CN219094275U - 一种安德森插头组装机 - Google Patents
一种安德森插头组装机 Download PDFInfo
- Publication number
- CN219094275U CN219094275U CN202223043666.4U CN202223043666U CN219094275U CN 219094275 U CN219094275 U CN 219094275U CN 202223043666 U CN202223043666 U CN 202223043666U CN 219094275 U CN219094275 U CN 219094275U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- feeding
- assembly
- plug
- material taking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
本实用新型属于冲压送料领域,具体涉及到一种安德森插头组装机,包括机架,所述机架包括机台,所述机架上设置有转动加工平台,所述机架的一侧设置有插头上料机构,所述插头上料机构的一侧设置有压平机构,所述机架的另一侧设置有极片预装机构,所述转动加工平台的一侧还设置有二次压料机构,所述转动加工平台的一侧设置有送料检测机构,所述送料检测机构尾部的一侧设置有压印组件,本实用新型通过转动加工平台、插头上料机构、极片预装机构、二次压料机构、送料检测机构、压印组件,能够自动完成上料、加工、取料、检测以及压印等加工步骤,取缔了人工,提高了工作效率,同时减少了人工成本。
Description
技术领域
本实用新型属于冲压送料领域,具体涉及到一种安德森插头组装机。
技术背景
安德森插头应用于物流通信、电动工具、逆变器电源、移动设备、医疗设备等等领域,主要基于大电流连接电池充电接头。
现有市场对于安德森插头的组装并没有实现全自动化的生产方式,大多都是采用人工组装的方式来生产,不仅效率低且人工成本很高。
实用新型内容
本实用新型的目的就是为了弥补现有技术的不足,提供了一种安德森插头组装机。
为实现上述目的,本实用新型提供如下技术方案:一种安德森插头组装机,包括机架,所述机架包括机台,所述机架上设置有转动加工平台,所述机架的一侧设置有插头上料机构,所述插头上料机构的一侧设置有压平机构所述机架的另一侧设置有极片预装机构,所述转动加工平台的一侧还设置有二次压料机构,所述转动加工平台的一侧设置有送料检测机构,所述送料检测机构尾部的一侧设置有压印组件;
所述转动加工平台包括一固定盘,所述固定盘下侧设置有齿轮传动箱,所述齿轮传动箱上的转动轴固定连接于固定盘中心,所述固定盘上还设置有若干个模具;
所述插头上料机构包括振动上料组件,所述振动上料组件的上端固定设置有插头供料管,所述插头供料管一端设置在转动加工平台的邻侧,所述插头供料管的上端设置有上料气缸组,所述上料气缸组包括第一上料气缸、第二上料气缸和第三上料气缸;
所述压平机构包括压平气缸,所述压平气缸活塞杆一端固定连接有压平块;
所述极片预装机构包括正极片上料组件和负极片上料组件,所述正极片上料组件和负极片上料组件之间设置有极片预装组件;
所述二次压料机构包括一压料气缸;
所述送料检测机构包括取料气缸组件,所述取料气缸组件的一侧设置有送料组件,所述送料组件的一侧设置有CCD检测件;
所述压印组件包括一压印气缸。
优选的,所述齿轮传动箱下侧设置有伺服电机,所述伺服电机旋转主轴上套设有主动轮,所述主动轮上套设有皮带,所述齿轮传动箱下部设置有一根贯穿齿轮传动箱的传动杆,所述传动杆的一端设置有从动轮,所述从动轮通过皮带与主动轮传动连接。
优选的,所述齿轮传动箱下部的传动杆另一端设置有一感应轮片,所述感应轮片的一侧设置有感应器。
优选的,所述上料气缸组通过一上料气缸安装板固定设置在插头供料管的正上方,所述上料气缸安装板固定设置在机台上。
优选的,所述第一上料气缸固定设置在上料气缸安装板的一侧,所述第二上料气缸垂直设置在第一上料气缸的一侧,并且第二上料气缸的缸体与第一上料气缸的活塞杆固定连接,所述第三上料气缸的底部与第二上料气缸的活塞杆固定连接,所述第三上料气缸为夹爪气缸。
优选的,所述正极片上料组件和负极片上料组件分别设置有供正负极片输送的极片供料管,所述极片供料管下侧均设置有激振器,所述极片供料管均连接至极片预装组件的两侧。
优选的,所述极片预装组件包括预装组件底座,所述预装组件底座上设置有预装组件固定块,所述预装组件固定块的一侧设置有滑轨,所述预装组件固定块一侧设置有预装组件安装块,所述预装组件安装块通过一滑块和滑轨与预装组件固定块滑动连接,所述预装组件安装块上固定设置有两根预装杆,所述预装组件安装块的一侧设置有一预装气缸,所述预装气缸固定设置在预装组件固定块的一侧,所述预装气缸的活塞杆与预装组件安装板的一侧固定连接,所述预装杆的一侧对应设置有容料座,所述容料座上前后左右四个方向均开设有凹槽,所述容料座上方对应设置有感应器。
优选的,所述二次压料机构还包括设置在机台上的二次压料机构底座,所述二次压料机构底座上固定设置有所述的压料气缸,所述压料气缸的活塞杆上设置有两根压料杆,所述压料气缸的一侧设置有导座,所述导座上开设有供压料杆滑动的通孔。
优选的,所述取料气缸组件包括固定设置在机台上的取料底座,所述取料底座上部的一侧设置有第一取料气缸,所述第一取料气缸为偏转气缸,所述偏转气缸的旋转平台上固定设置有第二取料气缸,所述第二取料气缸为滑台气缸,所述第二取料气缸一侧固定设置有一取料座,所述取料座上固定设置有两根取料杆,所述送料组件通过若干组送料组件支撑板固定设置在机台上,所述送料组件包括一传送带,所述传送带的前部设置有第一推料气缸,所述传送带中部的一侧设置有第二推料气缸,与第二推料气缸相对的一侧考前位置设置有检测部件,所述传送带与第二推料气缸相对的一侧设置有第一斜面,所述传送带底部的一侧设置有第三推料气缸,所述第三推料气缸邻侧的传送带上侧设置有感应器。
优选的,所述压印组件包括固定设置在机台上的输送座,所述输送座与第三推料气缸对应设置,所述输送座的上侧设置有压印气缸,所述压印气缸的活塞杆上设置有压印块,所述输送座的一侧设置有第二斜面。
本实用新型的有益效果为:本实用新型通过转动加工平台、插头上料机构、极片预装机构、二次压料机构、送料检测机构、压印组件,能够自动完成上料、加工、取料、检测以及压印等加工步骤,取代了人工,提高了工作效率,同时减少了人工成本。
附图说明
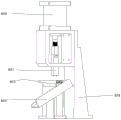
图1为本实用新型整体结构示意图;
图2为本实用新型整体结构俯视图;
图3为本实用新型安德森插头结构示意图;
图4为本实用新型插头上料机构结构示意图;
图5为本实用新型转动加工平台结构示意图;
图6为本实用新型压平机构结构示意图;
图7为本实用新型极片预装机构结构示意图;
图8为本实用新型二次压料机构结构示意图;
图9为本实用新型取料组件结构示意图;
图10为本实用新型送料组件结构示意图;
图11为本实用新型压印组件结构示意图;
图12为本实用新型压印组件压印块结构示意图。
具体实施方式
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
如图1至图12所示,本实施例提供了一种安德森插头7组装机,包括机架1,机架1包括机台101,机架1上设置有转动加工平台3,机架1的一侧设置有插头上料机构2,机架1的另一侧设置有极片预装机构4,转动加工平台3的一侧还设置有二次压料机构5,转动加工平台3的一侧设置有送料检测机构6,送料检测机构6尾部的一侧设置有压印组件;转动加工平台3包括一固定盘301,固定盘301为圆形,固定盘301下侧设置有齿轮传动箱308(齿轮传动箱308为现有技术,本文不再多作赘述),齿轮传动箱308固定设置在机台101上,齿轮传动箱308上的转动轴固定连接于固定盘301中心,齿轮传动箱308下侧设置有伺服电机307,伺服电机307旋转主轴上套设有主动轮306,主动轮306上套设有皮带305,齿轮传动箱308下部设置有一根贯穿齿轮传动箱308的传动杆303,传动杆303的一端设置有从动轮304,从动轮304通过皮带305与主动轮306传动连接,齿轮传动箱308下部的传动杆303另一端设置有一感应轮片309,感应轮片309的一侧设置有感应器310,在固定盘301上沿圆心均匀排列有8个模具302用来固定安德森插头7。
插头上料机构2包括振动上料组件(上料组件为现有技术,本文不再多作赘述),振动上料组件的上端固定设置有插头供料管205道,插头供料管205道通过一支撑杆208固定设置在机台101上,插头供料管205道一端设置在转动加工平台3的邻侧,插头供料管205道的正上端设置有上料气缸组,上料气缸组通过一上料气缸安装板206固定设置在插头供料管205的正上方,上料气缸安装板206固定设置在机台101上,上料气缸组包括第一上料气缸201、第二上料气缸202和第三上料气缸;第一上料气缸201固定设置在上料气缸安装板206的一侧,第二上料气缸202垂直设置在第一上料气缸201的一侧,第二上料气缸202的缸体与第一上料气缸201的活塞杆固定连接,第三上料气缸203的底部与第二上料气缸202的活塞杆固定连接,第三上料气缸203为夹爪气缸,通过上料气缸将插头供料管205道上的安德森插头7移动到固定盘301上的模具302内,在插头上料机构2的一侧设置有压平机构,压平机构包括压平气缸313,压平气缸313固定设置在压平气缸连接块312的一端,压平气缸连接块312的一端通过固定件固定设置在压平杆311的上部,压平气缸313通过一压平杆311固定设置在机台101上,通过紧固件能够让压平气缸连接块312上下调整,在压平气缸313的活塞杆一端固定连接有压平块314,设置压平机构是为了插头上料机构2没有将安德森插头7放置到位的时候,压平机构进一步的将安德森插头7压到位,方便后续加工操作。
极片预装机构4包括正极片上料组件和负极片上料组件,正极片上料组件和负极片上料组件之间设置有极片预装组件,正极片上料组件和负极片上料组件分别设置有供正负极片输送的极片供料管413,极片供料管413下侧均设置有激振器404,极片供料管均413连接至极片预装组件的两侧,极片预装组件包括预装组件底座411,预装组件底座411上设置有预装组件固定块406,预装组件固定块406的一侧设置有滑轨409,预装组件固定块406一侧设置有预装组件安装块407,预装组件安装块407通过一滑块408和滑轨409与预装组件固定块406滑动连接,预装组件安装块407上固定设置有两根预装杆405,预装组件安装块407的一侧设置有一预装气缸410,预装气缸410固定设置在预装组件固定块406的一侧,预装气缸410的活塞杆与预装组件安装板407的一侧固定连接,预装杆405的一侧对应设置有容料座402,容料座402上前后左右四个方向均开设有凹槽,正负极供料管403与容料座402两侧的凹槽连接,在容料座402两侧的凹槽上还设置有两块压料板,容料座402上方对应设置有感应器401,通过感应器401能够控制激振器404工作或不工作,在感应器401感应到容料座402上有正负极片时,将控制激振器404不再工作,直到容料座402上的没有正负极片。
二次压料机构包括设置在机台101上的二次压料机构底座501,二次压料机构底座上固定设置有压料气缸502,压料气缸502的活塞杆上设置有两根压料杆503,压料气缸502的一侧设置有导座504,导座504上开设有供压料杆503滑动的通孔,设置通孔能够让二次压料机构5在工作的时候准确的压到极片。
送料检测机构6包括取料气缸组件,取料气缸组件包括固定设置在机台101上的取料底座601,取料底座601上部的一侧设置有第一取料气缸602,第一取料气缸602为偏转气缸,偏转气缸的旋转平台上固定设置有第二取料气缸603,第二取料气缸603为滑台气缸,第二取料气缸603一侧固定设置有一取料座604,取料座604上固定设置有两根取料杆605,取料气缸组件的一侧设置有送料组件,送料组件通过若干组送料组件支撑板613固定设置在机台101上,送料组件包括一传送带612,传送带612的前部设置有第一推料气缸510,第一推料气缸510通过一推料气缸固定座611固定设置在机台101上,传送带512中部的一侧设置有第二推料气缸614,与第二推料气缸614相对的一侧靠前的位置设置有检测件616(所述检测件为现有技术,本文不再多作赘述),传送带612与第二推料气缸614相对的一侧设置有第一斜面615,传送带612底部的一侧设置有第三推料气缸614。
压印组件包括一压印气缸520,压印气缸520通过一压印气缸安装板524固定设置在机台101上,压印组件包括固定设置在机台101上的输送座622,输送座622上开设有供安德森插头7滑动的滑槽,输送座622与第三推料气缸对应设置,第三推料气缸614能够将安德森插头7直接推到输送座622上,在输送座622中部的上方设置有压印气缸620,压印气缸620的活塞杆上设置有压印块621,压印块621的下端设置有两个凸起640,输送座622的一侧设置有第二斜面623,加工完成的插头通过第二斜面623滑入成品框或其他装置内。
工作原理:设备通电,将安德森插头7和正负极片分别放入上料机构内,上料机构开始工作,插头上料机构2将安德森插头7通过振动输送至插头供料管205道上,插头供料管205一端设置有挡板,防止插头7过多挤压掉出,同时也起到一个定位的作用,然后上料气缸组动作,第二上料气缸202活塞杆伸出,将第三上料气缸203送到指定位置后,第三上料气缸203控制夹爪204将插头夹起,第二上料气缸202活塞杆缩回,第一上料气缸201活塞杆伸出,将第二上料气缸202和第三上料气缸203往前送到固定盘301的模具302上方,这时第二上料气缸202活塞杆伸出,第三上料气缸203往下降,待插头7置于模具302内,第三上料气缸203控制夹爪204松开,第二上料气缸202缩回,之后第三上料气缸203活塞杆缩回,上料气缸组回到等待位置,上料气缸组重复循环所述插头上料动作,插头上料完成后,伺服电机307动作控制齿轮传动箱308带动固定盘301转动一定角度,固定盘301转动的角度由齿轮传动箱308一侧的感应器310控制,待固定盘301上的模具302转动到压平机构处时,固定盘301停止旋转,压平机构动作,压平气缸313活塞杆伸出带动压平块314将插头压到位,固定盘301再次旋转,旋转到极片预转机构4处时停下正负极片上料机构将正负极片输送到极片预装机构4的容料座402上,容料座402上的感应器401得到信号,控制激振器404停止工作,这里如果激振器404还在工作的话会把更多的极片送入到容料座402内,会影响后续预装极片的作业,正负极片输送到容料座402上后,预装气缸410动作带动预装组件固定块407上的两块预装杆405抵着正负极片向插头7方向运动,将正负极片抵入插头7内,预装气缸410动作活塞杆缩回,伺服电机307带动固定盘301旋转,待模具302旋转到二次压料机构处时停止,压料气缸502动作活塞杆伸出带动压料杆503向插头方向移动,将预装的极片压到位,之后压料气缸动作活塞杆缩回带动压料杆503向压料气缸方向移动,伺服电机307动作带动固定盘301旋转,待模具302旋转到取料气缸组件处时停止,取料气缸组件动作,第二取料气缸603活塞杆朝上为取料气缸组等待位状态,模具302到位后第一取料气缸602偏转平台带动第二取料气缸603一起向转动加工平台3的方向旋转90度,旋转完之后第二取料气缸603动作活塞杆伸出带动取料座604取料杆605一起向插头方向移动,取料杆605插入插头,第一取料气缸602动作回到等待位,这时插头就插在取料杆605上,第一取料气缸602往送料组件方向旋转,这时取料杆605的一端置于送料组件的载物台上,第二取料气缸603活塞杆缩回带动取料杆605移动,载物台对应取料杆605中间的地方设置有一凸起,在取料杆605向回缩的时候插头7就留在了载物台上,之后第一推料气610缸动作将插头7向前推,通过挤压将载物台最前方的插头7推到传送带612上,在传送带612的插头7移动经过检测件616的时候,检测件616进行检测,检测极片有没有到位,极片没有到位的不合格品,会被第二推料气缸614推出传送带612,通过第一斜面615落到不合格品框内,合格品继续移动,合格的插头7移动到底部后,第三推料气缸617会将插头推进输送座622上的输送槽内,通过第三推料气缸617不断地推插头7进来挤压前面的插头7移动,在移动到压印气620缸下方时,压印气缸620动作带动压印块621向下运动在插头7上压出印,然后通过第二斜面623落入成品框内。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (10)
1.一种安德森插头组装机,其特征在于:包括机架,所述机架包括机台,所述机架上设置有转动加工平台,所述机架的一侧设置有插头上料机构,所述插头上料机构的一侧设置有压平机构,所述机架的另一侧设置有极片预装机构,所述转动加工平台的一侧还设置有二次压料机构,所述转动加工平台的一侧设置有送料检测机构,所述送料检测机构尾部的一侧设置有压印组件;
所述转动加工平台包括一固定盘,所述固定盘下侧设置有齿轮传动箱,所述齿轮传动箱上的转动轴固定连接于固定盘中心,所述固定盘上还设置有若干个模具;
所述插头上料机构包括振动上料组件,所述振动上料组件的上端固定设置有插头供料管,所述插头供料管一端设置在转动加工平台的邻侧,所述插头供料管的上端设置有上料气缸组,所述上料气缸组包括第一上料气缸、第二上料气缸和第三上料气缸;
所述压平机构包括压平气缸,所述压平气缸活塞杆一端固定连接有压平块;
所述极片预装机构包括正极片上料组件和负极片上料组件,所述正极片上料组件和负极片上料组件之间设置有极片预装组件;
所述二次压料机构包括一压料气缸;
所述送料检测机构包括取料气缸组件,所述取料气缸组件的一侧设置有送料组件,所述送料组件的一侧设置有CCD检测件;
所述压印组件包括一压印气缸。
2.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述齿轮传动箱下侧设置有伺服电机,所述伺服电机旋转主轴上套设有主动轮,所述主动轮上套设有皮带,所述齿轮传动箱下部设置有一根贯穿齿轮传动箱的传动杆,所述传动杆的一端设置有从动轮,所述从动轮通过皮带与主动轮传动连接。
3.根据权利要求2所述的一种安德森插头组装机,其特征在于:所述齿轮传动箱下部的传动杆另一端设置有一感应轮片,所述感应轮片的一侧设置有感应器。
4.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述上料气缸组通过一上料气缸安装板固定设置在插头供料管的正上方,所述上料气缸安装板固定设置在机台上。
5.根据权利要求4所述的一种安德森插头组装机,其特征在于:所述第一上料气缸固定设置在上料气缸安装板的一侧,所述第二上料气缸垂直设置在第一上料气缸的一侧,并且第二上料气缸的缸体与第一上料气缸的活塞杆固定连接,所述第三上料气缸的底部与第二上料气缸的活塞杆固定连接,所述第三上料气缸为夹爪气缸。
6.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述正极片上料组件和负极片上料组件分别设置有供正负极片输送的极片供料管,所述极片供料管下侧均设置有激振器,所述极片供料管均连接至极片预装组件的两侧。
7.根据权利要求6所述的一种安德森插头组装机,其特征在于:所述极片预装组件包括预装组件底座,所述预装组件底座上设置有预装组件固定块,所述预装组件固定块的一侧设置有滑轨,所述预装组件固定块一侧设置有预装组件安装块,所述预装组件安装块通过一滑块和滑轨与预装组件固定块滑动连接,所述预装组件安装块上固定设置有两根预装杆,所述预装组件安装块的一侧设置有一预装气缸,所述预装气缸固定设置在预装组件固定块的一侧,所述预装气缸的活塞杆与预装组件安装板的一侧固定连接,所述预装杆的一侧对应设置有容料座,所述容料座上前后左右四个方向均开设有凹槽,所述容料座上方对应设置有感应器。
8.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述二次压料机构还包括设置在机台上的二次压料机构底座,所述二次压料机构底座上固定设置有所述的压料气缸,所述压料气缸的活塞杆上设置有两根压料杆,所述压料气缸的一侧设置有导座,所述导座上开设有供压料杆滑动的通孔。
9.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述取料气缸组件包括固定设置在机台上的取料底座,所述取料底座上部的一侧设置有第一取料气缸,所述第一取料气缸为偏转气缸,所述偏转气缸的旋转平台上固定设置有第二取料气缸,所述第二取料气缸为滑台气缸,所述第二取料气缸一侧固定设置有一取料座,所述取料座上固定设置有两根取料杆,所述送料组件通过若干组送料组件支撑板固定设置在机台上,所述送料组件包括一传送带,所述传送带的前部设置有第一推料气缸,所述传送带中部的一侧设置有第二推料气缸,与第二推料气缸相对的一侧考前位置设置有检测部件,所述传送带与第二推料气缸相对的一侧设置有第一斜面,所述传送带底部的一侧设置有第三推料气缸,所述第三推料气缸邻侧的传送带上侧设置有感应器。
10.根据权利要求1所述的一种安德森插头组装机,其特征在于:所述压印组件包括固定设置在机台上的输送座,所述输送座与第三推料气缸对应设置,所述输送座的上侧设置有压印气缸,所述压印气缸的活塞杆上设置有压印块,所述输送座的一侧设置有第二斜面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223043666.4U CN219094275U (zh) | 2022-11-16 | 2022-11-16 | 一种安德森插头组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223043666.4U CN219094275U (zh) | 2022-11-16 | 2022-11-16 | 一种安德森插头组装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219094275U true CN219094275U (zh) | 2023-05-30 |
Family
ID=86463404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223043666.4U Active CN219094275U (zh) | 2022-11-16 | 2022-11-16 | 一种安德森插头组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219094275U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984167A (zh) * | 2023-09-26 | 2023-11-03 | 四川富士电机有限公司 | 一种雨刮支架表面喷涂设备 |
-
2022
- 2022-11-16 CN CN202223043666.4U patent/CN219094275U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984167A (zh) * | 2023-09-26 | 2023-11-03 | 四川富士电机有限公司 | 一种雨刮支架表面喷涂设备 |
| CN116984167B (zh) * | 2023-09-26 | 2023-11-28 | 四川富士电机有限公司 | 一种雨刮支架表面喷涂设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211027822U (zh) | 一种板料冲压的自动化冲压装备 | |
| CN219094275U (zh) | 一种安德森插头组装机 | |
| CN109473726B (zh) | 一种方形锂离子电池整形装置 | |
| CN212350019U (zh) | 一种具有安全结构的冲压机 | |
| CN211218799U (zh) | 一种玻璃模具钻孔装置 | |
| CN210588100U (zh) | 一种金属加工用管材打孔缩口装置 | |
| CN210209366U (zh) | 大型风轮自动组装设备 | |
| CN218706747U (zh) | 一种夹紧自动翻转机构 | |
| CN215824105U (zh) | 一种冲床上下料装置 | |
| CN112886355B (zh) | 一种全自动焊锡组装生产线 | |
| CN215358060U (zh) | 压紧机构及自动化设备 | |
| CN215699477U (zh) | 一种齿轮箱固定块组件自动安装装置 | |
| CN115770939A (zh) | 电池模组翻转机构及自动点焊装置 | |
| CN214378556U (zh) | 一种电池盖帽组装机 | |
| CN112045079B (zh) | 一种多功能电力仪表的卡合件自动加工设备 | |
| CN211017694U (zh) | 一种光伏用连接器安装设备 | |
| CN218217044U (zh) | 一种卡簧机 | |
| CN215358797U (zh) | 一种冲孔机 | |
| CN219025707U (zh) | 一种电机定转子条料正反方向冲压送料机 | |
| CN216302547U (zh) | 一种多速度式模具上料装置 | |
| CN219759842U (zh) | 一种新能源电池预压设备 | |
| CN116550844B (zh) | 一种电机端盖加工用冲压装置及其冲压方法 | |
| CN110695175B (zh) | 一种用于机械冲压件的冲压设备 | |
| CN220760827U (zh) | 金属冲压用高效送料机构 | |
| CN219818734U (zh) | 一种便于进料的压装机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |