-
Die
vorliegende Erfindung betrifft einen gipsgebundenen Dentalmodellformstoff,
der für
den Präzisionsdentalguß verwendet
wird. Insbesondere liefert die Erfindung einen gipsgebundenen Dentalmodellformstoff,
der fähig
ist, stabile Eigenschaften beizubehalten auf Grund des Einschlußeffekts
von feinen Teilchen von Polytetrafluor-ethylenharz während Verluste
der feinen Teilchen zum Zeitpunkt des pneumatischen Transports bei
der Modellformstoffherstellung vermindert werden, und in welcher,
wenn eine Gießform
zum Zeitpunkt der Verwendung des Modells erhitzt wird, das Polytetrafluorethylenharz
vergast und mit Gips (Kalziumsulfat) umgesetzt wird, um wärmebeständiges Kalziumfluorid
(CaF2) zu bilden, wodurch eine Gießform mit
hoher Wärmebeständigkeit
hergestellt werden kann.
-
Dentale
Metallprothetik wird nach Verfahren hergestellt, bei welchen die
Form eines Zahnersatzes ausgebildet wird unter Verwendung eines
Wachsmaterials. Mittels Präzisionsgießtechnologie
im Verfahren der verlorenen Wachsform, wird ein Eingußformer
(ein Einguß für geschmolzenes
Metall) darauf ausgebildet, das erhaltene Material wird mit einem
Dentalmodellformstoff gefüllt;
nachdem der Dentalmodellformstoff gebunden hat, wird der Eingußformer
weggezogen, das Wachs ausgebrannt und eine so geformte Höhlung wird
dann mit geschmolzenem Metall ausgegossen. Insbesondere, da der
Metallzahnersatz in die Mundhöhle
eingesetzt und dazu benutzt wird, um einen defekten Zahn wieder
herzustellen, ist es notwendig, daß er eine hohe Präzision in
den Abmessungen hat. Aus diesem Grund, um einen Metallzahnersatz
mit überlegener
Präzision
zu erhalten, ist es notwendig, das Gußschrumpfen des Metalls zu
kompensieren, indem man die Ausdehnung des Dentalmodellformstoffs
zum Zeitpunkt der Abbindung und des Erhitzens ausnutzt.
-
Als
Dentalmodellformstoff gibt es zwei Arten, d. h. eine gipsgebundene
Form, welche ein feuerfestes Material aufweist, wie Quarz und/oder
Cristobalit und α-Hemihydratgips als
Binder damit gemischt hat und einen phosphatgebundenen Modellformstoff
mit hoher Wärmebeständigkeit,
der ein feuerfestes Material enthält, wie Quarz und/oder Cristobalit
und Ammoniumdihydrogenphosphat und Magnesiumoxid als Binder damit
gemischt enthält.
Im Falle der Dentalgußlegierungen
auf Edelmetallbasis für
Inlays, Kronen und Brücken,
von denen die JIS Standards einen Liquiduspunkt von nicht höher als
1.000 bis 1.100°C
vorschreiben (Dentalgußsilberlegierungen
(JIS T 6108), Dentalgußgold-Silber-Palladiumlegierungen
(JIS T 6106) und Dentalgußgoldlegierungen
(JIS T 6116)) wird das gipsgebundene Modell verwendet, während im
Falle von Edelmetallgußlegierungen
für Metall-Keramikzahnersatz,
die einen so hohen Liquiduspunkt (1.100°C oder höher) haben, daß sie gegen
das Verschweißen
von Oberflächenpartien
von Porzellan (etwa 1.000°C)
nach dem Gießen
beständig
sind, wird das phosphatgebundene Modell verwendet.
-
Falls
das gipsgebundene Modell mit dem phosphatgebundenen Modell verglichen
wird, ist ersteres dem letzteren bezüglich der Verarbeitbarkeit
in zum Beispiel Mischen eines Modellpulvers mit Flüssigkeiten (wie
Wasser und ausschließlich
kolloidale Kieselsäurelösungen)
und den Gußarbeiten
zum Zeitpunkt des Modells überlegen.
Andereseits ist letzteres überlegen
gegenüber
dem ersteren bezüglich
der Wärmebeständigkeit.
Da das gipsgebundene Modell Gips und Kieselsäure (Quarz und/oder Cristobalit)
als Hauptkomponenten enthält,
während
das Phosphatmodell aus Ammoniumdihydrogenphosphat, Magnesiumoxid
und Kieselsäure zusammengesetzt
ist, ist ersteres billiger als letzteres vom Kostenstandpunkt. Außerdem ist
im gipsgebundenen Modell die Mischflüssigkeit Wasser, während im
phosphatgebundenen Modell, um einen vorbestimmten Ausdehnungswert
zu erhalten, die ausschließliche
Lösung
(kolloidale Kieselsäurelösung) oder
dergleichen erforderlich ist. Demgemäß ist es, obwohl das gipsgebundene
Modell viel vorteilhafter ist vom Standpunkt der Verarbeitbarkeit
und der Kosten nicht immer zufriedenstellend bezüglich der Wärmebeständigkeit für eine Gießlegierung für Metall-Keramikzahnersatz.
Somit bewirkt es leicht Gießmängel, wie Gießhöhlungen
und Oberflächenabsplittern
bzw. Oberflächenrisse
auf der Gießoberfläche und
ist daher zur Zeit eine Aushilfstechnik für den gipsgebundenen Formstoff.
-
Um
weiterhin Metallzahnersatz zu erhalten, der hohe dimensionale Präzision haben
muß, ist
es bei Zahnmodellen notwendig, daß die Ausdehnung zum Zeitpunkt
des Abbindens (der Abbindeausdehnungswert) und die Ausdehnung zum
Zeitpunkt des Erhitzens (Wärmeausdehnungswert)
streng kontrolliert werden, so daß sie so eingestellt werden,
daß sie
es immer möglich
machen, das Schrumpfen des Gusses stabil zu kompensieren. Als Faktoren,
welche den Abbindeausdehnungswert und den Wärmeausdehnungswert beeinflussen,
ist die Teilchengrößenverteilung
der Modellteilchen ein wichtiger Faktor. Wenn die Teilchengrößenverteilung
sich ändert, ändern sich
auch der Abbindeausdehnungswert und der Wärmeausdehnungswert, wodurch die
Fähigkeit,
das Gußschrumpfen
zu kompensieren, verändert
wird und letztlich Einflüsse
auf die Dimensionspräzision
des Metallzahnersatzes auftreten. Aus diesem Grund ist die Steuerung
der Teilchengrößenverteilung
des Zahnmodellmaterials eine wichtige Kontrolltatsache bei der Herstellung
von Zahnmodellen.
-
Die
Umrisse der Herstellungsstufe von gipsgebundenen Zahnmodellen ist
wie folgt:
- 1. eine Mahlstufe eines feuerfesten
Materials (z. B. Quarz und Cristobalit),
- 2. eine Stufe des Versetzens des gemahlenen feuerfesten Materials
mit α-Hemihydratgips
als Binder und weiteres Mahlen und Mischen des Gemisches,
- 3. eine Einstellungsstufe für
die Abbindezeit nach dem Mahlen und Mischen, der Fluidität, der Teilchengröße und
- 4. eine Umhüllungsstufe.
-
Gewöhnlich werden
die Stufen 1 und 2 in einer ansatzweisen Verarbeitungsvorrichtung
durchgeführt, wie
einer Kugelmühle,
und die Einstellungsstufe 3 wird vor dem Austritt aus der Mühle durchgeführt. Nach
der Einstellung wird das von der Mühle entnommene Pulver zur Umhüllungsstufe
4 geführt.
Im allgemeinen wird, um das gipsgebundene Zahnmodellmaterial zur
Umhüllungsstufe
zu transportieren, eine pneumatische Transportvorrichtung unter
Verwendung von Luft benutzt.
-
Die
pneumatische Transportvorrichtung, wie sie hier bezeichnet wird,
ist eine Vorrichtung zum Mischen des Pulvers mit einem Luftstrom
und zum Transportieren des Gemischs und ihr System umfaßt ein Zwangszufuhrsystem
und ein Saugsystem. In jedem dieser Systeme ist es notwendig, letztlich
das Pulver vom Luftstrom abzutrennen und im allgemeinen wird ein
Zyklonseparator benutzt, um die Trennung zu erreichen. Jedoch im
Zyklonseparator tritt ein Phänomen
auf, wobei die feinen Pulverteilchen mit der Luft fliegen, ohne vom
Luftstrom abgetrennt zu werden und sie werden durch einen Luftbeutelfilter
eingeschlossen, der in die Luftaustrittsöffnung des Zyklonseparators
eingesetzt ist und dann abgenommen oder die feineren Teilchen gehen
durch den Luftbeutelfilter und werden in die Luft freigesetzt. Somit
erfolgt ein Phänomen,
bei dem die Teilchengrößenverteilung
des gipsgebundenen Dentalmodellformstoffes zum Zeitpunkt des Austritts
aus der Mühle
verschieden ist von der nach dem pneumatischen Transport. Als Ergebnis
tritt ein unangenehmes Phänomen
auf, wobei nach dem pneumatischen Transport die feinen Teilchen
im gipsgebundenen Dentalmodellformstoff vermindert sind, verglichen
mit denen vor dem Transport, so daß verschiedene Eigenschaften,
wie der Abbindeausdehnungswert und der Wärmeausdehnungswert sich ändern, wodurch
der gipsgebundene Dentalmodellformstoff das zu erwartende Verhalten
nicht zeigen kann.
-
GB 1 344 377 beschreibt
dentale Abformzusammensetzungen, die Calciumsulfat, Wasser und ein elastisches
oder plastisches organisches Polymer umfassen, einschließlich Polytetrafluorethylenharz.
Das elastische oder plastische organische Polymer wird als wässerige
Suspension zur Verfügung
gestellt.
-
GB 2 264 114 A betrifft
Gipsprodukte, enthaltend Gips, Wasser und einen polymeren Binder
einschließlich
einem Polytetrafluorethylenharz. Der polymere Binder wird in Form
einer wässerigen
Dispersion oder Emulsion zubereitet, um zur Oberfläche des
Produkts zu migrieren, so dass eine Wasser abstoßende Oberfläche geschaffen
wird und ebenso um die Stabilität
des Produkts gegenüber
UV- und IR-Strahlung zu gewährleisten.
-
DE 40 11 871 A1 beschreibt
Einbettmassen mit verbessertem Fliessverhalten auf Gips- bzw. Magnesiumoxid/Phosphat-basis,
ihre Herstellung und ihre Verwendung zur Herstellung von Guß-Reparaturmaterialien,
insbesondere in der Dentaltechnik.
-
DE 37 40 883 A1 betrifft
eine dentale Gußeinbettungsmasse
aus einer Mischung wenigstens eines Feuerfestmaterials, ausgewählt aus
Aluminiumoxid, Zirkonoxid, Magnesiumoxidklinker, Quarz, Kristobalit
und Sinterquarz mit entweder einer Mischung aus löslichem
Phosphat mit Magnesiumoxid oder Gipshemihydrat als Bindemittel.
-
DE 37 07 853 beschreibt
eine pulverförmige
Dentalabformzubereitung mit geringer Staubbildung, enthaltend (a)
eine Mischung löslicher
Phosphate und Magnesiumoxid oder Gips-Hemihydrat als Bindemittel, (b) Quarz
und/oder Cristobalit als Feuerfestmaterial, (c) eines oder mehrere
Benetzungsmittel aus der Gruppe, bestehend aus hydrophoben flüssigen Kohlenwasserstoffen,
flüssigen
hydrophoben Fettsäureestern,
die alle einen Dampfdruck bei 20°C
von 3,15 mmHg oder darunter aufweisen, und (d) einen oder mehrere
anionische grenzflächenaktive
Mittel, ausgewählt
aus der Gruppe, bestehend aus Alkylbenzolsulfonaten und Alkylsulfaten.
-
Die
vorliegende Erfindung zielt auf die Ausbildung eines gipsgebundenen
Dentalmodellformstoffs, welcher die oben beschriebenen verschiedenen
Probleme der herkömmlichen
Arbeitsweisen überwindet,
hohe Hitzebeständigkeit
zusätzlich
zu den inhärenten überlegenen
Eigenschaften in der Verarbeitbarkeit, Kosten usw. aufweist, welche
gipsgebundene Modellformstoffe haben, und der selbst nach dem Gießen mit
einer Gießlegierung
für Metall/-Keramikzahnersatz
weder Gießhöhlungen
noch Oberflächenrisse
auf dem Guß bewirkt
und bei welchem während
des pneumatischen Transports zum Zeitpunkt der Erzeugung des Modellformstoffes
feine Pulver sicher eingeschlossen werden und letztlich im Modellformstoffprodukt
bleiben und das erwartete Verhalten stabil erhalten wird, wodurch
immer Metallzahnersatz mit hoher dimensionaler Präzision erhalten
wird.
-
Um
das oben beschriebene Ziel zu erreichen, machten die vorliegenden
Erfinder ausführliche
und intensive Untersuchungen. Als Ergebnis wurde gefunden, daß wenn eine
pulvrige Zusammensetzung, die aus α-Hemihydratgips als Binder und
Quarz und/oder Cristobalit als feuerfestes Material zusammengesetzt
ist, mit einer vorbestimmten Menge eines in einem faserigen Zustand
vorliegenden Polytetrafluorethylenharzes gemischt wird, nicht nur
zum Zeitpunkt der Herstellung auf Grund des Einschlußeffekts
von feinen Teilchen des Polytetrafluorethylenharzes feine Teilchen
in der pulvrigen Zusammensetzung mit Sicherheit von einem Luftstrom
durch einen Zyklonseparator getrennt werden, der in der Endstufe
des pneumatischen Transports sitzt, wodurch ein gipsgebundener Dentalmodellformstoff,
der immer stabile Eigenschaften beibehält, erhalten werden kann, sondern
auch zum Zeitpunkt der Verwendung nach Erhitzen einer Gußform wird
das Polytetrafluorethylenharz vergast und reagiert mit Gips (Kalziumsulfat)
unter Bildung von wärmebeständigem Kalziumfluorid (CaF2), wodurch eine Gußform mit hoher Hitzebeständigkeit
hergestellt werden kann. Es wurde auch gefunden, daß wenn dieser
gipsgebundene Dentalmodellformstoff mit einem oder mehreren anionischen
oberflächenaktiven
Mitteln gemischt wird, die ausgewählt sind aus der Gruppe bestehend
aus Alkylbenzolsulfonaten und Alkysulfaten, die Mischarbeitsweisen
verbessert werden und daß dann,
wenn ein Teil des feuerfesten Materials ersetzt wird durch und gemischt
wird mit einem oder mehreren Zuschlägen ausgewählt aus der Gruppe, bestehend
aus Metalloxiden, Metallcarbiden und Metallnitriden, das Oberflächenabsplittern
bzw. Oberflächenrisse
des Gusses und das Verschweißen
von Oberflächenpartien
des Modells inhibiert werden können.
-
Somit
betrifft die vorliegende Erfindung einen gipsgebundenen Dentalmodellformstoff
umfassend 100 Gewichtsteile einer Mischung, enthaltend (a) α-Hemihydratgips
als Binder und (b) Quarz und/oder Cristobalit als feuerfestes Material,
welches 0,01 bis 1,0 Gewichtsteile eines in einem feinen faserigen
Zustand vorliegenden Polytetrafluorethylenharzes darin eingemischt
enthält.
-
Die
vorliegende Erfindung betrifft weiterhin die Bereitstellung eines
gipsgebundenen Dentalmodellformstoffes umfassend 100 Gewichtsteile
einer Mischung, enthaltend (a) α-Hemihydratgips als
Binder und (b) Quarz und/oder Cristobalit als feuerfestes Material
mit 0,01 bis 1,0 Gewichtsteilen eines in einem feinen faserigen
Zustand vorliegenden Polytetrafluorethylenharzes und 0,001 bis 0,05
Gewichtsteile von einem oder mehreren anionischen oberflächenaktiven
Mitteln, ausgewählt
aus der Gruppe, bestehend aus Alkylbenzolsulfonaten und Alkylsulfaten,
die damit vermischt sind.
-
Die
vorliegende Erfindung betrifft auch die Bereitstellung eines gipsgebundenen
Dentalmodellformstoffs, umfassend 100 Gewichtsteile einer Mischung,
enthaltend (a) α-Hemihydratgips als
Binder und (b) Quarz und/oder Cristobalit als feuerfestes Material
und (c) einen oder mehrere Zuschläge, ausgewählt aus der Gruppe, bestehend
aus Metalloxiden, Metallcarbiden und Metallnitriden mit 0,01 bis
1,0 Gewichtsteilen eines in einem feinen faserigen Zustand vorliegenden
Polytetrafluorethylenharzes und gegebenenfalls 0,001 bis 0,005 Gewichtsteilen
von einem oder mehreren anionischen oberflächenaktiven Mitteln, ausgewählt aus
der Gruppe, bestehend aus Alkylbenzolsulfonaten und Alkylsulfaten,
die damit vermischt sind.
-
In
dem gipsgebundenen Dentalmodellformstoff gemäß der vorliegenden Erfindung
sind in 100 Gewichtsteilen der Mischung (a) α-Hemihydratgips als Binder,
(b) Quarz und/oder Cristobalit als feuerfestes Material und (c)
ein oder mehrere Zuschläge,
die weiter zugegeben werden können
ausgewählt
aus der Gruppe, bestehend aus Metalloxiden, Metallcarbiden und Metallnitriden.
Die Menge des Binders (a) ist vorzugsweise im Bereich von 20 bis
40 Gewichtsteilen und demgemäß die Menge
des feuerfesten Materials (b) im Bereich von 60 bis 80 Gewichtsteilen.
Falls der Zuschlag (c) zugesetzt wird, ist es geeignet, daß ein Teil
des feuerfesten Materials (b) durch den Zuschlag (c) ersetzt wird.
In diesem Fall ist es bevorzugt, daß die Menge des Zuschlags (c)
im Bereich von 2 bis 40 Gewichtsteilen ist, während die Menge des feuerfesten
Materials (b) im Bereich von 20 bis 78 Gewichtsteilen ist.
-
Wenn
Tetrafluorethylen in einer wäßrigen Lösung polymerisiert
wird, wird ein feinteiliges Harz von Polytetrafluorethylen mit einer
mittleren Teilchengröße von etwa
0,05 bis 5 μm
erhalten. Da die Molekularketten dieses feinen Harzes gering in
der intermolekularen Kohäsionskraft
sind und nach Anlegen sogar nur leichter Druck- oder Scherbeanspruchung
das Harz einen feinen spinnwebenartigen fasrigen Zustand annimmt, schließt das Polytetrafluorethylenharz
im spinnwebenartigen fasrigen Zustand feine Teilchen im gipsgebundenen
Modellformstoff ein. Demgemäß wird in
dem Fall, wo die Modellformstoffteilchen dem pneumatischen Transport
unterworfen werden, verhindert, daß nur die feinen Teilchen durch
einen Luftbeutelfilter eingeschlossen werden, der in eine Luftauslaßöffnung des
Zyklonseparators eingesetzt ist, ohne von dem Luftstrom durch den
Zyklonseparator abgetrennt zu werden und daß die noch feineren Teilchen
durch den Luftbeutelfilter gehen und in die Luft freigelassen werden.
-
Spezifisch
wird bei der Herstellung des gipsgebundenen Dentalmodellformstoffs
das feine Polytetrafluorethylenharz in eine Mühle in der Mahlstufe des feuerfesten
Materials und des Binders zugesetzt und eine Scher- oder Kompressionsbeanspruchung
durch die Mühle
wird auch auf das Polytetrafluorethylenharz angewandt. Im Polytetrafluorethylenharz,
wo die C-C-Bindungen in den Haupt ketten der Molekularketten stark
sind, während
die intermolekulare Anziehungskraft gegenüber anderen Molekularketten
außerordentlich
niedrig ist, wird das Polytetrafluorethylenmolekül, das einer Scher- oder Druckbeanspruchung
unterworfen wird, zu einem feinen fasrigen Zustand überführt. Diese
Faser liegt in einem solchen Zustand vor, daß sie an den feinen Teilchen
des feuerfesten Materials, des Binders und dergleichen im gipsgebundenen
Modellformstoff haftet und gleichmäßig in Modellformstoffpulver
verteilt ist und so die feinen Teilchen einschließt. Dieses
Phänomen
wird schon durch die Beobachtung durch ein Rasterelektronenmikroskop
bestätigt
und ein Phänomen,
wobei die Modellformstoffteilchen im Aussehen zusammenhängen, tritt
ein. Da jedoch dieses Phänomen
verschieden ist von der sehr kleinen Kohäsion der feinen Teilchen, die
durch den Betrieb der Granulierung üblicher Teilchen auftritt,
jedoch von geringer Kohäsion
des Pulvers in einem Zustand ist, daß die feinen Teilchen in den
Maschen der feinen Faser eingeschlossen werden, tritt kein Phänomen auf,
das die Merkmale des Dentalgipsmodellformstoffs beeinflußt.
-
Da
die feinen Teilchen im gipsgebundenen Modellformstoff, die in der
feinen Polytetrafluorethylenharzfaser eingeschlossen sind, fortfahren
den Kohäsionszustand
zum Tetrafluoethylenharz während
des pneumatischen Transports zu bewahren und sicher vom Luftstrom
durch einen Zyklonseparator abgetrennt werden, der in der Endstufe
des pneumatischen Transports liegt, wird verhindert, daß nur die
feinen Teilchen von einem Luftbeutelfilter eingeschlossen werden,
der in die Auslaßöffnung des
Zyklonseparators eingesetzt werden und daß die feineren Teilchen durch
den Luftbeutelfilter gehen und in die Luft freigelassen werden.
Da somit die feineren Teilchen im gipsgebundenen Modellformstoff
nicht entfernt werden, werden Phänomene,
wobei charakteristische Werte des gipsgebundenen Modellformstoffs,
insbesondere der Abbindeausdehnungswert und der Wärmeausdehnungswert
nach dem pneumatischen Transport herabgesetzt sind, wie dies bei
gipsgebundenen Modellformstoffen der Fall ist, denen kein Polytetrafluorethylenharz
zugesetzt ist, vermieden und es kann verhindert werden, daß die Druckfestigkeit
nach dem Abbinden erniedrigt wird.
-
Der
gipsgebundene Dentalmodellformstoff gemäß der vorliegenden Erfindung
wird auch mit Wasser gemischt und zur Herstellung einer Gußform verwendet,
und nach dem Abbinden wird er in einen Ofen gegeben. In der Stufe
des Erhitzens der Gußform
im Ofen wird das fasrige Polytetrafluorethylenharz zu einem Fluorwasserstoffgas
verändert.
Das Fluorwasserstoffgas mit hoher Aktivität reagiert sofort mit wasserfreiem
Gips (CaSO4) zu welchem α-Hemihydratgips (CaSO4·1/2
H2O) umgesetzt wird, der als Binder in der
Gußform
vorliegt und wird beim Erhitzen auf hohe Temperatur unter Bildung
von Kalziumfluorid (CaF2, Schmelzpunkt 1.418°C, Siedepunkt
2.500°C)
mit hohem Wärmewiderstand
verändert.
Da diese Reaktion von der Teilchenoberfläche aus erfolgt und das gebildete
Kalziumfluorid fein und gleichmäßig in der
Gußform
verteilt ist, wird verhindert, daß Gips mit schlechter Wärmebeständigkeit
in direktem Kontakt mit der geschmolzenen Legierung kommt und die
Hitzebeständigkeit
der Gußform
wird verbessert, selbst wenn die Gußform mit einer Gießlegierung
für Metall-Keramikzahnersatz
ausgegossen wird, und die Reaktion zwischen der geschmolzenen Legierung
und der Gußform
kann soweit wie möglich
verringert werden.
-
Als
Ergebnis werden die folgenden Mängel
behoben:
- 1. Oberflächliches Verschmelzen der Gußform mit
den Gußoberflächen,
- 2. Bildung von Gußhöhlungen,
die im Inneren des Gießlings
verteilt sind durch das während
der Zersetzungsreaktion des Gipses gebildete Gas, und
- 3. oberflächliche
Rißbildung
im Gießling
durch das Gas, welches durch die Zersetzungsreaktion von Gips gebildet
ist.
-
Somit
ist es möglich,
Gießlegierungen
für Metall-Keramikzahnersatz
mit einem gipsgebundenen Modellformstoff zu gießen.
-
Wenn
die Zugabemenge des einzumischenden Polytetrafluorethylenharzes
geringer ist als 0,01 Gew.-%, ist die Verbesserung in der Hitzebeständigkeit
als Gußform
unzufriedenstellend, so daß es
schwierig ist, die Mängel
des Gießlings
der Gießlegierung
für Metall-Keramikzahnersatz
vollständig
zu verhindern. Auch zum Zeitpunkt der Herstellung ist die Wirkung
des gipsgebundenen Modellformstoffs, die feinen Teilchen einzuschließen, unzufriedenstellend,
so daß die
Wirkung zur Verhinderung der Verluste an feineren Teilchen durch
den pneumatischen Transport nicht genügend auftritt, wodurch der
Abbindeausdehnungswert und der Wärrrieausdehnungswert,
die beide wichtige Eigenschaften für den gipsgebundenen Modellformstoff
sind, instabil werden. Aus diesen Gründen wurde die untere Grenze
der Zugabemenge des Polytetrafluorethylenharzes zu 0,01 Gewichtsteilen
bestimmt.
-
Andererseits
sind die Gründe,
warum die obere Grenze der Zugabemenge des Tetrafluorethylenharzes
zu 1,0 Gewichtsteilen bestimmt wurde, die folgenden:
Wie schon
früher
beschrieben, wird das Polytetrafluorethylenharz, wenn es einer Scher-
oder Druckbeanspruchung ausgesetzt wird, in einen feinen fasrigen
Zustand überführt. Wenn
die Zugabemenge des Polytetrafluorethylenharzes im Überschuß erfolgt,
zeigt das Harz nicht nur eine Wirkung zum Einschließen der
feineren Teilchen, sondern wirkt auch für große Teilchen, wodurch ein Phäno-men eintritt,
wobei das Pulver die Kohäsion
zu einem körnigen
Zustand bewirkt. Als Ergebnis findet man die gleiche Tendenz wie
in dem Fall, wo die Teilchengrößenverteilung
sich ändert,
und es wird eine Unbequemlichkeit derart erzeugt, daß die verschiedenen
Eigenschaften, wie der Abbindeausdehnungswert und der Wärmeausdehnungswert
sich ändern,
wodurch der gipsgebundene Dentalmodell-formstoff nicht das erwartete
Verhalten zeigt.
-
Auch
nach mikroskopischer Beobachtung des Mikrosystems des gipsgebundenen
Dentalmodellformstoffs nach dem Abbinden und Erhitzen, hängen die
Teilchen von Kieselsäure
gewöhnlich
am Gips, der in einem nadelähnlichen
Zustand kristallisiert ist. Wenn das Tetrafluorethylenharz im Übermaß zugegeben
wird, wird übermäßig viel
Kalziumfluorid gebildet, so daß die
Zwischenräume
des Gipskristalls verstopft werden, wodurch die Atmungsfähigkeit
der Gußform
schlechter wird, was zum Auftreten von Gießmängeln führt (Bildung von Gießhöhlungen
gerade unter dem Anguß,
Rückdruckporosität, Bildung
von heißen
Stellen) welche durch den Mangel an Atmungsfähigkeit bewirkt werden. Außerdem erfordert,
da die Bildung von Kalziumfluorid die Festigkeit der Gußform nach
dem Erhitzen soweit wie möglich
erhöht,
die Bildung von übermäßig viel
Kalziumfluorid viel Arbeit zum Zeitpunkt des Herausnehmens des Gießlings nach
dem Gießen,
wodurch die Arbeitsgänge
bemerkenswert beeinträchtigt
werden. Aus diesen Gründen
wurde die obere Grenze der Zugabemenge des Polytetrafluorethylenharzes
zu 1,0 Gewichtsteilen bestimmt.
-
Dann
wird bezüglich
dem Fall, daß ein
oder mehrere anionische oberflächenaktive
Mittel, ausgewählt aus
der Gruppe, bestehend aus Alkylbenzolsulfonaten und Alkylsufaten
eine Menge von 0,001 bis 0,05 Gewichtsteilen zugegeben werden, die
Gründe
im folgenden beschrieben.
-
Das
Polytetrafluorethylenharz ist hochgradig wasserabstoßend und
in dem Fall, daß ein
gipsgebundener Modellformstoff, der dieses enthält, mit Wasser gemischt wird,
wird das Arbeitsgefühl
bei der Verwendung, das man "Affinität mit Wasser" nennt, nachteilig
beeinflußt.
Spezifisch die Benetzbarkeit zwischen dem Pulver und Wasser wird
schlechter und das Pulver kann nicht innerhalb einer kurzen Zeitspanne
mit Wasser gemischt werden, sondern nimmt einen Zustand an, daß das Pulver
auf dem Wasser schwimmt, wodurch kaum ein Mischen bewirkt wird.
Während
solche Eigenschaften das Verhalten und die Eigenschaften des gipsgebundenen Modellformstoffs
selbst nicht direkt beeinflussen, bringen sie Probleme bei der Verarbeitung
zum Zeitpunkt der Verwendung mit sich, einschließlich der Mischeigenschaften.
Um diese Probleme zu überwinden,
können, wenn
ein anionisches oberflächenaktives
Mittel zugesetzt wird, um die Netzbarkeit zwischen dem Pulver und Wasser
zu verbessern, die Mischeigenschaften verbessert werden.
-
Zu
Beispielen von Alkylbenzolsulfonaten, die als anionisches oberflächenaktives
Mittel verwendet werden können,
gehören
Natriumdodecylbenzolsulfonat und zu Beispielen von Alkylsulfaten,
die ebenfalls als anionisches oberflächenaktives Mittel verwendet
werden können,
gehören
Natriumlaurylsulfat, Kaliumlaurylsulfat, Natriummyristylsulfat,
Natriumcetylsulfat und Natriumstearylsulfat.
-
Bezüglich der
Zugabemenge des anionischen oberflächenaktiven Mittels, von dem
schon bestätigt wurde,
daß dann,
wenn die Zugabemenge 0,001 Gewichtsteile oder mehr ist, die "Affinität mit Wasser" verbessert wird,
wurde die untere Grenze der Zugabemenge zu 0,001 Gewichtsteilen
bestimmt. Andererseits sind die Gründe, warum die obere Grenze
der Zugabemenge zu 0,05 Gewichtsteilen festgesetzt wurden, wie folgt.
Dies ist so, weil obwohl die "Affinität mit Wasser" zum Zeitpunkt des
Mischens verbessert wird, wenn die Zugabemenge zunimmt, bestätigt wurde,
daß wenn
die Zugabemenge einen gewissen Grad übersteigt, die "Abbindezeit", "Haltbarkeit" und "Druckfestigkeit", die alle wichtige
Merkmale für
den Modellformstoff sind, nachteilig beeinflußt werden. Insbesondere die
Erniedrigung in der "Druckfestigkeit" bewirkt Gießmängel, wie
Gießgrate zum
Zeitpunkt des Gießens.
Da es schon durch Versuche bewiesen ist, daß die Zugabemenge, bei welcher die
Merkmale des gipsgebundenen Modellformstoffs in der praktischen
Verwendung nicht nachteilig beeinflußt werden, 0,05 Gewichtsteile
ist, wurde die Zuagbemenge des anionischen oberflächenaktiven
Mittels zu 0,05 Gewichtsteilen bestimmt.
-
Die
Gründe,
warum einer oder mehrere Zuschläge
ausgewählt
aus der Gruppe, bestehend aus Metalloxiden, Metallcarbiden, Metallnitriden
zugegeben werden, werden im folgenden beschrieben.
-
Durch
die Zugabe des Polytetrafluorethylenharzes stellt man fest, daß unter
den Gießmängeln, welche durch
den Mangel an Hitzebeständigkeit
bewirkt werden, die Oberflächenrißbildung
des Gießlings
und die Bildung von Gußhöhlungen
gründlich
verbessert werden. Jedoch in dem Fall, wo die Zugabemenge des Polytetrafluorethylenharzes
klein ist wie von 0,01 bis 0,1 Gewichtsteilen, tritt der Fall auf,
daß der
Effekt zur Verhinderung des oberflächlichen Verschmelzens des
gipsgebundenen Modellformstoffs auf die Oberfläche des Gießlings unzureichend ist. Als
Gegenmaßnahme
gegen dieses Problem kann man den Zusatz von Metalloxiden, Metallcarbiden,
Metallnitriden als Zuschlag zum gipsgebundenen Modellformstoff in
Betracht ziehen. Zu spezifischen Beispielen von Metalloxiden gehören Oxide
von Aluminium, Ytrium, Zirkonium, Chrom, Titan und Magnesium, zu
Beispielen von Metallcarbiden gehören Carbide von Wolfram, Niob,
Tantal, Silicium, Zirkonium, Bor, Molybdän, Chrom und Titan und zu Beispielen
von Metallnitriden gehören
Nitride von Aluminium, Chrom, Silicium, Bor und Titan.
-
Falls
die Metalloxide, Metallcarbide oder Metallnitride als Zuschlag zum
gips-gebundenen Modellformstoff zugesetzt werden, um einen Teil
des feuerfesten Materials zu ersetzen, wird der Zuschlag vorzugsweise in
einer Menge von 2 bis 40 Gewichtsteilen zugesetzt. Falls die Zugabemenge
des Zuschlags weniger als 2 Gewichtsteile ist, tritt keine zufriedenstellende
Verbesserung in der Wirkung zur Verhinderung der Verschweißung von
Oberflächenteilen
des Modellformstoffs, der durch die Zugabe des Zuschlags verhindert
werden soll, ein. Das Metalloxid, Metallcarbid oder Metallnitrid
als Zuschläge
bewirkt nur die Ausdehnung, die auf dem Wärmeausdehnungskoeffizienten
beruht, der jeder dieser Substanzen selbst zum Zeitpunkt des Erhitzens
eigentümlich
ist, erzeugt jedoch keine große
Ausdehnung durch eine Transformation der Kristallstruktur, welche durch
Erhitzen bewirkt wird, wie man dies bei Quarz und Cristobalit beobachtet.
Demgemäß, wenn
ein Überschuß des Zuschlags
eingemischt wird, wird zwar die Hitzebeständigkeit verbessert, jedoch
wird das Ausmaß der
Wärmeausdehnung
des gipsgebundenen Modellformstoffes selbst herabgesetzt und daher
ist die Kompensation des Gußschrumpfens
der Legierung unzureichend, so daß die Anpassung des Gießlings schlechter wird.
Als Ergebnis von Untersuchungen der Beispiele und Vergleichsbeispiele
wurde gefunden, daß um
Gießlinge
zu erhalten, welche der klinischen Verwendung zugeführt werden
können,
die Summe des Abbindeausdehnungswerts und des Wärmeausdehnungswerts des gipsgebundenen
Modellformstoffs 1,5 % oder höher sein
muß. Auch,
um eine vorbestimmte Menge an Wärmeausdehnung
beizubehalten, während
die Herabsetzung im Ausmaß der
Wärmeausdehnung
unterdrückt
wird, ist in dem Fall, daß der
Zuschlag zugesetzt wird, seine Menge erwünschtermaßen nicht mehr als 40 Gewichtsteile.
-
Die
vorliegende Erfindung wird nun ausführlicher unter Bezugnahme auf
die folgenden Beispiele und Vergleichsbeispiele beschrieben.
-
In
jedem der Beispiele wurde das Mischen in der in Tabelle 1 gezeigten
Zusammensetzung durchgeführt
und in jedem der Vergleichsbeispiele wurde das Mischen in der in
Tabelle 4 gezeigten Zusammensetzung durchgeführt. Dann wurden verschiedene
Prüfungen
durchgeführt,
wie nachfolgend beschrieben, und der Vergleich zwischen den Beispielen
und Vergleichsbeispielen wurde gemacht. Die Prüfergebnisse sind in den Tabellen
2 und 3 sowie in den Tabellen 5 und 6 zusammengefaßt und gezeigt.
-
Herstellung
der Proben
-
Das
Mahlen und Mischen wurde in einem Maßstab durchgeführt, daß das Gesamtgewicht
einer Füllung
50 kg war, wobei eine Kugelmühle
für das
Prüfmischen
benutzt wurde, die ein Innenvolumen von 100 Liter hatte.
-
Zuerst
wurden Quarz und/oder Cristobalit als feuerfestes Material und ein
Polytetrafluorethylenharzpulver in die Kugelmühle gegeben, und das Gemisch
wurde gemahlen bis das feuerfeste Material eine vorbestimmte Teilchengrößenverteilung
zeigte. Danach wurden weiter α-Hemihydratgips
als Binder und gegebenenfalls Metalloxide, Metallcarbide oder Metallnitride
und anionische oberflächenaktive
Mittel weiter in die Kugelmühle
gegeben, gefolgt von Mahlen und Mischen. Nach Einstellung der Abbindezeit
sowie der Fließfähigkeit wurde
das Gemisch aus der Kugelmühle
entnommen und dann in einem Trichter gelagert.
-
Das
Polytetrafluorethylenharzpulver war in solchem Zustand vorhanden,
daß es
einer Scher- oder Druckbeanspruchung in der Mahl- und Mischstufe
des feuerfesten Materials und des Binders unterworfen war und zeigte
eine feine fasrige Form, wodurch es die feinen Teilchen des feuerfesten
Materials und des Binders einschloß. Aus dem gipsgebundenen Modellformstoff,
der im Trichter gelagert war, wurden wahllos fünfmal Proben entnommen, die
jeweils ein Gewicht von 1 kg hatten, um die Merkmale zu prüfen, also
insgesamt 5 kg Proben zusammen. Andererseits wurden die verbleibenden
45 kg an gipsgebundenem Modellformstoff dem pneumatischen Transport
mittels einer pneumatischen Transportvorrichtung unterworfen, und
es wurde geprüft
in welchem Ausmaß die
feineren Teilchen des gipsgebundenen Modellformstoffs durch den
pneumatischen Transport verlorenen gingen und wie die jeweiligen
Merkmale des gipsgebundenen Modellformstoffs dadurch beeinflußt wurden.
Nach dem pneumatischen Transport wurden Proben von jeweils einem
Gewicht von 1 kg wahllos entnommen, um Proben von insgesamt 5 kg
zu haben, und zwar in der gleichen Weise wie im Fall vor dem pneumatischen
Transport.
-
Prüfmethoden
der Merkmale
-
Jede
Probe wurde bezüglich
der Merkmale eines gipsgebundenen Modellformstoffs vor und nach
dem pneumatischen Transport gemäß den Arbeitsweisen
geprüft,
welche in JIS T 661 "Gipsgebundene
Modellformstoffe für
Dentalgüsse" definiert sind.
Auch das Ausmaß des
Verlusts an feineren Teilchen wurde in solcher Weise bewertet, daß die Teilchengrößenverteilung
automatisch im Meßbereich
B mittels eines Teilchengrößen-Verteilungsanalysengeräts "Modell SALD1100", hergestellt von
Shimadsu Corporation, gemessen wurde und daß die Volumenprozente der Teilchen
mit einer Größe von nicht
mehr als 1,9 μm
verglichen wurden.
-
Die
Passungsgenauigkeit des Gießlings
wurde auf folgende Weise bestimmt. Eine Wachsform wurde in üblicher
Weise hergestellt durch Verwendung eines Kronenmodells, einer A.D.A.
Nr. 2 Probe, hergestellt von Nisshin Dental Products Incorporated
und in jedem der gipsgebundenen Modellformstoffe eingebettet. Sechzig Minuten
nach dem Beginn des Mischens wurde das Erhitzen begonnen, die Temperatur
wurde auf 700°C
innerhalb von 150 Minuten erhöht
und die Gußform
wurde 30 Minuten "festgemacht", wodurch sie bei
700°C gleichmäßig gemacht
wurde. Danach wurde die Gußform
mit einer Dentalgießgoldlegierung
für Metall-Keramikzahnersatz
(Handelsname: G-Cera Bond Typ I Gold, hergestellt von GC Corporation)
ausgegossen unter Verwendung einer Zentrifugalzahngießmaschine
und nach dem Herausnehmen wurde der Gießling mit laufendem Wasser
unter Verwendung einer Nylonbürste
gewaschen. Nach Entfernung des Modellformstoffs, der am Gießling angeschmolzen
war durch eine Sandstrahlbehandlung mit Glaskügelchen mit einer Teilchengröße von 150 μm bei einem
Druck von 0,2 MPa wurde der Gießling
in das Kronenmodell zurückgegeben,
das Ausmaß der
Abweichung vom Modell wurde mittels eines Projektors gemessen, und
die Paßgenauigkeit
wurde gemäß dieser
Größe bewertet.
-
Jeder
der charakteristischen Werte war ein Mittelwert von fünffach wiederholten
Messungen bezüglich der
Proben, die jeweils ein Gewicht von 1 kg hatten, vor und nach dem
pneumatischen Transport und das Ausmaß der Streuung wurde mit dem
Begriff der Standardabweichung ausgedrückt.
-
Auch
die Gießmängel wurden
in folgender Weise bewertet: Gußformen
wurden nach der gleichen Arbeitsweise hergestellt wie zur Bewertung
der Paßgenauigkeit
wie oben beschrieben unter Verwendung einer natürlichen Wachsform C, die eine
fertig hergestellte Form ist, hergestellt von Nisshin Dental Products
Incorporated, und mit einer Dentalgießgoldlegierung für Metall-Keramikzahnersatz
(Handelsnahme: G-Cera Bond Typ I, hergestellt von GC Corporation,
Liquiduspunkt 1.200°C)
bzw. einer Dentalgießpalladiumlegierung
für Metall-Keramikzahnersatz
(Handelsname: G-Cera Bond Typ III Palladium, hergestellt von GC
Corporation, Liquiduspunkt 1.290°C)
mittels einer Zentrifugalzahngießmaschine ausgegossen. Nachdem
man jede Gießform zum
Abkühlen
auf Zimmertemperatur stehengelassen hatte, wurde der Gießling in üblicher
Weise herausgenommen und unter Verwendung einer Nylonbürste gewaschen
und der Paßzustand
der Modellformmasse, die Oberflächenrißbildung
des Gießlings
und die Bildung von Gießhohlräumen wurden
visuell bewertet.
-
Tabelle
1 [Zusammensetzungen
der Beispiele 1 bis 12] Zusammensetzungen
(Gewichtsteile)
-
Tabelle
2 Verschiedene
Merkmale (A) der Beispiel 1 bis 12 Vor
dem pneumatischen Transport
-
Tabelle
2 (Fortsetzung) Nach
dem pneumatischen Transport
-
Tabelle
3 [Verschiedene
Merkmale (B) der Beispiele 1 bis 12] Gießgoldlegierung
für Metall-Keramikzahnersatz
-
Tabelle
3 (Fortsetzung) Gießpalladiumlegierung
für Metall-Keramikzahnersatz
-
Tabelle
4 [Zusammensetzungen
der Vergleichsbeispiel 1 bis 10] Zusammensetzungen
(Gewichtsteile)
-
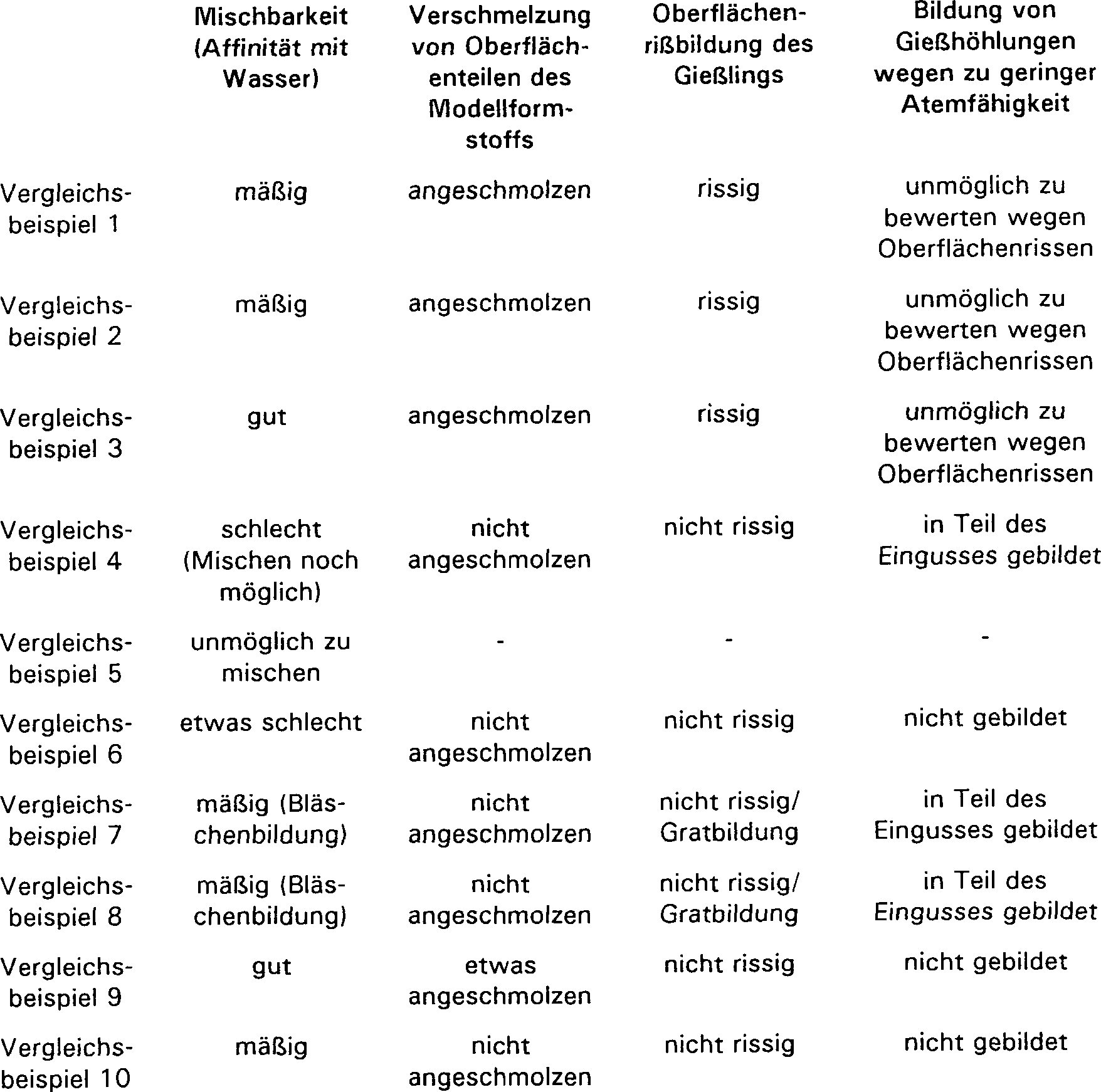
Tabelle
5 [Verschiedene
Merkmale (A) der Vergleichsbeispiele 1 bis 10] Vor
pneumatischem Transport
-
Tabelle
5 (Fortsetzung) Nach
dem pneumatischen Transport
-
Tabelle
6 (Verschiedene
Merkmale (B) der Vergleichsbeispiele 1 bis 10] Gießgoldlegierung
für Metall-Keramikzahnersatz
-
Tabelle
6 (Fortsetzung) Gießpalladiumlegierung
für Metall-Keramikzahnersatz
-
Die
Einschlußwirkung
von feinen Teilchen und der Verbesserungseffekt in der Hitzebeständigkeit
auf Grund des Einmischens des Polytetrafluorethylenharzes können bestätigt werden
durch den Vergleich der Zusammensetzungen und Merkmalswerte, wie
sie in Tabelle 1 bis 6 gezeigt sind.
-
Wie
aus den Tabellen deutlich ist, ist in den jeweilgen Beispielen das
Polytetrafluorethylenharz in einer Menge von 0,01 bis 1,0 Gew.-%
eingemischt und das Polytetrafluorethylenharz zeigte eine Wirkung
zum Einschließen
der Teilchen des feuerfesten Materials, des Binders, und es war
kein wesentlicher Unterschied in den physikalischen Merkmalen zwischen
vor und nach dem pneumatischen Transport, und es ergab sich keine Herabsetzung
in der Gießgenauigkeit.
-
Auch
war es in den jeweiligen Beispielen möglich, einen Gießling mit
einer Dentalgießlegierung
für Metall-Keramikzahnersatz
zu erzeugen, selbst mit jedem gipsgebundenen Modellformstoff. Selbst
im Fall von Beispiel 1, das als das mit der geringsten Hitzebeständigkeit
zu betrachten ist, wie deutlich aus Tabelle 3 ersichtlich ist, war
beim Gießen
mit der G-Cera Bond Typ III Palladiumlegierung mit einem hohen Liquiduspunkt,
obwohl das Anschmelzphänomen
des Modellformstoffes festgestellt wurde, dies noch in einem Bereich,
der die klinische Anwendung ermöglicht.
-
Andererseits
gingen in Vergleichsbeispiel 1, bei dem kein Polytetrafluorethylenharz
zugesetzt war, und den Vergleichsbeispielen 2 und 3, bei denen die
eingemischte Menge des Polytetrafluorethylenharzes weniger war als
die untere Grenze des Bereichs der vorliegenden Erfindung, die feinen
Teilchen im gipsgebundenen Modellformstoff während des pneumatischen Transports
verloren. Als Ergebnis wurden die Erniedrigung in der Paßformgenauigkeit
und die Erhöhung
in der Streuung nach dem pneumatischen Transport gefunden, wodurch
die Wirkung, die durch Einmischen des Polytetrafluorethylenharzes
herbeigebracht werden sollte, nicht erzielt wurde.
-
Spezifisch
nach dem pneumatischen Transport wurden nicht nur der Abbindeausdehnungswert
und der Wärmeausdehnungswert,
die beide Merkmale sind, welche die Abmessungspräzision des Gießlings beeinflußten, herabgesetzt,
verglichen mit denen vor dem pneumatischen Transport, sondern auch
die Paßgenauigkeit
des Gießlings
wurde herabgesetzt. Auch der Wert der Standardabweichung nahm zu.
So kann für den
Fall, daß der
Guß durchgeführt wird
unter Verwendung der gipsgebundenen Modellformstoffe dieser Vergleichsbeispiele
bestätigt
werden, daß die
Gießgenauigkeit
schlechter wird und daß leicht
eine Streuung der Gießgenauigkeit
ausgebildet wird.
-
Auch
in den Ergebnissen, die nach Beobachtung der Gießlingoberfläche erhalten wurden, wurden
bemerkenswerte Gießmängel ausgebildet,
und es war unmöglich,
die Gießlinge
der klinischen Verwendung zuzuführen.
Beim Vergleich zwischen den Beispielen 1 bis 3 und Vergleichsbeispielen
1 bis 3 sind zwar die jeweiligen Zusammenstzungen praktisch identisch
und nur die eingemischte Menge an Polytetrafluorethylenharz ist
verschieden. Aus den Untersuchungen dieser Ergebnisse wird bestätigt, daß das Vermischen
des gipsgebundenen Modellformstoffs mit dem Polytetrafluorethylenharz
die Hitzebeständigkeit
der Gießform
bemerkenswert verbessert.
-
Die
Vergleichsbeispiele 4, 5, 7, 8 und 10 sind ein Beispiel, worin die
eingemischte Menge des Polytetrafluorethylenharzes die obere Grenze
des Bereichs gemäß der Erfindung übersteigt.
Durch Einmischen eines Überschusses
des Tetrafluorethylenharzes trat in der Stufe der Entnahme des gipsgebundenen
Modellformstoffs aus der Mühle
ein Phänomen
auf, wobei die Pulver des gipsgebundenen Modellformstoffs aneinander
hafteten, die Menge, die von der Entnahmeöffnung entnommen werden konnte,
war vermindert, das Weiterdrehen der Mühle für die Entnahme führte zum
Mahlen des verbleibenden Modellformstoffs, was übermäßiges Mahlen bewirkte, Unterschiede
in der Abbindeausdehnung, der Wärmeausdehnung
und dergleichen wurden groß,
und eine Streuung wurde in den charakteristischen Werten des Modellformstoffs
vor dem pneumatischen Transport erzeugt.
-
Das
Polytetrafluorethylenharz ist auch eine Substanz, die besonders
starke Wasserabstoßung
zeigt. in den Vergleichsbeispielen 4 und 5, in welchen die eingemischte
Menge des Polytetrafluorethylenharzes von 1,5 bis 2,0 Gewichtsteile
ist, eine Menge, welche die obere Grenze des Bereichs der vorliegenden
Erfindung übersteigt
und kein anionisches oberflächenaktives
Mittel eingemischt ist, wurden die Mischeigenschaften außerordentlich
schlecht, so daß es
unmöglich
war, das Mischen nach der üblichen
Mischmethode eines gipsgebundenen Modellformstoffs in einer Zahnarztpraxis
durchzuführen.
Insbesondere in Vergleichsbeispiel 5 konnte, nicht nur wenn selbst
eine Mischmaschine benutzt wurde, das Mischen nicht durchgeführt werden,
sondern auch die Merkmale konnten nicht bewertet werden. In Vergleichsbeispiel
4 konnte das Mischen kaum mittels mechanischem Mischen bewirkt werden,
und die Bewertungen im Anschmelzen des Modellformstoffs und in der
Oberflächenrißbildung
des Gießlings
waren gut auf Grund der Wirkung des Polytetrafluorethylenharzes. Jedoch
beim Einmischen des Polytetrafluorethylenharzes im Überschuß, wurde übermäßig viel
Kalziumfluorid in der Gießform
gebildet. Als Ergebnis wurde die Atemfähigkeit der Gießform außerordentlich
erniedrigt, was zur Bildung von Gießmängeln führt, wie Rückdruckporosität, Bildung
von heißen
Stellen und dergleichen in einem Teil des Eingusses.
-
Beispiel
1 ist ein Fall, wo nur das Polytetrafluorethylenharz mit starker
Wasserabstoßung
eingemischt wird. In diesem Fall ist die eingemischte Menge des
Polytetrafluorethylenharzes so niedrig wie etwa 0,01 Gewichtsteile,
so daß,
selbst wenn kein anionisches oberflächenaktives Mittel in den gipsgebundenen
Modellformstoff eingemischt wird, das Merkmal der Affinität mit Wasser "gut" war. Diese Bewertung
wurde mittels des Vergleichs mit den derzeit verwendeten gipsgebundenen
Modellformstoffprodukten gemacht und die Bewertung "gut" bedeutete, daß die Affinität mit Wasser
höher ist
als die der derzeit benutzten Gipsmodellformstoffprodukte und die
Bewertung "mäßig" bedeutet, daß sie gleich
ist zu der der derzeit benutzten. Wenn die eingemischte Menge des
Polytetrafluorethylenharzes so niedrig wie etwa 0,01 Gewichtsteile
ist, wurde gefunden, daß im
Gegensatz zu unseren Erwartungen das Einmischen eines stark wasserabstoßenden Materials
die Mischeigenschaften verbessert wurden im Vergleich zu denen der
derzeit benutzten Produkte. Es kann in Betracht gezogen werden,
daß dies
so ist, weil durch Einmischen des Polytetrafluorethylenharzes mit
starker Wasserabstoßung
zwar die Affinität
des Modellformstoffpulvers mikroskopisch schlechter wurde, aber
da keine Koagulation wegen der guten Hydrophilität dem Modellformstoffpulver
und dem Wasser erfolgte, die Mischeigenschaften verbessert wurden
und daher die Bewertung bezüglich
der Affinität
mit Wasser makroskopisch gut wurde (organoleptische Prüfung). In
Beispiel 2, in welchem die eingemischte Menge des Polytetrafluorethylenharzes
auf 0,1 Gewichtsteile erhöht
wurde, wurde die Affinität
mit Wasser zur Bewertung "mäßig" herabgesetzt, was
jedoch im wesentlichen immer noch gleich der der derzeit benutzten
gipsgebundenen Modellformstoffe ist. Außerdem wurde in Beispiel 3,
bei dem die eingemischte Menge des Polytetrafluorethylenharzes hoch
ist, die Bewertung auf "etwas
schlecht" herabgesetzt.
Spezifisch die Bewertung "etwas
schlecht" bedeutet,
daß zwar
noch gemischt werden kann und eine Gießform in der praktischen Benutzung
hergestellt werden kann, jedoch ist die Affinität mit Wasser etwas schlechter
als die der derzeit benutzten Produkte und die Mischeigenschaften
sind etwas schlechter.
-
Wie
schon beschrieben, werden durch Einmischen des Polytetrafluorethylenharzes,
das starke Wasserabstoßung
hat, in die gipsgebundenen Dentalmodellformstoffe die Mischeigenschaften
herabgesetzt. In den Beispielen 4 bis 6 und 10 bis 12 wurde, um
dieses Merkmal zu verbessern, das anionische oberflächenaktive
Mittel eingemischt. Durch Einmischen des anionischen oberflächenaktiven
Mittels wurden Verbesserungen in den Mischeigenschaften festgestellt.
-
Spezifisch
beim Vergleich zwischen Beispiel 3 und Beispiel 6 beruht der Unterschied
im Mischen darauf, ob das anionische oberflächenaktive Mittel eingemischt
wird oder nicht. In Beispiel 3 ist die Bewertung in der Mischbarkeit "etwas schlecht", während sie
in Beispiel 6 "mäßig" ist. So wird durch
Einmischen des anionischen oberflächenaktiven Mittels die Mischbarkeit
verbessert.
-
Andererseits
wird im Vergleichsbeispiel 6, bei dem die eingemischte Menge des
Polytetrafluorethylenharzes 1,0 Gewichtsteile ist, also die obere
Grenze, zum Zweck der Verbesserung der Affinität mit Wasser das anionische
oberflächenaktive
Mittel in einer Menge von 0,0005 Gewichtsteilen eingemischt. In
diesem Vergleichsbeispiel wurde, da die eingemischte Menge des anionischen
oberflächenaktiven
Mittels zu gering ist, keine Verbesserungswirkung im Vergleich mit
Beispiel 3 gefunden, bei dem kein anionisches oberflächenaktives
Mittel eingemischt ist.
-
Als
Probleme in dem Fall, wo das anionische oberflächenaktve Mittel in dem gipsgebundenen
Modellformstoff eingemischt wird, sind die Herabsetzung in der Druckfestigkeit
und die Verlängerung
in der Abbindezeit. Durch diese Probleme tritt möglicherweise ein Gießeffekt
auf, der "Gußgrat" genannt wird und
durch einen Mangel in der Festigkeit der Gießform bewirkt wird. Es hat
sich bisher durch Untersuchungen gezeigt, daß als Faktoren zur Bestimmung
der Druckfestigkeit der Gießform
die eingemischte Menge und die Eigenschaften des α-Hemihydratgipses
als Binder einen Hauptteil ausmacht und daß ein feuerfestes Material
und der Zuschlag als andere Bestandteilskomponenten des gipsgebundenen
Modellformstoffs keinen großen
Einfluß haben.
Aus diesem Grund kann angenommen werden, daß als Grund der Herabsetzung
der Druckfestigkeit das eingemischte anionische oberflächenaktive
Mittel das Wachstum der Kristalle von α-Hemihydratgips als Binder des
gipsgebundenen Modellformstoffes zum nadelähnlichen Zustand inhibiert
und bewirkt, daß er
in einem tafelförmigen
Zustand kristallisiert, was zur Herabsetzung der Druckfestigkeit
der Gießform
führt.
Es ist schon durch Untersuchungen sowie die Qualitätsprüfung von
Produkten erwiesen, die bisher durchgeführt wurden, daß die geringste
Druckfestigkeit damit keine Gießgrate
ausgebildet werden, 3 MPa als Grenzwert ist.
-
Beim
Vergleich zwischen den Beispielen 1 bis 3 und den Beispielen 4 bis
6 war, wenn die eingemischte Menge des anionischen oberflächenaktiven
Mittels bis zu etwa 0,01 Gewichtsteile war, die Erniedrigung in
der Druckfestigkeit gering, und es wurde keine Ausbildung von Gießgrat gefunden.
Jedoch in den Proben, bei denen die eingemischte Menge des anionischen
oberflächenaktiven
Mittels hoch ist, wurde eine Herabsetzung in der Druckfestigkeit
festgestellt. Spezifisch in den Beispielen 1 und 4, in denen die
eingemischte Menge an α-Hemihydratgips
gleich ist, jedoch die eingemischte Menge des anionischen oberflächenaktiven
Mittels sich voneinander unterscheidet, wurde die Druckfestigkeit
von 4,4 MPa auf 4,2 MPa herabgesetzt. In entsprechender Weise wurde
in den Beispielen 2 und 5 die Druckfestigkeit von 5,0 MPa auf 4,8
MPa herabgesetzt, und in den Beispielen 3 und 6 wurde die Druckfestigkeit
von 4,8 MPa auf 4,5 MPa herabgesetzt. In den Beispielen 10, 1 1
und 12, bei denen die eingemischte Menge des anionischen oberflächenaktiven
Mittels von 0,002 bis 0,004 Gewichtsteile beträgt, wurde zwar die Druckfestigkeit
herabgesetzt, jedoch überstieg
sie 3 MPa als Grenzwert, bei dem kein Gießgrat ausgebildet wird und
in tatsächlichen
Gießversuchen
wurde keine Ausbildung von Gießgrat
gefunden.
-
Jedoch
in den Proben, in denen die eingemischte Menge des anionischen oberflächenaktiven
Mittels hoch ist, war die Herabsetzung in der Druckfestigkeit bemerkenswert,
und es wurde die Ausbildung von Gießmängeln festgestellt. In den
Vergleichsbeispielen 7 und 8 ist die eingemischte Menge des Polytetrafluorethylenharzes
so hoch wie von 1,5 bis 2,0 Gewichtsteile und um die Mischeigenschaften
zu verbessern wurde das anionische oberflächenaktive Mittel in einer
Menge so hoch wie 0,08 bis 0,1 Gewichtsteile eingemischt. In Vergleichsbeispiel
7 und Beispiel 2 sind zwar die Hauptkomponenten die gleichen, da
jedoch in Vergleichsbeispiel 7 das anionische oberflächenaktive
Mittel in höherer
Menge eingemischt wurde, war die Druckfestigkeit so gering wie 2,8
MPa, ein Wert, der um 40 % herabgesetzt ist, verglichen mit dem
in Beispiel 2 und weniger als 3 MPa als Grenzwert war, und daher
wurde in dem Gießversuch
die Ausbildung von Gießgrat
gefunden. In entsprechender Weise war in Vergleichsbeispiel 8, in
dem die eingemischte Menge des anionischen oberflächenaktiven
Mittels so hoch wie 0,1 Gewichtsteile war, die Druckfestigkeit 2,1
MPa, ein Wert, der um etwa 50 % erniedrigt war verglichen mit dem
in Beispiel 1, und es wurde die Ausbildung von Gießgrat festgestellt.
-
Die
Gießform,
welche durch Verwendung des gipsgebundenen Modellformstoffs hergestellt
ist, in den ein Polytetrafluorethylenharz gemäß der vorliegenden Erfindung
eingemischt ist, ist in der Hitzebeständigkeit verbessert und macht
es möglich,
Güsse mit
Gießlegierungen
für Metall-Keramikzahnersatz
durchzuführen, was
bisher als unmöglich
betrachtet wurde.
-
Jedoch
in dem Fall, daß die
eingemischte Menge des Polytetrafluorethylenharzes gering ist, kann
es möglich
sein, daß ein
Phänomen
eintritt, wobei die Modellformstoffkomponenten auf dem Gießling anschmelzen
oder Oberflächenrisse
auftreten. Selbst in solchen Fällen
ist nicht nur das Ausmaß des
Auftretens eines solchen Phänomens
gering, sondern es ist auch möglich,
den Gießling
der klinischen Verwendung zuzuführen, obwohl
Sandstrahlen zur Entfernung des angeschmolzenen Modellformstoffs
notwendig ist und Polieren zur Beseitigung der Oberflächenrißbildung
nötig ist
und erwartet werden kann, daß die
zahnärztliche
Arbeit kompliziert wird. Um dieses Phänomen zu vermeiden ist es wirksam,
in den gipsgebundenen Modellformstoff eine Substanz einzumischen,
die schlechte Benetzbarkeit mit dem geschmolzenen zu gießenden Metall
hat und die damit schlecht reaktiv ist. In der vorliegenden Erfindung
wurden Versuche so durchgeführt,
daß als
eine solche Substanz ein Teil des feuerfesten Materials ersetzt
wurde und ein Zuschlag eingemischt wurde, der Metalloxide, Metallcarbide
oder Metallnitride umfaßt
und die Ergebnisse, wie sie in den Beispielen und Vergleichsbeispielen
gezeigt sind, wurden erhalten.
-
Der
Unterschied zwischen den Beispielen 1 und 7 beruht nur auf der Tatsache,
daß ein
Gewichtsteil von jeweils Quarz und Cristobalit durch Siliciumcarbid
bzw. Bornitrid ersetzt wurde. Bezüglich der Bewertungsergebnisse
der Gießmängel in
Beispiel 1 wurde, da die eingemischte Menge an Polytetrafluorethylenharz
0,01 Gewichtsteile als untere Grenze ist, das Phänomen des Anschmelzens des
gipsgebundenen Modellformstoffs und der Oberflächenrißbildung beobachtet. Andererseits
wurde in Beispiel 7, in dem der Zuschlag mit einer Menge von 2 Gewichtsteilen
insgesamt eingemischt ist, die Verbesserung im Phänomen des
Anschmelzens des gipsgebundenen Modellformstoffes gefunden, und
die Ober flächenrißbildung
konnte vollständig
verhindert werden. In entsprechender Weise ist in Beispiel 8, in
dem zwei Gewichtsteile von jeweils Quarz und Cristobalit der Zusammensetzung
des Beispiels 1 durch Titanoxid bzw. Titancarbid ersetzt wurden,
ein Guß erhalten
worden, der ganz frei ist von der Ausbildung des Anschmelzens des
gipsgebundenen Modellformstoffs und von Oberflächenrißbildung.
-
Andererseits
war in Vergleichsbeispiel 9, bei dem ein Gewichtsteil des Cristobalits
in der Zusammensetzung von Beispiel 1 durch Siliciumcarbid ersetzt
wurde, wodurch die Erzeugung von Gießmängeln verhindert werden soll,
die Wirkung gegen Gießmängel nicht
ausgeprägt,
verglichen mit Beispiel 1. Aus diesen Ergenissen ist zu verstehen,
daß in
dem Fall, wo Metalloxide, Metallcarbide oder Metallnitride als Zuschlag
in den gipsgebundenen Modellformstoff eingemischt werden, um Gießmängel, wie
Anschmelzen des Modelformstoffs zu verhindern, die eingemischte
Menge an Zuschlag erwünschterweise
2 Gewichtsteile oder mehr ist.
-
Die
Verbesserungen im Anschmelzen des Modellformstoffs auf den Gießling und
in der Oberflächenrißbildung
durch Zugabe von Metalloxiden, Metallcarbiden oder Metallnitriden,
als Zuschlag werden in den Beispielen 7 bis 12 bestätigt. Insbesondere
in den Beispielen 11 und 12 wurde, da die eingemischte Menge an Polytetrafluorethylenharz
1,0 Gewichtsteile als obere Grenze des Bereichs gemäß der Erfindung
ist und die eingemischte Menge des Zuschlags hoch ist, die Hitzebeständigkeit
in solchem Ausmaß verbessert,
daß kein Unterschied
zu finden ist, verglichen mit einem phosphatgebundenen Modellformstoff.
-
Als
notwendige Bedingungen für
Dentalmodellformstoff sind verschiedene Bedingungen aufgezählt. Unter
ihnen ist die wichtigste Bedingung, eine solche Ausdehnung zu haben,
daß man
das Schrumpfen zum Zeitpunkt des Gießens eines Gießmetalls
kompensiert. Beim derzeitigen Dentalgießsystem ist es eine feststehende
Tatsache, daß diese
Bedingung sehr wichtig ist. Von verschiedenen Versuchen und der
Forschung in der Literatur ist zu sehen, daß das Ausmaß der Ausdehnung, das notwendig
ist, um das Gießschrumpfen
von Gießlegierungen
für Metall-Keramikzahnersatz
zu kompensieren, wenigstens 1,5 % der Summe des Abbindeausdehnungswerts
und des Wärmeausdehnungswerts
ist.
-
Es
wurde bestätigt,
daß das
Einmischen von Metalloxiden, Metallcarbiden und Metallnitriden als
Zuschlag brauchbar ist zur Verhinderung von Gießmängeln. Da jedoch die Verminderung
der Menge an α-Hemihydratgips
zum Zweck der Gewährleistung
der eingemischten Menge an Zuschlag zu einer bemerkenswerten Verminderung
der Druckfestigkeit der Gußform
führt und
Gießmängel, wie
die Bildung von Gießgrat
bewirkt, konnte befürchtet
werden, daß es
unmöglich
ist, dies praktisch anzuwenden, da es unvermeidbar ist, einen Teil des
feuerfesten Materials wie Quarz und Cristobalit durch den Zuschlag
zu ersetzen. Jedoch haben Metalloxide, Metallcarbide oder Metallnitride
als Zuschlag keine solche Art, daß eine Änderung der Kristallform (Transformationen)
bei einer spezifischen Temperatur erfolgt, wie in Cristobalit oder
Quarz als feuerfestem Material und man kann von ihnen nicht erwarten,
daß sie
eine Wärmeausdehnung
bewirken. Aus diesen Gründen
erniedrigt das Einmischen von Metalloxiden, Metallcarbiden oder
Metallnitriden in den gipsgebundenen Modellformstoff den Wärmeausdehnungswert
so weit wie möglich,
was zum Auftritt eines Phänomens
führt,
wobei keine Ausdehnung erhalten wird, die zur Kompensation des Gießschrumpfens
nötig ist.
-
In
Beispiel 12, in dem die eingemischte Menge des Zuschlags 40 Gewichtsteile
insgesamt ist, übersteigt
die Summe des Abbindeausdehnungswertes und des Wärmeaussdehnungswertes kaum
1,5 %. Andererseits ist in Vergleichsbeispiel 10, wo die eingemischte
Menge des Zuschlags 50 Gewichtsteile insgesamt ist und die Wärmeausdehnung
erniedrigt ist, der gesamte Ausdehnungswert unterhalb 1,5 % als
Grenzwert und daher war es unmöglich,
das Gießschrumpfen
zu kompensieren.
-
Aus
diesen Ergebnissen ist zu verstehen, daß in dem Fall, wo beabsichtigt
ist, das Anschmelzen von Oberflächenteilen
des Modellformstoffs und die Ober flächenrißbildung zu verbessern, indem
man Metalloxide, Metallcarbide oder Metallnitride als Zuschlag einbringt,
die eingemischte Menge des Zuschlags erwünschterweise nicht größer ist
als 40 Gewichtsteile.
-
Wie
schon früher
ausführlich
beschrieben, können,
da die gipsgebundenen Dentalmodellformstoffe gemäß der vorliegenden Erfindung
in denen im Gemisch enthaltend α-Hemihydratgips
als Binder und Quarz oder Cristobalit als feuerfestes Material mit
einem Polytetrafluorethylenharz gemischt ist und das Polytetrafluorethylenharz
in einen faserförmigen
Zustand in einer Mahlstufe überführt wird,
wodurch die feinen Teilchen im Modellformstoff eingeschlossen werden,
um Verluste der feinen Teilchen in einer pneumatischen Transportstufe
zu verhindern, gipsgebundene Dentalmodellformstoffe mit stabilen
Merkmalswerten, wie Abbindeausdehnungswerte und Wärmeausdehnungswerte
erhalten werden und daher es nun möglich ist, Dentalmetallzahnersatz
mit hoher dimensionaler Präzision
herzustellen.
-
Durch
Einmischen des Polytetrafluorethylenharzes in den gipsgebundenen
Dentalmodellformstoff verändert
sich auch das Tetrafluorethylenharz zu Fluorwasserstoffgas in der
Erhitzungsstufe einer Gießform
in einem Ofen nach der Modellbildung, das dann mit dem wasserfreien
Gips, in welches ein α-Hemihydratgips
als Binder beim Erhitzen der Gießform verändert wird unter Bildung von
Kalziumfluorid mit hoher Hitzebeständigkeit reagiert, wodurch
die Hitzebeständigkeit
der Gußform
selbst verbessert wird. Als Ergebnis ist es nun möglich, das
Gießen
von Gießlegierungen
für Metall-Keramikzahnersatz
unter Verwendung von gipsgebundenem Modellformstoff durchzuführen, eine
Tatsache, die bisher durch die herkömmlichen Technologien als unmöglich betrachtet
wurde.
-
Auch
wird als zufälliger
Effekt durch den Einschlußeffekt
der feinen Teilchen durch Einmischen von Polytetrafluorethylenharz
und Überführen desselben
in einen fasrigen Zustand in der Mahlstufe ein Effekt zur Verhinderung
des Wegfliegens der feinen Teilchen im gipsgebundenen Modellformstoff
zum Zeitpunkt der Mischoperation des Modellformstoffs bei der Herstellung
von Gießformen
erhalten.
-
Gegen
das Problem, daß die
Mischbarkeit schlechter wird durch Einmischen des Polytetrafluorethylenharzes
mit hoher Wasserabstoßung
ist es nun auch möglich,
dies zu überwinden,
indem man eines oder mehrere anionische oberflächenaktive Mittel, ausgewählt aus
der Gruppe, bestehend aus Alkylbenzolsulfonaten und Alkysulfaten
einmischt.
-
Zusätzlich wurde
bestätigt,
daß zum
Zweck der Verhinderung des Anschmelzens von Oberflächenteilen
des Modellformstoffs am Gießling
sowie zur Verhinderung von Oberflächenrißbildung es wirksam ist, Metalloxide,
Metallcarbide oder Metallnitride als Zuschlag einzumischen.
-
Im
Lichte des obigen ist ein gipsgebundener Dentalmodellformstoff,
der die oben beschriebenen verschiedenen Wirkungen gemäß der vorliegenden
Erfindung hat, ein sehr wertvoller Beitrag auf dem Dentalgebiet.
-
Während die
Erfindung im einzelnen unter Bezugnahme auf spezifische Ausführungsformen
derselben beschrieben wurde, ist dem Fachmann ersichtlich, daß zahlreiche
Abänderungen
und Modifikationen durchgeführt
werden können
ohne sich vom Geist und Umfang derselben zu entfernen.