CN214725912U - 一种有细长钢杆嵌件的注塑模具 - Google Patents
一种有细长钢杆嵌件的注塑模具 Download PDFInfo
- Publication number
- CN214725912U CN214725912U CN202120684105.9U CN202120684105U CN214725912U CN 214725912 U CN214725912 U CN 214725912U CN 202120684105 U CN202120684105 U CN 202120684105U CN 214725912 U CN214725912 U CN 214725912U
- Authority
- CN
- China
- Prior art keywords
- plate
- steel rod
- fixed die
- injection molding
- fixing plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型公开了一种有细长钢杆嵌件的注塑模具,涉及一种注塑模具,包括定模固定板、定模板、内凹密封面、钢杆嵌件插入孔、导向插杆、定模侧抽机构、粗定位钉、动模固定板、支架、动模板、顶出板、顶出固定板、顶杆、外凸密封面、注塑室、导向插孔;所述定模侧抽机构包括气缸、延长杆、侧抽定位片;本实用新型釆用注塑模具添加定模侧抽机构,在注塑前保证细长钢质嵌件精密定位固定,注塑完后,可以顺利脱模;在投产后,相比于同类模具,废品率大为减少,尺寸不良率大大降低。
Description
技术领域
本实用新型涉及一种注塑模具,具体为一种有细长钢杆嵌件的注塑模具。
背景技术
一种注塑产品,最大特点是有两根位置精度和尺寸精度都比较高的钢杆嵌件。从注塑模具的结构来说,两个钢杆嵌件的间距为27mm,这个尺寸在模具中很容易保证;但是轴向固定就不那么容易了,原因是钢杆嵌件的包胶端在注塑前是空的,简单的插入孔中,会在合模过程中由于惯性产生轴向移动。类似产品应用磁铁,吸住钢杆嵌件前端,可以用,但是有缺陷,一是磁铁吸铁时会产生冲击,磁铁本身很脆,易碎,碎后依然可用,但是精密度下降,保证不了0.05毫米的精度。二是定位处不是在精密尺寸对应形状上,对钢杆嵌件儿的后端有很高的加工精度要求,额外成本大幅提高,即使磁铁完好,由于间接定位,塑料产品注塑加工后的收缩变形影响,几个精度不利因素综合,使精度合格率不高。
实用新型内容
本实用新型的目的在于提供一种有细长钢杆嵌件的注塑模具,以解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:一种有细长钢杆嵌件的注塑模具,用于生产一种带有钢杆嵌件的注塑产品,所述注塑产品包括顶部的注塑部及其底部嵌入固定的两个相互平行的钢杆嵌件,所述两钢杆嵌件的下端均设置有环状凹槽状的嵌件倒扣处;所述有细长钢杆嵌件的注塑模具包括左侧的定模固定板和右侧的动模固定板,所述定模固定板的左侧面与注塑机定模固定板固定连接,所述定模固定板的右侧面固定连接有定模板,所述定模板的右侧面为与动模板相互咬合的内凹密封面,所述内凹密封面的中心处设置有两个平行的钢杆嵌件插入孔,并插入有两根钢杆嵌件;所述定模板还嵌入有定模侧抽机构;所述动模固定板的右侧面与注塑机动模固定板连接,所述动模固定板的左侧面通过支架固定连接有动模板,所述支架内侧还设置有顶出板,所述顶出板的右侧面与贯穿所述动模固定板和注塑机动模板的注塑机顶出机构连接;所述顶出板的左侧面固定连接有顶出固定板,所述顶出固定板的左侧面固定有顶杆,所述动模板的左侧面设置有与所述定模板的右侧面相互咬合的外凸密封面,所述外凸的咬合面的中心处设置有注塑室。
进一步的,所述内凹密封面上设置有导向插杆,所述外凸密封面上设置有与所述导向插杆相互配合的导向插孔。
进一步的,所述定模侧抽机构包括固定于所述定模板外部的气缸,所述气缸的活塞杆连接有延长杆,所述延长杆的前端安装有侧抽定位片。
优选的,所述侧抽定位片为水平的U型设置,其底面为平面,顶面为左高右低的五度倾斜的斜面,所述侧抽定位片内侧靠近底部还设置有台阶型平面。
进一步的,所述定模板在所述钢杆嵌件的前端处设置了一个与所述侧抽定位片顶面相同斜度的空间。
进一步的,所述定模板在插入的所述钢杆嵌件的前端设置有粗定位钉。
与现有技术相比,本实用新型的有益效果是:
1、本实用新型釆用注塑模具添加定模侧抽机构,在注塑前保证细长钢质嵌件精密定位固定,注塑完后,可以顺利脱模。
2、本实用新型在投产后,相比于同类模具,废品率大为减少,尺寸不良率大大降低。
附图说明
图1为注塑产品示意图;
图2为注塑产品结构示意图;
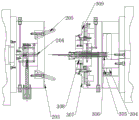
图3为本实用新型开模状态插入钢杆嵌件示意图;
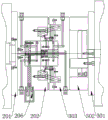
图4为本实用新型合模示意图;
图5为本实用新型顶出示意图;
图6为定模侧抽机构示意图;
图中:注塑部-101,钢杆嵌件-102,嵌件倒扣处-103,定模固定板-201,定模板-202,内凹密封面-203,钢杆嵌件插入孔-204,导向插杆-205,定模侧抽机构-206,气缸-207,延长杆-208,侧抽定位片-209,粗定位钉-210,动模固定板-301,支架-302,动模板-303,顶出板-304,顶出固定板-305,顶杆-306,外凸密封面-307,注塑室-308,导向插孔-309。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述。
请参考图1-6,图1为注塑产品示意图;图2为注塑产品结构示意图;图3为本实用新型开模状态插入钢杆嵌件示意图;图4为本实用新型合模示意图;图5为本实用新型顶出示意图;图6为定模侧抽机构示意图。
本实用新型提供一种有细长钢杆嵌件的注塑模具,用于生产一种带有钢杆嵌件的注塑产品,所述注塑产品包括顶部的注塑部101及其底部嵌入固定的两个相互平行的钢杆嵌件102,两所述钢杆嵌件102的下端均设置有环状凹槽状的嵌件倒扣处103。
本实用新型提供的一种有细长钢杆嵌件的注塑模具,包括左侧的定模固定板201和右侧的动模固定板301,所述定模固定板201的左侧面与注塑机定模固定板固定连接,所述动模固定板301的右侧面与注塑机动模固定板连接。
所述定模固定板201的右侧面固定连接有定模板202,所述定模板202的右侧面为与动模板相互咬合的内凹密封面203,所述内凹密封面203的中心处设置有两个平行的钢杆嵌件插入孔204,并插入有两根钢杆嵌件102;所述内凹密封面203上还设置有导向插杆205用于在于动模板相互咬合时使得两模板相互咬合准确,以避免因为发生偏移从而造成的注塑件成型不标准。
所述定模板202还嵌入有定模侧抽机构206,用于将钢杆嵌件102固定,以保证在注塑的过程中钢杆嵌件不会发生移动。
所述定模侧抽机构206包括固定于所述定模板202外部的气缸207,所述气缸207的活塞杆连接有延长杆208,所述延长杆208的前端安装有侧抽定位片209,用于与所述钢杆嵌件102前端的嵌件倒扣处103卡紧固定;所述侧抽定位片209为水平的U型设置,所述侧抽定位片209的底面为平面,顶面为左高右低的五度倾斜的斜面,同时在所述定模板202在所述钢杆嵌件102的前端处还设置了一个相同斜度的空间;所述侧抽定位片209内侧靠近底部还设置有台阶型平面,在对钢杆嵌件102进行侧抽固定时,所述侧抽定位片209的U型开口的前端套在所述钢杆嵌件102的外侧,同时其内侧的台阶型平面卡在所述嵌件倒扣处103处,随着侧抽定位片209的逐渐向前移动,将所述钢杆嵌件102逐渐的顶紧固定;同时所述侧抽定位片209插入后被斜面挤紧,并可以承受注塑时产生的压力,而不产生移动。并且结构强度足够,不会因为承受注塑产生的压力而产生破坏,并且有足够的寿命。
所述定模板202在插入的所述钢杆嵌件102的前端还设置有粗定位钉210,用于调整所述钢杆嵌件102在注塑时在所述注塑室的位置,保证了钢杆嵌件102的定位精准。
所述动模固定板301的左侧面通过支架302固定连接有动模板303,所述支架302内侧还设置有顶出板304,所述顶出板304的右侧面与贯穿所述动模固定板301和注塑机动模板的注塑机顶出机构连接,用于驱动所述顶出板304移动;所述顶出板304的左侧面固定连接有顶出固定板305,所述顶出固定板305的左侧面固定有顶杆306,用于将注塑完成的注塑件顶出脱模。
所述动模板303的左侧面设置有与所述定模板202的右侧面相互咬合的外凸密封面307,所述外凸密封面307的中心处设置有注塑室308,用于注塑部101的注塑成型使用,所述外凸密封面307上还设置有与所述导向插杆205相互配合的导向插孔309,保证了与所述定模板202的导向固定。
在使用时,第一步,在开模的状态下,将钢杆嵌件102,放入到钢杆嵌件插入孔204内,而后启动注塑机,因为提前设置了定模插芯程序,注塑机控制气缸207动作,将侧抽定位片209插入到所述钢杆嵌件102的嵌件倒扣处103处,插入到位后将所述钢杆嵌件102定位固定。
第二步,所述钢杆嵌件102被准确定位固定,此时再合模,注塑机开始注入塑料,注入完成后,等待开模。
第三步,在开模前,注塑机控制气缸动作,驱动活塞儿向后运动,将侧抽定位片209与钢杆嵌件102完全脱离。
第四步,进行开模作业,所述钢杆嵌件102粘在注塑产品上同时与所述定模板202脱离。
第五步,注塑机顶出机构动作,带动顶出板304、顶出固定板305、顶杆306,将注塑产品从注塑室308内顶出,注塑产品脱离模具,完成注塑。
第六步,重复以上第一步至第五步,开启新的生产循环,不断的进行注塑产品的生产。
本实用新型在注塑模具中添加定模侧抽机构,在进行注塑前保证细长钢杆嵌件精密定位固定,并可以承受注塑时产生的压力,而不产生移动,并且结构强度足够,不会因为承受注塑产生的压力而产生破坏,并且有足够的寿命;注塑完后,可以顺利脱模。本实用新型在投产后,相比于同类模具,废品率大为减少,相应的尺寸不良率大大降低。
在本实用新型的描述中,需要理解的是,术语“左侧”、“右侧”、“底面”、“顶面”、“内侧”、“前端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
尽管已经展示出和描述了本实用新型的实施例,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下,在没有做出创造性劳动前提下,对这些实施例进行多种变化、修改、替换和变型所获得的所有其他实施例,都属于本实用新型保护的范围。
Claims (6)
1.一种有细长钢杆嵌件的注塑模具,用于生产一种带有钢杆嵌件的注塑产品,所述注塑产品包括顶部的注塑部(101)及其底部嵌入固定的两个相互平行的钢杆嵌件(102),两所述钢杆嵌件(102)的下端均设置有环状凹槽状的嵌件倒扣处(103);其特征在于:包括左侧的定模固定板(201)和右侧的动模固定板(301),所述定模固定板(201)的左侧面与注塑机定模固定板固定连接,所述定模固定板(201)的右侧面固定连接有定模板(202),所述定模板(202)的右侧面为与动模板相互咬合的内凹密封面(203),所述内凹密封面(203)的中心处设置有两个平行的钢杆嵌件插入孔(204),并插入有两根钢杆嵌件(102);所述定模板(202)还嵌入有定模侧抽机构(206);所述动模固定板(301)的右侧面与注塑机动模固定板连接,所述动模固定板(301)的左侧面通过支架(302)固定连接有动模板(303),所述支架(302)内侧还设置有顶出板(304),所述顶出板(304)的右侧面与贯穿所述动模固定板(301)和注塑机动模板的注塑机顶出机构连接;所述顶出板(304)的左侧面固定连接有顶出固定板(305),所述顶出固定板(305)的左侧面固定有顶杆(306),所述动模板(303)的左侧面设置有与所述定模板(202)的右侧面相互咬合的外凸密封面(307),所述外凸的咬合面的中心处设置有注塑室(308)。
2.根据权利要求1所述的有细长钢杆嵌件的注塑模具,其特征在于:所述内凹密封面(203)上设置有导向插杆(205),所述外凸密封面(307)上设置有与所述导向插杆(205)相互配合的导向插孔(309)。
3.根据权利要求2所述的有细长钢杆嵌件的注塑模具,其特征在于:所述定模侧抽机构(206)包括固定于所述定模板(202)外部的气缸(207),所述气缸(207)的活塞杆连接有延长杆(208),所述延长杆(208)的前端安装有侧抽定位片(209)。
4.根据权利要求3所述的有细长钢杆嵌件的注塑模具,其特征在于:所述侧抽定位片(209)为水平的U型设置,其底面为平面,顶面为左高右低的五度倾斜的斜面,所述侧抽定位片(209)内侧靠近底部还设置有台阶型平面。
5.根据权利要求4所述的有细长钢杆嵌件的注塑模具,其特征在于:所述定模板(202)在所述钢杆嵌件(102)的前端处设置了一个与所述侧抽定位片(209)顶面相同斜度的空间。
6.根据权利要求5所述的有细长钢杆嵌件的注塑模具,其特征在于:所述定模板(202)在插入的所述钢杆嵌件(102)的前端设置有粗定位钉(210)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120684105.9U CN214725912U (zh) | 2021-04-06 | 2021-04-06 | 一种有细长钢杆嵌件的注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120684105.9U CN214725912U (zh) | 2021-04-06 | 2021-04-06 | 一种有细长钢杆嵌件的注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214725912U true CN214725912U (zh) | 2021-11-16 |
Family
ID=78599968
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120684105.9U Active CN214725912U (zh) | 2021-04-06 | 2021-04-06 | 一种有细长钢杆嵌件的注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214725912U (zh) |
-
2021
- 2021-04-06 CN CN202120684105.9U patent/CN214725912U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210233830U (zh) | 注塑模具成型医用产品卡扣结构用的滑块延迟脱模机构 | |
| CN214725912U (zh) | 一种有细长钢杆嵌件的注塑模具 | |
| CN115556309B (zh) | 一种倒钩塑胶件模具及其脱模方法 | |
| CN218640229U (zh) | 一种反向包胶的成型模具 | |
| CN215619717U (zh) | 一种二次抽芯装置 | |
| CN217704391U (zh) | 一种电动工具外壳的嵌件注塑模具 | |
| CN216465959U (zh) | 一种塑模的抽芯机构 | |
| CN215882447U (zh) | 自动放入金属嵌件的模具 | |
| CN213055753U (zh) | 一种自动上料的新型模具结构 | |
| CN113459428A (zh) | 一种延时抽芯结构 | |
| CN107901360B (zh) | 一种具有延时功能的自动顶出装置及具有其的模具 | |
| CN215396621U (zh) | 一种用于注塑旋转支架的注塑模具 | |
| CN220923159U (zh) | 一种便于在深腔安装嵌件的模具 | |
| CN221562104U (zh) | 一种电表箱门的注塑模具 | |
| CN220883182U (zh) | 一种预抽芯注塑模具 | |
| CN221436935U (zh) | 薄窄产品脱模防多胶或缺胶问题的顶出结构 | |
| CN215434772U (zh) | 一种橡胶工具箱制造模具 | |
| CN216658771U (zh) | 一种带推顶装置的滑块机构 | |
| CN218256557U (zh) | 一种脱模机构及注塑模具 | |
| CN221605055U (zh) | 一种适用于后模内部斜抽镶件的结构 | |
| CN218256522U (zh) | 一种中空结构的后模内抽芯模具 | |
| CN220903869U (zh) | 一种延迟顶杆设备 | |
| CN215849452U (zh) | 一种倒扣脱模结构 | |
| CN213006310U (zh) | 便于产品脱模的注塑模具 | |
| CN221249726U (zh) | 一种滑块顶出出模结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |