CN213947314U - 一种注塑件水口剪切设备 - Google Patents
一种注塑件水口剪切设备 Download PDFInfo
- Publication number
- CN213947314U CN213947314U CN202022852325.6U CN202022852325U CN213947314U CN 213947314 U CN213947314 U CN 213947314U CN 202022852325 U CN202022852325 U CN 202022852325U CN 213947314 U CN213947314 U CN 213947314U
- Authority
- CN
- China
- Prior art keywords
- cutter
- injection molding
- shearing
- fixed
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型涉及了一种注塑件水口剪切设备,包括机架、装夹治具、剪切单元以及压紧组件。装夹治具固定于机架的底板上。剪切单元由机架的顶板进行支撑,且与装夹治具相对位而置。剪切单元包括直线运动元件、安装基板以及切刀组件。直线运动元件固定于顶板上,以驱动安装基板连同切刀组件沿着上下方向进行位移运动。压紧组件由顶压柱、弹性件构成。顶压柱竖置于装夹治具的正上方,且插设固定于安装基板上。对注塑件直接进行压靠的弹性件固定于顶压柱的下端面,且其底面的高度位置不高于切刀组件的最低点。弹性件由于受压而发生自适应性弹性变形而实现对注塑件的压紧,防止注塑件在后续的水口剪切作业中发生位置变动现象。
Description
技术领域
本实用新型涉及注塑技术领域,尤其是一种注塑件水口剪切设备。
背景技术
在现有的注塑产品的生产过程中,针对一些可批量生产的注塑件都会在同一个注塑模具中一次性完成注塑,在注塑完成的注塑产品需要将一次性注塑完成的注塑产品进行分离,由于注塑产品上的每个注塑件都会留有水口,因此需要将注塑产品上的每个注塑件的水口剪切掉并将各个注塑件分离。
目前,通常借用注塑件水口剪切设备以实现对注塑件水口的剪切操作。在现有技术中,注塑件水口剪切设备主要包括有机架、装夹治具以及剪切单元。装夹治具置放于机架的底板上。剪切单元固定于机架的顶板上,且与装夹治具相对位而置。剪切单元包括有切刀和气缸。当注塑件在装夹治具上放置到位后,切刀在气缸驱动力的作用下向下进行位移运动以完成水口剪切作业。然而,当注塑件受到剪切力作用下,其相对于装夹治具极易发生位置变动现象,进而影响水口的剪切准确度,甚至会导致注塑件本体被切伤现象的发生,因而,亟待技术人员解决上述问题。
实用新型内容
故,本实用新型设计人员鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过从事于此行业的多年研发经验技术人员的不断实验以及修改,最终导致该注塑件水口剪切设备的出现。
为了解决上述技术问题,本实用新型涉及了一种注塑件水口剪切设备,包括机架、装夹治具以及剪切单元。机架包括底板、顶板以及支撑柱。顶板水平地布置于底板的正上方。支撑柱顶靠于底板和顶板之间。装夹治具固定于底板上。剪切单元由顶板进行支撑,且与装夹治具相对位而置。剪切单元包括直线运动元件、安装基板以及切刀组件。安装基板布置于顶板的正下方,以用来安装固定切刀组件。直线运动元件固定于顶板上,以驱动安装基板连同切刀组件沿着上下方向进行位移运动。另外,剪切单元还包括有压紧组件。压紧组件由顶压柱、弹性件构成。顶压柱竖置于装夹治具的正上方,且插设固定于安装基板上。对注塑件直接进行压靠的弹性件固定于顶压柱的下端面,且其底面的高度位置不高于切刀组件的最低点。
作为本实用新型技术方案的进一步改进,压紧组件的数量设置为2,对称地分布于切刀组件的左、右侧。
作为本实用新型技术方案的进一步改进,剪切单元还包括有导向组件。导向组件包括有导向套和导向杆。导向套安装于顶板上。导向杆可自由滑动地穿插于导向套内,且其下端部固定于安装基板上。
作为本实用新型技术方案的更进一步改进,导向组件的数量设置为2,对称地布置于切刀组件的左、右侧。
作为本实用新型技术方案的进一步改进,直线运动元件优选为气缸、液压缸或直线电机。
作为本实用新型技术方案的进一步改进,切刀组件包括刀座、第一切刀、第二切刀以及紧固螺钉。第一切刀、第二切刀相对而置,且借助于紧固螺钉实现与刀座的可拆卸固定。
作为本实用新型技术方案的更进一步改进,在刀座上开设有第一安装槽、第二安装槽,以分别用来适配安装第一切刀、第二切刀。第一安装槽、第二安装槽分别由刀座的左、右侧壁进行对向内凹而成。
相较于传统设计结构的注塑件水口剪切设备,在本实用新型所公开的技术方案中,其剪切单元额外增设有压紧组件。注塑件在装夹治具放置到位后,压紧组件和切刀组件在驱动力的作用下同步地进行下移运动,且压紧组件的弹性件最先与注塑件相接触,继续进行下移运动,直至切刀组件与注塑件相接触,在此进程中,弹性件由于受压而发生自适应性弹性变形而实现对注塑件的压紧,防止注塑件在后续的水口剪切作业中发生位置变动,杜绝注塑件本体被切伤现象的发生,确保注塑件的最终成型质量。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本实用新型中注塑件水口剪切设备的立体示意图。
图2是图1的正视图。
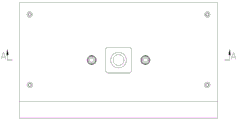
图3是图1的俯视图。
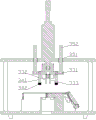
图4是图3的A-A剖视图。
图5是本实用新型注塑件水口剪切设备中装夹治具的立体示意图。
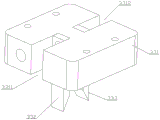
图6是本实用新型注塑件水口剪切设备中切刀组件的立体示意图。
1-机架;11-底板;12-顶板;13-支撑柱;2-装夹治具;3-剪切单元;31-气缸;32-安装基板;33-切刀组件;331-刀座;3311-第一安装槽;3312-第二安装槽;332-第一切刀;333-第二切刀;34-压紧组件;341-顶压柱;342-弹性件;35-导向组件;351-导向套;352-导向杆。
具体实施方式
在本实用新型的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
下面结合具体实施例,对本实用新型的内容做进一步的详细说明,图1示出了本实用新型中注塑件水口剪切设备的立体示意图,可知,其主要由机架1、装夹治具2以及剪切单元3等几部分构成。其中,机架1包括底板11、顶板12以及支撑柱13。顶板12水平地布置于底板11的正上方。支撑柱13的数量设置为4,且均顶靠、连接于底板11和顶板12之间。装夹治具2固定于底板11上,以用来装载注塑件。剪切单元3由顶板12进行支撑,且与装夹治具2相对位而置。剪切单元3包括气缸31、安装基板32、切刀组件33以及压紧组件34。安装基板32布置于顶板12的正下方,以用来安装固定切刀组件33。气缸31的缸体固定于顶板12上,其活塞杆驱动安装基板32连同切刀组件33沿着上下方向进行位移运动。压紧组件34由顶压柱341、弹性件342构成。顶压柱341竖置于装夹治具2的正上方,且插设固定于安装基板32上。对注塑件直接进行压靠的弹性件342固定于顶压柱341的下端面,且其底面的高度位置不高于切刀组件33的最低点(如图2-5中所示)。通过采用上述技术方案进行设置,有效地防止了注塑件在执行水口剪切作业进程中发生位置变动,进而杜绝了注塑件本体被切伤现象的发生,确保了注塑件的最终成型质量。
上述注塑件水口剪切设备的工作原理大致如下:注塑件在装夹治具2上装载到位后,压紧组件34和切刀组件33在驱动力的作用下同步地进行下移运动,且压紧组件34的弹性件342最先与注塑件相接触,继续进行下移运动,直至切刀组件33与注塑件相接触,在此进程中,弹性件342由于受压而发生自适应性弹性变形而实现对注塑件的压紧,与此同时,切刀组件33完成了对注塑件水口的裁切作业。
在此需要说明的以下两点:1)除了可以选用上述的气缸31对剪切单元3进行驱动,还可以根据实际情况选择液压缸、直线电机等其他直线动力元件;2)弹性件342可以根据实际情况选择为柱状弹簧或弹性橡胶柱。
作为上述注塑件水口剪切设备结构的进一步优化,压紧组件34的数量优选设置为2,且对称地分布于切刀组件33的左、右侧(如图2中所示)。在正式执行水口裁切作业前,两压紧组件34均对称地顶靠于注塑件的上表面,从而提升了注塑件被弹性压靠的可靠性、稳定性。
出于提高切刀组件33沿着上下方向位移的定向性,进而确保对注塑件水口的精准裁切方面考虑,剪切单元3根据实际需要还额外增设有导向组件35。导向组件35包括有导向套351和导向杆352。导向套351安装于顶板12上。导向杆352可自由滑动地穿插于导向套351内,且其下端部固定于安装基板32上(如图2、3、4中所示)。
在实际作业过程中发生,当导向组件35的数量设置为1套时,其自身极易受到“侧向力”作用,导致导向套351和导向杆352之间快速磨损,进而严重地降低了使用寿命。鉴于此,作为上述技术方案的进一步优化,导向组件35的数量优选设置为2,对称地布置于切刀组件33的左、右侧(如图2中所示)。
如图6中所示,切刀组件33包括有刀座331、第一切刀332、第二切刀333以及紧固螺钉。第一切刀332、第二切刀333相对而置,且借助于紧固螺钉实现与刀座331的可拆卸固定。且在刀座331上开设有第一安装槽3311、第二安装槽3312,以分别用来适配安装第一切刀332、第二切刀333。第一安装槽3311、第二安装槽3312分别由刀座331的左、右侧壁进行对向内凹而成。通过采用上述技术方案进行设置,当第一切刀332、第二切刀333经过一段时间的作业其刃口磨损达到报废标准后,利于工作人员执行换新操作。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (7)
1.一种注塑件水口剪切设备,包括机架、装夹治具以及剪切单元;所述机架包括底板、顶板以及支撑柱;所述顶板水平地布置于所述底板的正上方;所述支撑柱顶靠于所述底板和所述顶板之间;所述装夹治具固定于所述底板上;所述剪切单元由所述顶板进行支撑,且与所述装夹治具相对位而置;所述剪切单元包括直线运动元件、安装基板以及切刀组件;所述安装基板布置于所述顶板的正下方,以用来安装固定所述切刀组件;所述直线运动元件固定于所述顶板上,以驱动所述安装基板连同所述切刀组件沿着上下方向进行位移运动,其特征在于,所述剪切单元还包括有压紧组件;所述压紧组件由顶压柱、弹性件构成;所述顶压柱竖置于所述装夹治具的正上方,且插设固定于所述安装基板上;对注塑件直接进行压靠的弹性件固定于所述顶压柱的下端面,且其底面的高度位置不高于所述切刀组件的最低点。
2.根据权利要求1所述的注塑件水口剪切设备,其特征在于,所述压紧组件的数量设置为2,对称地分布于所述切刀组件的左、右侧。
3.根据权利要求1-2中任一项所述的注塑件水口剪切设备,其特征在于,所述剪切单元还包括有导向组件;所述导向组件包括有导向套和导向杆;所述导向套安装于所述顶板上;所述导向杆可自由滑动地穿插于所述导向套内,且其下端部固定于所述安装基板上。
4.根据权利要求3所述的注塑件水口剪切设备,其特征在于,所述导向组件的数量设置为2,对称地布置于所述切刀组件的左、右侧。
5.根据权利要求1-2中任一项所述的注塑件水口剪切设备,其特征在于,所述直线运动元件为气缸、液压缸或直线电机。
6.根据权利要求1-2中任一项所述的注塑件水口剪切设备,其特征在于,所述切刀组件包括刀座、第一切刀、第二切刀以及紧固螺钉;所述第一切刀、所述第二切刀相对而置,且借助于所述紧固螺钉实现与所述刀座的可拆卸固定。
7.根据权利要求6所述的注塑件水口剪切设备,其特征在于,在所述刀座上开设有第一安装槽、第二安装槽,以分别用来适配安装所述第一切刀、所述第二切刀;所述第一安装槽、所述第二安装槽分别由所述刀座的左、右侧壁进行对向内凹而成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022852325.6U CN213947314U (zh) | 2020-12-02 | 2020-12-02 | 一种注塑件水口剪切设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022852325.6U CN213947314U (zh) | 2020-12-02 | 2020-12-02 | 一种注塑件水口剪切设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213947314U true CN213947314U (zh) | 2021-08-13 |
Family
ID=77214924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022852325.6U Active CN213947314U (zh) | 2020-12-02 | 2020-12-02 | 一种注塑件水口剪切设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213947314U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114506028A (zh) * | 2021-11-26 | 2022-05-17 | 东莞市达辉精密塑胶科技有限公司 | 一种注塑件全自动切水口治具 |
-
2020
- 2020-12-02 CN CN202022852325.6U patent/CN213947314U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114506028A (zh) * | 2021-11-26 | 2022-05-17 | 东莞市达辉精密塑胶科技有限公司 | 一种注塑件全自动切水口治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213947314U (zh) | 一种注塑件水口剪切设备 | |
| CN219597862U (zh) | 一种汽车冲压件模具 | |
| CN210173750U (zh) | 一种塑胶制品生产用定位打孔装置 | |
| CN217453322U (zh) | 一种带有边缘打磨机构的汽车模具成型装置 | |
| CN113333589B (zh) | 一种汽车翼子板翻边模具及加工方法 | |
| CN215237252U (zh) | 一种笔记本电脑外壳生产用回顶针防挤压变形模具 | |
| CN212822074U (zh) | 一种冲压u型导槽件双切缺口装置 | |
| CN213671449U (zh) | 一种合并拉伸模具 | |
| CN213033435U (zh) | 一种保险杠二次弯折冲压模具 | |
| CN114228047A (zh) | 一种管状化妆品包装产品的注塑模具 | |
| CN212703885U (zh) | 一种压力成形机 | |
| CN115229045A (zh) | 一种sq滤波器的极片制造系统 | |
| CN210453615U (zh) | 一种注塑件切水口装置 | |
| CN221415147U (zh) | 一种模具加工用切边设备 | |
| CN218505276U (zh) | 塑料壳体与套管四点铆接设备 | |
| CN110842087A (zh) | 气缸驱动式侧整形下模机构 | |
| CN217346668U (zh) | 一种汽车塑料制品折弯模 | |
| CN110586768A (zh) | 一种方便顶出的压制成型模具 | |
| CN220005606U (zh) | 一种板件多方向冲孔成型的一体化模具 | |
| CN215791114U (zh) | 一种高强度抗压型拉杆箱的加工模具 | |
| CN213381678U (zh) | 一种车门玻璃导槽切断装置 | |
| CN211054272U (zh) | 一种汽车内饰件用模具 | |
| CN217223111U (zh) | 一种翻孔模具 | |
| CN214490880U (zh) | 一种多功能组合式下料模具 | |
| CN221047119U (zh) | 一种压料成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |