CN218929909U - 自动雷管捆把绑线机 - Google Patents
自动雷管捆把绑线机 Download PDFInfo
- Publication number
- CN218929909U CN218929909U CN202222557205.2U CN202222557205U CN218929909U CN 218929909 U CN218929909 U CN 218929909U CN 202222557205 U CN202222557205 U CN 202222557205U CN 218929909 U CN218929909 U CN 218929909U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- detonator
- tape
- assembly
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Landscapes
- Basic Packing Technique (AREA)
Abstract
本实用新型提供了一种自动雷管捆把绑线机,属于雷管包装技术领域,包括机架以及安装在所述机架内侧的抓手组件、线把收拢捆扎组件、脱模组件、捆扎组件和束管组件,所述脱模组件,用于将雷管以及线把末端的接线盒从治具盘上面脱卸出来;所述束管组件,用于实现雷管的吸附定位,以及用于将从治具盘上面脱卸出来的雷管收拢并束成把状结构;所述捆扎组件,用于将纸胶带包裹在束成把状结构的雷管外部,实现雷管的捆扎。本实用新型将使雷管中包工位变为无固定操作人员工位,有利于提升设备的自动化运转,在雷管包装这种需要减少人工,提高工作效率的自动化包装设备上具有十分重要的意义。
Description
技术领域
本实用新型属于雷管包装技术领域,具体是一种自动雷管捆把绑线机。
背景技术
在雷管包装技术领域中,在进行中包装袋时,雷管的线把是杂乱无序的,要么是靠人工进行清理摆放,效率低,中包袋装得效果也不好。
目前市场上非常少见雷管捆把绑线之类的设备,大部分是需要需要一个固定岗位的工人来在中包前面进行线束整理,或者是没有整理直接进行包装。
实用新型内容
针对上述现有技术的不足,本实用新型要解决的技术问题是提供一种自动雷管捆把绑线机。
为解决上述技术问题,本实用新型提供了如下技术方案:
一种自动雷管捆把绑线机,包括机架以及安装在所述机架内侧的抓手组件、线把收拢捆扎组件、脱模组件、捆扎组件和束管组件,
所述脱模组件,用于将雷管以及线把末端的接线盒从治具盘上面脱卸出来;
所述束管组件,用于实现雷管的吸附定位,以及用于将从治具盘上面脱卸出来的雷管收拢并束成把状结构;
所述捆扎组件,用于将纸胶带包裹在束成把状结构的雷管外部,实现雷管的捆扎;
所述抓手组件,用于对捆扎的雷管进行抓取并放入线把收拢捆扎组件;
所述线把收拢捆扎组件,用于对捆扎的雷管进行收拢,以及将捆扎的雷管部分折弯埋到线把内部。
作为本实用新型进一步的改进方案:所述脱模组件包括脱盒气缸、压紧定位气缸、阻挡定位气缸以及脱管气缸,
所述脱盒气缸用于将线把末端的接线盒自治具盘上顶离,
所述压紧定位气缸用于对治具盘进行压紧,以保证接线盒能够顺利的脱离治具盘,
所述阻挡定位气缸用于对治具盘进行定位,所述脱管气缸用于将雷管自治具盘上顶离。
作为本实用新型进一步的改进方案:所述机架上还安装有导向条,所述治具盘与所述导向条滑动配合。
作为本实用新型进一步的改进方案:所述束管组件包括第一升降气缸、第二升降气缸、气缸安装板、抓手伸缩气缸、束管抓手以及吸附磁条,
所述第一升降气缸以及第二升降气缸均安装在所述气缸安装板一侧,所述第一升降气缸用于带动所述气缸安装板运动,所述第二升降气缸输出端设置有磁条固定压板,
所述吸附磁条设置在所述磁条固定压板远离所述第二升降气缸的一侧,
所述抓手伸缩气缸安装在所述气缸安装板一侧,所述束管抓手设置在所述抓手伸缩气缸输出端。
作为本实用新型再进一步的改进方案:所述捆扎组件包括机构整体升降气缸以及设置在所述机构整体升降气缸输出端的取胶带机构、纸胶带、胶带滚轮、第一纸胶带切割机构、以及胶带压合抓手和纸胶带压紧气缸,
所述取胶带机构用于对纸胶带进行压紧,所述胶带滚轮用于对纸胶带提供支撑,
所述取胶带机构往复运动,以带动所述胶带滚轮上的纸胶带移动至纸胶带压紧气缸一侧并由所述纸胶带压紧气缸压紧,
所述第一纸胶带切割机构用于对纸胶带进行切断,以驱使纸胶带与胶带滚轮分离。
作为本实用新型再进一步的改进方案:所述取胶带机构包括取胶带夹紧气缸以及取胶带平移气缸,
所述取胶带夹紧气缸安装在所述取胶带平移气缸输出端并由所述取胶带平移气缸控制往复运动。
作为本实用新型再进一步的改进方案:所述第一纸胶带切割机构包括切纸胶带气缸以及设置在所述切纸胶带气缸输出端的切刀。
作为本实用新型再进一步的改进方案:所述抓手组件包括升降装置、平移装置以及线把抓手,
所述线把抓手安装在所述升降装置输出端经由所述升降装置控制上下移动,所述升降装置安装在所述平移装置输出端经由所述平移装置控制水平移动。
作为本实用新型再进一步的改进方案:所述线把收拢捆扎组件包括第二纸胶带切割机构、折弯机构、线把收拢机构、转运平台、平移机构、支架以及放纸胶带机构,
所述转运平台活动在所述支架一侧,所述平移机构固定安装在所述支架一侧,用于带动所述转运平台移动,
所述线把收拢机构设置在所述转运平台一侧,用于对捆扎的雷管进行收拢,
所述折弯机构安装在所述支架一侧,用于将雷管本体部分折弯埋到线把内部,
所述第二纸胶带切割机构设置在所述放纸胶带机构一侧,用于对纸胶带进行切割,
所述放纸胶带机构设置在所述支架一侧,用于对纸胶带提供支撑。
作为本实用新型再进一步的改进方案:所述第二纸胶带切割机构包括气缸以及安装在所述气缸输出端的切刀,
所述放纸胶带机构包括上放纸胶带机构以及下放纸胶带机构,所述上放纸胶带机构以及下放纸胶带机构相对分布。
与现有技术相比,本实用新型的有益效果是:
本实用新型实施例中,通过捆扎组件将雷管本体捆扎好将其绑定,规整,相比原来的传统雷管包装方式,极大的提高了雷管包装工序的效率,减少了人工的使用,由于捆绑后有很好的规整外形,将提高包装袋的利用率,提升整个包装体系的材料成本,外观方面也有很大的提升;同时在将雷管本体与线把的捆绑固定也减少了后段因为雷管的散乱摆放有可能出现的安全隐患,提升了雷管包装的安全性。本设备的使用将使雷管中包工位变为无固定操作人员工位,有利于提升设备的自动化运转,在雷管包装这种需要减少人工,提高工作效率的自动化包装设备上具有十分重要的意义。
附图说明
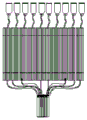
图1为本实用新型的结构示意图;
图2为本实用新型中脱模组件的结构示意图;
图3a为本实用新型中束管组件的结构示意图一;
图3b为本实用新型中束管组件的结构示意图二;
图4为本实用新型中捆扎组件的结构示意图;
图5为本实用新型中抓取组件的结构示意图;
图6为本实用新型中线把收拢捆扎组件的结构示意图;
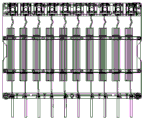
图7为本实用新型中束管捆扎后的结构示意图;
图8为本实用新型中线把收拢捆扎后的结构示意图;
图9为本实用新型中来料状态示意图;
图中:1-抓取组件、11-升降装置、12-平移装置、13-线把抓手、2-线把收拢捆扎组件、21-纸胶带切断机构、22-上放纸胶带机构、23-折弯机构、24-线把收拢机构、25-转运平台、26-平移机构、27-支架、28-下放纸胶带机构、29-折弯定位杆、3-脱模组件、31-脱盒气缸、32-压紧定位气缸、33-导向条、34-阻挡定位气缸、35-脱管气缸、4-捆扎组件、41-取胶带夹紧气缸、42-机构整体升降气缸、43-切纸胶带气缸、44-纸胶带、45-胶带滚轮、46-取胶带平移气缸、47-切刀、48-胶带压合抓手、49-纸胶带压紧气缸、5-束管组件、51-第一升降气缸、52-第二升降气缸、53-气缸安装板、54-抓手伸缩气缸、55-磁条固定压板、56-束管抓手、57-吸附磁条、6-机架。
具体实施方式
下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
请参阅图1,本实施例提供了一种自动雷管捆把绑线机,包括机架6以及安装在所述机架6内侧的抓手组件1、线把收拢捆扎组件2、脱模组件3、捆扎组件4和束管组件5,所述脱模组件3,用于将雷管以及线把末端的接线盒从治具盘上面脱卸出来;所述束管组件5,用于实现雷管的吸附定位,以及用于将从治具盘上面脱卸出来的雷管收拢并束成把状结构;所述捆扎组件4,用于将纸胶带包裹在束成把状结构的雷管外部,实现雷管的捆扎;所述抓手组件1,用于对捆扎的雷管进行抓取并放入线把收拢捆扎组件2;所述线把收拢捆扎组件2,用于对捆扎的雷管进行收拢,以及将捆扎的雷管部分折弯埋到线把内部。
在对雷管进行捆把绑线时,通过脱膜组件3将雷管以及线把末端的接线盒从治具盘上面脱卸出来(线把在治具盘上的来料状态如图9所示),随后通过束管组件5对雷管进行吸附定位以及将治具盘上面脱卸出来的雷管进行收拢并束成把状结构(如图7所示),通过捆扎组件4将纸胶带包裹至束成把状结构的雷管外部,实现雷管的捆扎固定,通过抓手组件1将捆扎后的雷管进行抓取并放入先把收拢捆扎组件2中,利用线把收拢捆扎组件2对捆扎的雷管进行收拢,再将捆扎的雷管部分弯折并埋入线把内部(如图8所示)。
请参阅图2,在一个实施例中,所述脱模组件3包括脱盒气缸31、压紧定位气缸32、阻挡定位气缸34以及脱管气缸35,所述脱盒气缸31用于将线把末端的接线盒自治具盘上顶离,所述压紧定位气缸32用于对治具盘进行压紧,以保证接线盒能够顺利的脱离治具盘,所述阻挡定位气缸34用于对治具盘进行定位,所述脱管气缸35用于将雷管自治具盘上顶离。
当治具盘带动雷管以及线把末端的接线盒移动至目标位置时,通过阻挡定位气缸进行定位,随后通过脱盒气缸31将线把末端的接线盒子治具盘上顶离,同时利用脱管气缸35将雷管自治具盘上顶离,如此,以实现雷管以及线把末端的接线盒从治具盘上面脱卸出来。
请参阅图2,在一个实施例中,所述机架6上还安装有导向条33,所述治具盘与所述导向条33滑动配合。
请参阅图3a以及图3b,在一个实施例中,所述束管组件5包括第一升降气缸51、第二升降气缸52、气缸安装板53、抓手伸缩气缸54、束管抓手56以及吸附磁条57,所述第一升降气缸51以及第二升降气缸52均安装在所述气缸安装板53一侧,所述第一升降气缸51用于带动所述气缸安装板53运动,所述第二升降气缸52输出端设置有磁条固定压板55,所述吸附磁条57设置在所述磁条固定压板55远离所述第二升降气缸52的一侧,所述抓手伸缩气缸54安装在所述气缸安装板53一侧,所述束管抓手56设置在所述抓手伸缩气缸54输出端。
通过第二升降气缸52带动磁条固定压板55向下移动,进而带动吸附磁条57向下移动,以对雷管进行吸附,实现雷管的定位,随后抓手伸缩气缸54带动束管抓手56移动,当束管抓手56移动至脱卸出料的雷管侧方时,束管抓手56抓取雷管,以将雷管束成把状结构。
请参阅图4,在一个实施例中,所述捆扎组件4包括机构整体升降气缸42以及设置在所述机构整体升降气缸42输出端的取胶带机构、纸胶带44、胶带滚轮45、第一纸胶带切割机构、以及胶带压合抓手48和纸胶带压紧气缸49,所述取胶带机构用于对纸胶带44进行压紧,所述胶带滚轮45用于对纸胶带44提供支撑,所述取胶带机构往复运动,以带动所述胶带滚轮45上的纸胶带44移动至纸胶带压紧气缸49一侧并由所述纸胶带压紧气缸49压紧,所述第一纸胶带切割机构用于对纸胶带44进行切断,以驱使纸胶带44与胶带滚轮45分离。
当束管抓手56抓取雷管,以将雷管束成把状结构后,取胶带机构带动纸胶带44移动至纸胶带压紧气缸49一侧,通过纸胶带压紧气缸49对纸胶带44进行压紧,随后通过机构整体升降气缸42带动整体上升,此时纸胶带44对经由束管抓手56所抓取的雷管进行包覆并定位到束管抓手56中心位置,配合胶带压合抓手48对束成把状结构的雷管压合,将纸胶带44压合至雷管外部,实现雷管的捆扎。
请参阅图4,在一个实施例中,所述取胶带机构包括取胶带夹紧气缸41以及取胶带平移气缸46,所述取胶带夹紧气缸41安装在所述取胶带平移气缸46输出端并由所述取胶带平移气缸46控制往复运动,通过取胶带平移气缸46控制取胶带夹紧气缸41移动至胶带滚轮45一侧,此时取胶带夹紧气缸41对胶带滚轮45上的纸胶带44进行夹取,随后取胶带平移气缸46控制取胶带夹紧气缸41返回,以牵引纸胶带44移动至纸胶带压紧气缸49一侧并由纸胶带压紧气缸49进行压紧,此时纸胶带44可平直分布在胶带压合抓手48一侧。
请参阅图4,在一个实施例中,所述第一纸胶带切割机构包括切纸胶带气缸43以及设置在所述切纸胶带气缸43输出端的切刀47。
当胶带压合抓手48对束成把状结构的雷管进行压合,并将纸胶带44压合至雷管外部后,切纸胶带气缸43带动切刀47伸长,以对纸胶带44进行切断,使得包覆在雷管外部的纸胶带44与胶带滚轮45外部的纸胶带44分离。
请参阅图5,在一个实施例中,所述抓手组件1包括升降装置11、平移装置12以及线把抓手13,所述线把抓手13安装在所述升降装置11输出端经由所述升降装置11控制上下移动,所述升降装置11安装在所述平移装置12输出端经由所述平移装置12控制水平移动。
通过升降装置11带动线把抓手13向下移动,当线把抓手13移动至捆扎后的雷管外侧时,对雷管进行抓取,随后升降装置11带动线把抓手13上移,利用平移装置12带动升降装置11、线把抓手13以及所抓取的雷管平移,以将雷管转移至收拢捆扎组件2中。
在一个实施例中,所述升降装置11可以是气缸,也可以是直线电机,此处不做限制,所述平移装置12可以是直线电机,也可以是气缸,此处不做限制。
请参阅图6,在一个实施例中,所述线把收拢捆扎组件2包括第二纸胶带切割机构、折弯机构23、线把收拢机构24、转运平台25、平移机构26、支架27以及放纸胶带机构,所述转运平台25活动在所述支架27一侧,所述平移机构27固定安装在所述支架27一侧,用于带动所述转运平台25移动,所述线把收拢机构24设置在所述转运平台25一侧,用于对捆扎的雷管进行收拢,所述折弯机构23安装在所述支架27一侧,用于将雷管本体部分折弯埋到线把内部,所述第二纸胶带切割机构设置在所述放纸胶带机构一侧,用于对纸胶带进行切割,所述放纸胶带机构设置在所述支架27一侧,用于对纸胶带提供支撑。
通过线把收拢机构24对捆扎的雷管进行收拢,通过放纸胶带机构对纸胶带提供支撑,以对捆扎的雷管进行包覆,随后通过折弯机构23对收拢的雷管进行折弯处理,使得雷管本体部分折弯并埋入带线把内部,最后通过第二纸胶带切割机构对纸胶带进行切断即可。
请参阅图6,在一个实施例中,所述第二纸胶带切割机构包括气缸以及安装在所述气缸输出端的切刀,所述放纸胶带机构包括上放纸胶带机构以及下放纸胶带机构,所述上放纸胶带机构以及下放纸胶带机构相对分布,经由上放纸胶带机构以及下放纸胶带机构支撑的纸胶带分布于雷管的上下两侧,实现雷管的全面包覆。
本实用新型改用雷管捆把绑线机后,能将一定数量(5发、10发、或其他数量)的雷管进行雷管束管捆把,线束捆绑,可以达到每18秒1个中包或则更快。捆把过后的雷管整体看起来更美观形状规则,为进行下一道工序做了很好的预处理,极高的提升了工作效率以及后端工序的稳定性。而且在此工位用自动化设备代替了人工,减少了人员的介入,极大的提升了雷管包装的安全性,对雷管包装整线的包装自动化、无人化整改做出了一个非常大提升。
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
Claims (10)
1.一种自动雷管捆把绑线机,其特征在于,包括机架以及安装在所述机架内侧的抓手组件、线把收拢捆扎组件、脱模组件、捆扎组件和束管组件,
所述脱模组件,用于将雷管以及线把末端的接线盒从治具盘上面脱卸出来;
所述束管组件,用于实现雷管的吸附定位,以及用于将从治具盘上面脱卸出来的雷管收拢并束成把状结构;
所述捆扎组件,用于将纸胶带包裹在束成把状结构的雷管外部,实现雷管的捆扎;
所述抓手组件,用于对捆扎的雷管进行抓取并放入线把收拢捆扎组件;
所述线把收拢捆扎组件,用于对捆扎的雷管进行收拢,以及将捆扎的雷管部分折弯埋到线把内部。
2.根据权利要求1所述的一种自动雷管捆把绑线机,其特征在于,所述脱模组件包括脱盒气缸、压紧定位气缸、阻挡定位气缸以及脱管气缸,
所述脱盒气缸用于将线把末端的接线盒自治具盘上顶离,
所述压紧定位气缸用于对治具盘进行压紧,以保证接线盒能够顺利的脱离治具盘,
所述阻挡定位气缸用于对治具盘进行定位,所述脱管气缸用于将雷管自治具盘上顶离。
3.根据权利要求2所述的一种自动雷管捆把绑线机,其特征在于,所述机架上还安装有导向条,所述治具盘与所述导向条滑动配合。
4.根据权利要求1所述的一种自动雷管捆把绑线机,其特征在于,所述束管组件包括第一升降气缸、第二升降气缸、气缸安装板、抓手伸缩气缸、束管抓手以及吸附磁条,
所述第一升降气缸以及第二升降气缸均安装在所述气缸安装板一侧,所述第一升降气缸用于带动所述气缸安装板运动,所述第二升降气缸输出端设置有磁条固定压板,
所述吸附磁条设置在所述磁条固定压板远离所述第二升降气缸的一侧,
所述抓手伸缩气缸安装在所述气缸安装板一侧,所述束管抓手设置在所述抓手伸缩气缸输出端。
5.根据权利要求1所述的一种自动雷管捆把绑线机,其特征在于,所述捆扎组件包括机构整体升降气缸以及设置在所述机构整体升降气缸输出端的取胶带机构、纸胶带、胶带滚轮、第一纸胶带切割机构、以及胶带压合抓手和纸胶带压紧气缸,
所述取胶带机构用于对纸胶带进行压紧,所述胶带滚轮用于对纸胶带提供支撑,
所述取胶带机构往复运动,以带动所述胶带滚轮上的纸胶带移动至纸胶带压紧气缸一侧并由所述纸胶带压紧气缸压紧,
所述第一纸胶带切割机构用于对纸胶带进行切断,以驱使纸胶带与胶带滚轮分离。
6.根据权利要求5所述的一种自动雷管捆把绑线机,其特征在于,所述取胶带机构包括取胶带夹紧气缸以及取胶带平移气缸,
所述取胶带夹紧气缸安装在所述取胶带平移气缸输出端并由所述取胶带平移气缸控制往复运动。
7.根据权利要求5所述的一种自动雷管捆把绑线机,其特征在于,所述第一纸胶带切割机构包括切纸胶带气缸以及设置在所述切纸胶带气缸输出端的切刀。
8.根据权利要求1所述的一种自动雷管捆把绑线机,其特征在于,所述抓手组件包括升降装置、平移装置以及线把抓手,
所述线把抓手安装在所述升降装置输出端经由所述升降装置控制上下移动,所述升降装置安装在所述平移装置输出端经由所述平移装置控制水平移动。
9.根据权利要求1所述的一种自动雷管捆把绑线机,其特征在于,所述线把收拢捆扎组件包括第二纸胶带切割机构、折弯机构、线把收拢机构、转运平台、平移机构、支架以及放纸胶带机构,
所述转运平台活动在所述支架一侧,所述平移机构固定安装在所述支架一侧,用于带动所述转运平台移动,
所述线把收拢机构设置在所述转运平台一侧,用于对捆扎的雷管进行收拢,
所述折弯机构安装在所述支架一侧,用于将雷管本体部分折弯埋到线把内部,
所述第二纸胶带切割机构设置在所述放纸胶带机构一侧,用于对纸胶带进行切割,
所述放纸胶带机构设置在所述支架一侧,用于对纸胶带提供支撑。
10.根据权利要求9所述的一种自动雷管捆把绑线机,其特征在于,所述第二纸胶带切割机构包括气缸以及安装在所述气缸输出端的切刀,
所述放纸胶带机构包括上放纸胶带机构以及下放纸胶带机构,所述上放纸胶带机构以及下放纸胶带机构相对分布。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222557205.2U CN218929909U (zh) | 2022-09-27 | 2022-09-27 | 自动雷管捆把绑线机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222557205.2U CN218929909U (zh) | 2022-09-27 | 2022-09-27 | 自动雷管捆把绑线机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218929909U true CN218929909U (zh) | 2023-04-28 |
Family
ID=86088278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222557205.2U Active CN218929909U (zh) | 2022-09-27 | 2022-09-27 | 自动雷管捆把绑线机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218929909U (zh) |
-
2022
- 2022-09-27 CN CN202222557205.2U patent/CN218929909U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213354963U (zh) | 一种线缆自动捆扎装置 | |
| CN210592589U (zh) | 多条管材包装系统 | |
| CN212891346U (zh) | 一种电线电缆缠绕捆扎设备 | |
| CN107244439B (zh) | 一种棉包免缝包自动包装系统及方法 | |
| CN218929909U (zh) | 自动雷管捆把绑线机 | |
| CN108146755B (zh) | 一种针对捆包线缆的自动化拆捆设备 | |
| CN112093106B (zh) | 自动捆扎机 | |
| CN113838949A (zh) | 一种太阳能板引出线放置机 | |
| CN207116229U (zh) | 一种变压器穿套管绕线包胶带机 | |
| CN117818958A (zh) | 自动雷管捆把绑线机 | |
| CN214986289U (zh) | 一种长条料自动分段捆扎设备 | |
| CN215323439U (zh) | 一种条料自动捆扎装置 | |
| CN215399515U (zh) | 一种绕线扎线成捆一体机 | |
| CN210619874U (zh) | 一种导线扎线装置 | |
| CN210284883U (zh) | 一种管材捆扎装置 | |
| CN111792079B (zh) | 一种铁丝自动捆绑机构 | |
| CN212922106U (zh) | 一种铁丝捆绑机构 | |
| CN212738617U (zh) | 一种多带捆扎机 | |
| CN211728233U (zh) | 流苏扎紧穿入车把套设备 | |
| CN221024414U (zh) | 一种光伏线缆绕线机用下料扎带结构 | |
| CN217994884U (zh) | 一种自动打结机 | |
| CN217375003U (zh) | 线缆捆扎装置 | |
| CN217945623U (zh) | 全自动捆扎设备 | |
| CN217375002U (zh) | 线缆扎线捆扎设备 | |
| CN217730886U (zh) | 自动热缩扎捆设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |