CN217569724U - 一种不规则产品的一体化上料、定位、测量设备 - Google Patents
一种不规则产品的一体化上料、定位、测量设备 Download PDFInfo
- Publication number
- CN217569724U CN217569724U CN202220822677.3U CN202220822677U CN217569724U CN 217569724 U CN217569724 U CN 217569724U CN 202220822677 U CN202220822677 U CN 202220822677U CN 217569724 U CN217569724 U CN 217569724U
- Authority
- CN
- China
- Prior art keywords
- unit
- positioning
- measuring
- hand brake
- platform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
一种不规则产品的一体化上料、定位、测量设备,包括自动输送带、龙门架体、手刹器进料导向单元、手刹器阻断单元、上料升降驱动单元、手刹器翻转上料单元、尺寸测量平台、初排料盒、手刹器定位平台、尺寸测量上料单元、尺寸测量单元和尺寸不合格排料单元,尺寸测量上料单元可在手刹器翻转上料单元、初排料盒、手刹器定位平台、尺寸测量单元和尺寸不合格排料单元之间转运待测手刹器。本实用新型的不规则产品的一体化上料、定位、测量设备,易于实现不规则产品的多点位的测量产品尺寸,可广泛嵌入各种装配设备,无缝衔接各装配工序,合理利用空间,有效降低场地成本;实现连续产品的自动化装配,合理降低人工成本;产品装配过程稳定高效。
Description
技术领域
本实用新型属于先进生产制造及自动化技术领域,具体地,涉及一种不规则产品的一体化上料、定位、测量设备。
背景技术
电子手刹是由电子控制方式实现停车制动的技术,其工作原理与机械式手刹相同,均是通过刹车盘与刹车片产生的摩擦力来达到控制停车制动。电子手刹器的装配过程中,常用的装配工艺有:清洗、平衡、螺纹联接、过盈配合联接、胶接、校正等。此外,还可应用其他装配工艺,如焊接、铆接、滚边、压圈和浇铸联接等,以满足各种不同产品结构的需要。传统的装配方法对不同的产品都有其优势,但是都不适用于我们不规则产品的组装。
在这种不规则的电子手刹器装配过程中,需要进行电子手刹器外形尺寸的测量。传统的测量方法主要是使用人力对待测物体进行检测,但是对电子手刹器而言,使用传统的测量方法进行检测显然工作效率极低,并且很难测得准确的数据。
目前,诸如基于机器视觉的测量方法、排水法、超声波测量法、激光扫描法等智能测量方法越来越多的应用于产品外形尺寸检测。但上述测量方法均不同程度的存在一些弊端,例如:会对被测物体造成一定程度的损害,测量过程不方便,仪器价格昂贵,设备操作复杂,测量数据不准确等等诸多问题。
实用新型内容
实用新型目的:本实用新型的目的是提供一种不规则产品的一体化上料、定位、测量设备,解决了现有的检测技术手段对于不规则的电子手刹器在检测过程中,检测数据不准确,或者采用大型精密测量设备,造价昂贵,并且不能与电子手刹器装配线进行良好匹配,造成电子手刹器在装配过程中,由于尺寸测量设备的限制,造成存在很大局限性的问题。
技术方案:本实用新型提供了一种不规则产品的一体化上料、定位、测量设备,包括自动输送带、龙门架体、手刹器进料导向单元、手刹器阻断单元、上料升降驱动单元、手刹器翻转上料单元、尺寸测量平台、初排料盒、手刹器定位平台、尺寸测量上料单元、尺寸测量单元和尺寸不合格排料单元,所述龙门架体和尺寸测量平台均跨设在自动输送带上,并且尺寸测量平台位于龙门架体沿自动输送带输送方向的后方,所述自动输送带上设有一组待测手刹器,所述手刹器进料导向单元设置在龙门架体上,并且手刹器进料导向单元位于龙门架体靠近自动输送带起始端的一侧,所述手刹器阻断单元设置在龙门架体上,并且手刹器阻断单元位于自动输送带的上方,所述手刹器阻断单元位于手刹器进料导向单元沿自动输送带输送方向的后方,所述上料升降驱动单元设置在龙门架体上,并且上料升降驱动单元位于龙门架体靠近自动输送带末端的一侧,所述手刹器翻转上料单元和上料升降驱动单元连接,并且手刹器翻转上料单元位于手刹器阻断单元的正上方,所述初排料盒、手刹器定位平台、尺寸测量上料单元、尺寸测量单元和尺寸不合格排料单元均设置在尺寸测量平台上,所述初排料盒和手刹器翻转上料单元正对设置,所述手刹器定位平台位于初排料盒的一侧,所述尺寸测量上料单元可在手刹器翻转上料单元、初排料盒、手刹器定位平台、尺寸测量单元和尺寸不合格排料单元之间转运待测手刹器。本实用新型的不规则产品的一体化上料、定位、测量设备,易于实现不规则产品的多点位的测量产品尺寸的机构,应用于塑料装配领域,其是一种电子手刹器的装配过程,此结构可广泛嵌入各种装配设备,无缝衔接各装配工序,合理利用空间,有效降低场地成本;实现连续产品的自动化装配,合理降低人工成本;产品装配过程稳定高效,并且其具有结构合理。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述尺寸测量平台与手刹器翻转上料单元正对位置处的一侧设有矩形开口,所述初排料盒设置在矩形开口位置处。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述手刹器定位平台包括一组支撑柱、定位平台、固定定位块、定位驱动气缸一、定位驱动气缸二、定位驱动气缸三、活动定位块一、活动定位块二、活动定位块三和垫块,所述一组支撑柱的下端部固定设置在尺寸测量平台的上台面上,所述定位平台和一组支撑柱的上端部连接,所述固定定位块和垫块均固定设置在定位平台的上端面上,并且固定定位块和垫块正对设置,所述固定定位块、活动定位块一、活动定位块二和活动定位块三分别位于矩形截面的四个边的位置上,所述活动定位块一与垫块同侧,所述活动定位块二和活动定位块三相对设置,所述定位驱动气缸一、定位驱动气缸二和定位驱动气缸三均固定设置在定位平台的下端面上,所述活动定位块二和定位驱动气缸一的活塞杆连接,所述活动定位块二和定位驱动气缸二的活塞杆连接,所述活动定位块三和定位驱动气缸三的活塞杆连接,所述待测手刹器的一端与固定定位块相抵,并且待测手刹器另一端的下端面置于垫块上,所述待测手刹器设置在固定定位块、活动定位块一、活动定位块二和活动定位块三所围范围内。为了实现不规则产品的尺寸测量,本机构利用产品外形尺寸,制作仿形夹具,通过气缸滑台运动来实现快速定位产品。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述尺寸测量上料单元包括支撑架、X轴线性模组、Y轴线性模组、取料升降驱动气缸、取料吸盘和取料吸盘安装板,所述支撑架固定设置在尺寸测量平台的上台面上,所述X轴线性模组设置在支撑架上,所述Y轴线性模组和X轴线性模组连接,所述取料升降驱动气缸和Y轴线性模组连接,所述取料吸盘安装板和取料升降驱动气缸的活塞杆连接,所述取料吸盘设置在取料吸盘安装板上,所述X轴线性模组、Y轴线性模组、取料升降驱动气缸可驱动取料吸盘吸附住手刹器翻转上料单元上的待测手刹器。同时运行两组伺服电机带动丝杆,运行到需要测量产品尺寸的X和Y轴位置,通过高精度位移传感器来接触产品,测量产品不同位置的尺寸。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述尺寸测量单元包括测量支撑横梁、手刹器定位夹具、高度测量驱动气缸、长度测量驱动气缸、高度测量位移传感器、长度测量位移传感器、高度传感器安装座和长度传感器安装座,所述测量支撑横梁和Y轴线性模组连接,所述手刹器定位夹具固定设置在尺寸测量平台的上台面上,并且手刹器定位夹具上设有待测手刹器,所述高度测量驱动气缸和测量支撑横梁连接,所述高度传感器安装座和高度测量驱动气缸的活塞杆连接,所述高度测量位移传感器设置在高度传感器安装座上,并且高度测量位移传感器位于待测手刹器的上方,所述高度测量位移传感器的测试头与待测手刹器相接触,所述长度测量驱动气缸固定设置在尺寸测量平台的上台面上,所述长度传感器安装座和长度测量驱动气缸的活塞杆连接,所述长度测量位移传感器设置在长度传感器安装座上,所述长度测量驱动气缸可驱动长度测量位移传感器与待测手刹器的外壁相接触。高度测量位移传感器和长度测量位移传感器基恩士高精度位移传感器。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述手刹器定位夹具包括定位水平驱动气缸、夹具安装板、定位竖直驱动气缸、定位压头、定位压头安装板、夹具支撑座和一组产品测量定位块,所述定位水平驱动气缸和夹具支撑座均固定设置在尺寸测量平台的上台面上,所述夹具安装板和定位水平驱动气缸连接,所述定位竖直驱动气缸固定设置在夹具安装板的竖直侧壁上,所述定位压头安装板和定位竖直驱动气缸连接,所述定位压头和定位压头安装板连接,并且定位压头可与待测手刹器的内壁相接触,所述一组产品测量定位块固定设置在夹具支撑座的上端面上,并且一组产品测量定位块上设有待测手刹器。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述尺寸不合格排料单元包括不合格品接料盒、水平直线导轨、水平滑板和排料驱动气缸,所述水平直线导轨固定设置在尺寸测量平台的上台面上,所述排料驱动气缸设置在尺寸测量平台的下台面上,并且排料驱动气缸的活塞杆和水平滑板连接,所述水平滑板和水平直线导轨滑动连接,所述不合格品接料盒和水平滑板的上端面连接,所述尺寸测量平台的上台面上设有合格品排料孔,所述合格品排料孔设有合格品排料通道,所述合格品排料通道的出料口位于自动输送带的正上方。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述手刹器进料导向单元包括导向驱动单元、水平直线滑轨一、导向板一、导向板二、导向板一支架和导向板二支架,所述导向驱动单元和水平直线滑轨一均设置在龙门架体上,所述导向驱动单元与导向板一支架和导向板二支架连接,并且导向板一支架和导向板二支架与水平直线滑轨一滑动连接,所述导向板一支架和导向板二支架对称设置,所述导向板一和导向板二对称设置,并且导向板一和导向板二位于自动输送带的上方,所述导向板一的一端和导向板一支架连接,所述导向板二的一端和导向板二支架连接。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述手刹器阻断单元包括U型支架、两块对称设置的限位板和阻断板,所述U型支架和龙门架体固定连接,所述两块对称设置的限位板均与U型支架的下端部固定连接,并且两块对称设置的限位板位于导向板一和导向板二远离自动输送带的一侧,所述阻断板设置在两块对称设置的限位板之间,并且阻断板位于两块对称设置的限位板远离导向板一和导向板二的一端,所述两块对称设置的限位板和阻断板之间形成U型限位槽,并且U型限位槽位于导向板一和导向板二之间,所述两块对称设置的限位板和阻断板位于自动输送带上方,所述U型限位槽内设有待测手刹器,所述手刹器翻转上料单元位于U型限位槽内待测手刹器的正上方。
进一步的,上述的不规则产品的一体化上料、定位、测量设备,所述手刹器翻转上料单元包括旋转气缸一、直角安装板、旋转气缸二、吸盘安装板和一组上料吸盘,所述旋转气缸一和竖直滑板固定连接,所述直角安装板的一个竖直面和旋转气缸一连接,所述旋转气缸二设置在直角安装板的另一个竖直面上,并且旋转气缸二和吸盘安装板连接,所述一组上料吸盘设置在吸盘安装板上,并且一组上料吸盘位于U型限位槽内待测手刹器的正上方,所述一组上料吸盘可吸附U型限位槽内待测手刹器。
上述技术方案可以看出,本实用新型具有如下有益效果:本实用新型所述的不规则产品的一体化上料、定位、测量设备,具有如下优点:
1、测量不规格产品的尺寸,此结构可广泛嵌入各种装配测量产品尺寸。
2、实现连续产品的自动化装配,合理降低人工成本。
3、产品测量数据过程中稳定性高。
附图说明
图1为本实用新型所述不规则产品的一体化上料、定位、测量设备的整体结构示意图;
图2为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图一;
图3为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图二;
图4为本实用新型所述测试平台的结构示意图;
图5为本实用新型所述手刹器定位平台的结构示意图一;
图6为本实用新型所述手刹器定位平台的结构示意图二;
图7为本实用新型所述手刹器定位平台的结构示意图三;
图8为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图三;
图9为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图四;
图10为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图五;
图11为本实用新型所述不规则产品的一体化上料、定位、测量设备的局部结构示意图六;
图12为本实用新型所述手刹器定位夹具的结构示意图一;
图13为本实用新型所述手刹器定位夹具的结构示意图二;
图14为本实用新型所述手刹器进料导向单元的结构示意图;
图15为本实用新型所述导向驱动单元的结构示意图;
图16为本实用新型所述手刹器阻断单元、上料升降驱动单元和手刹器翻转上料单元的结构示意图一;
图17为本实用新型所述手刹器阻断单元、上料升降驱动单元和手刹器翻转上料单元的结构示意图二。
图中:自动输送带1、龙门架体2、竖直安装板二21、进料导向缓冲器22、手刹器进料导向单元3、导向驱动单元31、导向主动轮311、导向从动轮312、导向齿轮带313、齿轮带夹板一314、齿轮带夹板二315、水平直线滑轨一32、导向板一33、倾斜面一331、导向板二34、导向板一支架35、水平滑块一351、缓冲块352、导向板二支架36、手刹器阻断单元4、U型支架41、限位板42、阻断板43、U型限位槽44、上料升降驱动单元5、升降安装板51、升降驱动气缸52、竖直导轨53、竖直滑板54、手刹器翻转上料单元6、旋转气缸一61、直角安装板62、旋转气缸二63、吸盘安装板64、上料吸盘65、矩形开口800、尺寸测量平台801、初排料盒802、手刹器定位平台803、尺寸测量上料单元804、尺寸测量单元805、尺寸不合格排料单元806、支撑柱807、定位平台808、固定定位块809、定位驱动气缸一810、定位驱动气缸二811、定位驱动气缸三812、活动定位块一813、活动定位块二814、活动定位块三815、垫块816、支撑架817、X轴线性模组818、Y轴线性模组819、取料升降驱动气缸820、取料吸盘821、取料吸盘安装板822、测量支撑横梁823、手刹器定位夹具824、高度测量驱动气缸825、长度测量驱动气缸826、高度测量位移传感器827、长度测量位移传感器828、高度传感器安装座829、长度传感器安装座830、定位水平驱动气缸831、夹具安装板832、定位竖直驱动气缸833、定位压头834、定位压头安装板835、不合格品接料盒836、水平直线导轨837、水平滑板838、排料驱动气缸839、合格品排料孔840、合格品排料通道841、夹具支撑座842、产品测量定位块843。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
实施例
如图1-3所示的不规则产品的一体化上料、定位、测量设备,包括自动输送带1、龙门架体2、手刹器进料导向单元3、手刹器阻断单元4、上料升降驱动单元5、手刹器翻转上料单元6、尺寸测量平台801、初排料盒802、手刹器定位平台803、尺寸测量上料单元804、尺寸测量单元805和尺寸不合格排料单元806,所述龙门架体2和尺寸测量平台801均跨设在自动输送带1上,并且尺寸测量平台801位于龙门架体2沿自动输送带1输送方向的后方,所述自动输送带1上设有一组待测手刹器,所述手刹器进料导向单元3设置在龙门架体2上,并且手刹器进料导向单元3位于龙门架体2靠近自动输送带1起始端的一侧,所述手刹器阻断单元4设置在龙门架体2上,并且手刹器阻断单元4位于自动输送带1的上方,所述手刹器阻断单元4位于手刹器进料导向单元3沿自动输送带1输送方向的后方,所述上料升降驱动单元5设置在龙门架体2上,并且上料升降驱动单元5位于龙门架体2靠近自动输送带1末端的一侧,所述手刹器翻转上料单元6和上料升降驱动单元5连接,并且手刹器翻转上料单元6位于手刹器阻断单元4的正上方,所述初排料盒802、手刹器定位平台803、尺寸测量上料单元804、尺寸测量单元805和尺寸不合格排料单元806均设置在尺寸测量平台801上,所述初排料盒802和手刹器翻转上料单元6正对设置,所述手刹器定位平台803位于初排料盒802的一侧,所述尺寸测量上料单元804可在手刹器翻转上料单元6、初排料盒802、手刹器定位平台803、尺寸测量单元805和尺寸不合格排料单元806之间转运待测手刹器。
如图4所示的尺寸测量平台801与手刹器翻转上料单元6正对位置处的一侧设有矩形开口800,所述初排料盒802设置在矩形开口800位置处。
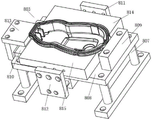
如图5-7所示的手刹器定位平台803包括一组支撑柱807、定位平台808、固定定位块809、定位驱动气缸一810、定位驱动气缸二811、定位驱动气缸三812、活动定位块一813、活动定位块二814、活动定位块三815和垫块816,所述一组支撑柱807的下端部固定设置在尺寸测量平台801的上台面上,所述定位平台808和一组支撑柱807的上端部连接,所述固定定位块809和垫块816均固定设置在定位平台808的上端面上,并且固定定位块809和垫块816正对设置,所述固定定位块809、活动定位块一813、活动定位块二814和活动定位块三815分别位于矩形截面的四个边的位置上,所述活动定位块一813与垫块816同侧,所述活动定位块二814和活动定位块三815相对设置,所述定位驱动气缸一810、定位驱动气缸二811和定位驱动气缸三812均固定设置在定位平台808的下端面上,所述活动定位块二814和定位驱动气缸一810的活塞杆连接,所述活动定位块二814和定位驱动气缸二811的活塞杆连接,所述活动定位块三815和定位驱动气缸三812的活塞杆连接,所述待测手刹器的一端与固定定位块809相抵,并且待测手刹器另一端的下端面置于垫块816上,所述待测手刹器设置在固定定位块809、活动定位块一813、活动定位块二814和活动定位块三815所围范围内。
如图8、9所示的尺寸测量上料单元804包括支撑架817、X轴线性模组818、Y轴线性模组819、取料升降驱动气缸820、取料吸盘821和取料吸盘安装板822,所述支撑架817固定设置在尺寸测量平台801的上台面上,所述X轴线性模组818设置在支撑架817上,所述Y轴线性模组819和X轴线性模组818连接,所述取料升降驱动气缸820和Y轴线性模组819连接,所述取料吸盘安装板822和取料升降驱动气缸820的活塞杆连接,所述取料吸盘821设置在取料吸盘安装板822上,所述X轴线性模组818、Y轴线性模组819、取料升降驱动气缸820可驱动取料吸盘821吸附住手刹器翻转上料单元6上的待测手刹器。
如图10、11所示的尺寸测量单元805包括测量支撑横梁823、手刹器定位夹具824、高度测量驱动气缸825、长度测量驱动气缸826、高度测量位移传感器827、长度测量位移传感器828、高度传感器安装座829和长度传感器安装座830,所述测量支撑横梁823和Y轴线性模组819连接,所述手刹器定位夹具824固定设置在尺寸测量平台801的上台面上,并且手刹器定位夹具824上设有待测手刹器,所述高度测量驱动气缸825和测量支撑横梁823连接,所述高度传感器安装座829和高度测量驱动气缸825的活塞杆连接,所述高度测量位移传感器827设置在高度传感器安装座829上,并且高度测量位移传感器827位于待测手刹器的上方,所述高度测量位移传感器827的测试头与待测手刹器相接触,所述长度测量驱动气缸826固定设置在尺寸测量平台801的上台面上,所述长度传感器安装座830和长度测量驱动气缸826的活塞杆连接,所述长度测量位移传感器828设置在长度传感器安装座830上,所述长度测量驱动气缸826可驱动长度测量位移传感器828与待测手刹器的外壁相接触。
如图12、13所示的手刹器定位夹具824包括定位水平驱动气缸831、夹具安装板832、定位竖直驱动气缸833、定位压头834、定位压头安装板835、夹具支撑座842和一组产品测量定位块843,所述定位水平驱动气缸831和夹具支撑座842均固定设置在尺寸测量平台801的上台面上,所述夹具安装板832和定位水平驱动气缸831连接,所述定位竖直驱动气缸833固定设置在夹具安装板832的竖直侧壁上,所述定位压头安装板835和定位竖直驱动气缸833连接,所述定位压头834和定位压头安装板835连接,并且定位压头834可与待测手刹器的内壁相接触,所述一组产品测量定位块843固定设置在夹具支撑座842的上端面上,并且一组产品测量定位块843上设有待测手刹器。
如图8、9所示的尺寸不合格排料单元806包括不合格品接料盒836、水平直线导轨837、水平滑板838和排料驱动气缸839,所述水平直线导轨837固定设置在尺寸测量平台801的上台面上,所述排料驱动气缸839设置在尺寸测量平台801的下台面上,并且排料驱动气缸839的活塞杆和水平滑板838连接,所述水平滑板838和水平直线导轨837滑动连接,所述不合格品接料盒836和水平滑板838的上端面连接,所述尺寸测量平台801的上台面上设有合格品排料孔840,所述合格品排料孔840设有合格品排料通道841,所述合格品排料通道841的出料口位于自动输送带1的正上方。
如图14所示的手刹器进料导向单元3包括导向驱动单元31、水平直线滑轨一32、导向板一33、导向板二34、导向板一支架35和导向板二支架36,所述导向驱动单元31和水平直线滑轨一32均设置在龙门架体2上,所述导向驱动单元31与导向板一支架35和导向板二支架36连接,并且导向板一支架35和导向板二支架36与水平直线滑轨一32滑动连接,所述导向板一支架35和导向板二支架36对称设置,所述导向板一33和导向板二34对称设置,并且导向板一33和导向板二34位于自动输送带1的上方,所述导向板一33的一端和导向板一支架35连接,所述导向板二34的一端和导向板二支架36连接。
如图15所示的导向驱动单元31包括导向驱动电机、导向主动轮311、导向从动轮312、导向齿轮带313、齿轮带夹板一314和齿轮带夹板二315,所述导向驱动电机、导向主动轮311、导向从动轮312均设置在龙门架体2上,所述导向驱动电机的转轴和导向主动轮311连接,所述导向主动轮311通过导向齿轮带313和导向从动轮312连接,所述齿轮带夹板一314和导向齿轮带313的上层连接,所述齿轮带夹板二315和导向齿轮带313的下层连接,所述齿轮带夹板一314和齿轮带夹板二315可相互靠近或者远离,所述导向板一支架35和齿轮带夹板一314固定连接,所述导向板二支架36和齿轮带夹板二315固定连接。所述导向板一33和导向板二34相对的端面远离龙门架体2的一端均设置为倾斜面一331。所述导向板一支架35和导向板二支架36上连接有水平滑块一351,所述水平滑块一351和水平直线滑轨一32滑动连接。
此外,龙门架体2靠近自动输送带1的一侧设有竖直安装板二21,所述手刹器进料导向单元3设置在竖直安装板二21上,所述竖直安装板二21上设有进料导向缓冲器22,所述导向板一支架35上连接有缓冲块352,所述进料导向缓冲器22和缓冲块352相接触。
如图16、17所示的手刹器阻断单元4包括U型支架41、两块对称设置的限位板42和阻断板43,所述U型支架41和龙门架体2固定连接,所述两块对称设置的限位板42均与U型支架41的下端部固定连接,并且两块对称设置的限位板42位于导向板一33和导向板二34远离自动输送带1的一侧,所述阻断板43设置在两块对称设置的限位板42之间,并且阻断板43位于两块对称设置的限位板42远离导向板一33和导向板二34的一端,所述两块对称设置的限位板42和阻断板43之间形成U型限位槽44,并且U型限位槽44位于导向板一33和导向板二34之间,所述两块对称设置的限位板42和阻断板43位于自动输送带1上方,所述U型限位槽44内设有待测手刹器,所述手刹器翻转上料单元6位于U型限位槽44内待测手刹器的正上方。所述限位板42靠近导向板一33和导向板二34的一端设置为呈V字形凸头设置。
上述结构中,上料升降驱动单元5包括升降安装板51、升降驱动气缸52、两条平行设置的竖直导轨53和竖直滑板54,所述升降安装板51和龙门架体2固定连接,所述升降驱动气缸52和两条平行设置的竖直导轨53均固定设置在升降安装板51的竖直侧壁上,所述升降驱动气缸52的活塞杆和竖直滑板54连接,所述竖直滑板54和两条平行设置的竖直导轨53滑动连接,所述手刹器翻转上料单元6和竖直滑板54连接。
另外,手刹器翻转上料单元6包括旋转气缸一61、直角安装板62、旋转气缸二63、吸盘安装板64和一组上料吸盘65,所述旋转气缸一61和竖直滑板54固定连接,所述直角安装板62的一个竖直面和旋转气缸一61连接,所述旋转气缸二63设置在直角安装板62的另一个竖直面上,并且旋转气缸二63和吸盘安装板64连接,所述一组上料吸盘65设置在吸盘安装板64上,并且一组上料吸盘65位于U型限位槽44内待测手刹器的正上方,所述一组上料吸盘65可吸附U型限位槽44内待测手刹器。
本实用新型异型电子手刹器尺寸测量的上料装置的工作原理为:
自动输送带1进行手刹器的输送,导向驱动电机启动,通过导向主动轮311、导向从动轮312、导向齿轮带313的传动,使得齿轮带夹板一314和齿轮带夹板二315相向移动,导向板一33和导向板二3互相靠近,通过导向板一33和导向板二3的靠近,使得自动输送带1上随意放置的手刹器被导向板一33和导向板二3推动到自动输送带1中间位置,此时手刹器与U型限位槽44正对,随着自动输送带1的传动,将手刹器输送到U型限位槽44内,阻断板43阻止手刹器跟随自动输送带1前进,停止在U型限位槽44内,升降驱动气缸52的活塞杆伸出,推动一组上料吸盘65下降至与手刹器接触,吸盘吸附住手刹器,升降驱动气缸52的活塞杆收回一定距离,初始时,一组上料吸盘65朝下设置,旋转气缸一61启动,使得一组上料吸盘65朝向设置,由于一组上料吸盘65此时吸附这手刹器,因此手刹器被旋转气缸一61旋转朝上设置,方便供给后续工位进行尺寸测量。
本实用新型不规则产品的一体化上料、定位、测量设备的工作方法,包括如下步骤:
S1、上一个工位的手刹器输送到自动输送带1上,自动输送带1进行手刹器的输送;
S2、导向驱动电机启动,通过导向主动轮311、导向从动轮312和导向齿轮带313的传动,使得齿轮带夹板一314和齿轮带夹板二315互相靠近,从而使得导向板一33和导向板二34靠近,将自动输送带1上的手刹器拨动到与U型限位槽44正对;
S3、随着自动输送带1的输送,被摆正的手刹器穿过两块对称设置的限位板42进入U型限位槽44内,并且手刹器被阻断板43阻挡住;
S4、升降驱动气缸52的活塞杆伸出,推动手刹器翻转上料组件6下降,直至一组上料吸盘65与手刹器相接触;
S5、一组上料吸盘65吸附住手刹器,升降驱动气缸52的活塞杆收回,带动一组上料吸盘65移动至一定高度;
S6、旋转气缸一61启动,驱动直角安装板62旋转180°,从而使得处于下方的一组上料吸盘65朝向上设置,同时一组上料吸盘65上吸附的手刹器朝向上设置,旋转气缸二63调节一组上料吸盘65至指定角度;
S7、X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至一组上料吸盘65吸附的手刹器的正上方,取料升降驱动气缸820驱动取料吸盘821下降,直至取料吸盘821与一组上料吸盘65吸附的手刹器相接触,取料吸盘821吸附住手刹器,同时一组上料吸盘65将手刹器释放;
S8、控制系统根据上工位的产品信息,如果此手刹器是不合格的,则X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至初排料盒802上方,取料升降驱动气缸820驱动取料吸盘821下降将手刹器释放到初排料盒802内,将不合格品排出;
S9、控制系统根据上工位的产品信息,如果此手刹器是合格的,则X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至手刹器定位平台803;
S10、取料吸盘821将手刹器释放在固定定位块809、活动定位块一813、活动定位块二814和活动定位块三815所围其范围内,定位驱动气缸一810、定位驱动气缸二811、定位驱动气缸三812启动,进行手刹器的定位;
S11、手刹器定位完毕,X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至手刹器定位平台803,取料升降驱动气缸820驱动取料吸盘821下降吸附住手刹器定位平台803上的手刹器;
S12、X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至手刹器定位夹具824上方,取料升降驱动气缸820驱动取料吸盘821下降,并将手刹器释放在一组产品测量定位块843上;
S13、定位水平驱动气缸831和定位竖直驱动气缸833协同工作,驱动定位压头834移动至一组产品测量定位块843上放置的手刹器上方,并且将手刹器压紧;
S14、高度测量驱动气缸825驱动高度测量位移传感器827接触手刹器检测产品高度的尺寸;
S15、长度测量驱动气缸826驱动长度测量位移传感器828接触手刹器测量产品长度的尺寸;
S16、高度和长度尺寸测量完毕,定位水平驱动气缸831和定位竖直驱动气缸833协同工作,驱动定位压头834离开手刹器;
S17、X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至一组产品测量定位块843上的手刹器上方,取料升降驱动气缸820驱动取料吸盘821下降,并且取料吸盘821吸附住测量完毕的手刹器;
S18、对于测量尺寸合格的产品,X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至合格品排料孔840上方,取料吸盘821将产品释放,手刹器通过合格品排料通道841落在自动输送带1上,自动输送带1将手刹器输送至下一个工位;
S19、对于测量尺寸不合格的产品,X轴线性模组818和Y轴线性模组819同步驱动取料吸盘821移动至不合格品接料盒836上方,取料吸盘821将产品释放,手刹器落在不合格品接料盒836上,排料驱动气缸839驱动不合格品接料盒836移动至不合格品回收区,将不合格品回收。
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
Claims (10)
1.一种不规则产品的一体化上料、定位、测量设备,其特征在于:包括自动输送带(1)、龙门架体(2)、手刹器进料导向单元(3)、手刹器阻断单元(4)、上料升降驱动单元(5)、手刹器翻转上料单元(6)、尺寸测量平台(801)、初排料盒(802)、手刹器定位平台(803)、尺寸测量上料单元(804)、尺寸测量单元(805)和尺寸不合格排料单元(806),所述龙门架体(2)和尺寸测量平台(801)均跨设在自动输送带(1)上,并且尺寸测量平台(801)位于龙门架体(2)沿自动输送带(1)输送方向的后方,所述自动输送带(1)上设有一组待测手刹器,所述手刹器进料导向单元(3)设置在龙门架体(2)上,并且手刹器进料导向单元(3)位于龙门架体(2)靠近自动输送带(1)起始端的一侧,所述手刹器阻断单元(4)设置在龙门架体(2)上,并且手刹器阻断单元(4)位于自动输送带(1)的上方,所述手刹器阻断单元(4)位于手刹器进料导向单元(3)沿自动输送带(1)输送方向的后方,所述上料升降驱动单元(5)设置在龙门架体(2)上,并且上料升降驱动单元(5)位于龙门架体(2)靠近自动输送带(1)末端的一侧,所述手刹器翻转上料单元(6)和上料升降驱动单元(5)连接,并且手刹器翻转上料单元(6)位于手刹器阻断单元(4)的正上方,所述初排料盒(802)、手刹器定位平台(803)、尺寸测量上料单元(804)、尺寸测量单元(805)和尺寸不合格排料单元(806)均设置在尺寸测量平台(801)上,所述初排料盒(802)和手刹器翻转上料单元(6)正对设置,所述手刹器定位平台(803)位于初排料盒(802)的一侧,所述尺寸测量上料单元(804)可在手刹器翻转上料单元(6)、初排料盒(802)、手刹器定位平台(803)、尺寸测量单元(805)和尺寸不合格排料单元(806)之间转运待测手刹器。
2.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述尺寸测量平台(801)与手刹器翻转上料单元(6)正对位置处的一侧设有矩形开口(800),所述初排料盒(802)设置在矩形开口(800)位置处。
3.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述手刹器定位平台(803)包括一组支撑柱(807)、定位平台(808)、固定定位块(809)、定位驱动气缸一(810)、定位驱动气缸二(811)、定位驱动气缸三(812)、活动定位块一(813)、活动定位块二(814)、活动定位块三(815)和垫块(816),所述一组支撑柱(807)的下端部固定设置在尺寸测量平台(801)的上台面上,所述定位平台(808)和一组支撑柱(807)的上端部连接,所述固定定位块(809)和垫块(816)均固定设置在定位平台(808)的上端面上,并且固定定位块(809)和垫块(816)正对设置,所述固定定位块(809)、活动定位块一(813)、活动定位块二(814)和活动定位块三(815)分别位于矩形截面的四个边的位置上,所述活动定位块一(813)与垫块(816)同侧,所述活动定位块二(814)和活动定位块三(815)相对设置,所述定位驱动气缸一(810)、定位驱动气缸二(811)和定位驱动气缸三(812)均固定设置在定位平台(808)的下端面上,所述活动定位块二(814)和定位驱动气缸一(810)的活塞杆连接,所述活动定位块二(814)和定位驱动气缸二(811)的活塞杆连接,所述活动定位块三(815)和定位驱动气缸三(812)的活塞杆连接,所述待测手刹器的一端与固定定位块(809)相抵,并且待测手刹器另一端的下端面置于垫块(816)上,所述待测手刹器设置在固定定位块(809)、活动定位块一(813)、活动定位块二(814)和活动定位块三(815)所围范围内。
4.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述尺寸测量上料单元(804)包括支撑架(817)、X轴线性模组(818)、Y轴线性模组(819)、取料升降驱动气缸(820)、取料吸盘(821)和取料吸盘安装板(822),所述支撑架(817)固定设置在尺寸测量平台(801)的上台面上,所述X轴线性模组(818)设置在支撑架(817)上,所述Y轴线性模组(819)和X轴线性模组(818)连接,所述取料升降驱动气缸(820)和Y轴线性模组(819)连接,所述取料吸盘安装板(822)和取料升降驱动气缸(820)的活塞杆连接,所述取料吸盘(821)设置在取料吸盘安装板(822)上,所述X轴线性模组(818)、Y轴线性模组(819)、取料升降驱动气缸(820)可驱动取料吸盘(821)吸附住手刹器翻转上料单元(6)上的待测手刹器。
5.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述尺寸测量单元(805)包括测量支撑横梁(823)、手刹器定位夹具(824)、高度测量驱动气缸(825)、长度测量驱动气缸(826)、高度测量位移传感器(827)、长度测量位移传感器(828)、高度传感器安装座(829)和长度传感器安装座(830),所述测量支撑横梁(823)和Y轴线性模组(819)连接,所述手刹器定位夹具(824)固定设置在尺寸测量平台(801)的上台面上,并且手刹器定位夹具(824)上设有待测手刹器,所述高度测量驱动气缸(825)和测量支撑横梁(823)连接,所述高度传感器安装座(829)和高度测量驱动气缸(825)的活塞杆连接,所述高度测量位移传感器(827)设置在高度传感器安装座(829)上,并且高度测量位移传感器(827)位于待测手刹器的上方,所述高度测量位移传感器(827)的测试头与待测手刹器相接触,所述长度测量驱动气缸(826)固定设置在尺寸测量平台(801)的上台面上,所述长度传感器安装座(830)和长度测量驱动气缸(826)的活塞杆连接,所述长度测量位移传感器(828)设置在长度传感器安装座(830)上,所述长度测量驱动气缸(826)可驱动长度测量位移传感器(828)与待测手刹器的外壁相接触。
6.根据权利要求5所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述手刹器定位夹具(824)包括定位水平驱动气缸(831)、夹具安装板(832)、定位竖直驱动气缸(833)、定位压头(834)、定位压头安装板(835)、夹具支撑座(842)和一组产品测量定位块(843),所述定位水平驱动气缸(831)和夹具支撑座(842)均固定设置在尺寸测量平台(801)的上台面上,所述夹具安装板(832)和定位水平驱动气缸(831)连接,所述定位竖直驱动气缸(833)固定设置在夹具安装板(832)的竖直侧壁上,所述定位压头安装板(835)和定位竖直驱动气缸(833)连接,所述定位压头(834)和定位压头安装板(835)连接,并且定位压头(834)可与待测手刹器的内壁相接触,所述一组产品测量定位块(843)固定设置在夹具支撑座(842)的上端面上,并且一组产品测量定位块(843)上设有待测手刹器。
7.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述尺寸不合格排料单元(806)包括不合格品接料盒(836)、水平直线导轨(837)、水平滑板(838)和排料驱动气缸(839),所述水平直线导轨(837)固定设置在尺寸测量平台(801)的上台面上,所述排料驱动气缸(839)设置在尺寸测量平台(801)的下台面上,并且排料驱动气缸(839)的活塞杆和水平滑板(838)连接,所述水平滑板(838)和水平直线导轨(837)滑动连接,所述不合格品接料盒(836)和水平滑板(838)的上端面连接,所述尺寸测量平台(801)的上台面上设有合格品排料孔(840),所述合格品排料孔(840)设有合格品排料通道(841),所述合格品排料通道(841)的出料口位于自动输送带(1)的正上方。
8.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述手刹器进料导向单元(3)包括导向驱动单元(31)、水平直线滑轨一(32)、导向板一(33)、导向板二(34)、导向板一支架(35)和导向板二支架(36),所述导向驱动单元(31)和水平直线滑轨一(32)均设置在龙门架体(2)上,所述导向驱动单元(31)与导向板一支架(35)和导向板二支架(36)连接,并且导向板一支架(35)和导向板二支架(36)与水平直线滑轨一(32)滑动连接,所述导向板一支架(35)和导向板二支架(36)对称设置,所述导向板一(33)和导向板二(34)对称设置,并且导向板一(33)和导向板二(34)位于自动输送带(1)的上方,所述导向板一(33)的一端和导向板一支架(35)连接,所述导向板二(34)的一端和导向板二支架(36)连接。
9.根据权利要求1所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述手刹器阻断单元(4)包括U型支架(41)、两块对称设置的限位板(42)和阻断板(43),所述U型支架(41)和龙门架体(2)固定连接,所述两块对称设置的限位板(42)均与U型支架(41)的下端部固定连接,并且两块对称设置的限位板(42)位于导向板一(33)和导向板二(34)远离自动输送带(1)的一侧,所述阻断板(43)设置在两块对称设置的限位板(42)之间,并且阻断板(43)位于两块对称设置的限位板(42)远离导向板一(33)和导向板二(34)的一端,所述两块对称设置的限位板(42)和阻断板(43)之间形成U型限位槽(44),并且U型限位槽(44)位于导向板一(33)和导向板二(34)之间,所述两块对称设置的限位板(42)和阻断板(43)位于自动输送带(1)上方,所述U型限位槽(44)内设有待测手刹器,所述手刹器翻转上料单元(6)位于U型限位槽(44)内待测手刹器的正上方。
10.根据权利要求9所述的不规则产品的一体化上料、定位、测量设备,其特征在于:所述手刹器翻转上料单元(6)包括旋转气缸一(61)、直角安装板(62)、旋转气缸二(63)、吸盘安装板(64)和一组上料吸盘(65),所述旋转气缸一(61)和竖直滑板(54)固定连接,所述直角安装板(62)的一个竖直面和旋转气缸一(61)连接,所述旋转气缸二(63)设置在直角安装板(62)的另一个竖直面上,并且旋转气缸二(63)和吸盘安装板(64)连接,所述一组上料吸盘(65)设置在吸盘安装板(64)上,并且一组上料吸盘(65)位于U型限位槽(44)内待测手刹器的正上方,所述一组上料吸盘(65)可吸附U型限位槽(44)内待测手刹器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220822677.3U CN217569724U (zh) | 2022-04-11 | 2022-04-11 | 一种不规则产品的一体化上料、定位、测量设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220822677.3U CN217569724U (zh) | 2022-04-11 | 2022-04-11 | 一种不规则产品的一体化上料、定位、测量设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217569724U true CN217569724U (zh) | 2022-10-14 |
Family
ID=83540319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202220822677.3U Active CN217569724U (zh) | 2022-04-11 | 2022-04-11 | 一种不规则产品的一体化上料、定位、测量设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217569724U (zh) |
-
2022
- 2022-04-11 CN CN202220822677.3U patent/CN217569724U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107999404A (zh) | 一种金属插头堆垛机 | |
| CN211014913U (zh) | 一种液晶面板检测装置 | |
| CN111207709A (zh) | 一种盘类工件快速测量装置 | |
| CN114798465A (zh) | 一种ptc加热器芯片自动上料检测设备 | |
| CN111940833A (zh) | 一种全自动锯切生产线及生产方法 | |
| CN112917067A (zh) | 化妆品容器的全自动生产系统 | |
| CN114406530A (zh) | 一种双工位上料的双点自动焊接系统及其工作方法 | |
| CN114713517A (zh) | 一种不规则产品的产品尺寸自动测量设备 | |
| CN116809432A (zh) | 一种滚子自动检测装置 | |
| CN216631664U (zh) | 检测设备 | |
| CN115172206A (zh) | 一种晶圆生产设备及方法 | |
| CN114671245A (zh) | 一种无线充电线圈检测设备 | |
| CN217569724U (zh) | 一种不规则产品的一体化上料、定位、测量设备 | |
| CN220086013U (zh) | 一种半导体封装用多维度转运机构 | |
| CN109926491B (zh) | 移管活塞冲孔加工设备 | |
| CN117000522A (zh) | 隔光片自动组装设备及其组装方法 | |
| CN217774834U (zh) | 一种圆柱状零件同向理料下料装置 | |
| CN217516193U (zh) | 一种盖板上料装置 | |
| CN111420891A (zh) | 轮毂圆度自动检测分料装置 | |
| CN208082922U (zh) | 一种金属插头堆垛机 | |
| CN113233178B (zh) | 一种检测下料设备 | |
| CN115780918A (zh) | 一种齿条全自动加工设备 | |
| CN211679541U (zh) | 一种用于对汽车纵梁平板进行冲孔的数控生产线 | |
| CN113376156B (zh) | 模具全自动检测装置 | |
| CN212352965U (zh) | 一种胶塞自动装配检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |