CN214263648U - 一种用于卷带包装的箍圈成型折弯工装 - Google Patents
一种用于卷带包装的箍圈成型折弯工装 Download PDFInfo
- Publication number
- CN214263648U CN214263648U CN202023145948.6U CN202023145948U CN214263648U CN 214263648 U CN214263648 U CN 214263648U CN 202023145948 U CN202023145948 U CN 202023145948U CN 214263648 U CN214263648 U CN 214263648U
- Authority
- CN
- China
- Prior art keywords
- bending
- connecting block
- ejection
- downwards
- hoop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Basic Packing Technique (AREA)
Abstract
本实用新型公开了一种用于卷带包装的箍圈成型折弯工装,包括上料机构、折弯机构,所述折弯机构包括机架、折弯平台、两摆动杆、卡位块、摆臂,所述折弯平台设置于所述机架上,所述折弯平台顶面设置有连接块,所述连接块上转动连接两所述摆动杆;该折弯工装通过设置折弯机构,利用折弯机构的两摆动杆摆动,配合卡位块,即可实现待折弯的钢片快速折弯,且通过脚踏板、升降杆、摆臂,可实现折弯形成的箍圈的快速出料,整体加工效率高,整体结构简单易操作,实用性强。
Description
技术领域
本实用新型涉及机械技术领域,尤其是涉及一种用于卷带包装的箍圈成型折弯工装。
背景技术
卷带包装时,需要采用箍圈将卷带扣紧,而由于箍圈的结构,通常采用人工手动折弯形成,如此会使整体加工效率低下,自动化程度低,从而提高整体生产成本。
实用新型内容
针对现有技术的不足,本实用新型的目的在于提供一种加工效率高的用于卷带包装的箍圈成型折弯工装。
为实现上述目的,本实用新型提供的方案为:一种用于卷带包装的箍圈成型折弯工装,包括上料机构、折弯机构,所述折弯机构包括机架、折弯平台、两摆动杆、卡位块、摆臂,所述折弯平台设置于所述机架上,所述折弯平台顶面设置有连接块,所述连接块上转动连接两所述摆动杆,两所述摆动杆以连接块中心处镜像对称设置,每条所述摆动杆的底部均成形有压紧块,所述卡位块设置于所述连接块前侧,且所述卡位块与连接块之间留有间隙以供待折弯的钢片设置,通过带动所述摆动杆转动使压紧块配合卡位块折弯待折弯的钢片;所述折弯平台开有向下贯穿折弯平台的滑动槽,所述卡位块于所述滑动槽内上下滑动,所述卡位块向下连接有升降杆,所述升降杆铰接有摆臂,所述摆臂一端铰接所述机架,另一端设置有脚踏板;
所述上料机构包括振动盘、输送导轨、上料气缸,所述输送导轨侧壁开有进料口,所述进料口连接所述所述振动盘的出料端,所述振动盘通过进料口向输送导轨逐个输送待折弯的钢片,所述输送导轨开有出料口,所述出料口向下对准卡位块与连接块之间的间隙,且所述输送导轨内设置有推动块,所述推动块用于推动输送导轨内的待折弯的钢片至出料口,所述上料气缸连接所述推动块。
本实用新型的有益效果为:加工效率高,该折弯工装通过设置折弯机构,利用折弯机构的两摆动杆摆动,配合卡位块,即可实现待折弯的钢片快速折弯,且通过脚踏板、升降杆、摆臂,可实现折弯形成的箍圈的快速出料,整体加工效率高,整体结构简单易操作,实用性强;同时,通过设置上料机构,实现待折弯的钢片的自动上料,提高整体自动化程度,从而提高整体加工效率。
进一步地,所述折弯机构还包括推进气缸,所述推进气缸铰接于所述机架上,且所述推进气缸的活塞杆铰接所述脚踏板。本实用新型采用上述结构后,实现带动摆臂自动摆动,从而带动升降杆与卡位块上下移动。
进一步地,所述折弯机构还包括顶出气缸、顶出杆,所述折弯平台成形有出料斜坡,所述出料斜坡倾斜向下设置,所述出料斜坡位于所述卡位块前侧,所述顶出气缸设置于所述折弯平台上,所述顶出气缸连接所述顶出杆,所述顶出杆水平方向贯穿所述连接块用于将折弯后形成的箍圈推动至出料斜坡。本实用新型采用上述结构后,实现箍圈自动出料。
进一步地,所述出料斜坡的出料端的正下方设置有收集箱,所述收集箱用于收集折弯形成的箍圈。
进一步地,所述上料机构还包括出料套筒,所述出料口向下连接所述出料套筒,所述出料套筒向下对准卡位块与连接块之间的间隙用于引导待折弯的钢片下落至卡位块与连接块之间的间隙。本实用新型采用上述结构后,使待折弯的钢片下落料位置更加准确。
附图说明
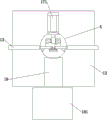
图1为本实用新型的整体结构正视示意图。
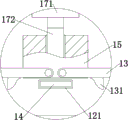
图2为本实用新型的折弯机构俯视图。
图3为图2中A处局部放大图。
图4为本实用新型的上料机构俯视示意图。
图5为本实用新型的折弯后形成的箍圈结构图。
其中,11为机架,12为折弯平台,121为滑动槽,13为摆动杆,131为压紧块,14为卡位块,141为升降杆,15为连接块,161为摆臂,162为脚踏板,163为推进气缸,171为顶出气缸,172为顶出杆,18为出料斜坡,181为收集箱,21为振动盘,22为输送导轨,221为进料口,222为出料口,223为出料套筒,23为上料气缸,231为推动块。
具体实施方式
下面结合具体实施例对本实用新型作进一步说明:
参见附图1至附图5所示,一种用于卷带包装的箍圈成型折弯工装,包括上料机构、折弯机构,折弯机构包括机架11、折弯平台12、两摆动杆13、卡位块14、摆臂161、推进气缸163、顶出气缸171、顶出杆172,折弯平台12设置于机架11上,折弯平台12顶面设置有连接块15,连接块15上转动连接两摆动杆13,两摆动杆13以连接块15中心处镜像对称设置,每条摆动杆13的底部均成形有压紧块131,卡位块14设置于连接块15前侧,且卡位块14与连接块15之间留有间隙以供待折弯的钢片设置,通过带动摆动杆13转动使压紧块131配合卡位块14折弯待折弯的钢片;折弯平台12开有向下贯穿折弯平台12的滑动槽121,卡位块14于滑动槽121内上下滑动,卡位块14向下连接有升降杆141,升降杆141铰接有摆臂161,摆臂161一端铰接机架11,另一端设置有脚踏板162;推进气缸163铰接于机架11上,且推进气缸163的活塞杆铰接脚踏板162。
上料机构包括振动盘21、输送导轨22、出料套筒223、上料气缸23,输送导轨22侧壁开有进料口221,进料口221连接振动盘21的出料端,振动盘21通过进料口221向输送导轨22逐个输送待折弯的钢片,输送导轨22开有出料口222,出料口222向下对准卡位块14与连接块15之间的间隙,且输送导轨22内设置有推动块,推动块用于推动输送导轨22内的待折弯的钢片至出料口222,上料气缸23连接推动块;出料口222向下连接出料套筒223,出料套筒223向下对准卡位块14与连接块15之间的间隙用于引导待折弯的钢片下落至卡位块14与连接块15之间的间隙。
折弯平台12成形有出料斜坡18,出料斜坡18倾斜向下设置,出料斜坡18位于卡位块14前侧,顶出气缸171设置于折弯平台12上,顶出气缸171连接顶出杆172,顶出杆172水平方向贯穿连接块15用于将折弯后形成的箍圈推动至出料斜坡18,出料斜坡18的出料端的正下方设置有收集箱181,收集箱181用于收集折弯形成的箍圈。
在本实施例中,具体折弯过程为:首先启动振动盘21,振动盘21通过进料口221向输送导轨22逐个输送待折弯的钢片,然后启动上料气缸23,上料气缸23的活塞杆伸出以推动推动块231前进,使推动块231推动待折弯的钢片逐个进入出料口222,经出料套筒223落入卡位块14与连接块15之间的间隙;此时分别拉动两摆动杆13,使两摆动杆13摆动相互靠近,而摆动杆13带动压紧块131移动,压紧块131带动待折弯的钢片端部移动,配合卡位块14,实现折弯钢片形成箍圈;
折弯完成后,启动推进气缸163,推进气缸163的活塞杆伸出以推动脚踏板162向下移动,由于摆臂161一端铰接机架11,另一端铰接脚踏板163,使摆臂161向下摆动,以带动升降杆141、卡位块14向下移动,使卡位块14进入滑动槽121内,从而使卡位块14松脱箍圈,此时启动顶出气缸171,顶出气缸171的活塞杆伸出,以带动顶出杆172前进推动箍圈进入出料斜坡18,然后箍圈于出料斜坡18内向下滑动,进入收集箱181内收集。
以上所述之实施例仅为本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的技术内容对本实用新型技术方案作出更多可能的变动和润饰,或修改为等同变化的等效实施例。故凡未脱离本实用新型技术方案的内容,依据本实用新型之思路所作的等同等效变化,均应涵盖于本实用新型的保护范围内。
Claims (5)
1.一种用于卷带包装的箍圈成型折弯工装,包括上料机构、折弯机构,其特征在于:所述折弯机构包括机架(11)、折弯平台(12)、两摆动杆(13)、卡位块(14)、摆臂(161),所述折弯平台(12)设置于所述机架(11)上,所述折弯平台(12)顶面设置有连接块(15),所述连接块(15)上转动连接两所述摆动杆(13),两所述摆动杆(13)以连接块(15)中心处镜像对称设置,每条所述摆动杆(13)的底部均成形有压紧块(131),所述卡位块(14)设置于所述连接块(15)前侧,且所述卡位块(14)与连接块(15)之间留有间隙以供待折弯的钢片设置,通过带动所述摆动杆(13)转动使压紧块(131)配合卡位块(14)折弯待折弯的钢片;所述折弯平台(12)开有向下贯穿折弯平台(12)的滑动槽(121),所述卡位块(14)于所述滑动槽(121)内上下滑动,所述卡位块(14)向下连接有升降杆(141),所述升降杆(141)铰接有摆臂(161),所述摆臂(161)一端铰接所述机架(11),另一端设置有脚踏板(162);
所述上料机构包括振动盘(21)、输送导轨(22)、上料气缸(23),所述输送导轨(22)侧壁开有进料口(221),所述进料口(221)连接所述振动盘(21)的出料端,所述振动盘(21)通过进料口(221)向输送导轨(22)逐个输送待折弯的钢片,所述输送导轨(22)开有出料口(222),所述出料口(222)向下对准卡位块(14)与连接块(15)之间的间隙,且所述输送导轨(22)内设置有推动块,所述推动块用于推动输送导轨(22)内的待折弯的钢片至出料口(222),所述上料气缸(23)连接所述推动块。
2.根据权利要求1所述的一种用于卷带包装的箍圈成型折弯工装,其特征在于:所述折弯机构还包括推进气缸(163),所述推进气缸(163)铰接于所述机架(11)上,且所述推进气缸(163)的活塞杆铰接所述脚踏板(162)。
3.根据权利要求2所述的一种用于卷带包装的箍圈成型折弯工装,其特征在于:所述折弯机构还包括顶出气缸(171)、顶出杆(172),所述折弯平台(12)成形有出料斜坡(18),所述出料斜坡(18)倾斜向下设置,所述出料斜坡(18)位于所述卡位块(14)前侧,所述顶出气缸(171)设置于所述折弯平台(12)上,所述顶出气缸(171)连接所述顶出杆(172),所述顶出杆(172)水平方向贯穿所述连接块(15)用于将折弯后形成的箍圈推动至出料斜坡(18)。
4.根据权利要求3所述的一种用于卷带包装的箍圈成型折弯工装,其特征在于:所述出料斜坡(18)的出料端的正下方设置有收集箱(181),所述收集箱(181)用于收集折弯形成的箍圈。
5.根据权利要求4所述的一种用于卷带包装的箍圈成型折弯工装,其特征在于:所述上料机构还包括出料套筒(223),所述出料口(222)向下连接所述出料套筒(223),所述出料套筒(223)向下对准卡位块(14)与连接块(15)之间的间隙用于引导待折弯的钢片下落至卡位块(14)与连接块(15)之间的间隙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023145948.6U CN214263648U (zh) | 2020-12-24 | 2020-12-24 | 一种用于卷带包装的箍圈成型折弯工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023145948.6U CN214263648U (zh) | 2020-12-24 | 2020-12-24 | 一种用于卷带包装的箍圈成型折弯工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214263648U true CN214263648U (zh) | 2021-09-24 |
Family
ID=77801223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023145948.6U Active CN214263648U (zh) | 2020-12-24 | 2020-12-24 | 一种用于卷带包装的箍圈成型折弯工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214263648U (zh) |
-
2020
- 2020-12-24 CN CN202023145948.6U patent/CN214263648U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101717003B (zh) | 一种用于陶瓷砖的泡沫式包装方法及装置 | |
| CN210558412U (zh) | 自动升降式纸垛码垛及拍齐装置 | |
| CN110666036B (zh) | 一种全自动易开盖冲压卷边注胶生产线 | |
| CN209257541U (zh) | 一种全自动切板机 | |
| CN214263648U (zh) | 一种用于卷带包装的箍圈成型折弯工装 | |
| CN208391393U (zh) | 一种乳液瓶内胆与外壳自动装配下料机 | |
| CN211588168U (zh) | 一种具有自动上料装置的冲压机 | |
| CN211169223U (zh) | 一种自动折叠收料机 | |
| CN212979294U (zh) | 自动挂台式圆针组装机 | |
| CN112441463A (zh) | 一种自动升降式纸垛码垛及拍齐装置 | |
| CN201261640Y (zh) | 一种自动装板机 | |
| CN201236473Y (zh) | 一种全自动铺贴系统及其自动识别反向装置 | |
| CN105197567A (zh) | 铝材上料机 | |
| CN214185000U (zh) | 一种冲压机台接料装置 | |
| CN214685503U (zh) | 一种高效钢管倒棱机 | |
| CN213201225U (zh) | 钢管卸料机构 | |
| CN110053835B (zh) | 一种纸板自动粘钉打包流水线 | |
| CN208616845U (zh) | 一种碳滑板碳条自动上料装置 | |
| CN203994865U (zh) | 半自动长纸盒粘合机 | |
| CN108515729B (zh) | 一种夹爪小车式手提成型设备及手提成型方法 | |
| CN209001016U (zh) | 一种锂电池制备用压芯贴底胶一体化设备 | |
| CN205464020U (zh) | 自动送料机 | |
| CN208290016U (zh) | 基于板材切割的自动上下料装置 | |
| CN205652803U (zh) | 一种大剂板自动上料装置 | |
| CN219254036U (zh) | 一种自动上料的螺帽锻压装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |