CN215703316U - 一种带有前模斜滑块分离机构的模具 - Google Patents
一种带有前模斜滑块分离机构的模具 Download PDFInfo
- Publication number
- CN215703316U CN215703316U CN202122049367.0U CN202122049367U CN215703316U CN 215703316 U CN215703316 U CN 215703316U CN 202122049367 U CN202122049367 U CN 202122049367U CN 215703316 U CN215703316 U CN 215703316U
- Authority
- CN
- China
- Prior art keywords
- mold
- die
- mould
- fan
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000926 separation method Methods 0.000 claims description 3
- 238000009423 ventilation Methods 0.000 claims description 3
- 238000000465 moulding Methods 0.000 abstract description 7
- 238000001125 extrusion Methods 0.000 abstract description 6
- 239000012528 membrane Substances 0.000 abstract description 3
- 238000007493 shaping process Methods 0.000 abstract 2
- 230000003028 elevating effect Effects 0.000 abstract 1
- 238000003754 machining Methods 0.000 abstract 1
- 239000004033 plastic Substances 0.000 description 13
- 239000000243 solution Substances 0.000 description 8
- 230000001174 ascending effect Effects 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000002991 molded plastic Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型公开了一种带有前模斜滑块分离机构的模具,属于模具技术领域,包括前模和后模,所述后模的内壁设置有均匀分布的模仁结构,所述后模上设置有顶出装置。该实用新型,塑件成型后,反向启动升降装置会带动前模上升,前模上升后会带动驱动结构上升失去对斜块的挤压,此时弹簧的弹力会被释放,弹簧的弹力会带动顶出块上升,顶出块上升后会挤压与其接触的扇形槽内壁,接着扇形槽内壁会沿着顶出块的,进而带动扇形膜仁相互远离,完成对塑件的脱模,并且顶出块会将成型的塑件顶出,方便使用者取出,该装置结构简单,代替了现有技术需要先将活动型芯抽出﹐再从模中顶出塑件的方式,进而大大提高加工效率。
Description
技术领域
本实用新型涉及模具技术领域,更具体地说,涉及一种带有前模斜滑块分离机构的模具。
背景技术
模具工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。
当塑件表面带有螺纹阻碍塑件直接脱模时,必须采用斜滑块脱模机构。即将成型侧孔或侧凹的零件做成活动的型芯。在塑件脱模时先将活动型芯抽出﹐再从模中顶出塑件﹐完成活动型芯抽出和复位的机构叫做抽芯机构。但是其结构比较复杂,对模具开模合模的效率影响较大,所以需要一种带有前模斜滑块分离机构的模具。
实用新型内容
针对现有技术中存在的问题,本实用新型的目的在于提供一种带有前模斜滑块分离机构的模具。
为解决上述问题,本实用新型采用如下的技术方案。
一种带有前模斜滑块分离机构的模具,包括前模和后模,所述后模的内壁设置有均匀分布的模仁结构,所述后模上设置有顶出装置,所述顶出装置的外侧与模仁结构接触,所述前模的底部设置有驱动结构。
作为上述技术方案的进一步描述:
所述模仁结构包括两个卡块,两个所述卡块的底部与后模的内壁固定连接,两个所述卡块之间滑动连接有斜块,所述斜块的一侧固定连接有扇形膜仁,所述扇形膜仁的底部开设有扇形槽,所述扇形槽的内壁与顶出装置接触。
作为上述技术方案的进一步描述:
所述顶出装置包括顶出块,所述顶出块的底部插接于后模上,所述顶出块的外侧分别与四个扇形槽的内壁接触,所述顶出块的底部固定连接有弹簧,所述弹簧的另一端与后模固定连接,所述顶出块的顶部固定连接有圆形定位块。
作为上述技术方案的进一步描述:
所述驱动结构均匀分布的驱动杆,所述驱动杆的顶端与前模固定连接,所述驱动杆的底端固定连接有滑杆。
作为上述技术方案的进一步描述:
所述前模的底部固定连接有均匀分布的限位杆,所述后模的顶部开设有均匀分布的限位孔。
作为上述技术方案的进一步描述:
所述前模的顶部嵌设有两个风扇,所述前模的底部开设有两个通风孔,所述后模的底部开设有两个出风孔。
相比于现有技术,本实用新型的优点在于:
本方案结构简单,使用效果好,塑件成型后,反向启动升降装置,升降装置会带动前模上升,前模上升后会带动驱动结构上升,驱动结构上升后进而失去对斜块的挤压,斜块随后也会停止对顶出块进行受力,此时弹簧的弹力会被释放,弹簧的弹力会带动顶出块上升,顶出块上升后会挤压与其接触的扇形槽内壁,接着扇形槽内壁会沿着顶出块的,进而带动扇形膜仁相互远离,完成对塑件的脱模,并且顶出块会将成型的塑件顶出,方便使用者取出,进而提高装置的实用性,该装置结构简单,代替了现有技术需要先将活动型芯抽出﹐再从模中顶出塑件的方式,进而大大提高加工效率。
附图说明
图1为本实用新型的结构示意图;
图2为本实用新型的主观图;
图3为本实用新型的后模的正视剖视图;
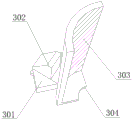
图4为本实用新型中模仁结构的主观图;
图5为本实用新型中模仁结构合并构成模腔的示意图;
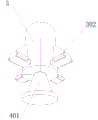
图6为本实用新型中模仁结构与顶出装置的连接示意图。
图中标号说明:
1、前模;2、后模;3、模仁结构;301、卡块;302、斜块;303、扇形膜仁;304、扇形槽;4、顶出装置;401、顶出块;402、弹簧;403、圆形定位块;5、风扇;6、驱动结构;601、驱动杆;602、滑杆;7、限位杆;8、限位孔;9、通风孔;10、出风孔。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;
请参阅图1~6,本实用新型中,一种带有前模斜滑块分离机构的模具,包括前模1和后模2,后模2的内壁设置有均匀分布的模仁结构3,后模2上设置有顶出装置4,顶出装置4的外侧与模仁结构3接触,前模1的底部设置有驱动结构6。
本实用新型中,在使用时,首先启动前模1顶部的升降装置,升降装置会带动前模1插入到后模2内,过程中驱动结构6插入到后模2内部与模仁结构3接触,随着前模1的下降,驱动结构6会带动均匀分布的模仁结构3相互靠近,模仁结构3相互靠近时会挤压顶出装置4,将顶出装置4插入到后模2内部,直到前模1完全插入到后模2上,此时均匀分布的模仁结构3之间会相互紧贴并与顶出装置4的顶部接触,使得均匀分布的模仁结构3以及顶出装置4顶部会构成一个完成的模腔,接着将注塑原料通过前模1上设置的注塑管注入到膜腔内部,直到膜腔内的原料冷却定型,进而完成对塑件的成型,成型完成后,只需通过反向启动升降装置,升降装置会带动前模1上升,前模1上升后会带动驱动结构6上升,驱动结构6上升后进而失去对模仁结构3的挤压,模仁结构3随后也会停止对顶出装置4的受力,顶出装置4则会从后模2弹出,过程中顶出装置4会驱动均匀分布的模仁结构3相互远离,进而完成对塑件的脱模,并且顶出装置4会将成型的塑件顶出,方便使用者取出,进而提高装置的实用性,该装置结构简单,代替了现有技术需要先将活动型芯抽出﹐再从模中顶出塑件的方式,进而大大提高加工效率。
请参阅图1、3、4、5和6,其中:模仁结构3包括两个卡块301,两个卡块301的底部与后模2的内壁固定连接,两个卡块301之间滑动连接有斜块302,斜块302的一侧固定连接有扇形膜仁303,扇形膜仁303的底部开设有扇形槽304,扇形槽304的内壁与顶出装置4接触。
本实用新型中,通过卡块301的设置可以用于对斜块302进行限位支撑,在使用时,驱动结构6插入到后模2内部与斜块302接触,随着前模1的下降,驱动结构6会对斜块302进行挤压,斜块302受到挤压后在驱动结构6上滑动,斜块302滑动后进而带动扇形膜仁303移动,使得均匀分布的扇形膜仁303会相互靠近,扇形膜仁303相互靠近时会通过扇形槽304对顶出装置4进行挤压,顶出装置4受到挤压后会插入到后模2内部,直到前模1完全插入到后模2上,此时均匀分布的扇形膜仁303之间会相互紧贴并与顶出装置4的顶部接触,使得均匀分布的模仁结构3以及顶出装置4顶部会构成一个完成的模腔,并且每个扇形膜仁303的内侧均开设有螺纹,进而可以将塑件表面制成螺纹状。
请参阅图3、5和6,其中:顶出装置4包括顶出块401,顶出块401的底部插接于后模2上,顶出块401的外侧分别与四个扇形槽304的内壁接触,顶出块401的底部固定连接有弹簧402,弹簧402的另一端与后模2固定连接,顶出块401的顶部固定连接有圆形定位块403。
本实用新型中,前模1下降时,扇形膜仁303相互靠近时会通过扇形槽304对顶出块401进行挤压,顶出块401受到挤压后扇形槽304会沿着顶出块401的外侧滑动,此时顶出块401会插入到后模2内部并对弹簧402进行挤压,直到前模1完全插入到后模2上,此时均匀分布的扇形膜仁303之间会相互紧贴,并且扇形槽304会与圆形定位块403接触并紧贴,使得均匀分布的模仁结构3以及圆形定位块403之间会构成一个完成的模腔,而塑件成型后,反向启动升降装置,升降装置会带动前模1上升,前模1上升后会带动驱动结构6上升,驱动结构6上升后进而失去对斜块302的挤压,斜块302随后也会停止对顶出块401进行受力,此时弹簧402的弹力会被释放,弹簧402的弹力会带动顶出块401上升,顶出块401上升后会挤压与其接触的扇形槽304内壁,接着扇形槽304内壁会沿着顶出块401的,进而带动扇形膜仁303相互远离,完成对塑件的脱模,并且顶出块401会将成型的塑件顶出,方便使用者取出,进而提高装置的实用性,该装置结构简单,代替了现有技术需要先将活动型芯抽出﹐再从模中顶出塑件的方式,进而大大提高加工效率。
请参阅图2,其中:驱动结构6均匀分布的驱动杆601,驱动杆601的顶端与前模1固定连接,驱动杆601的底端固定连接有滑杆602。
本实用新型中,在升降装置会带动前模1下降插入到后模2内时,驱动杆601会插入到后模2内部,滑杆602会首先与斜块302接触,随着前模1的下降,滑杆602对斜块302进行挤压,斜块302受到挤压后在滑杆602上滑动,斜块302滑动后进而带动扇形膜仁303移动,实现驱动均匀分布的扇形膜仁303相互靠近的目的。
请参阅图1与2,其中:前模1的底部固定连接有均匀分布的限位杆7,后模2的顶部开设有均匀分布的限位孔8。
本实用新型中,前模1在插入到后模2内部时,限位杆7会插入对应的限位孔8内部,进而达到对前模1限位的目的,保证前模1可以准确的插入到后模2内部,提高装置的实用性。
请参阅图1与2,其中:前模1的顶部嵌设有两个风扇5,前模1的底部开设有两个通风孔9,后模2的底部开设有两个出风孔10。
本实用新型中,注塑完成后,启动两个风扇5,两个风扇5会将空气注入到后模2内部,空气会加快塑件的冷却,进而提高装置加工效率,提高装置的实用性。
工作原理:在使用时,首先启动前模1顶部的升降装置,升降装置会带动前模1插入到后模2内,过程中驱动杆601会插入到后模2内部,滑杆602会首先与斜块302接触,随着前模1的下降,滑杆602对斜块302进行挤压,斜块302受到挤压后在滑杆602上滑动,斜块302滑动后进而带动扇形膜仁303移动,使得均匀分布的扇形膜仁303会相互靠近,扇形膜仁303相互靠近时会通过扇形槽304对顶出块401进行挤压,顶出块401受到挤压后扇形槽304会沿着顶出块401的外侧滑动,此时顶出块401会插入到后模2内部并对弹簧402进行挤压,直到前模1完全插入到后模2上,此时均匀分布的扇形膜仁303之间会相互紧贴,并且扇形槽304会与圆形定位块403接触并紧贴,使得均匀分布的模仁结构3以及圆形定位块403之间会构成一个完成的模腔,而塑件成型后,反向启动升降装置,升降装置会带动前模1上升,前模1上升后会带动驱动结构6上升,驱动结构6上升后进而失去对斜块302的挤压,斜块302随后也会停止对顶出块401进行受力,此时弹簧402的弹力会被释放,弹簧402的弹力会带动顶出块401上升,顶出块401上升后会挤压与其接触的扇形槽304内壁,接着扇形槽304内壁会沿着顶出块401的,进而带动扇形膜仁303相互远离,完成对塑件的脱模,并且顶出块401会将成型的塑件顶出,方便使用者取出,进而提高装置的实用性,该装置结构简单,代替了现有技术需要先将活动型芯抽出﹐再从模中顶出塑件的方式,进而大大提高加工效率。
以上,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
Claims (6)
1.一种带有前模斜滑块分离机构的模具,包括前模(1)和后模(2),其特征在于:所述后模(2)的内壁设置有均匀分布的模仁结构(3),所述后模(2)上设置有顶出装置(4),所述顶出装置(4)的外侧与模仁结构(3)接触,所述前模(1)的底部设置有驱动结构(6)。
2.根据权利要求1所述的一种带有前模斜滑块分离机构的模具,其特征在于:所述模仁结构(3)包括两个卡块(301),两个所述卡块(301)的底部与后模(2)的内壁固定连接,两个所述卡块(301)之间滑动连接有斜块(302),所述斜块(302)的一侧固定连接有扇形膜仁(303),所述扇形膜仁(303)的底部开设有扇形槽(304),所述扇形槽(304)的内壁与顶出装置(4)接触。
3.根据权利要求2所述的一种带有前模斜滑块分离机构的模具,其特征在于:所述顶出装置(4)包括顶出块(401),所述顶出块(401)的底部插接于后模(2)上,所述顶出块(401)的外侧分别与四个扇形槽(304)的内壁接触,所述顶出块(401)的底部固定连接有弹簧(402),所述弹簧(402)的另一端与后模(2)固定连接,所述顶出块(401)的顶部固定连接有圆形定位块(403)。
4.根据权利要求1所述的一种带有前模斜滑块分离机构的模具,其特征在于:所述驱动结构(6)均匀分布的驱动杆(601),所述驱动杆(601)的顶端与前模(1)固定连接,所述驱动杆(601)的底端固定连接有滑杆(602)。
5.根据权利要求4所述的一种带有前模斜滑块分离机构的模具,其特征在于:所述前模(1)的底部固定连接有均匀分布的限位杆(7),所述后模(2)的顶部开设有均匀分布的限位孔(8)。
6.根据权利要求1所述的一种带有前模斜滑块分离机构的模具,其特征在于:所述前模(1)的顶部嵌设有两个风扇(5),所述前模(1)的底部开设有两个通风孔(9),所述后模(2)的底部开设有两个出风孔(10)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122049367.0U CN215703316U (zh) | 2021-08-28 | 2021-08-28 | 一种带有前模斜滑块分离机构的模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122049367.0U CN215703316U (zh) | 2021-08-28 | 2021-08-28 | 一种带有前模斜滑块分离机构的模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215703316U true CN215703316U (zh) | 2022-02-01 |
Family
ID=80008618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122049367.0U Expired - Fee Related CN215703316U (zh) | 2021-08-28 | 2021-08-28 | 一种带有前模斜滑块分离机构的模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215703316U (zh) |
-
2021
- 2021-08-28 CN CN202122049367.0U patent/CN215703316U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN215703316U (zh) | 一种带有前模斜滑块分离机构的模具 | |
| CN216182447U (zh) | 一种哑铃加工生产用成型注塑模具 | |
| CN115489080A (zh) | 一种自动开模的塑料注塑模具 | |
| CN213002508U (zh) | 一种轧辊加工坯件成型模具 | |
| CN212072837U (zh) | 一种便于深腔产品脱模的注塑模具 | |
| CN212885024U (zh) | 一种便于脱模的金属粉末成型模具 | |
| CN210308893U (zh) | 一种易于脱模的注塑模具 | |
| CN210080694U (zh) | 一种可快速脱模的金属制品注塑模具 | |
| CN208232256U (zh) | 一种带二次顶出脱模的注塑模具 | |
| CN111531821A (zh) | 一种注塑模具顶出机构及注塑模具 | |
| CN111361085A (zh) | 一种双层模具加工设备 | |
| CN219006892U (zh) | 一种塑料制品模具 | |
| CN217476522U (zh) | 一种组合脱模的模具 | |
| CN220548629U (zh) | 一种防止排气堵塞的半导体塑封模具 | |
| CN211729939U (zh) | 一种便于脱模的模具结构 | |
| CN218876194U (zh) | 一种工业生产加工用的便于结合的模具组 | |
| CN219855759U (zh) | 一种便于更换模仁的模具基座 | |
| CN218462812U (zh) | 一种易脱模的塑胶注塑模具 | |
| CN215619738U (zh) | 一种带有顶料装置的塑胶注塑模具 | |
| CN219028346U (zh) | 一种上下盖模具 | |
| CN213472046U (zh) | 一种用于生产齿轮的模具 | |
| CN220331872U (zh) | 一种便于脱模的冰箱灯罩注塑模具 | |
| CN220883240U (zh) | 一种塑料齿轮生产用注塑模具 | |
| CN210308831U (zh) | 一种空气净化器通风通道行位内缩脱模装置 | |
| CN221456664U (zh) | 一种精密注塑成型斜顶脱模设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20220201 |