erzeugen, häufig niedrige Materialabtragsraten auf. Aus diesem Grund ist die Vorbereitung einer Oberfläche häufig ein Mehrschrittprozess unter Verwendung verschiedener Gradationen von Schleifblättern. Typischerweise werden Oberflächenmängel (z. B. Kratzer), die durch einen Schritt eingeführt werden, unter Verwendung fortschreitend feinkörnigerer Schleifmittel in einem oder in mehreren nachfolgenden Schritten repariert (z. B. entfernt). Somit führen Schleifmittel, die Kratzer und Oberflächenmängel einführen, zu erhöhter Zeit, zu erhöhtem Aufwand und zu erhöhtem Materialverbrauch in nachfolgenden Verarbeitungsschritten und zu einer Gesamtzunahme der Gesamtverarbeitungskosten.
-
Ein zusätzlicher Faktor, der die Materialabtragsrate und die Oberflächenqualität beeinflusst, ist das ”Zusetzen” des Schleifmittels mit ”Abrieb”, d. h. mit dem Material, das von der Werkstückoberfläche abgeschliffen wird, das dazu neigt, sich an der Oberfläche der Schleifpartikel und zwischen ihnen anzusammeln. Das Zusetzen ist unerwünscht, da es typischerweise die Effektivität des Schleifprodukts verringert und sich außerdem durch Erhöhung der Wahrscheinlichkeit von Kratzschäden negativ auf die Oberflächeneigenschaften auswirken kann.
-
Obgleich verschiedene Bemühungen wie etwa die Einleitung von Fluiden auf die Werkstückoberfläche, um Abrieb abzuwaschen, sowie die Anwendung von Unterdrucksystemen, um Abrieb wegzuführen, während er erzeugt wird, unternommen werden, um die Ansammlung von Abrieb zu verringern, besteht weiterhin ein Bedarf an verbesserten, kostengünstigen Schleifartikeln, -prozessen und -systemen, die ein effizientes Schleifen und verbesserte Oberflächeneigenschaften fördern.
-
KURZBESCHREIBUNG DER ZEICHNUNGEN
-
Die vorliegende Offenbarung kann besser verstanden werden und ihre zahlreichen Merkmale und Vorteile können für den Fachmann ersichtlich gemacht werden, indem auf die beigefügten Zeichnungen Bezug genommen wird.
-
1 ist eine beispielhafte Ausführungsform einer beschichteten Schleifscheibe, die ein Aperturmuster mit einer gesteuerten ungleichförmigen Verteilung der Aperturen aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
2 ist eine Darstellung eines phyllotaktischen Spiralmusters, das Parastiche in Uhrzeigerrichtung und entgegen der Uhrzeigerrichtung aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
3 ist eine weitere Darstellung eines phyllotaktischen Spiralmusters, das Parastiche in Uhrzeigerrichtung und entgegen der Uhrzeigerrichtung aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
4 ist eine Darstellung des Vogel-Modells in Übereinstimmung mit der vorliegenden Erfindung.
-
5A–5C sind Darstellungen phyllotaktischer Spiralmuster, die dem Vogel-Modell entsprechen, die unterschiedliche Divergenzwinkel aufweisen, in Übereinstimmung mit der vorliegenden Erfindung.
-
6A–6F sind Darstellungen beispielhafter Ausführungsformen von Aperturschlitzformen in Übereinstimmung mit der vorliegenden Erfindung.
-
7 ist eine Darstellung eines Querschnitts einer beispielhaften Ausführungsform eines beschichteten Schleifartikels in Übereinstimmung mit der vorliegenden Erfindung.
-
8 ist eine graphische Abbildung einer beispielhaften Ausführungsform eines Aperturmusters mit 148 Aperturen in Übereinstimmung mit der vorliegenden Erfindung.
-
9 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung einer Transposition des Aperturmusters aus 8.
-
10 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung eines Schleiftellers, der mit dem Aperturmuster aus 8 zusammenwirkt.
-
11 ist eine graphische Abbildung einer beispielhaften Ausführungsform eines Aperturmusters, das 246 Aperturen aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
12 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung einer Transposition des Aperturmusters aus 11.
-
13 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung eines Schleiftellers, der mit dem Aperturmuster aus 11 zusammenwirkt.
-
14 ist eine graphische Abbildung einer beispielhaften Ausführungsform eines Aperturmusters, das 344 Aperturen aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
15 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung einer Transposition des Aperturmusters aus 14.
-
16 ist eine Darstellung einer beispielhaften Ausführungsform in Übereinstimmung mit der vorliegenden Erfindung eines Schleiftellers, der mit dem Aperturmuster aus 14 zusammenwirkt.
-
17A–17D sind graphische Darstellungen einer Aperturbedeckung während der Umlaufdrehung für gegebene Aperturmuster, wovon 17B–17D beispielhafte Ausführungsformen in Übereinstimmung mit der vorliegenden Erfindung sind.
-
18A–18D sind graphische Darstellungen der Aperturbedeckung während der Umlaufdrehung für gegebene Aperturmuster, wovon 18B–18D beispielhafte Ausführungsformen in Übereinstimmung mit der vorliegenden Erfindung sind.
-
19 ist ein Diagramm, das die Schleifleistung beispielhafter Aperturmuster in Übereinstimmung mit der vorliegenden Erfindung mit einem Aperturmuster des Standes der Technik vergleicht.
-
20 ist ein Diagramm, das die Schleifleistung beispielhafter Aperturmuster in Übereinstimmung mit der vorliegenden Erfindung mit einem Aperturmuster des Standes der Technik vergleicht.
-
21 ist ein Diagramm, das die Schleifleistung beispielhafter Aperturmuster in Übereinstimmung mit der vorliegenden Erfindung mit einem Aperturmuster des Standes der Technik vergleicht.
-
22 ist ein Diagramm, das die Schleifleistung beispielhafter Aperturmuster in Übereinstimmung mit der vorliegenden Erfindung mit einem Aperturmuster des Standes der Technik vergleicht.
-
23 ist ein Graph, der die Schleifleistung beispielhafter Aperturmuster und zusammenwirkender Schleifteller in Übereinstimmung mit der vorliegenden Erfindung mit einem Aperturmuster des Standes der Technik und mit einem Schleifteller des Standes der Technik vergleicht.
-
24 ist ein Graph, der die Schleifleistung von Paarungen beispielhafter beschichteter Schleifscheiben und Schleifteller in Übereinstimmung mit der vorliegenden Erfindung mit Kombinationen beschichteter Schleifmittel und Schleifteller des Standes der Technik vergleicht.
-
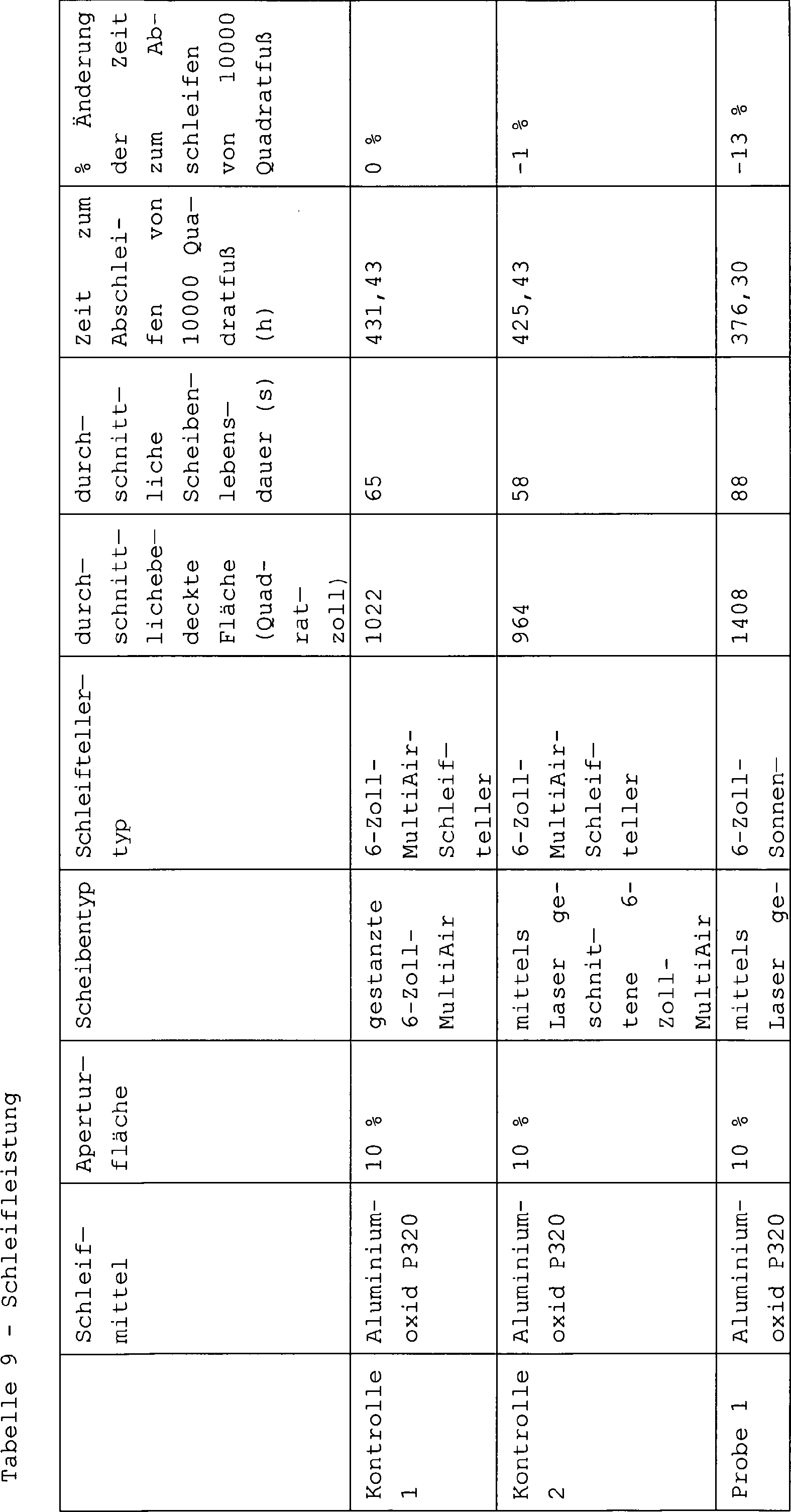
25 ist ein Graph, der berechnete Zeitdauern zum Abschleifen von 10000 Quadratfuß Fahrzeugplattenelementen unter Verwendung beispielhafter beschichteter Schleifscheiben und Schleifteller in Übereinstimmung mit der vorliegenden Erfindung mit Kombinationen beschichteter Schleifmittel und Schleifteller des Standes der Technik vergleicht.
-
26 ist ein Graph, der die Zerspanungseffizienz an Fahrzeugplattenelementen unter Verwendung beispielhafter beschichteter Schleifscheiben und Schleifteller in Übereinstimmung mit der vorliegenden Erfindung mit Kombinationen beschichteter Schleifmittel und Schleifteller des Standes der Technik vergleicht.
-
27 ist ein weiterer Graph, der die Zerspanungseffizienz an Fahrzeugplattenelementen unter Verwendung anderer beispielhafter beschichteter Schleifscheiben und Schleifteller in Übereinstimmung mit der vorliegenden Erfindung mit Kombinationen beschichteter Schleifmittel und Schleifteller des Standes der Technik vergleicht.
-
28 ist eine Darstellung einer Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 151 Aperturen aufweist.
-
29 ist eine Darstellung einer weiteren Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 251 Aperturen aufweist.
-
30 ist eine Darstellung einer weiteren Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 351 Aperturen aufweist.
-
31 ist eine Darstellung einer Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 247 Aperturen aufweist.
-
32 ist eine Darstellung einer Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 346 Aperturen aufweist.
-
33 ist eine Darstellung einer Ausführungsform eines Schleiftellers, der ein Muster von Spiralwegen: 34 äußere Spiralwege und 8 innere Spiralwege, in Übereinstimmung mit der vorliegenden Erfindung aufweist. Das Schleiftellermuster entspricht einem Vogel-Gleichungs-Muster, das 442 Aperturen aufweist.
-
34 ist eine Darstellung der Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 151 Aperturen, 150 Aperturen um eine zentrale Apertur, in Übereinstimmung mit der vorliegenden Erfindung aufweist.
-
35 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 34 gezeigt ist.
-
36 ist eine Darstellung einer Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 247 Aperturen, 246 Aperturen um eine zentrale Apertur, in Übereinstimmung mit der vorliegenden Erfindung aufweist.
-
37 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 36 gezeigt ist.
-
38 ist eine Darstellung der Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 251 Aperturen, 250 Aperturen um eine zentrale Apertur, in Übereinstimmung mit der vorliegenden Erfindung aufweist.
-
39 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 38 gezeigt ist.
-
40 ist eine Darstellung der Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 346 Aperturen, 345 Aperturen um eine zentrale Apertur, aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
41 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 40 gezeigt ist.
-
42 ist eine Darstellung der Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 351 Aperturen, 350 Aperturen um eine zentrale Apertur, aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
43 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 42 gezeigt ist.
-
44 ist eine Darstellung der Schleifmittelseite einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen, 441 Aperturen um eine zentrale Apertur, aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
45 ist eine Darstellung der Rückseite derselben Ausführungsform, die in 44 gezeigt ist.
-
46 ist eine Darstellung einer Ausführungsform eines Einzelausrichtungs-Schleiftellers (auch 2-fach-Ausrichtungs-Schleifteller genannt), der 34 äußere Spiralwege und 8 innere Spiralwege aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
47 ist eine Darstellung einer Ausführungsform eines Doppelausrichtungs-Schleiftellers (auch 4-fach-Ausrüstungs-Schleifteller genannt), der 68 äußere Spiralwege und 8 innere Spiralwege aufweist, in Übereinstimmung mit der vorliegenden Erfindung.
-
48 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Einzelausrichtungs-Schleifteller aus 46 liegt, wobei das beschichtete Schleifmittel um 90 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entsprechen.
-
49 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Einzelausrichtungs-Schleifteller aus 46 liegt, wobei das beschichtete Schleifmittel um 180 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
50 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Einzelausrichtungs-Schleifteller aus 46 liegt, wobei das beschichtete Schleifmittel um 270 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entsprechen.
-
51 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Einzelausrichtungs-Schleifteller aus 46 liegt, wobei das beschichtete Schleifmittel um 0 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
52 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 45 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
53 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 90 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
54 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 135 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entsprechen.
-
55 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 180 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
56 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 225 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entsprechen.
-
57 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 270 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
58 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 315 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass keine Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entsprechen.
-
59 ist eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 0 Grad phasenverschoben gegen den Schleifteller gedreht ist, sodass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen.
-
Die Verwendung ähnlicher Bezugszeichen in unterschiedlichen Zeichnungen bezeichnet ähnliche oder gleiche Gegenstände.
-
AUSFÜHRLICHE BESCHREIBUNG
-
In einer Ausführungsform umfasst ein Schleifartikel ein beschichtetes Schleifmittel, das mehrere Löcher (im Folgenden gleichfalls als ”Durchlochungen” oder ”Aperturen” bezeichnet) aufweist, die in einem Muster angeordnet sind, das eine gesteuerte ungleichförmige Verteilung aufweist. Das Aperturmuster kann irgendein Muster, das eine gesteuerte ungleichförmige Verteilung aufweist, einschließlich eines Radialmusters, eines Spiralmusters, eines phyllotaktischen Musters, eines asymmetrischen Musters oder Kombinationen davon sein. Das Muster kann teilweise, im Wesentlichen oder vollständig asymmetrisch sein. Das Muster kann den gesamten Schleifartikel bedecken (d. h. darüber verteilt sein), kann im Wesentlichen den gesamten Schleifartikel (d. h. mehr als 50% aber weniger als 100%) bedecken, kann mehrere Teile des Schleifartikels bedecken oder kann nur einen Teil des Schleifartikels bedecken.
-
Eine gesteuerte ”ungleichförmige Verteilung” bedeutet, dass das Aperturmuster eine gesteuerte Asymmetrie (d. h. eine gesteuerte Zufälligkeit) aufweist, sodass das Aperturmuster immer noch wenigstens eine teilweise bis vollständige Asymmetrie zeigt, obgleich die Verteilung von Aperturen z. B. durch eine Radialgleichung, durch eine Spiralgleichung oder durch eine phyllotaktische Gleichung beschrieben oder vorhergesagt werden kann.
-
Die gesteuerte Asymmetrie kann eine gesteuerte Reflexionsasymmetrie (auch Spiegelsymmetrie, Liniensymmetrie und Bilateralsymmetrie genannt), eine gesteuerte Rotationsasymmetrie, eine gesteuerte Translationssymmetrie, eine gesteuerte Gleitreflexionssymmetrie oder Kombinationen davon sein. Ein Beispiel einer ungleichförmigen Verteilung kann für ein radiales, spiralförmiges oder phyllotaktisches Aperturmuster demonstriert werden, das eine Rotationssymmetrie einer Ordnung eins aufweist, d. h., ein solches Aperturmuster weist keine Rotationssymmetrie auf, da sich das Aperturmuster während einer Drehung von 360° um seine Mitte nur einmal wiederholt. Mit anderen Worten, falls zwei Kopien desselben Musters direkt übereinander angeordnet werden und eine Kopie unveränderlich gehalten wird, während die zweite Kopie um 360° um ihre Mitte gedreht wird, gelangen alle Aperturen beider Kopien während der 360°-Drehung nur einmal in Ausrichtung.
-
Typischerweise besitzen alle Aperturen eines Aperturmusters (d. h. das gesamte Muster) eine gesteuerte Asymmetrie. Allerdings wird betrachtet, dass Aperturmuster in Übereinstimmung mit den vorliegenden Ausführungsformen ebenfalls Aperturmuster enthalten, bei denen nur ein Teil der Gesamtzahl von Aperturen des Aperturmusters (d. h. ein Teil des Musters) eine gesteuerte Asymmetrie besitzt. Dies kann z. B. durch Kombinieren oder Ersetzen eines Teils eines gleichförmig verteilten Musters oder eines vollständig zufälligen Musters durch ein Muster, das eine gesteuerte ungleichförmige Verteilung aufweist, geschehen, sodass nur ein Teil der Aperturen des resultierenden Aperturmusters eine gesteuerte ungleichförmige Verteilung aufweisen. Der Teil der Gesamtaperturen, die eine gesteuerte Ungleichförmigkeit aufweisen, kann als eine diskrete Zahl oder als ein Bruchteil, Prozentsatz oder Anteil der Gesamtzahl von Aperturen des Aperturmusters quantifiziert werden. In einer Ausführungsform besitzen wenigstens 50% wenigstens 55%, wenigstens 60%, wenigstens 65%, wenigstens 70%, wenigstens 80%, wenigstens 85%, wenigstens 90%, wenigstens 95%, wenigstens 96%, wenigstens 97%, wenigstens 98%, wenigstens 99%, wenigstens 99,5%, wenigstens 99,9% der Aperturen des Aperturmusters eine gesteuerte Asymmetrie. Der Teil von Aperturen des Aperturmusters, der eine gesteuerte Asymmetrie besitzt, kann innerhalb eines Bereichs liegen, der irgendein Paar vorhergehender oberer und unterer Grenzwerte umfasst. In einer bestimmten Ausführungsform besitzen von etwa 50% bis etwa 99,9%, von etwa 60% bis etwa 99,5%, von etwa 75% bis etwa 99% des Aperturmusters eine gesteuerte ungleichförmige Verteilung.
-
In einer weiteren Ausführungsform besitzt das Aperturmuster eine gesteuerte Asymmetrie über wenigstens näherungsweise 5 Aperturen, über wenigstens näherungsweise 10 Aperturen, über wenigstens näherungsweise 15 Aperturen, über wenigstens näherungsweise 20 Aperturen, über wenigstens näherungsweise 25 Aperturen oder über wenigstens näherungsweise 50 Aperturen. In einer weiteren Ausführungsform besitzt das Aperturmuster eine gesteuerte Asymmetrie über nicht mehr als näherungsweise 100000 Aperturen, nicht mehr als näherungsweise 10000 Aperturen, nicht mehr als näherungsweise 5000 Aperturen, nicht mehr als näherungsweise 2500 Aperturen, nicht mehr als näherungsweise 1000 Aperturen, nicht mehr als näherungsweise 750 Aperturen oder nicht mehr als näherungsweise 500 Aperturen. Die Anzahl der Aperturen, die eine gesteuerte Asymmetrie besitzen, kann innerhalb eines Bereichs liegen, der irgendein Paar der vorhergehenden oberen und unteren Grenzwerte umfasst.
-
Wie oben festgestellt wurde, kann ein Aperturmuster der vorliegenden Ausführungsform irgendein Muster, das eine gesteuerte ungleichförmige Verteilung aufweist, einschließlich eines Radialmusters, eines Spiralmusters, eines phyllotaktischen Musters, eines asymmetrischen Musters oder Kombinationen davon sein. Ein Radialmuster kann irgendein Muster, das von einem zentralen Punkt auszustrahlen scheint, wie etwa die Speichen von der Nabe eines Rads sein.
-
In einer Ausführungsform kann ein Spiralmuster irgendeine Kurve oder Menge von Kurven sein, wobei es von einem zentralen Punkt auf dem Schleifartikel ausgeht und fortschreitend weiter verläuft, während es sich um den zentralen Punkt dreht. Der zentrale Punkt kann sich bei dem oder in der Nähe des Zentrums des Schleifartikels oder alternativ von dem Zentrum des Schleifartikels entfernt befinden. Es kann eine einzelne Spirale oder mehrere Spiralen (d. h. eine Mehrzahl von Spiralen) geben. Die Spiralen können diskret oder kontinuierlich, getrennt oder verbunden sein. Getrennte Spiralen können von verschiedenen zentralen Punkten ausgehen (d. h. jede Spirale weist ihren eigenen zentralen Punkt auf), können von einem gemeinsamen zentralen Punkt ausgehen (d. h. jede Spirale nutzt einen gemeinsamen Zentalpunkt gemeinsam) oder Kombinationen davon. Spiralmuster können enthalten: eine archimedische Spirale; eine Euler-Spirale, eine Cornu-Spirale oder Klothoide; eine Fermat-Spirale; eine hyperbolische Spirale, eine Auger-Spirale; eine logarithmische Spirale, eine Fibonacci-Spirale; eine goldene Spirale; oder Kombinationen davon.
-
In einer Ausführungsform kann das Muster ein phyllotaktisches Muster sein. Wie es hier verwendet ist, bedeutet ”ein phyllotaktisches Muster” ein Muster, das sich auf die Phyllotaxis bezieht. Die Phyllotaxis ist die Anordnung von Querorganen wie etwa Blättern, Blumen, Knospenschuppen, Blütchen und Samen in vielen Pflanzenarten. Viele phyllotaktische Muster sind durch die natürlich auftretende Erscheinung deutlich sichtbarer Muster, die Bögen, Spiralen und Wirbel aufweisen, markiert. Das Muster von Samen in dem Kopf einer Sonnenblume ist ein Beispiel dieser Erscheinung. Wie in 2 und 3 gezeigt ist, können mehrere Bögen oder Spiralen, auch Parastiche genannt, ihren Ursprung bei einem zentralen Punkt (C) haben und nach außen laufen, während andere Spiralen so verlaufen, dass sie die von den inneren Spiralen verbliebenen Zwischenräume ausfüllen. Siehe Jean's Phyllotaxis A Systemic Study in Plant Morphogenesis, S. 17. Häufig können die Spiralmusteranordnungen so betrachtet werden, dass sie sowohl in Uhrzeigerrichtung als auch entgegen der Uhrzeigerrichtung nach außen ausstrahlen. Wie in 3 gezeigt ist, kann dieser Mustertyp sichtbar gegenläufige Parastiche-Paare aufweisen, die durch (m, n) bezeichnet werden können, wobei die Anzahl der Spiralen oder Bögen in einer Entfernung von dem zentralen Punkt, die in Uhrzeigerrichtung ausstrahlen, ”m” ist, und die Anzahl der Spiralen oder Bögen, die entgegen der Uhrzeigerrichtung ausstrahlen, ”n” ist. Ferner wird der Winkel zwischen zwei aufeinanderfolgenden Spiralen oder Bögen in ihrem Zentrum der Divergenzwinkel ”d” genannt. Die Erfinder haben ermittelt, dass phyllotaktische Muster beim Erzeugen neuer Aperturmuster für Schleifartikel, insbesondere für beschichtete Schleifartikel, nutzbar sind.
-
In einer Ausführungsform weist das Aperturmuster eine Anzahl von Spiralen in Uhrzeigerrichtung und eine Anzahl von Spiralen entgegen der Uhrzeigerrichtung auf, wobei die Anzahl der Spiralen in Uhrzeigerrichtung und die Anzahl der Spiralen entgegen der Uhrzeigerrichtung Fibonacci-Zahlen oder Vielfache von Fibonacci-Zahlen sind. In einer bestimmten Ausführungsform ist die Anzahl der Spiralen in Uhrzeigerrichtung und die Anzahl der Spiralen entgegen der Uhrzeigerrichtung als ein Paar (m, n): (3, 5), (5, 8), (8, 13), (13, 21), (21, 34), (34, 55), (55, 89), (89, 144) oder ein Vielfaches dieser Paare. In einer weiteren Ausführungsform sind die Anzahl der Spiralen in Uhrzeigerrichtung und die Anzahl der Spiralen entgegen der Uhrzeigerrichtung Lucas-Zahlen oder Vielfache von Lucas-Zahlen. In einer bestimmten Ausführungsform ist die Anzahl der Spiralen in Uhrzeigerrichtung und die Anzahl der Spiralen entgegen der Uhrzeigerrichtung als ein Paar (m, n): (3, 4), (4, 7), (7, 11), (11, 18), (18, 29), (29, 47), (47, 76) oder (76, 123) oder ein Vielfaches dieser Paare. In einer weiteren Ausführungsform sind die Anzahl der Spiralen in Uhrzeigerrichtung und die Anzahl der Spiralen entgegen der Uhrzeigerrichtung irgendwelche Zahlen in einem Verhältnis, das gegen den goldenen Schnitt konvergiert, wobei der goldene Schnitt gleich der Summe von eins plus der Quadratwurzeln aus fünf, dividiert durch zwei (1 + √5)/2, ist, was näherungsweise gleich 1,6180339887 ist. In einer bestimmten Ausführungsform ist das Verhältnis der Spiralen in Uhrzeigerrichtung und der Spiralen entgegen der Uhrzeigerrichtung näherungsweise gleich dem goldenen Schnitt.
-
Wie bereits oben erwähnt wurde, ist in der Natur beobachtet worden, dass die Samen der Sonnenblumenpflanze in einem spiralförmigen phyllotaktischen Muster angeordnet sind. In einer Ausführungsform ist das Aperturmuster ein Sonnenblumenmuster.
-
Das Sonnenblumenmuster wird durch das Vogel-Modell beschrieben, das ein Typ einer ”Fibonacci-Spirale” oder einer Spirale, in der der Divergenzwinkel zwischen aufeinanderfolgenden Punkten ein festgelegter Fibonacci-Winkel, der sich dem goldenen Winkel annähert, der gleich 137,508° ist, ist.
-
4 veranschaulicht das Vogel-Modell, d. h.: φ = n·α, r = c√n (1) wobei:
n die Ordnungszahl einer Einzelblüte, vom Zentrum nach außen gezählt, ist;
φ der Winkel zwischen einer Referenzrichtung und dem Ortsvektor der n-ten Einzelblüte in einem Polarkoordinatensystem mit dem Ursprung im Zentrum des Capitulums ist, sodass der Divergenzwinkel α zwischen den Ortsvektoren zweier beliebiger aufeinanderfolgender Einzelblüten konstant ist und in Bezug auf das Sonnenblumenmuster bei 137,508° liegt;
r die Entfernung vom Zentrum des Capitulums und vom Zentrum der n-ten Einzelblüte ist; und
c ein konstanter Skalierungsfaktor ist.
-
In einer Ausführungsform wird das Aperturmuster durch das Vogel-Modell oder durch eine Abwandlung des Vogel-Modells beschrieben. In einer bestimmten Ausführungsform wird das Aperturmuster durch das Vogel-Modell beschrieben, wobei:
n die Ordnungszahl einer Apertur, vom Zentrum des Aperturmusters nach außen gezählt, ist;
φ der Winkel zwischen einer Referenzrichtung und einem Ortsvektor der n-ten Apertur in einem Polarkoordinatensystem mit dem Ursprung im Zentrum des Aperturmusters ist, sodass der Divergenzwinkel zwischen den Ortsvektoren zweier beliebiger aufeinanderfolgender Aperturen ein konstanter Winkel α ist;
r die Entfernung vom Zentrum des Aperturmusters bis zum Zentrum der n-ten Apertur ist; und
c ein konstanter Skalierungsfaktor ist.
-
Wie oben festgestellt wurde, sind alle, im Wesentlichen alle oder ein Teil der Aperturen des Aperturmusters durch das Vogel-Modell beschrieben (d. h. stehen sie in Übereinstimmung mit diesem). In einer Ausführungsform sind alle Aperturen des Aperturmusters durch das Vogel-Modell beschrieben. In einer weiteren Ausführungsform sind wenigstens 50%, wenigstens 60%, wenigstens 70%, wenigstens 80%, wenigstens 90%, wenigstens 95%, wenigstens 99% der Aperturen durch das Vogel-Modell beschrieben.
-
Die Erfinder haben ermittelt, dass phyllotaktische Muster bei der Erzeugung neuer Aperturmuster, die die Leistung von Schleifartikeln einschließlich befestigter Schleifartikel wie etwa gebundener Schleifartikel und beschichteter Schleifartikel verbessern, nutzbar sind. Insbesondere sind phyllotaktische Muster beim Erzeugen neuer Aperturmuster für beschichtete Schleifartikel nutzbar. Phyllotaktische Aperturmuster helfen, die konkurrierenden Probleme, eine hohe Abtragsrate von Oberflächenmaterial zu erzielen, während weiter eine akzeptable Oberflächenqualität erzielt wird, die Menge des Abriebs, der die Schleiffläche zusetzt, zu verringern und eine hohe Haltbarkeit und lange Lebensdauer des Schleifmittels aufrechtzuerhalten, zu lösen. Dies ist wenigstens in folgender Hinsicht neuartig. Zunächst stellen die phyllotaktischen Aperturmuster der vorliegenden Ausführungsformen neuartig eine überlegene Abriebabtransportabdeckung sicher und weisen im Vergleich zu Schleifmittel-Aperturmustern des Standes der Technik selbst dann eine vollständigere Verteilung der Abriebabtransportstellen (d. h. Aperturen) über die Fläche des Schleifmittels auf, wenn sie eine Gesamtaperturfläche aufweisen, die kleiner als die Gesamtaperturfläche eines Aperturmusters des Standes der Technik ist. Zweitens stellen phyllotaktische Aperturmuster der vorliegenden Ausführungsformen im Vergleich zu Aperturmustern des Standes der Technik mit oder ohne Anwendung von Unterdruck selbst dann, wenn die Gesamtschleiffläche kleiner als die von Aperturmustern des Standes der Technik ist, neuartig wenigstens eine vergleichbare bis überlegene Schleifleistung (z. B. kumulative Materialzerspanung) sicher. Drittens können phyllotaktische Muster der vorliegenden Ausführungsformen im Vergleich zu Aperturmustern des Standes der Technik neuartig eine erhöhte Schleiffläche sicherstellen, auch wenn weiterhin eine Aperturbedeckung bereitgestellt wird, die vollständiger als die von Aperturmustern des Standes der Technik ist. Wie in der Anmeldung ausführlicher diskutiert ist, können außerdem die Effektivität und die Leistung der vorliegenden Ausführungsformen noch weiter verbessert werden, wenn sie mit einem zusammenwirkenden Schleifteller und Unterdrucksystem gepaart werden.
-
Es wird gewürdigt werden, dass wichtige Aspekte des Aperturmusterentwurfs für beschichtete Schleifartikel den Prozentsatz des Gesamtschleifmittelflächeninhalts, den Prozentsatz der Gesamtfläche, der den Aperturen gewidmet ist (d. h. die Aperturfläche); das Verhältnis des Schleifmittelflächeninhalts zur Aperturfläche, die vorhergesagte Aperturflächenbedeckung, während der Schleifartikel in Verwendung ist (z. B. die Rotation in einem Exzenterpolierer, die Schwingung in einem Schwingschleifer, die kontinuierliche Querbewegung in einer Bandschleifmaschine), den Skalierungsfaktor, die Anzahl der Aperturen, den Divergenzwinkel zwischen den Aperturen, die Größe der Aperturen, die Entfernung zwischen benachbarten Aperturen und die Entfernung zwischen den äußersten Aperturen und dem Rand oder den Rändern des beschichteten Schleifartikels enthalten.
-
Größen von Schleifscheiben
-
Es gibt verschiedene Größen von Schleifmitteln, die in der Industrie und von kommerziellen Verbrauchern häufig verwendet werden, deren Durchmesser typischerweise in einem Bereich von etwa Bruchteilen eines Zolls bis zu einem Durchmesser von mehreren Fuß liegt. Die vorliegenden Aperturmuster sind zur Verwendung an Schleifmitteln mit fast allen Größen einschließlich verschiedener Normgrößen von Schleifscheiben (z. B. 3 Zoll bis 20 Zoll) geeignet. In einer Ausführungsform ist der Schleifartikel eine Kreisscheibe, die einen Durchmesser von wenigstens etwa 0,25 Zoll, wenigstens etwa 0,5 Zoll, wenigstens etwa 1,0 Zoll, wenigstens etwa 1,5 Zoll, wenigstens etwa 2,0 Zoll, wenigstens etwa 2,5 Zoll oder wenigstens 3,0 Zoll aufweist. In einer weiteren Ausführungsform ist der Schleifartikel eine Kreisscheibe, die einen Durchmesser von nicht mehr als etwa 72 Zoll, von nicht mehr als etwa 60 Zoll, von nicht mehr als etwa 48 Zoll, von nicht mehr als etwa 36 Zoll, von nicht mehr als etwa 24 Zoll, von nicht mehr als etwa 20 Zoll, von nicht mehr als etwa 18 Zoll, von nicht mehr als etwa 12 Zoll, von nicht mehr als etwa 10 Zoll, von nicht mehr als etwa 9 Zoll, von nicht mehr als etwa 8 Zoll, von nicht mehr als etwa 7 Zoll oder von nicht mehr als etwa 6 Zoll aufweist. In einer weiteren Ausführungsform weist der Schleifartikel eine Größe von einem Durchmesser in dem Bereich von etwa 0,5 Zoll bis zu einem Durchmesser von etwa 48 Zoll, von einem Durchmesser von etwa 1,0 Zoll bis zu einem Durchmesser von etwa 20 Zoll, von einen Durchmesser von etwa 1,5 Zoll bis zu einem Durchmesser von etwa 12 Zoll auf.
-
Potentieller Gesamtflächeninhalt
-
Die Größe und die Form des Schleifartikels bestimmen den potentiellen Gesamtflächeninhalt des Schleifartikels. Zum Beispiel weist eine Schleifscheibe, die einen Durchmesser von 1 Zoll aufweist, einen potentiellen Gesamtflächeninhalt von 0,7854 Zoll2 auf. Als ein weiteres Beispiel hätte ein rechteckiges Schleifblatt, das 2 Zoll mal 3 Zoll misst, einen potentiellen Gesamtflächeninhalt von 6 Zoll2.
-
Gesamtaperturfläche
-
Die Gesamtaperturfläche beeinflusst die Menge der Abriebextraktion. Typischerweise nimmt die Menge der Abriebextraktion zu, während die Menge der Aperturfläche zunimmt, was dazu neigt, die Materialabtragsrate (d. h. die ”Zerspanungsrate”) des Schleifartikels während der Nutzung aufrechtzuerhalten oder gelegentlich zu verbessern. Allerdings verringert die Erhöhung der Menge der Aperturfläche ebenfalls direkt die Menge der verfügbaren Schleiffläche, was an einem bestimmten Punkt die Materialabtragrate verringern wird. In einer Ausführungsform ist die Gesamtaperturfläche gleich der Summe der Fläche aller Aperturen auf der Fläche des Schleifartikels. In einer Ausführungsform beträgt die Gesamtaperturfläche höchstens etwa 0,5% des potentiellen Gesamtflächeninhalts für den Schleifartikel, wenigstens etwa 0,75%, wenigstens etwa 1,0%, wenigstens etwa 1,25%, wenigstens etwa 1,5%, wenigstens etwa 1,75%, wenigstens etwa 2,0%, wenigstens etwa 2,25%, wenigstens etwa 2,5% oder wenigstens etwa 3,0%. In einer weiteren Ausführungsform ist die Gesamtaperturfläche nicht größer als etwa 50%, nicht größer als etwa 45%, nicht größer als etwa 40%, nicht größer als etwa 35%, nicht größer als etwa 30%, nicht größer als etwa 25%, nicht größer als etwa 20%, nicht größer als etwa 15% oder nicht größer als etwa 12%. Die Menge der Gesamtaperturfläche kann innerhalb eines Bereichs liegen, der irgendein Paar vorhergehender oberer und unterer Grenzwerte umfasst. In einer weiteren Ausführungsform liegt die Gesamtaperturfläche im Bereich von etwa 0,5% bis etwa 35%, von etwa 1,0% bis etwa 25%, von etwa 1,5% bis etwa 15% oder von etwa 2,0% bis etwa 10%. In einer bestimmten Ausführungsform liegt die Menge der Gesamtaperturfläche in dem Bereich von etwa 2,5% bis etwa 10%. Die Gesamtapertur kann als eine diskrete Menge anstelle eines Prozentsatzes angesehen werden. Zum Beispiel kann eine Fünf-Zoll-Schleifscheibe eine Gesamtaperturfläche in dem Bereich von etwa 0,0982 Zoll2 bis etwa 9,8175 Zoll2 aufweisen.
-
Gesamtschleifmittelflächeninhalt
-
Der Gesamtschleifmittelflächeninhalt beeinflusst die Menge des entfernten Oberflächenmaterials. Typischerweise wird die Menge des entfernten Oberflächenmaterials erhöht, während die Menge des Gesamtschleifmittelflächeninhalts erhöht wird. Außerdem wird typischerweise sowohl die Tendenz, dass sich Abrieb ansammelt, erhöht als auch die Neigung der Oberflächenrauigkeit, sich zu erhöhen, erhöht, während die Menge des entfernten Oberflächenmaterials erhöht wird. In einer Ausführungsform ist der Gesamtschleifmittelflächeninhalt des beschichteten Schleifmittels gleich der potentiellen Gesamtoberfläche des Schleifartikels (d. h. gleich dem Schleifmittelflächeninhalt, falls es keine Öffnungen gibt), minus der Gesamtaperturfläche (d. h. der Summe der Fläche aller Aperturen). Somit kann die Menge des Gesamtschleifmittelflächeninhalts je nach der Menge der gewünschten Aperturfläche im Bereich von etwa 50% bis etwa 99,5% des potentiellen Gesamtflächeninhalts liegen. Zum Beispiel kann eine 5-Zoll-Scheibe einen Gesamtschleifmittelflächeninhalt im Bereich von etwa 9,8175 Zoll2 bis etwa 19,5368 Zoll2 aufweisen.
-
Verhältnis von Gesamtaperturfläche zu Gesamtschleifmittelflächeninhalt
-
In einer Ausführungsform ist das Verhältnis der Gesamtaperturfläche zum Gesamtschleifmittelflächeninhalt wenigstens etwa 1:199, wenigstens etwa 1:99, wenigstens etwa 1:65,7; wenigstens etwa 1:49 oder wenigstens etwa 1:39. In einer weiteren Ausführungsform ist das Verhältnis der Gesamtaperturfläche zur Gesamtschleiffläche nicht größer als etwa 1:1,9, nicht größer als etwa 1:2,0, nicht größer als etwa 1:2,3, nicht größer als etwa 1:3,0, nicht größer als etwa 1:3,5, nicht größer als etwa 1:4,0, nicht größer als etwa 1:5,7 oder nicht größer als etwa 1:9,0. Das Verhältnis der Gesamtaperturfläche zur Gesamtschleiffläche kann innerhalb eines Bereichs liegen, der irgendein Paar der vorherigen oberen und unteren Grenzwerte umfasst. In einer weiteren Ausführungsform liegt das Verhältnis der Gesamtaperturfläche zur Gesamtschleiffläche im Bereich von etwa 1:99 bis etwa 1:1,9, von etwa 1:65,7 bis etwa 1:2,0, von etwa 1:39,0 bis etwa 1:3,0 oder von etwa 1:32,3 bis etwa 1:5,7. In einer bestimmten Ausführungsform liegt das Verhältnis der Gesamtaperturfläche zum Gesamtschleifmittelflächeninhalt in dem Bereich von 1:65,7 bis 1:9,0.
-
Anzahl der Aperturen
-
Die Anzahl der Aperturen beeinflusst die Gesamtmenge der Aperturfläche und die Menge der Gesamtschleiffläche. Außerdem beeinflusst die Anzahl der Aperturen die Dichte und der Verteilung der Aperturbedeckung auf der Oberfläche des Schleifartikels, die wiederum direkt die Abriebextraktionseffizienz des Schleifartikels beeinflusst. In einer Ausführungsform ist die Anzahl der Aperturen wenigstens etwa 5, wenigstens etwa 10, wenigstens etwa 15; wenigstens etwa 18 oder wenigstens etwa 21. In einer weiteren Ausführungsform ist die Anzahl der Aperturen nicht größer als etwa 100000; nicht größer als etwa 50000; nicht größer als etwa 10000; nicht größer als etwa 1000; nicht größer als etwa 800; nicht größer als etwa 750; nicht größer als etwa 600; oder nicht größer als etwa 550. Die Anzahl der Aperturen kann innerhalb eines Bereichs liegen, der irgendein Paar der vorhergehenden oberen und unteren Grenzwerte umfasst. In einer weiteren Ausführungsform liegt die Anzahl der Aperturen im Bereich von etwa 21 bis etwa 10000; von etwa 25 bis etwa 1000; von etwa 30 bis etwa 750; oder von etwa 35 bis etwa 550. In einer bestimmten Ausführungsform liegt die Anzahl der Aperturen in dem Bereich von etwa 21 bis etwa 550.
-
Divergenzwinkel
-
Die Erhöhung oder Verringerung des Divergenzwinkels α beeinflusst, wie die Aperturen innerhalb des Musters angeordnet sind, und die Form der Spiralen in Uhrzeigerrichtung und entgegen der Uhrzeigerrichtung. Der Divergenzwinkel ist gleich 360°, dividiert durch einen konstanten oder variablen Wert, sodass der Divergenzwinkel ein konstanter Wert sein kann oder variieren kann. Es ist beobachtet worden, dass kleine Änderungen des Divergenzwinkels das Aperturmuster bedeutend ändern können. 5a, 5b und 5c zeigen phyllotaktische Muster, die sich nur in dem Wert des Divergenzwinkels unterscheiden. Der Divergenzwinkel für 5a ist 137,3°. Der Divergenzwinkel für 5b ist 137,5°. Der Divergenzwinkel für 5c ist 137,6°. In einer Ausführungsform ist der Divergenzwinkel wenigstens etwa 30°, wenigstens etwa 45°, wenigstens etwa 60°, wenigstens etwa 90° oder wenigstens etwa 120°. In einer weiteren Ausführungsform ist der Divergenzwinkel kleiner als 180° wie etwa nicht größer als etwa 150°. Der Divergenzwinkel kann innerhalb eines Bereichs liegen, der irgendein Paar der vorhergehenden oberen und unteren Grenzwerte umfasst. In einer weiteren Ausführungsform liegt der Divergenzwinkel im Bereich von etwa 90° bis etwa 179°, von etwa 120° bis etwa 150°, von etwa 130° bis etwa 140° oder von etwa 135° bis etwa 139°. In einer Ausführungsform wird der Divergenzwinkel durch Dividieren von 360° durch eine irrationale Zahl bestimmt. In einer bestimmten Ausführungsform wird der Divergenzwinkel durch Dividieren von 360° durch den goldenen Schnitt bestimmt. In einer bestimmten Ausführungsform liegt der Divergenzwinkel in dem Bereich von etwa 137° bis etwa 138° wie etwa von etwa 137,5° bis etwa 137,6°, wie etwa von etwa 137,50° bis etwa 137,51°. In einer bestimmten Ausführungsform beträgt der Divergenzwinkel 137,508°.
-
Entfernung bis zum Rand des Schleifmittels
-
Die Gesamtdimensionen des Aperturmusters können je nach der Geometrie des Schleifartikels und seiner beabsichtigten Verwendung bestimmt sein. Die Entfernung von dem Zentrum des Musters bis zu den äußersten Aperturen kann bis zu einer Entfernung verlaufen, die an den Rand des Schleifartikels angrenzt. Somit können die Ränder der äußersten Aperturen bis zu dem Rand des Schleifartikels verlaufen oder ihn schneiden. Alternativ kann die Entfernung von dem Zentrum des Musters bis zu den äußersten Aperturen bis zu einer Entfernung verlaufen, die ermöglicht, dass eine bestimmte Menge Platz zwischen den Rändern der äußersten Aperturen und dem Rand des Schleifartikels von Aperturen frei ist. Die minimale Entfernung von den Rändern der äußersten Aperturen kann wie gewünscht spezifiziert sein. In einer Ausführungsform ist die minimale Entfernung von den Rändern der äußersten Aperturen bis zu dem Außenrand des Schleifartikels eine spezifische Entfernung, die als eine diskrete Länge oder als ein Prozentsatz der Länge der Fläche des Schleifartikels, auf der das Aperturmuster erscheint, identifiziert ist. In einer Ausführungsform kann die minimale Entfernung von den Rändern der äußersten Aperturen bis zu dem Außenrand des Schleifartikels wenigstens etwa null sein (d. h. der Rand der äußersten Aperturen schneidet den Rand des Schleifartikels oder grenzt an ihn an) und in einem Bereich von etwa 15% der Länge der Fläche des Schleifmittels liegen.
-
Größe der Aperturen
-
Die Größe der Aperturen ist wenigstens teilweise durch die gewünschte Gesamtmenge der Aperturfläche für den Schleifartikel bestimmt. Die Größe der Aperturen kann überall in dem Muster konstant sein oder kann innerhalb des Musters variieren. In einer Ausführungsform ist die Größe der Aperturen konstant. In einer weiteren Ausführungsform variiert die Größe der Aperturen mit der Entfernung der Aperturen von dem Zentrum des Musters.
-
Skalierungsfaktor
-
Der Skalierungsfaktor beeinflusst die Gesamtgröße und die Dimensionen des Aperturmusters. Der Skalierungsfaktor kann in der Weise eingestellt sein, dass die Ränder der äußersten Aperturen innerhalb einer gewünschten Entfernung von dem Außenrand des Schleifartikels liegen.
-
Entfernung zwischen nächsten benachbarten Aperturen
-
Zusammen mit der Betrachtung der Anzahl und Größe der Aperturen kann die Entfernung zwischen den Zentren der nächsten benachbarten Aperturen bestimmt sein. Die Entfernung zwischen den Zentren zweier beliebiger Aperturen hängt von den anderen Aperturentwurfsbetrachtungen ab. In einer Ausführungsform wird die kürzeste Entfernung zwischen dem Zentrum zweier beliebiger Aperturen nie wiederholt (d. h. ist der Loch-Loch-Abstand nie genau derselbe Abstand). Dieser Abstandstyp ist ebenfalls ein Beispiel gesteuerter Asymmetrie.
-
Aperturmusterbedeckung – akzeptable Mengen von Anomalien
-
Es ist festzustellen, dass ein Aperturmuster nicht auf einen Schleifartikel in seiner Gesamtheit oder auf kontinuierliche Weise angewendet zu werden braucht. Teile eines Aperturmusters können angewendet oder übersprungen sein, sodass verschiedene Einteilungen oder Sektoren der Fläche des Schleifartikels nicht das vollständige Aperturmuster tragen. In einer Ausführungsform können eine Hälfte, ein Drittel, ein Viertel, ein Fünftel, ein Sechstel, ein Achtel, ein Zehntel des Aperturmusters übersprungen sein. In einer weiteren Ausführungsform kann das Aperturmuster nur auf eines oder auf mehrere konzentrische ringförmige Gebiete des Schleifartikels aufgetragen sein. In einer weiteren Ausführungsform ist es möglich, eine oder mehrere der Aperturen, die entlang der einzelnen Bögen oder Spiralarme des Aperturmusters normalerweise in der Reihe der Aperturen erscheinen würden, zu überspringen. In einer Ausführungsform könnte jede n-te Apertur oder ein Vielfaches jeder n-ten Apertur übersprungen sein. In einer weiteren Ausführungsform können einzelne Aperturen, Gruppen von Aperturen oder Aperturen in Übereinstimmung mit einer spezifischen Zahlenreihe übersprungen sein. Umgekehrt ist es ebenfalls möglich, eine bestimmte Menge zusätzlicher Aperturen in das Aperturmuster aufzunehmen. Die Hinzufügung oder Wegnahme von Aperturen kann als Anomalien für das Aperturmuster angesehen werden, und eine bestimmte Menge von Anomalien für das Muster, plus oder minus, kann akzeptabel sein. In einer Ausführungsform kann eine akzeptable Menge von Anomalien für das Aperturmuster in dem Bereich von 0,1% bis 10% der Gesamtaperturfläche des Schleifartikels liegen.
-
Form der Aperturen
-
Die Menge der Bedeckung kann durch die Form der Aperturen beeinflusst sein. Die Form der Aperturen kann regelmäßig oder unregelmäßig sein. In einer Ausführungsform kann die Form der Aperturen die Form von Schlitzen, regelmäßigen Mehrecken, unregelmäßigen Mehrecken, Ellipsoiden, Kreisen, Bögen, Spiralen, Kanälen oder Kombinationen davon sein. In einer bestimmten Ausführungsform weisen die Aperturen die Form eines Kreises auf. In einer weiteren Ausführungsform kann die Form der Apertur die Form eines oder mehrerer Schlitze sein, wobei sich mehrere Schlitze schneiden. Die 6A–F zeigen Beispiele solcher schlitzförmiger Aperturen. Die Schlitze sind so konfiguriert, dass sich die durch die Schlitze erzeugten Klappen nach hinten biegen, falls auf die Rückseite des Schleifartikels ein Unterdruck ausgeübt wird, was somit offene Aperturen erzeugt, die Mehrecken ähneln, die etwas genaue Ränder aufweisen können. Es wird davon ausgegangen, dass der Abriebabtransport dadurch, dass sich die Klappen nach hinten biegen, gefördert wird, da es den Abrieb direkt in das Unterdrucksystem führt und die Mitnahme des Abriebs in irgendwelche offenen Faserschichten wie etwa Klettmaterialschichten, die an der Rückseite des Schleifartikels befestigt sein könnten, verhindert.
-
Herstellungsverfahren – Aperturen
-
Die Aperturen können durch Standardumformtechniken einschließlich Prägen, Stanzen, Laserschneiden oder Kombinationen davon erzeugt werden. In einer Ausführungsform werden die Aperturen gestanzt. In einer weiteren Ausführungsform werden die Aperturen mit Laserstrahl geschnitten.
-
Form des Schleifartikels
-
Die Form des Schleifartikels kann irgendeine Form sein, die an das gewünschte Aperturmuster angepasst ist, und wird durch den beabsichtigten Schleifprozess und durch die Konstruktionsmaterialien vorgeschrieben. In einer Ausführungsform ist der Schleifartikel ein gebundener Schleifartikel. In einer weiteren Ausführungsform ist der Schleifartikel ein beschichteter Schleifartikel. In einer bestimmten Ausführungsform ist der Schleifartikel ein Blatt, ein Band oder eine Kreisscheibe.
-
1 zeigt eine Draufsicht einer Ausführungsform eines beschichteten Schleifartikels 100, der mehrere Aperturen 101 aufweist, die in einem Muster angeordnet sind, das eine ungleichförmige Verteilung aufweist. Das beschichtete Schleifmittel weist die Form einer im Wesentlichen planaren (d. h. allgemein flachen) Kreisscheibe auf.
-
7 zeigt eine Seitenansicht eines beschichteten Schleifartikels 700, der einen Träger 701 enthält, der eine erste Hauptoberfläche 703 und eine zweite Hauptoberfläche 705 aufweist. Auf der ersten Hauptoberfläche des Trägers ist ein Schleifbelag 707 angeordnet. Der Schleifbelag kann mehrere Schichten einschließlich einer Bindemittelschicht 709, auch eine Bindemittelbeschichtung genannt, umfassen. Innerhalb der Bindemittelschicht, in sie eindringend oder auf ihr liegend oder in Kombinationen davon können mehrere Schleifkörner 711 verteilt sein. Ein Muster von Aperturen 713 (d. h. Löchern) durchlocht alle Schichten des Schleifartikels. Auf der Bindemittelschicht kann optional ein Deckbinder 715 angeordnet sein. Über dem Deckbinder kann eine Superdeckbeschichtung (nicht gezeigt) angeordnet sein. Auf der zweiten Hauptoberfläche (d. h. auf der Rückseite) der Trägerschicht kann eine Rückseitenbeschichtung 717 angeordnet sein. Eine Befestigungsschicht 719 kann über der Rückenbeschichtung angeordnet sein oder kann alternativ direkt auf der zweiten Hauptseite des Trägers angeordnet sein. In einer bestimmten Ausführungsform kann der beschichtete Schleifartikel 700 optional an einem Schleifteller (nicht gezeigt) oder an einem Unterdrucksystem befestigt sein.
-
Träger
-
Der Träger 701 kann elastisch oder starr sein. Der Träger kann aus irgendeiner Anzahl verschiedener Materialien einschließlich jener, die herkömmlich als Träger bei der Herstellung beschichteter Schleifmittel verwendet werden, hergestellt sein. Ein beispielhafter elastischer Träger enthält eine Polymerlage (z. B. eine grundierte Lage) wie etwa eine Polyolefinlage (z. B. Polypropylen einschließlich zweiachsig orientierten Polypropylens), eine Polyesterlage (z. B. Polyethylenterephthalat), eine Polyamidlage oder eine Zelluloseesterlage; eine Metallfolie; eine Gaze; einen Schaum (z. B. Naturschwammmaterial oder Polyurethanschaum); ein Gewebe (z. B. ein Gewebe, das aus Fasern oder Garnen hergestellt ist, die Polyester, Nylon, Seide, Baumwolle, Baumwoll-Polyester-Mischgewebe oder Kunstseide umfassen); Papier; Vulkanpapier; Vulkanisat; Vulkanfaser; Vliesmaterialien; eine Kombination davon; oder eine behandelte Version davon. Gewebeträger können gewebt oder nähgewirkt sein. In bestimmten Beispielen ist der Träger aus der Gruppe ausgewählt, die aus Papier, einer Polymerlage, Gewebe, Baumwolle, Baumwoll-Polyester-Mischgewebe, Kunstseide, Polyester, Poly-Nylon, Vulkanisat, Vulkanfaser, Metallfolie und einer Kombination davon besteht. In anderen Beispielen enthält der Träger eine Polypropylenlage oder eine Polyethylenterephthalatlage (PET-Lage).
-
Der Träger
701 kann optional ein Sättigungsmittel und/oder eine Vorleimschicht und/oder eine Rückseitendeckschicht enthalten. Typischerweise ist der Zweck dieser Schichten, den Träger abzudichten oder das Garn oder die Fasern in dem Träger zu schützen. Falls der Träger ein Gewebematerial ist, wird typischerweise wenigstens eine dieser Schichten verwendet. Die Hinzufügung einer Vorleimschicht oder einer Rückseitendeckschicht kann außerdem zu einer ”glatteren” Oberfläche entweder auf der Vorderseite oder auf der Rückseite des Trägers führen. Andere im Gebiet bekannte optionale Schichten (z. B. eine Verbindungsschicht; siehe
US-Pat. Nr. 5.700.302 (Stoetzel u. a.), dessen Offenbarung hier durch Literaturhinweis eingefügt ist) können ebenfalls verwendet werden.
-
In einem Gewebebehandlungsmaterial kann ein antistatisches Material enthalten sein. Die Zugabe eines antistatischen Materials kann die Neigung beschichteter Schleifartikel, beim Polieren von Holz oder holzartigen Materialien statische Elektrizität anzusammeln, verringern. Zusätzliche Einzelheiten hinsichtlich antistatischer Träger oder Trägerbehandlungen sind z. B. in den
US-Pat. Nr. 5.108.463 (Buchanan u. a.);
5.137.542 (Buchanan u. a.);
5.328.716 (Buchanan); und
5.560.753 (Buchanan u. a.), deren Offenbarungen hier durch Literaturhinweis eingefügt sind, zu finden.
-
Der Träger kann ein faserverstärkter Thermoplast wie etwa z. B. im
US-Pat. Nr. 5.417.726 (Stout u. a.) beschrieben oder ein ungespleißtes Endlosband wie z. B. im
US-Pat. Nr. 5.573.619 (Benedict u. a.) beschrieben, deren Offenbarungen hier durch Literaturhinweis eingefügt sind, sein. Gleichfalls kann der Träger ein Polymersubstrat, das daraus vorstehende Einhakstiele wie etwa jene, die z. B. im
US-Pat. Nr. 5.505.747 (Chesley u. a.), dessen Offenbarung hier durch Literaturhinweis eingefügt ist, beschrieben sind, aufweist, sein. Ähnlich kann der Träger ein Schlingengewebe wie etwa das, das im
US-Pat. Nr. 5.565.011 (Follett u. a.), dessen Offenbarung hier durch Literaturhinweis eingefügt ist, beschrieben ist, sein.
-
Schleifbelag
-
Der Schleifbelag 707 kann aus einer oder aus mehreren Beschichtungen und aus mehreren Schleifkörnern gebildet sein. Der Schleifbelag enthält z. B. eine Bindemittelbeschichtung 709 und kann optional einen Deckbinder 715 oder eine Superdeckbeschichtung enthalten. Allgemein enthalten Schleifbeläge Schleifkörner 711, die in einem Bindemittel angeordnet, darin eingebettet, darin verteilt oder eine Kombination davon sind.
-
Schleifkörner
-
Die Schleifkörner 711 können im Wesentlichen anorganische Einphasenmaterialien wie etwa Aluminiumoxid, Siliciumcarbid, Siliciumdioxid, Cerdioxid und einen Härter, Hochleistungs-Superschleifkörner wie etwa kubisches Bornitrid und Diamant enthalten. Außerdem können die Schleifkörner Verbundpartikelmaterialien enthalten. Diese Materialien können Aggregate enthalten, die durch Emulsionsverarbeitungswege, die die Entfernung des flüssigen Trägers durch Verdunstung oder Verdampfung, sodass Rohaggregate zurückbleiben, optional gefolgt von einer Hochtemperaturbehandlung (d. h. Brennen) zum Bilden verwendbarer gebrannter Aggregate, enthalten, gebildet werden können. Ferner können die Schleifmittelgebiete technische Schleifmittel einschließlich Makrostrukturen und bestimmte dreidimensionale Strukturen enthalten.
-
In einer beispielhaften Ausführungsform werden die Schleifkörner mit der Bindemittelformulierung gemischt, um eine Schleifmittelemulsion zu bilden. Alternativ werden die Schleifkörner über der Bindemittelformulierung aufgetragen, nachdem die Bindemittelformulierung auf dem Träger beschichtet worden ist. Optional kann über den Schleifmittelgebieten ein funktionales Pulver aufgetragen werden, um zu verhindern, dass die Schleifmittelgebiete an einem Mustererzeugungswerkzeug haften. Alternativ können Muster in den Schleifmittelgebieten ohne das funktionale Pulver gebildet werden.
-
Die Schleifkörner können aus irgendwelchen oder aus einer Kombination von Schleifkörnern einschließlich Siliciumdioxid, Aluminiumoxid (gebrannt oder gesintert), Zirkoniumdioxid, Zirkoniumdioxid/Aluminiumoxid, Siliciumcarbid, Granat, Diamant, kubischem Bornitrid, Siliciumnitrid, Cerdioxid, Titandioxid, Titandiborid, Borcarbid, Zinnoxid, Wolframcarbid, Titancarbid, Eisenoxid, Chromiak, Flint, Schmirgel, gebildet sein. Die Schleifkörner können z. B. aus einer Gruppe ausgewählt sein, die aus Siliciumdioxid, Aluminiumoxid, Zirkoniumdioxid, Siliciumcarbid, Siliciumnitrid, Bornitrid, Granat, Diamant, zusammengeschmolzenem Aluminiumoxid-Zirkoniumdioxid, Cerdioxid, Titandiborid, Borcarbid, Flint, Schmirgel, Aluminiumnitrid und einem Gemisch davon besteht. Bestimmte Ausführungsformen sind zur Verwendung dichter Schleifkörner, die hauptsächlich aus Alpha-Aluminiumoxid bestehen, erzeugt worden.
-
Außerdem kann das Schleifkorn eine bestimmte Form aufweisen. Ein Beispiel einer solchen Form enthält einen Stab, ein Dreieck, eine Pyramide, einen Kegel, eine Vollkugel, eine Hohlkugel oder dergleichen. Alternativ kann das Schleifkorn zufällig geformt sein.
-
In einer Ausführungsform können die Schleifkörner eine durchschnittliche Korngröße von nicht mehr als 800 Mikrometern wie etwa von nicht mehr als etwa 700 Mikrometern, nicht mehr als 500 Mikrometern, nicht mehr als 200 Mikrometern oder nicht mehr als 100 Mikrometern aufweisen. In einer weiteren Ausführungsform beträgt die Schleifkorngröße wenigstens 0,1 Mikrometer, wenigstens 0,25 Mikrometer oder wenigstens 0,5 Mikrometer. In einer weiteren Ausführungsform beträgt die Schleifkorngröße etwa 0,1 Mikrometer bis etwa 200 Mikrometer und typischer von etwa 0,1 Mikrometer bis etwa 150 Mikrometer oder von etwa 1 Mikrometer bis etwa 100 Mikrometer. Die Korngröße der Schleifkörner ist typischerweise als die längste Dimension des Schleifkorns spezifiziert. Allgemein gibt es eine Bereichsverteilung von Korngrößen. In einigen Fällen ist die Korngrößenverteilung eng gesteuert.
-
Bindemittelbeschichtung – Bindemittel
-
Das Bindemittel der Bindemittelbeschichtung oder des Deckbinders kann aus einem einzelnen Polymer oder aus einem Gemisch von Polymeren gebildet sein. Das Bindemittel kann z. B. aus Epoxidharz, aus Acrylpolymer oder aus einer Kombination davon gebildet werden. Außerdem kann das Bindemittel einen Füllstoff wie etwa einen Füllstoff in Nanogröße oder eine Kombination von Füllstoffen in Nanogröße und von Füllstoffen in Mikrogröße enthalten. In einer bestimmten Ausführungsform ist das Bindemittel ein Colloidbindemittel, wobei die Formulierung, die ausgehärtet wird, um das Bindemittel zu bilden, eine Colloidsuspension ist, die einen Partikelfüllstoff enthält. Alternativ oder zusätzlich kann das Bindemittel ein Nanoverbundbindemittel sein, das einen Submikrometerpartikel-Füllstoff enthält.
-
Allgemein enthält das Bindemittel eine Polymermatrix, die die Schleifkörner an den Träger oder an eine elastische Beschichtung, falls vorhanden, bindet. Typischerweise ist das Bindemittel aus einer ausgehärteten Bindemittelformulierung gebildet. In einer beispielhaften Ausführungsform enthält die Bindemittelformulierung eine Polymerkomponente und eine dispergierte Phase.
-
Die Bindemittelformulierung kann einen oder mehrere Reaktionsbestandteile oder Polymerbestandteile für die Zubereitung eines Polymers enthalten. Ein Polymerbestandteil kann ein Monomermolekül, ein Polymermolekül oder eine Kombination davon enthalten. Ferner kann die Bindemittelformulierung Komponenten enthalten, die aus der Gruppe ausgewählt sind, die aus Lösungsmitteln, Weichmachern, Kettenlängenregulatoren, Katalysatoren, Stabilisatoren, Dispergiermitteln, Härtungsmitteln, Reaktionsvermitteln und Mitteln zum Beeinflussen der Fluidität der Dispersion besteht.
-
Die Polymerbestandteile können Thermoplaste oder Duroplaste bilden. Beispielhaft können die Polymerbestandteile Monomere und Harze für die Bildung von Polyurethan, Polyharnstoff, polymerisiertem Epoxidharz, Polyester, Polyimid, Polysiloxane (Silikone), polymerisiertem Alkydharz, Styrol-Butadien-Kautschuk, Acrylnitril-Butadien-Kautschuk, Polybutadien oder allgemein reaktionsfähige Harze für die Herstellung wärmehärtbarer Polymere enthalten. Ein weiteres Beispiel enthält ein Acrylat- oder ein Methacrylat-Polymerbestandteil. Die Vorläuferpolymerbestandteile sind typischerweise ein härtbares organisches Material (z. B. ein Polymer-Monomer oder ein Material, das, wenn es Wärme oder anderen Energiequellen wie etwa einem Elektronenstrahl, Ultraviolettlicht, sichtbarem Licht usw. ausgesetzt wird, oder mit der Zeit bei Zugabe eines chemischen Katalysators, von Feuchtigkeit oder eines anderen Mittels, das veranlasst, dass das Polymer aushärtet oder polymerisiert, polymerisieren oder vernetzen kann). Ein Beispiel für ein Vorläuferpolymerbestandteil enthält einen reaktionsfähigen Bestandteil für die Bildung eines Aminopolymers oder eines Aminoplastpolymers wie etwa ein alkyliertes Harnstoff-Formaldehyd-Polymer, ein Melamin-Formaldehyd-Polymer und ein alkyliertes Benzoguanamin-Formaldehyd-Polymer; ein Acrylatpolymer einschließlich eines Acrylat- und eines Methacrylatpolymers, ein Alkylacrylat, ein alkyliertes Epoxidharz, ein acryliertes Urethan, ein acryliertes Polyester, einen acrylierten Polyether, einen Vinylether, ein acryliertes Öl oder ein acryliertes Silicon; ein Alkydpolymer wie etwa ein Urethanalkydpolymer; ein Polyesterpolymer; ein reaktionsfähiges Urethanpolymer; ein Phenolpolymer wie etwa ein Resol- und ein Novolackpolymer; ein Phenol-/Latex-Polymer; ein Epoxidpolymer wie etwa ein Bisphenolepoxidpolymer; Isocyanat; Isocyanurat; ein Polysiloxanpolymer einschließlich eines Alkylalkoxysilanpolymers; oder ein reaktionsfähiges Vinylpolymer. Die Bindemittelformulierung kann ein Monomer, ein Oligomer, ein Polymer oder eine Kombination davon enthalten. In einer bestimmten Ausführungsform enthält die Bindemittelformulierung Monomere wenigstens zweier Typen von Polymeren, die vernetzen können, wenn sie ausgehärtet werden. Die Bindemittelformulierung kann z. B. Epoxidharzbestandteile und Acrylharzbestandteile enthalten, die ein Epoxid/Acryl-Polymer bilden, wenn sie ausgehärtet werden.
-
Zusatzstoffe – Mahlhilfe
-
Ferner kann der Schleifbelag eine Mahlhilfe enthalten, um die Schleifeffizienz und die Zerspanungsrate zu erhöhen. Eine nutzbare Zerspanungshilfe kann eine auf anorganischer Grundlage wie etwa ein Halogensalz, z. B. Natriumkryolith und Kaliumtetrafluorborat; oder eine auf organischer Grundlage wie etwa chloriertes Wachs, z. B. Polyvinylchlorid, sein. Eine bestimmte Ausführungsform enthält Kryolith und Kaliumtetrafluorborat mit einer Partikelgröße im Bereich von 1 Mikrometer bis 80 Mikrometer und am typischsten von 5 Mikrometer bis 30 Mikrometer. Die Superdeckbeschichtung kann eine Polymerschicht sein, die über den Schleifkörnern aufgetragen ist, um reflexionsmindernde und das Zusetzen mindernde Eigenschaften sicherzustellen.
-
Rückseitenbeschichtung – elastische Beschichtung
-
Optional kann der beschichtete Schleifartikel eine elastische Beschichtung und eine Rückseitenbeschichtung (nicht gezeigt) enthalten. Diese Beschichtungen können wie oben beschrieben fungieren und können aus Bindemittelzusammensetzungen gebildet sein.
-
Schleifteller
-
In einer Ausführungsform kann ein Schleifteller mehrere in einem Muster angeordnete Luftströmungswege umfassen. Das Muster der Luftströmungswege kann regelmäßige Vielecke, unregelmäßige Vielecke, Ellipsoide, Bögen, Spiralen, phyllotaktische Muster oder Kombinationen davon umfassen. Das Muster der Luftströmungswege kann strahlenförmige gebogene Wege, strahlenförmige Spiralwege oder Kombinationen davon umfassen. Das Muster der Luftströmungswege kann eine Kombination innerer strahlenförmiger Spiralwege und äußerer strahlenförmiger Spiralwege umfassen. Das Muster der Luftströmungswege kann eine Kombination aus strahlenförmigen Spiralwegen in Uhrzeigerrichtung und strahlenförmigen Spiralwegen entgegen der Uhrzeigerrichtung umfassen. Die Luftströmungswege können diskret oder diskontinuierlich voneinander sein. Alternativ können einer oder mehrere der Luftströmungswege fluidtechnisch verbunden sein.
-
Die Anzahl der strahlenförmig gebogenen Wege (”Bögen”), der strahlenförmigen Spiralwege oder der Kombinationen davon kann variieren. In einer Ausführungsform kann die Anzahl strahlenförmiger gebogener Wege, strahlenförmiger Spiralwege oder Kombinationen davon nicht größer als 1000 wie etwa nicht größer als 750, nicht größer als 500, nicht größer als 250, nicht größer als 100, nicht größer als 90, nicht größer als 80 oder nicht größer als 75 sein. In einer Ausführungsform kann die Anzahl strahlenförmiger gebogener Wege, strahlenförmiger Spiralwege oder von Kombinationen davon nicht kleiner als 2 wie etwa nicht kleiner als 3, nicht kleiner als 5, nicht kleiner als 7, nicht kleiner als 9, nicht kleiner als 11, nicht kleiner als 15 oder nicht kleiner als 20 sein. In einer Ausführungsform kann die Anzahl strahlenförmiger gebogener Wege, strahlenförmiger Spiralwege oder von Kombinationen davon von 2 bis 500 wie etwa von 2 bis 100 betragen.
-
In einer weiteren Ausführungsform kann ein Schleifteller ein Muster von Luftströmungswegen aufweisen, das ferner einen ringförmigen Luftströmungsweg umfasst, der die Luftströmungswege schneidet. In einer spezifischen Ausführungsform kann ein ringförmiger Luftströmungsweg strahlenförmige gebogene Wege oder strahlenförmige Spiralwege oder Kombinationen davon schneiden.
-
Die Breite der Luftströmungswege kann variieren. Die Breite der Luftströmungswege kann konstant oder veränderlich oder eine Kombination davon sein. In einer Ausführungsform kann die Breite der Luftströmungswege innerhalb eines Bereichs fester Längen liegen. In einer Ausführungsform kann die Breite der Luftströmungswege von 0,1 mm bis 10 cm variieren. In einer weiteren Ausführungsform hängt die Breite der Luftströmungswege mit der Größe der Aperturen eines beschichteten Schleifmittels, mit dem der Schleifteller verwendet wird, zusammen. In einer Ausführungsform ist die Breite der Luftströmungswege nicht kleiner als 1/10 der Breite der Aperturen des beschichteten Schleifmittels wie etwa nicht kleiner als 1/8, 1/6, 1/5, 1/4, 1/3, oder 1/2 der Größe der Aperturen des beschichteten Schleifmittels. In einer Ausführungsform ist die Breite der Luftströmungswege nicht größer als das l0-fache der Größe der Aperturen des beschichteten Schleifmittels wie etwa nicht größer als das 8-fache, nicht größer als das 6-fache, nicht größer als das 5-fache, nicht größer als das 4-fache, nicht größer als das 3-fache, nicht größer als das 2-fache der Größe der Aperturen des beschichteten Schleifmittels. In einer Ausführungsform ist die Breite der Luftströmungswege etwa gleich der Größe der Aperturen des beschichteten Schleifmittels.
-
Die Luftströmungswege können einen oder mehrere Hohlräume, eine oder mehrere Mündungen, einen oder mehrere Durchlässe, eines oder mehrere Löcher, eine oder mehrere Öffnungen oder Kombinationen davon, die entlang oder innerhalb von Luftströmungswegen wie etwa einer Verzweigung des Luftströmungswegs angeordnet sind, die durch den Körper des Schleiftellers verlaufen, aufweisen. In einer Ausführungsform weist jeder Luftströmungsweg wenigstens ein Loch auf, das innerhalb des Luftströmungswegs, der durch den Körper des Schleiftellers verläuft, angeordnet ist.
-
Es wird gewürdigt werden, dass Schleifteller, die dafür ausgelegt sind, beschichteten Schleifmitteln, die gesteuerte ungleichförmige Verteilungen von Aperturen aufweisen, zu entsprechen, erfolgreich in Verbindung mit herkömmlichen beschichteten Schleifmitteln sowie mit besonderen beschichteten Schleifmitteln, die gesteuerte Ungleichförmigkeitsverteilungen von Aperturen aufweisen, verwendet werden können. Die Erfinder haben festgestellt, dass Schleiftellerausführungsformen für herkömmliche Schleifmittel einen überlegenen Abriebabtransport bereitstellen können und eine verbesserte Schleifleistung fördern können.
-
In einer Ausführungsform kann der Schleifteller ein Muster von Luftströmungswegen aufweisen, das zusammenwirkend dafür ausgelegt ist, mit beschichteten Schleifmitteln, die ein Muster mit einer gesteuerten ungleichförmigen Verteilung aufweisen, zu arbeiten. Wie oben festgestellt wurde, kann ein solcher Schleifteller in Verbindung mit einem herkömmlichen durchlochten beschichteten Schleifmittel verwendet werden, um den Abriebabtransport und die Schleifleistung zu fördern.
-
In einer Ausführungsform kann ein Schleifteller ein Muster von Luftströmungswegen umfassen, wobei das Muster von Luftströmungswegen aus x- und y-Koordinaten eines Musters mit einer gesteuerten ungleichförmigen Verteilung erzeugt wird. Das Muster mit einer gesteuerten ungleichförmigen Verteilung, das verwendet wird, um das Schleifteller-Luftströmungsmuster zu erzeugen, kann dasselbe wie das Aperturmuster des beschichteten Schleifmittels, das mit dem Schleifteller verwendet wird, oder ein anderes sein. In einer Ausführungsform ist das Muster mit einer gesteuerten ungleichförmigen Verteilung dasselbe wie das Aperturmuster des beschichteten Schleifmittels, das mit dem Schleifteller verwendet wird. In einer weiteren Ausführungsform ist das Muster mit einer gesteuerten ungleichförmigen Verteilung ein Anderes als das Aperturmuster des beschichteten Schleifmittels, das mit dem Schleifteller verwendet wird.
-
In einer Ausführungsform kann der Schleifteller zusammenwirkend dafür ausgelegt sein, mit beschichteten Schleifmitteln, die phyllotaktische Muster in Übereinstimmung mit den hier beschriebenen Ausführungsformen beschichteter Schleifmittel aufweisen, zu arbeiten. Eine Schleifscheibe wirkt mit einem beschichteten Schleifmittel, das phyllotaktische Muster aufweist, zusammen, wenn die Schleifscheibe mehrere Öffnungen, mehrere Hohlräume, mehrere Kanäle, mehrere Durchlässe oder Kombinationen davon enthält, die in einem Muster konfiguriert sind, das dafür ausgelegt ist, während des Schleifprozesses das Ansaugen und den Abriebabtransport von der Arbeitsfläche weg durch die Aperturen eines beschichteten Schleifmittels, das ein phyllotaktisches Muster aufweist, zu fördern. Die Öffnungen, Hohlräume, Kanäle, Durchlässe oder Kombinationen davon können Luftströmungswege definieren, die sich entlang, innerhalb oder durch den Schleifteller oder Kombinationen davon befinden. Die Luftströmungswege fördern während des Schleifprozesses verbesserte Ansaugung und verbesserten Abriebabtransport durch die Aperturen eines beschichteten Schleifmittels und von der Arbeitsfläche weg. In einer Ausführungsform können die Muster von Öffnungen, Hohlräumen, Kanälen, Durchlässen oder Kombinationen davon die Form von regelmäßigen Vielecken, unregelmäßigen Vielecken, Ellipsoiden, Bögen, Spiralen, phyllotaktischen Mustern oder Kombinationen davon aufweisen. In einer weiteren Ausführungsform können die Luftströmungswege die Form von regelmäßigen Vielecken, unregelmäßigen Vielecken, Ellipsoiden, Bögen, Spiralen, phyllotaktischen Mustern oder Kombinationen davon aufweisen.
-
In einer Ausführungsform kann ein geeignetes Spiralmuster oder phyllotaktisches Muster aus den x- und y-Koordinaten irgendeines phyllotaktischen Aperturmusters der oben beschriebenen Ausführungsformen von Schleifartikeln erzeugt werden. In einer Ausführungsform werden die x- und y-Koordinaten eines Spiralmusters oder phyllotaktischen Musters transponiert und gedreht, um die x'- und y'-Koordinaten des Luftströmungsmusters des Spiral-Schleiftellers oder des phyllotaktischen Schleiftellers zu bestimmen, wobei θ gleich π/n in Radiant ist und n eine beliebige ganze Zahl in Übereinstimmung mit der folgenden Gleichung ist:
-
Die erzeugten transponierten und gedrehten Koordinaten (x' und y') können, etwa unter Verwendung einer computergestützten Zeichensoftware (CAD-Software), graphisch dargestellt werden, um ein geeignetes Luftströmungsmuster wie etwa ein Spiralmuster oder ein phyllotaktisches Muster zu erzeugen. Bestimmte Ausführungsformen transponierter phyllotaktischer Muster sind in 9, 12, 15 gezeigt.
-
Daraufhin können die Muster verwendet werden, um strahlenförmige gebogene Kanäle und Spiralkanäle sowie ringförmige Kanäle, die die gebogenen Kanäle und die Spiralkanäle schneiden können, oder Kombinationen davon zu definieren. Die ringförmigen Kanäle, gebogenen Kanäle, Spiralkanäle oder Kombinationskanäle können daraufhin wie etwa in Form von Nuten, Hohlräumen, Mündungen, Durchlässen oder anderen Wegen in ein geeignetes Material geschnitten werden, um einen zusammenwirkenden Schleifteller zu bilden. In 10, 13, 16 sind bestimmte Ausführungsformen von Kanalmustern, die auf transponierten phyllotaktischen Mustern beruhen, gezeigt. In 28, 29, 30, 31, 32, 33, 46 und 47 sind zusätzliche Ausführungsformen von Schleiftellern, die auf transponierten phyllotaktischen Mustern beruhen, gezeigt.
-
In gewissen Ausführungsformen passen die Luftströmungswege des Schleiftellers teilweise bis vollständig zu den Aperturen des beschichteten Schleifmittels. Es ist festzustellen, dass ein Luftströmungsweg zu einer Apertur passt, wenn wenigstens ein Teil der Fläche einer Apertur mit einem Teil des Luftströmungswegs zusammenfällt oder auf ihn ausgerichtet ist. In einer Ausführungsform passen die Luftströmungswege des entsprechenden Schleiftellers zu wenigstens 5%, zu wenigstens 10%, zu wenigstens 15%, zu wenigstens 20%, zu wenigstens 25% der Aperturen. In einer Ausführungsform können die Luftströmungswege des entsprechenden Schleiftellers zu wenigstens 5%, zu wenigstens 10%, zu wenigstens 15%, zu wenigstens 20%, zu wenigstens 25%, zu wenigstens 30%, zu wenigstens 35%, zu wenigstens 40%, zu wenigstens 55%, zu wenigstens 50%, zu wenigstens 55%, zu wenigstens 60%, zu wenigstens 65%, zu wenigstens 70%, zu wenigstens 75%, zu wenigstens 80%, zu wenigstens 85%, zu wenigstens 90%, zu wenigstens 95% oder zu wenigstens 100% der Aperturen des beschichteten Schleifmittels passen.
-
Es wird gewürdigt werden, dass Gewisse der spiralförmigen und phyllotaktischen Luftströmungsmuster des Schleiftellers insbesondere dann eine bestimmte Qualität der Ausrichtung auf ein Aperturmuster eines beschichteten Schleifmittels zeigen, wenn das Luftströmungsmuster auf einer Transposition und auf einer Drehung der Koordinaten der Apertur des beschichteten Schleifmittels beruht. In einer Ausführungsform passt das Luftströmungsmuster des Schleiftellers zur Mehrzahl der Aperturen, zu fast allen Aperturen des beschichteten Schleifmittels, wenn der Schleifteller in einer bestimmten Phase oder in bestimmten Drehungsgraden in Bezug auf das beschichtete Schleifmittel ist. Das heißt, dass ein Schleifteller ein Einzelausrichtungs-Schleifteller (auch 2-fach-Ausrichtungs-Schleifteller genannt) ist, wenn die Luftströmungswege des Schleiftellers zu den Aperturen des beschichteten Schleifmittels passen, wenn der Schleifteller im Vergleich zu dem beschichteten Schleifmittel um 90° oder 180° gedreht wird und der größte Teil der Aperturen bis zu fast allen Aperturen des beschichteten Schleifmittels zu wenigstens einem der Luftströmungswege des Schleiftellers passen. 46 veranschaulicht eine Ausführungsform eines Einzelausrichtungs-Schleiftellers. Die 48–51 zeigen eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über einem Einzelausrichtungs-Schleifteller aus 46 liegt, wobei das beschichtete Schleifmittel um 90° phasenverschoben, um 180° phasenverschoben, um 270° phasenverschoben und um 0° phasenverschoben gegen den Schleifteller gedreht ist, sodass die Aperturen des beschichteten Schleifmittels zwischen der Tatsache, dass keine der Aperturen des beschichteten Schleifmittels irgendeiner der äußeren Spiralen des Schleiftellers entspricht, bis zu der Tatsache, dass fast alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen, abwechseln. In 47 ist ein Doppelausrichtungs-Schleifteller (auch 4-fach-Ausrichtungs-Schleifteller genannt) dargestellt. Die 52–59 zeigen eine Darstellung einer Ausführungsform eines beschichteten Schleifmittels, das 442 Aperturen (441, die eine zentrale Apertur umgeben) in Übereinstimmung mit der Vogel-Gleichung aufweist, das über dem Doppelausrichtungs-Schleifteller aus 47 liegt, wobei das beschichtete Schleifmittel um 45°, 90°, 135°, 180°, 225°, 270°, 315° und 0° phasenverschoben gegen den Schleifteller gedreht ist. Es ist erneut gezeigt, dass die Aperturen des beschichteten Schleifmittels zwischen der Tatsache, dass keine der Aperturen des beschichteten Schleifmittels einer der äußeren Spiralen des Schleiftellers entspricht (45°, 135°, 225° und 315°), bis zu der Tatsache, dass alle Aperturen des beschichteten Schleifmittels wenigstens einer der äußeren Spiralen des Schleiftellers entsprechen (90°, 180°, 270° und 0°), abwechseln.
-
In einer Ausführungsform kann der Schleifteller einen Ausrichtungsanzeiger enthalten oder dafür ausgelegt sein, ihn zu enthalten. Ein Ausrichtungsanzeiger kann eine Markierung, eine Vorrichtung, eine Kerbe, eine Befestigung, ein Ring, ein Vorsprung oder eine Kombination davon zur Angabe des Grads der Ausrichtung des Schleiftellers auf das beschichtete Schleifmittel sein. In einer spezifischen Ausführungsform kann der Ausrichtungsanzeiger eine Markierung sein.
-
Obgleich diese Schleifteller als mit den hier beschriebenen Ausführungsformen der Schleifartikel zusammenwirkend beschrieben worden sind, können sie ebenfalls mit durchlochten beschichteten Standardschleifmitteln des Standes der Technik verwendet werden. Es ist festgestellt worden, dass Schleifteller, die mehrere Öffnungen, mehrere Hohlräume, mehrere Kanäle oder Kombinationen davon aufweisen, die geeignete Luftströmungswege mit einem Spiralmuster oder phyllotaktischen Muster bilden, einen verbesserten Abriebabtransport aufweisen, die Schleifzerspanungsleistung fördern können und die Schleifmittellebensdauer sowohl für durchlochte beschichtete Standardschleifmittel des Standes der Technik als auch für beschichtete Schleifmittel, die phyllotaktische Muster von Durchlochungen aufweisen, fördern können.
-
Ein Schleifteller kann elastisch oder starr sein. Der Schleifteller kann aus irgendeiner Anzahl verschiedener Materialien oder Kombinationen von Materialien einschließlich jener, die herkömmlich bei der Herstellung von Schleiftellern verwendet werden, bestehen. Der Schleifteller kann aus einer einteiligen, einheitlichen Konstruktion oder aus einer mehrteiligen Konstruktion wie etwa aus einer Mehrschichtkonstruktion oder aus einer Konstruktion konzentrischer Schichten bestehen. Vorzugsweise ist der Schleifteller ein elastisches Material wie etwa ein elastischer Schaum. Geeignete Schäume können Polyurethan, Polyester, Polyesterurethan, Polyetherurethan; ein natürlicher Kautschuk oder Synthesegummi wie etwa ein Polybutadien, ein Polyisopren, ein EPDM-Polymer, Polyvinylchlorid (PVC), Polychloropren oder ein Styrol/Butadien-Copolymer; oder Kombinationen davon sein. Der Schaum kann offenzellig oder geschlossenzellig sein. Zu der Schaumformulierung können Zusatzstoffe wie etwa Haftmittel, Elastifikatoren, Aushärtungsmittel, Antioxidanzien, Verstärkungsmaterialien und dergleichen zugesetzt werden, um gewünschte Eigenschaften zu erzielen. Außerdem können zu dem Schaum oder zu dem anderen elastischen Material Farbstoffe, Pigmente, Füllstoffe, Antistatikmittel, Feuerhemmer und eine Gewebeverstärkung zugesetzt werden.
-
Besonders nützliche Schäume enthalten TDI/Polyester-Schäume (Toluoldiisocyanat/Polyester-Schäume) und MDI/Polyester-Schäume (Methylendiphenyldiisocyanat/Polyester-Schäume). In einer Ausführungsform besteht der Schleifteller aus elastischem, offenzelligem Polyurethanschaum, der als das Reaktionsprodukt eines Polyethertoluols und eines aromatischen Polyisocyanats gebildet ist. In einer weiteren Ausführungsform kann der Schleifteller ein Schaum, ein Vulkanisat oder irgendeine Kombination davon sein.
-
Herstellungsverfahren – beschichteter Schleifartikel
-
Zu einem Herstellungsverfahren eines beschichteten Schleifartikels, der ein Aperturmuster aufweist, übergehend, kann ein Träger von einer Rolle verteilt werden, wobei der Träger mit einer aus einer Beschichtungsvorrichtung ausgegebenen Bindemittelformulierung beschichtet werden kann. Eine beispielhafte Beschichtungsvorrichtung enthält einen Drop-Die-Coater, eine Messerbeschichtungseinrichtung (Knife-Coater), eine Vorhangbeschichtungseinrichtung (Curtain-Coater), einen Vacuum-Die-Coater oder einen Die-Coater. Beschichtungsmethodiken können entweder Kontaktverfahren oder kontaktlose Verfahren enthalten. Solche Verfahren enthalten Zweiwalzen-, Dreiwalzen-Umkehr-, Walzenspaltrakel-, Schlitzdüsen-, Tiefdruck-, Extrusions- oder Sprühbeschichtungsanwendungen.
-
In einer Ausführungsform kann die Bindemittelformulierung in einer Emulsion, die die Formulierung und die Schleifkörner enthält, bereitgestellt werden. In einer alternativen Ausführungsform kann die Bindemittelformulierung getrennt von den Schleifkörnern abgegeben werden. Die Schleifkörner können nach der Beschichtung des Trägers mit dem Bindemittel, nach dem teilweisen Aushärten der Bindemittelformulierung, nach dem Mustern der Bindemittelformulierung, falls überhaupt, oder nach dem vollständigen Aushärten der Bindemittelformulierung bereitgestellt werden. Die Schleifkörner können z. B. durch eine Technik wie etwa elektrostatische Beschichtung, Tropfbeschichtung oder mechanischen Wurf aufgetragen werden.
-
In einer weiteren Ausführungsform kann der mit dem Bindemittel und mit den Schleifkörnern beschichtete Träger geprägt werden, gestanzt werden, mittels Laser geschnitten werden oder Kombinationen davon, um das Muster der Aperturen zu bilden. Die Aperturen können im Wesentlichen frei von Trägermaterial, Bindemittel und Schleifkörnern sein.
-
In einer weiteren Ausführungsform kann der Träger selektiv mit dem Bindemittel beschichtet werden, um unbeschichtete Gebiete zu lassen, die daraufhin geschnitten werden, um die Aperturen zu bilden. Zum Beispiel kann das Bindemittel wie etwa durch Siebdruck, Offsetdruck oder Flexodruck auf den Träger gedruckt werden. In einem weiteren Beispiel kann das Bindemittel unter Verwendung von Tiefdruckbeschichtung, Schlitzdüsenbeschichtung, maskierter Sprühbeschichtung oder dergleichen selektiv beschichtet werden. Alternativ kann auf den Träger ein Photoresist oder eine UV-aushärtende Maske aufgetragen und, wie etwa durch Photolithographie, entwickelt werden, um Teile des Trägers zu maskieren. In einem weiteren Beispiel kann auf den Träger vor Auftrag des Bindemittels eine Entnetzungsverbindung aufgetragen werden.
-
Übergehend zu einem Verfahren zum Abschleifen eines Werkstücks kann das Werkstück mit einem beschichteten Schleifmittel in Kontakt gebracht werden. Das beschichtete Schleifmittel kann relativ zu dem Werkstück gedreht werden. Das beschichtete Schleifmittel kann z. B. an einem Exzenterpolierer angebracht werden und mit dem Werkstück in Kontakt gebracht werden. Während das Werkstück abgeschliffen wird, kann sich von dem Werkstück abgeschliffenes Material in den Aperturen ansammeln. Das angesammelte Material kann durch die Bewegung des beschichteten Schleifmittels während der Verwendung aus den Aperturen ausgestoßen werden. Alternativ kann an dem Schleifartikel, der einen Schleifteller enthalten kann, der für die zusammenwirkende Funktion mit dem Schleifartikel konfiguriert ist, ein Unterdrucksystem eingerichtet sein.
-
BEISPIELE
-
Beispiel 1 – Abriebextraktionseffizienz
-
Die potentielle Abriebextraktionseffizienz eines Schleifscheiben-Aperturmusters kann durch Bestimmen der gemittelten Entfernung von einer Apertur für irgendeinen Punkt auf einer durch die Drehung der Schleifscheibe bei einem ausgewählten Umlauf definierten Nennfläche quantifiziert werden. In den oberen Abschnitten von 20A–D sind die Schleifflächen (d. h. die Schleifscheibenmuster) für eine Vergleichsprobe 1 (20A) und für erfindungsgemäße Proben 1 bis 3 (20B–D) gezeigt. Die gemittelte Entfernung von einer Apertur für irgendeinen Punkt auf der durch die Drehung der Schleifscheibe definierten Nennfläche wurde unter Verwendung von Simulationssoftware bestimmt. Es wurde ein Umlauf verwendet, der einem Standardumlauf für einen Hand-Elektroexzenterpolierer entspricht. Die gemittelten Entfernungen für jedes Schleifmuster waren wie in den mittleren Abschnitten von 20A–D dargestellt. In dem unteren Abschnitt von 20A–D wurden die gemittelten Entfernungen von einer Apertur in Abhängigkeit von dem Radius aufgetragen und die Fläche unter der Kurve wurde integriert und die Werte für jedes Aperturmuster wurden verglichen. Ein niedrigerer integrierter Wert gibt eine bessere Aperturbedeckung und somit eine bessere Abriebextraktionseffizienz an. Alle erfindungsgemäßen Aperturmuster hatten einen niedrigeren integrierten Wert und somit eine bessere Abriebextraktionseffizienz als die Vergleichsprobe. Angesichts dessen, dass alle Proben nahezu den gleichen Betrag der Aperturfläche aufweisen, war dies neuartig. Dies zeigt, dass die Verteilung der Aperturen über die Oberfläche der Schleifscheibe besser ist. Die erfindungsgemäße Probe 3 hatte eine besonders drastische Verringerung (eine Verringerung von 93%) des integrierten Werts.
-
Die Vergleichsprobe 1 war ein 5''-MultiAir-Schleifscheibenmuster mit 125 Löchern und einer Aperturfläche (d. h. einer entfernten Fläche) von 10,5 Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 3–4 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 49 mm2.
-
Die Probe 1 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 150 Löchern und mit einer Aperturfläche (d. h. entfernten Fläche) von 10,7%. Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 2–3 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 33 mm2 (eine Verringerung von 32%).
-
Die Probe 2 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 250 Löchern und mit einer Aperturfläche (d. h. entfernten Fläche) von 10,8%. Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 1–2 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 11 mm2 (eine Verringerung von 77%).
-
Die Probe 3 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 350 Löchern und einer Aperturfläche (d. h. entfernten Fläche) von 10,7%. Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 1–2 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 3 mm
2 (eine Verringerung von 93%). Tabelle 1 – Integrierte gemittelte Entfernung von einer Apertur
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | integrierte gemittelte Entfernung von einer Apertur während der Drehung (mm2) |
| Vergleichsprobe 1 | 125 | 10,5 | 49 |
| Probe 1 | 150 | 10,7 | 33 |
| Probe 2 | 250 | 10,8 | 11 |
| Probe 3 | 350 | 10,7 | 3 |
-
Beispiel 2 – Verbesserte Extraktionseffizienz mit verbesserter Schleiffläche
-
Unter Verwendung derselben Prozedur wie oben wurden zusätzliche erfindungsgemäße Schleifaperturmuster in Bezug auf die potentielle Abriebextraktionseffizienz untersucht. In den oberen Abschnitten von 21A–D sind die Schleifscheibenmuster für die Vergleichsprobe 1 (21A) und für die erfindungsgemäßen Proben 1 bis 3 (21B–D) gezeigt. Die gemittelten Entfernungen für jedes Schleifmuster wurden wie in den mittleren Abschnitten von 21A–D gezeigt dargestellt. In dem unteren Abschnitt von 20A–D sind die gemittelten Entfernungen von einer Apertur, dargestellt in Abhängigkeit vom Radius, gezeigt. Die Fläche unter der Kurve wurde integriert und die Werte für jedes Aperturmuster wurden verglichen. Alle erfindungsgemäßen Proben erzielten neuartig selbst dann einen vergleichbaren oder sogar besseren integrierten Wert, wenn sie eine Aperturfläche hatten, die von 2,7% bis 6,3% kleiner als die der Vergleichsprobe war. Dies gibt an, dass die Verteilung der Aperturen über die Oberfläche der erfindungsgemäßen Schleifscheiben erwünscht ist, da eine sehr hohe Abriebextraktionseffizienz aufrechterhalten werden kann, während die Menge der verfügbaren Schleiffläche erhöht ist. Die erfindungsgemäße Probe 3 hatte die drastischste Verringerung des integrierten Werts, hat aber auch die höchste Zunahme der verfügbaren Schleiffläche.
-
Die Vergleichsprobe 1 war ein 5''-MultiAir-Schleifscheibenmuster mit 125 Löchern und einer Aperturfläche (d. h. einer entfernten Fläche) von 10,5%. Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 3–4 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 49 mm2.
-
Die Probe 1 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 148 Löchern und mit einer Aperturfläche (d. h. entfernten Fläche) von 7,8% (2,7% erhöhte Schleiffläche). Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 2–3 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 51 mm2 (eine Erhöhung von 4%).
-
Die Probe 2 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 246 Löchern und mit einer Aperturfläche (d. h. entfernten Fläche) von 5,0% (5,5% erhöhte Schleiffläche). Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 2–3 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 32 mm2 (eine Verringerung von 34%).
-
Die Probe 3 war ein 5''-Vogel-Sonnenblumen-Schleifscheibenmuster mit 344 Löchern und einer Aperturfläche (d. h. entfernten Fläche) von 3,7%. Die maximale gemittelte Entfernung für irgendeinen gegebenen Punkt von einer Apertur lag im Bereich von 1–2 mm. Die integrierte gemittelte Entfernung von einer Apertur betrug 22 mm
2 (eine Verringerung von 55%). Tabelle 2 – Integrierte gemittelte Entfernung von einer Apertur
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | integrierte gemittelte Entfernung von einer Apertur während der Drehung (mm2) |
| Vergleichsprobe 1 | 125 | 10,5 | 49 |
| Probe 1 | 148 | 7,8 | 51 |
| Probe 2 | 246 | 5,0 | 32 |
| Probe 3 | 344 | 3,7 | 22 |
-
Beispiel 3 – Schleifleistung – mit Unterdruck, kein spezifischer Schleifteller
-
Beschichtete 5-Zoll-Schleifscheiben wurden durch Abschleifen eines Acrylgussplattenelements unter Verwendung eines Handexzenterpolierers getestet. Jede beschichtete Schleifscheibe wurde auf einer Geraden über die Länge des Acrylgussplattenelements bewegt. Die Menge des entfernten Materials wurde durch Messen des Gewichts des Acrylgussplattenelements vor und nach jedem Schleifzyklus unter Verwendung einer Waage bestimmt.
-
Das gemittelte entfernte Material wurde durch Summieren des Gewichtsverlusts über sechs Schleifvorgänge bestimmt. Die gemittelte Materialentfernung wurde durch Mitteln über drei Versuche bestimmt.
-
Nach dem ersten Schleifvorgang wurde an drei Punkten entlang der Länge des Schnitts die Oberflächenbeschaffenheit (Rz) des Acrylgussplattenelements gemessen. Das gemittelte Rz wurde über drei Versuche genommen.
-
22 zeigt ein Diagramm, das die kumulative Zerspanung und die Oberflächenbeschaffenheit für die Vergleichsprobe 1 und für drei erfindungsgemäße Proben vergleicht.
-
Es wurde ein Vergleich beschichteter Schleifscheiben, die eine Korngröße P1500 (mittlere Schleifkorngröße von etwa 12,6 Mikrometern) aufwiesen, durchgeführt. Sofern nicht etwas Anderes spezifiziert ist, wurde jeder Schleifvorgang des Tests für eine Dauer von 30 Sekunden mit angelegtem Unterdruck ausgeführt. Bei allen Proben wurde ein Dynabrade-54-Loch-Schleifteller (”harter” Teller) verwendet.
-
Die Vergleichsprobe 1 war eine Norton-MultiAir-Scheibe mit einem Durchmesser von 5'' mit einer Korngröße P1500 mit 125 Löchern, die in einem Gittermuster verteilt waren. Die Gesamtmenge der Aperturfläche betrug 10,5% der Scheibe.
-
Die Probe 1 war eine Schleifscheibe mit einem Durchmesser von 5'' mit einer Korngröße P1500 und mit einem phyllotaktischen Aperturmuster auf der Grundlage der Vogel-Gleichung. Die Anzahl der Aperturen betrug 150. Die Gesamtmenge der Aperturfläche betrug 10,5%.
-
Abgesehen davon, dass die Anzahl der Aperturen 250 betrug, war die Probe 2 dieselbe wie die Probe 1. Die Gesamtmenge der Aperturfläche betrug 10,8%.
-
Abgesehen davon, dass die Anzahl der Aperturen 350 betrug, war die Probe 3 dieselbe wie die Probe 1. Die Gesamtmenge der Aperturfläche betrug 10,7%. Tabelle 3 – Schleifleistung
| | Anzahl der Aperturen | Apertur-fläche (% des potentiellen Gesamtflächeninhalts) | Kumulatives entferntes Material (g) | Rz (μZoll) |
| Vergleichsprobe 1 | 125 | 10,5 | 1,15 | 57 |
| Probe 1 | 150 | 10,7 | 1,15 | 54 |
| Probe 2 | 250 | 10,8 | 1,15 | 57 |
| Probe 3 | 350 | 10,7 | 1,12 | 59 |
-
Beispiel 4 – Schleifleistung – mit Unterdruck, kein spezifischer Schleifteller
-
23 zeigt ein Diagramm, das die kumulativen Zerspanung und die Oberflächenbeschaffenheit für die Vergleichsprobe 1 und für drei erfindungsgemäße Proben vergleicht.
-
Abgesehen davon, dass bei allen Proben ein Norton-MultiAir-125-Loch-Schleifteller (”weicher” Schleifteller) verwendet wurde, wurde der Schleifleistungstest genauso wie oben in Beispiel 3 ausgeführt.
-
Die Vergleichsprobe 1 und die erfindungsgemäßen Proben 1–3 waren dieselben wie oben in Beispiel 3. Tabelle 4 – Schleifleistung
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | Kumulatives entferntes Material (g) | Rz (μZoll) |
| Vergleichsprobe 1 | 125 | 10,5 | 0,99 | 60 |
| Probe 1 | 150 | 10,7 | 0,98 | 56 |
| Probe 2 | 250 | 10,8 | 0,92 | 53 |
| Probe 3 | 350 | 10,7 | 0,91 | 51 |
-
Beispiel 5 – Schleifleistung – mit Unterdruck, kein spezifischer Schleifteller
-
24 zeigt ein Diagramm, das die kumulative Zerspanung und die Oberflächenbeschaffenheit für die Vergleichsprobe 1 und für drei erfindungsgemäße Proben vergleicht.
-
Abgesehen davon, dass jeder der sechs Schleifzyklen 2 Minuten dauerte, wurde der Schleifleistungstest genauso wie oben in Beispiel 3 ausgeführt.
-
Abgesehen davon, dass für alle Proben eine Schleifkorngröße 280 (mittlere Schleifkorngröße von etwa 201 Mikrometern) verwendet wurde, waren die Vergleichsprobe 1 und die erfindungsgemäßen Proben 1–3 dieselben wie oben in Beispiel 3. Tabelle 5 – Schleifleistung
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | Kumulatives entferntes Material (g) | Rz (μZoll) |
| Vergleichsprobe 1 | 125 | 10,5 | 17,2 | 485 |
| Probe 1 | 150 | 10,7 | 16,98 | 487 |
| Probe 2 | 250 | 10,8 | 16,41 | 471 |
| Probe 3 | 350 | 10,7 | 16,88 | 464 |
-
Beispiel 6 – Schleifleistung – mit Unterdruck, kein spezifischer Schleifteller
-
25 zeigt ein Diagramm, das die kumulative Zerspanung und die Oberflächenbeschaffenheit für die Vergleichsprobe 1 und für drei erfindungsgemäße Proben vergleicht.
-
Abgesehen davon, dass jeder der sechs Schleifzyklen 2 Minuten dauerte, wurde der Schleifleistungstest genauso wie oben in Beispiel 4 ausgeführt.
-
Abgesehen davon, dass für alle Proben eine Schleifkorngröße P80 (mittlere Schleifkorngröße von etwa 201 Mikrometern) verwendet wurde, waren die Vergleichsprobe 1 und die erfindungsgemäßen Proben 1–3 dieselben wie oben in Beispiel 4. Tabelle 6 – Schleifleistung
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | Kumulatives entferntes Material (g) | Rz (μZoll) |
| Vergleichsprobe 1 | 125 | 10,5 | 16,66 | 464 |
| Probe 1 | 150 | 10,7 | 17,61 | 500 |
| Probe 2 | 250 | 10,8 | 16,19 | 457 |
| Probe 3 | 350 | 10,7 | 15,94 | 472 |
-
Beispiel 7 – Schleifleistung – mit Unterdruck, zusammenwirkendem Schleifteller
-
26 zeigt einen Graphen der Materialzerspanung zu fortschreitenden Zeitintervallen für die Vergleichsprobe 1 und für zwei erfindungsgemäße Proben.
-
Der Schleifleistungstest wurde unter Verwendung von sechs Schleifzyklen zu jeweils 30 Sekunden genauso wie oben in Beispiel 1 durchgeführt. Es wurden drei Wiederholungen durchgeführt und der Mittelwert wurde aufgezeichnet.
-
Die Vergleichsprobe 1 war eine Norton-MultiAir-Scheibe mit einem Durchmesser von 5'' mit einer Korngröße P1500 und mit 125 in einem Gittermuster verteilten Löchern.
-
In Verbindung damit wurde ein zusammenwirkender MultiAir-Schleifteller (”weicher” Teller) verwendet. Die Gesamtmenge der Aperturfläche war 10,5% der Scheibe.
-
Die Probe 1 war eine Schleifscheibe mit einem Durchmesser von 5'' mit einer Korngröße P1500 und mit einem phyllotaktischen Aperturmuster auf der Grundlage der Vogel-Gleichung. Die Anzahl der Öffnungen betrug 246 und in Verbindung damit wurde außerdem ein zusammenwirkender Schleifteller (”weicher” Teller) auf der Grundlage des transponierten Bilds des Vogel-246-Apertur-Musters verwendet. Die Gesamtmenge der Aperturfläche für die Schleifscheibe betrug 5%.
-
Die Probe 2 war eine Schleifscheibe mit einem Durchmesser von 5'' mit einer Korngröße P1500 und mit einem phyllotaktischen Aperturmuster auf der Grundlage der Vogel-Gleichung. Die Anzahl der Öffnungen betrug 344 und in Verbindung damit wurde außerdem ein zusammenwirkender Schleifteller (”weicher” Teller) auf der Grundlage des transponierten Bilds des Vogel-344-Apertur-Musters verwendet. Die Gesamtmenge der Aperturfläche der Schleifscheibe betrug 3,7%.
-
Wie in dem Graphen zu sehen ist, war die Anfangszerspanung (für den ersten Zyklus) geringfügig niedrig, wobei aber die Verschlechterungsrate der Zerspanung im Vergleich zu dem MultiAir-Kontrollmuster bedeutend verbessert war. Die Verschlechterungsrate ist eine Angabe für das Zusetzen der Scheibe. Je höher das Zusetzen ist, desto schneller fällt die Zerspanungsrate ab. Die Verbesserung bim Mildern der Verlustrate der Zerspanung ist eine klare Angabe, dass die Aperturmuster der erfindungsgemäßen Proben einer Verbesserung gegenüber dem Vergleichsaperturmuster sind. Außerdem weisen die erfindungsgemäßen Proben eine höhere kumulative Zerspanungsrate als die Vergleichsprobe auf. Die prozentuale Zunahme der kumulativen Zerspanung für die Probe 1 (+14,75%) und für die Probe 2 (+27,81) übersteigt unverhältnismäßig die Menge der größeren Schleiffläche für die Probe 1 (+5%) und für die Probe 2 (+6,8), was einen synergistischen Schleifleistungseffekt wegen erhöhter Abriebabtransporteffizienz der erfindungsgemäßen Aperturmuster und der Verwendung eines zusammenwirkenden Schleiftellers anzugeben scheint. Ferner ist die Oberflächenbeschaffenheit der Vergleichsproben dieselbe oder besser (wobei niedrigere Werte eine niedrigere durchschnittliche Rauigkeit angeben) als für die Vergleichsproben. Tabelle 7 – Schleifleistung
| | Anzahl der Aperturen | Aperturfläche (% des potentiellen Gesamtflächeninhalts) | Kumulatives entferntes Material (g) | % Anderung (%) |
| Vergleichsprobe 1 | 125 | 10,5 | 0,57 | 0 |
| Probe 1 | 246 | 5,0 | 0,66 | 14,75 |
| Probe 2 | 344 | 3,7 | 0,73 | 27,81 |
Tabelle 8 – Schleifleistung
| | mittlere Rz-Oberflächenbeschaffenheit von 3 Wiederholungen nach dem 1. Schleifzyklus | mittlere Rz-Oberflächenbeschaffenheit von 3 Wiederholungen nach dem 6. Schleifzyklus |
| Vergleichsprobe 1 | 64 | 58 |
| Probe 1 | 59 | 53 |
| Probe 2 | 64 | 54 |
-
Beispiel 8 – Schleifleistungstest – mit Unterdruck und entsprechendem Schleifteller
-
Es wurde ein Schleifleistungstest an Fahrzeugseitenplattenelementen durchgeführt. Die Seitenplattenelemente waren aus Glasfaser und mit einer Deckschicht galvanisiert. Die Fahrzeugseitenplattenelemente wurden unter Verwendung eines Handexzenterpolierers, der mit einer 6-Zoll-Schleifscheibe, einem Schleifteller und einem Unterdruckanbauteil ausgestattet war, abgeschliffen. Es wurden zwei Kontrollproben und drei erfindungsgemäße Proben getestet. Die Kombinationen von Schleifscheiben und Schleiftellern für die Kontrollproben und für die erfindungsgemäßen Proben sind in Tabelle_ gegeben und im Folgenden ausführlicher beschrieben.
-
Die Fahrzeugseitenplattenelemente wurden für alle Tests unter Verwendung einer Bewegung von einer Seite zur anderen, die aufeinanderfolgende Reihen über die Oberfläche des Fahrzeugseitenplattenelements bedeckte, abgeschliffen. Für jede Paarung der Schleifscheiben und der Schleifteller wurden mehrere Läufe durchgeführt. Es wurden die mittlere Lebensdauer der Schleifscheiben und die während der Lebensdauer der Schleifscheiben abgeschliffene mittlere Oberfläche gemessen. 24 zeigt ein Diagramm, das die mittlere Lebensdauer und die während der Lebensdauer abgeschliffene mittlere Fläche sowohl für die Kontrollprobe als auch für die erfindungsgemäßen Proben vergleicht.
-
Die mittlere Lebensdauer und die mittlere abgeschliffene Fläche während der Lebensdauer jeder Probe wurden verwendet, um die Zeit, die es dauert, 10000 Quadratfuß Fahrzeugplattenelement abzuschleifen, zu schätzen und zu vergleichen. In der Berechnung ist eine Zeit von 45 Sekunden zum Wechseln einer Schleifscheibe angenommen. 25 zeigt ein Diagramm, das die zum Abschleifen von 10000 Quadratfuß Fahrzeugplattenelement notwendige Zeit in Stunden für die Kontrollprobe und für die erfindungsgemäßen Proben vergleicht.
-
In der Kontrollprobe 1 wurde eine beschichtete Norton-MultiAir-Schleifscheibe mit einem Durchmesser von 6'' mit eine Aluminiumoxidkörnung der Größe P320, die 181 gestanzte Aperturen aufwies, die in einem Gittermuster (eine Apertur mit einem Radius von 7,8 mm in der Mitte der Scheibe plus 180 1,65-mm-Aperturen, die die zentrale Apertur umgaben) (im Folgenden als ”gestanzte MultiAir-Scheibe”) verteilt waren, verwendet. Die Gesamtmenge der Aperturfläche betrug näherungsweise 10% der Gesamtfläche der Scheibe. Während der Tests wurde ein entsprechender Norton-MultiAir-Schleifteller mit einem Durchmesser von 6'' (im Folgenden als ”MultiAir-Schleifteller” bezeichnet), der aus Polyurethan bestand und der 181 Aperturen in demselben Muster wie in der gestanzten MultiAir-Scheibe aufwies, verwendet.
-
In der Kontrollprobe 2 wurde eine beschichtete Norton-MultiAir-6''-Schleifscheibe verwendet, die, abgesehen davon, dass die Aperturen der beschichteten Schleifscheibe mittels Laser geschnittene Aperturen waren (im Folgenden als ”mittels Laser geschnittene MultiAir-Scheibe” bezeichnet), dieselbe wie in der Kontrollprobe 1 war. Es wurde derselbe MultiAir-Schleifteller wie in der Kontrollprobe 1 verwendet.
-
In der erfindungsgemäßen Probe 1 wurde dieselbe mittels Laser geschnittene MultiAir-Schleifscheibe wie in der Kontrollprobe 2 verwendet. Es wurde ein erfindungsgemäßer Schleifteller mit einem Durchmesser von 6'', der spiralförmige Luftströmungskanäle auf der Grundlage einer Transponierten der Vogel-Gleichung aufwies (im Folgenden als ”Sonnenblumen-Schleifteller” bezeichnet), verwendet. Der Sonnenblumen-Schleifteller hatte eine zweifache Symmetrie und ein Spiralmuster, das entsprechend einem Vogel-Gleichungs-Muster, das 247 Gesamtöffnungen aufwies, ausgelegt war. Das Spiralmuster umfasste 34 äußere Spiralen und 8 innere Spiralen, jeweils mit einer Breite von 1,3 mm. Die inneren Spiralen und die äußeren Spiralen waren diskret voneinander. Jede der Spiralen umfasste einen Kanal für die Strömung von Luft durch die Aperturen der Schleifscheibe, entlang des Kanals und durch den Körper des Schleiftellers wenigstens bis zu einer innerhalb des Kanals angeordneten Apertur. Siehe 36 und 46.
-
Die erfindungsgemäße Probe 2 war eine Schleifscheibe mit einem Durchmesser von 6'' mit einem Aluminiumoxidschleifmittel mit einer Körnung P320 und mit einem phyllotaktischen Aperturmuster in Übereinstimmung mit der Vogel-Gleichung, das eine Gesamtzahl von 247 Aperturen (eine Apertur mit einem Radius von 7,8 mm im Zentrum der Scheibe plus 246 1,3-mm-Aperturen, die die zentrale Apertur umgaben) (im Folgenden als eine Sonnenblumen-Schleifscheibe bezeichnet) aufwies. Die Gesamtmenge der Aperturfläche der Sonnenblumenscheibe betrug näherungsweise 8% der Gesamtscheibenfläche. Es wurde derselbe MultiAir-Schleifteller wie in der Vergleichsprobe 1 verwendet.
-
Die erfindungsgemäße Probe 3 war eine Schleifscheibe mit einem Durchmesser von 6'' mit einem Aluminiumoxidschleifmittel mit einer Körnung P320 und mit einem phyllotaktischen Aperturmuster in Übereinstimmung mit der Vogel-Gleichung, das eine Gesamtzahl von 247 Aperturen (eine Apertur mit einem Radius von 7,8 mm im Zentrum der Scheibe plus 246 1,3-mm-Aperturen, die die zentrale Apertur umgaben) (im Folgenden als eine Sonnenblumen-Schleifscheibe bezeichnet) aufwies. Die Gesamtmenge der Aperturfläche der Sonnenblumenscheibe betrug näherungsweise 8% der Gesamtscheibenfläche. Es wurde ein entsprechender Sonnenblumen-Schleifteller wie in der erfindungsgemäßen Probe 1 verwendet.
-
-
-
Beispiel 1 veranschaulicht, dass der Sonnenblumen-Schleifteller mit der MultiAir-Scheibe des Standes der Technik verwendbar war und dass die Paarung des Sonnenblumen-Schleiftellers im Vergleich zur Kontrolle 1 und zur Kontrolle 2 zu einer größeren abgeschliffenen Gesamtoberfläche und zu einer längeren Schleifscheibenlebensdauer beitrug. Die zum Abschleifen von 10000 Quadratfuß Plattenelement erforderliche Zeitdauer war um 13% verringert.
-
Beispiel 2 veranschaulicht, dass die Sonnenblumen-Schleifscheibe mit dem MultiAir-Schleifteller des Standes der Technik verwendbar war und dass die Paarung der Sonnenblumen-Schleifscheibe im Vergleich zur Kontrolle 1 und zur Kontrolle 2 zu einem größeren abgeschliffenen Gesamtflächeninhalt und zu einer längeren Schleifscheibenlebensdauer beitrug. Die zum Abschleifen von 10000 Quadratfuß Plattenelement erforderliche Zeitdauer war um 3% verringert.
-
Die Probe 3 veranschaulicht, dass die Paarung der Sonnenblumen-Schleifscheibe und des Sonnenblumen-Schleiftellers im Vergleich zu der Paarung der MultiAir-Scheibe und des MultiAir-Schleiftellers zu einem größeren abgeschliffenen Gesamtflächeninhalt und zu einer längeren Schleifscheibenlebensdauer beitrug. Ferner bot die Paarung der Sonnenblumen-Schleifscheibe und des Sonnenblumen-Schleiftellers den größten abgeschliffenen Gesamtflächeninhalt aller Testkombinationen. Die zum Abschleifen von 10000 Quadratfuß Plattenelement erforderliche Zeitdauer war um 24% verringert. Es wird angemerkt, dass die Verringerung von 24% synergistisch zu sein scheint, da die Verringerung größer als die Summe der Verringerung für Probe 1 (Sonnenblumen-Schleifteller –13% Verringerung) plus der Verringerung für Probe 2 (Sonnenblumen-Schleifscheibe –3% Verringerung) ist. Außerdem wird darauf hingewiesen, dass die Sonnenblumen-Schleifscheibe, selbst während sie eine kleinere Aperturfläche für die Abriebextraktion aufweist, eine höhere Schleifleistung erzielt.
-
Beispiel 9 – Zerspanungseffizienztests
-
Um die Zerspanungseffizienz verschiedener Kombinationen von Schleifscheiben und Schleiftellern zu schätzen, wurde an Fahrzeugseitenplattenelementen ein Schleifleistungstest durchgeführt. Die Fahrzeugseitenplattenelemente waren aus Glasfaser und wie oben in Beispiel 8 mit einer Deckschicht galvanisiert. Die Fahrzeugseitenplattenelemente wurden unter Verwendung eines Handexzenterpolierers, der mit einer 6-Zoll-Schleifscheibe, mit einem Schleifteller und mit einem Unterdruckanbauteil wie in Beispiel 8 ausgestattet war, abgeschliffen. Es wurden drei erfindungsgemäße Proben und eine Kontrollprobe getestet. Abgesehen davon, dass die Schleifmittelkörnung Aluminiumoxid der Größe P80 war, waren die MultiAir- und die Sonnenblumen-Schleifscheiben dieselben wie oben für Beispiel 8. Die Kombinationen aus Schleifscheiben und Schleiftellern für die Kontrollprobe und für die erfindungsgemäßen Proben sind in Tabelle 10 gegeben und im Folgenden ausführlicher beschrieben.
-
Die Fahrzeugseitenplattenelemente wurden für alle Tests ebenso wie oben in Beispiel 8 unter Verwendung einer Bewegung von einer Seite zur Anderen, die aufeinanderfolgende Reihen über die Oberfläche des Plattenelements bedeckte, abgeschliffen. Es wurde eine einzelne Schleifscheibe verwendet, um ein gesteuertes Abschleifen über das Plattenelement bereitzustellen, bis das Ende der Lebensdauer der Scheibe erreicht war. Es wurden die Zeit bis zum Erreichen des Endes der Lebensdauer der Schleifscheibe und die abgeschliffene Gesamtfläche aufgezeichnet. Es wurde die Zerspanungseffizienz (abgeschliffene Gesamtfläche/Lebensdauer) berechnet. 26 zeigt ein Diagramm, das die berechneten Zerspanungseffizienzen der Kontrollprobe und der erfindungsgemäßen Proben vergleicht.
-
-
Die Probe 1 und die Probe 2 veranschaulichten im Vergleich zur Kontrolle 1 eine Verbesserung der Zerspanungseffizienz und eine Verbesserung der abgeschliffenen Gesamtfläche. Die Probe 1 hatte im Vergleich zu Kontrolle 1 eine Verbesserung der Zerspanungseffizienz von 12% und die Probe 2 hatte im Vergleich zur Kontrolle 1 eine Verbesserung der Zerspanungseffizienz von 9%.
-
Beispiel 10 – Zerspanungseffizienztests
-
Um die Zerspanungseffizienz verschiedener Kombinationen von Schleifscheiben und Schleiftellern zu schätzen, wurde an Fahrzeugseitenplattenelementen ein Schleifleistungstest durchgeführt. Die Fahrzeugseitenplattenelemente waren aus Glasfaser und wie oben in Beispiel 9 mit einer Deckschicht galvanisiert. Die Fahrzeugseitenplattenelemente wurden unter Verwendung eines Handexzenterpolierers, der mit einer 6-Zoll-Schleifscheibe, mit einem Schleifteller und mit einem Unterdruckanbauteil wie in Beispiel 9 ausgestattet war, abgeschliffen. Es wurden drei erfindungsgemäße Proben und eine Kontrollprobe getestet. Abgesehen davon, dass die Schleifmittelkörnung ein Gemisch aus Keramikaluminiumoxid und Sol-Gel-Aluminiumoxid der Größe P80 war, waren die MultiAir- und die Sonnenblumen-Schleifscheiben dieselben wie oben für Beispiel 9. Die Kombinationen aus Schleifscheiben und Schleiftellern für die Kontrollprobe und für die erfindungsgemäßen Proben sind in Tabelle 6_ gegeben und im Folgenden ausführlicher beschrieben.
-
Die Fahrzeugseitenplattenelemente wurden für alle Tests ebenso wie oben in Beispiel 9 unter Verwendung einer Bewegung von einer Seite zur Anderen, die aufeinanderfolgende Reihen über die Oberfläche des Plattenelements bedeckte, abgeschliffen. Es wurde eine einzelne Schleifscheibe verwendet, um ein gesteuertes Abschleifen über das Plattenelement bereitzustellen, bis das Ende der Lebensdauer der Scheibe erreicht war. Es wurden die Zeit bis zum Erreichen des Endes der Lebensdauer der Schleifscheibe und die abgeschliffene Gesamtfläche aufgezeichnet. Es wurde die Zerspanungseffizienz (abgeschliffene Gesamtfläche/Lebensdauer) berechnet. 27 zeigt ein Diagramm, das die berechneten Zerspanungseffizienzen der Kontrollprobe und der erfindungsgemäßen Proben vergleicht.
-
-
Die Probe 1 und die Probe 2 veranschaulichten im Vergleich zur Kontrolle 1 eine Verbesserung der Zerspanungsleistung und eine Verbesserung der abgeschliffenen Gesamtfläche. Die Probe 1 hatte im Vergleich zur Kontrolle 1 eine Verbesserung von 16% der Zerspanungseffizienz und die Probe 2 hatte gegenüber der Kontrolle 1 eine Verbesserung von 55% der Zerspanungseffizienz.
-
Es wird angemerkt, dass nicht alle oben in der allgemeinen Beschreibung oder in den Beispielen beschriebenen Aktivitäten erforderlich sind und dass ein Teil einer spezifischen Aktivität nicht erforderlich sein kann und dass außer den Beschriebenen eine oder mehrere weitere Aktivitäten ausgeführt werden können. Nochmals weiter ist die Reihenfolge, in der die Aktivitäten aufgeführt sind, nicht notwendig die Reihenfolge, in der sie ausgeführt werden.
-
In der vorstehenden Beschreibung sind die Konzepte mit Bezug auf spezifische Ausführungsformen beschrieben worden. Allerdings wird der Durchschnittsfachmann auf dem Gebiet würdigen, dass verschiedene Abwandlungen und Änderungen vorgenommen werden können, ohne von dem wie in den folgenden Ansprüchen dargelegten Schutzumfang der Erfindung abzuweichen. Dementsprechend sind die Beschreibung und die Figuren in einem veranschaulichenden anstatt in einem einschränkenden Sinn anzusehen, wobei alle solche Abwandlungen im Schutzumfang der Erfindung enthalten sein sollen.
-
Wie sie hier verwendet sind, sollen die Begriffe ”umfasst”, ”umfassend”, ”enthält”, ”enthaltend”, ”weist auf”, ”aufweisend” oder irgendwelche anderen Abwandlungen davon einen nicht ausschließenden Einschluss umfassen. Zum Beispiel sind ein Prozess, ein Verfahren, ein Artikel oder eine Vorrichtung, der, das bzw. die eine Liste von Merkmalen umfasst, nicht notwendig nur auf diese Merkmale beschränkt, sondern kann er, es bzw. sie weitere Merkmale enthalten, die in diesem Prozess, in diesem Verfahren, in diesem Artikel oder in dieser Vorrichtung nicht explizit aufgeführt oder inhärent sind. Ferner bezieht sich ”oder”, sofern nicht explizit das Gegenteil angegeben ist, auf ein einschließendes Oder und nicht auf ein ausschließendes Oder. Zum Beispiel ist eine Bedingung A oder B durch eines der Folgenden erfüllt: A ist wahr (oder vorhanden) und B ist falsch (oder nicht vorhanden), A ist falsch (oder nicht vorhanden) und B ist wahr (oder vorhanden) und sowohl A als auch B ist wahr (oder vorhanden).
-
Außerdem ist die Verwendung von ”ein” oder ”eine” zur Beschreibung von hier beschriebenen Elementen und Komponenten genutzt. Dies erfolgt nur zweckmäßigkeitshalber und um eine allgemeine Vorstellung vom Schutzumfang der Erfindung zu geben. Diese Beschreibung ist so zu lesen, dass sie eines oder wenigstens eines enthält, wobei der Singular ebenfalls den Plural einschließt, es sei denn, dass dies offensichtlich anders gemeint ist.
-
Vorzüge, weitere Vorteile und Lösungen für Probleme sind oben hinsichtlich spezifischer Ausführungsformen beschrieben worden. Allerdings sollen die Vorzüge, Vorteile, Lösungen für Probleme und irgendwelche Merkmal(e), die veranlassen können, dass irgendein Vorzug, irgendein Vorteil oder irgendeine Lösung erscheint oder verstärkt wird, nicht als kritisches, erforderliches oder wesentliches Merkmal irgendwelcher Ansprüche anzusehen.
-
Nach Lesen der Beschreibung wird der Fachmann würdigen, dass bestimmte Merkmale, die hier zur Klarheit im Kontext getrennter Ausführungsformen beschrieben sind, ebenfalls zusammen in einer einzelnen Ausführungsform bereitgestellt sein können. Umgekehrt können verschiedene Merkmale, die der Kürze halber im Kontext einer einzelnen Ausführungsform beschrieben sind, ebenfalls getrennt in irgendeiner Teilkombination bereitgestellt sein. Ferner enthalten Bezugnahmen auf Werte, die in Bereichen angegeben sind, jeden Wert innerhalb dieses Bereichs.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- US 5700302 [0103]
- US 5108463 [0104]
- US 5137542 [0104]
- US 5328716 [0104]
- US 5560753 [0104]
- US 5417726 [0105]
- US 5573619 [0105]
- US 5505747 [0105]
- US 5565011 [0105]
-
Zitierte Nicht-Patentliteratur
-
- Jean's Phyllotaxis A Systemic Study in Plant Morphogenesis, S. 17 [0076]